平成
26 年度修士論文
FRP の強化繊維に生じる成形ひずみの
測定およびシミュレーション
Simulation and measurement of process-induced
strain of reinforcements of FRP
高知工科大学 大学院
工学研究科 基盤工学専攻 知能機械システム工学コース
知能材料学研究室
学籍番号 1175046
堀内 貴文
目次
第1 章 諸言 ... 1 1.1 研究の背景 ... 1 1.2 これまでの研究 ... 1 1.3 本研究の目的 ... 2 第2 章 光ファイバセンサ ... 3 2.1 光ファイバ ... 3 2.2 光ファイバ屈折率センサ ... 3 2.3 FBG ひずみセンサ ... 5 第3 章 GFRP の強化繊維に生じる成形ひずみ測定 ... 7 3.1 実験方法 ... 7 3.2 成形ひずみ測定 ... 8 3.3 硬化度測定 ... 9 第4 章 GFRP の成形ひずみ解析 ... 11 4.1 解析手法 ... 11 4.2 FEM モデル ... 13 4.3 解析結果 ... 14 第5 章 考察 ... 16 第6 章 結言 ... 18 参考文献 ... 19 謝辞 ... 201
第
1 章 緒言
1.1 研究の背景
繊維強化プラスチック(Fiber Reinforced Plastics:FRP)はガラス(Glass)や炭素(Carbon), アラミド(Aramid),ホウ素(Boron)などの繊維を合成樹脂(Plastics)で固め補強した複合材料 である.FRP は 1940 年代初頭に誕生し,その軽量性や強靭さを活かして航空分野や電子 機器材料・スポーツ用品,さらには医療関連材料として多くの分野で扱われるようになっ た.そして,近年では複雑な形状や大型のFRP 製品が数多く登場している. FRP の製造方法は用途や形状,数量などによって様々なものが存在するが加熱・加圧処 理を成形時に行うオートクレーブ成形やホットプレス成形などが多く用いられている.し かし,この成形方法には課題があり,それは成形時に応力が生じてその影響で成形後のFRP に大きな変形が起きることである.そのため,残留変形に合わせて成形型を何度も作り直 さねばならないという現状がある.そこでFRP 製品を高品質,且つ高精度なものにするた めに最適な成形条件の探索が求められている. FRP 成形時において生じる応力の原因として熱ひずみや樹脂の硬化収縮が主に考えられ ている.しかし,樹脂の硬化収縮により圧縮応力が発生してそれが強化繊維にどのように 作用するのか,また,FRP の強度の要因の一つである界面強度にどのような影響を及ぼす のか,そのメカニズムは明確には把握されていない.その他にも加圧による変形や型によ る摩擦拘束などの影響が考えられ,更には成形温度条件によっても成形ひずみが変化する ため,現状ではシミュレーションで精度よく予測するのは難しい.一方,埋め込み型の光 ファイバセンサを用いた硬化度やひずみの測定手法が提案されており,光ファイバセンサ による樹脂やGFRP の成形モニタリングが行われている.
1.2 これまでの研究
先行研究としてFRP の母材であるエポキシ樹脂の硬化過程におけるひずみシミュレーシ ョンの方法が文献(1),(2)で提案されている.その研究では樹脂を硬化状況によって剛性が 変化する粘弾性体として扱うことにより樹脂の成形ひずみ解析を行っている.解析結果は FBG センサを用いたひずみの測定結果と比較され,その手法が有効であることが示されて いる.また,ポストキュア過程における樹脂の成形ひずみが実験と解析によって求められ ている.双方はよく似た振る舞いを見せており,成形温度条件が成形ひずみに大きな影響 を与えることやそのメカニズムが明らかとなった.2
1.3 本研究の目的
本研究の目的はFRP の強化繊維に生じる成形ひずみをシミュレーションを行い,そのメ カニズムを明らかにすることである.そのために,光ファイバを強化繊維とするGFRP を 作製し,その時の強化繊維に生じるひずみをFBG センサを用いた測定実験で確認した.更 に,樹脂の硬化による強化繊維への影響を確認するために光ファイバ屈折率センサで硬化 度を測定した.同時に,数値解析に使用する樹脂の物性についての検証や補正を加えるこ とでFRP の成形ひずみ解析の実現を目指した.3
第
2 章 光ファイバセンサ
2.1 光ファイバ
光ファイバは光の強度,周波数,位相などを用いて映像やデジタル信号の通信を行うた めの伝送手段である.その構造は屈折率の高いコアと屈折率の低いクラッドと呼ばれる 2 つの部分からなる.コアとクラッドの屈折率の違いにより,光はコアの中を全反射して進 み光の損失を最小限に抑えることができる.光ファイバの特徴として直径125m のガラス からなるため細く軽量であることや信号に電子を用いないため電磁誘導によるノイズが起 きないということが挙げられる.他にも伝送帯域幅が広いので同時に複数の情報を送るこ とができる.電気信号を用いるセンサに比べ腐食や劣化に強い,引火性がなく安全である ことも光ファイバの長所としてよく取り上げられる. 今回は特に埋め込みセンサとして使用しているがその場合は測定対象に対してセンサ自 体が影響を与えないことが重要となる.その点,光ファイバセンサは計量で形状が小さい ため,材料中に埋め込んで使用しても母材にほとんど影響を与えることがないので埋め込 みセンサに非常に適している.これらの長所を生かして屈折率をはじめひずみや温度など の測定に光ファイバセンサが用いられている.2.2 光ファイバ屈折率センサ
図 1 に光ファイバセンサによるフレネル反射を利用した屈折率測定法の概略図を示す. 光源から出た光はサーキュレータを通して光ファイバに入射する.光ファイバの端面は平 面になるように切断されており,光ファイバの端面と樹脂の屈折率の違いによってフレネ ル反射が生じる.反射した光は再びサーキュレータを通って受光器に送られ,その光を計 測する.ファイバ端面での光反射率R は以下の式で表すことができる.
2 g 2 g i b n n n n I I I R (2-1)
ここで,I は検出される光強度,Iiは界面への入射光強度,Ibは端面に達する前に光検出器
に戻る光の光強度,ngはガラスの屈折率,n は被測定材料の屈折率である.被測定材料を nrとするときの検出される光強度を Irとすれば,反射率は
2 r g 2 g 2 r g 2 g b r b n n n n n n n n I I I I R (2-2) となる.次に,Ibの影響を除去するために,ある基準出力Isからの測定効光量がΔI 変化し た時のメディアの屈折率nsも予め確認しておく必要がある.測定光量の変化とメディアの4 屈折率変化Δn の関係は以下の式, I = ∆I + 𝐼𝑠𝑤ℎ𝑒𝑛 𝑛 = ∆𝑛 + 𝑛𝑠
(2-3)
となる.これにより,以下の式が得られる. 𝐼𝑠−𝐼𝑏 𝐼𝑟−𝐼𝑏=
(𝑛𝑔−𝑛𝑠)2(𝑛𝑔+𝑛𝑟)2 (𝑛𝑔+𝑛𝑠)2(𝑛𝑔−𝑛𝑟)2(2-4)
𝐼𝑠+∆𝐼−𝐼𝑏 𝐼𝑟−𝐼𝑏=
(𝑛𝑔−𝑛𝑠−∆𝑛)2(𝑛𝑔+𝑛𝑟)2 (𝑛𝑔+𝑛𝑠+∆𝑛)2(𝑛𝑔−𝑛𝑟)2(2-5)
これらを∆nについて解くと,∆n =
𝑏1{𝑎1 2𝑏 2(𝑏1+𝑏2)+𝑎22𝑏12𝜈±𝑎1(𝑏1+𝑏2)√𝑎12𝑏22+𝑎22𝑏12𝜈} 𝑎12(𝑏12−𝑏22)−𝑎22𝑏12𝜈(2-6)
𝑛
𝑔+ 𝑛
𝑟= 𝑎
1,
𝑛
𝑔− 𝑛
𝑟= 𝑎
2,
𝑛
𝑔+ 𝑛
𝑠= 𝑏
1,
𝑛
𝑔− 𝑛
𝑠= 𝑏
2,
𝜈 ≅
𝐼∆𝐼 𝑎𝑖𝑟(2-7)
が求められる.∆n:屈折率変化,𝑛𝑔:ガラスの屈折率,𝑛𝑠:樹脂の初期屈折率,𝑛𝑟:空気 の屈折率,∆I:光出力変化,𝐼𝑠:反射光出力(樹脂の初期光出力), 𝐼𝑎𝑖𝑟:反射光出力(空 気の光出力)である. 図1 光ファイバ屈折率センサの測定システム 次に屈折率変化から硬化度 α を求めるとき温度依存性を考慮する必要がある.温度によ る影響は光ファイバと樹脂の両方の屈折率に表れる.基準温度Tsでの,基準屈折率は硬化 前の樹脂の屈折率とする.屈折率変化を硬化度αと温度 T の関数として⊿n(,T)と定義す るとき,樹脂の屈折率の温度依存性は以下の式で表せる. ∆𝑛(0, 𝑇) =𝑑𝑛𝑑𝑇(0) × (𝑇 − 𝑇𝑠) (2-8)5 ∆𝑛(1, 𝑇) =𝑑𝑛𝑑𝑇(1)(𝑇 − 𝑇𝐺) + ∆𝑛(1, 𝑇𝐺) (2-9) dn/dT ()は硬化度における樹脂の屈折率の温度依存性を示し,硬化後では𝑇𝐺前後で値が異 なる.硬化度を式に示す未硬化時の曲線から完全硬化の曲線への線形的な遷移パラメータ として定義する.任意の硬化度,温度において測定される屈折率n を以下の関係式で表す. ∆𝑛(α, 𝑇) = ∆𝑛(0, 𝑇)(1 − 𝛼) + ∆𝑛(1, 𝑇)𝛼 (2-10) 式(8),(9),(10)をについて解くと
𝛼 =
∆𝑛(𝛼,𝑇)− 𝑑𝑛 𝑑𝑇(0)(𝑇−𝑇𝑠) ∆𝑛(1,𝑇𝐺)−𝑑𝑛𝑑𝑇(0)(𝑇−𝑇𝑠)−𝑑𝑛𝑑𝑇(1)(𝑇−𝑇𝐺) (2-11) これにより硬化度を得ることができる.2.3 FBG ひずみセンサ
図 2 に FBG センサの構造を表す.FBG センサは光ファイバのコアの中に回折格子が設け られている.広帯域のスペクトルを持った光が入射するとブラッグ波長という特定の波長 の光のみが反射されるように回折格子が配置してある.反射された光は干渉し合い,狭い ピークを持つ光となる.この現象をブラッグ回折と呼び,以下にブラッグ回折の条件式を 示す.dn
2
(2-12) ここで,λは反射光のピークの中心波長であり,ブラッグ波長と呼ばれる.d は FBG セ ンサのグレーティング間隔,n は光ファイバのコアの屈折率である.例として FBG センサ のブラッグ波長が 1550nm の場合は光ファイバのコア屈折率を一般的な値である 1.46 とす ると格子間隔はおよそ0.53μm であり,FBG の全長が 10mm なので格子数は 18,800 となる. FBG センサはブラッグ波長のシフト量がひずみ・温度に対して線形的に変化することが 知られている.そのため,検出した波長のシフト量の温度依存性を考慮し,ひずみに変換 するために式(2-13)を用いてひずみの値を求めた. ブラッグ格子間隔と屈折率はひずみや温度が負荷されると変化するのでブラッグ波長も 変化する.ブラッグ波長のシフト量Δλ とひずみ・温度は線形的に変化することが知られて いる.波長シフト量とひずみ,温度の関係は次式で表される. ∆𝜆 𝜆0= [1 − 𝑛02 2 {𝑝12− 𝜈𝑠(𝑝11+ 𝑝12)}] (𝜀3− 𝛼𝑠∆𝑇) + (𝛼𝑠+ 1 𝑛0 𝑑𝑛0 𝑑𝑇) ∆𝑇(2-14)
ここで,n0,はそれぞれひずみと温度変化がない状態におけるコアの屈折率,ブラッグ波 長であり,sは光ファイバのポアソン比であり,p11,p12はポッケルス定数であり,sは光 ファイバの熱膨張係数であり,T と ΔT は室温と室温からの温度変化であり,3-sΔT は温 度変化によるひずみを考慮した場合の軸方向ひずみ3sであり,温度変化が 0 のときのひず6 みを示す.式(2-14)を用いて,波長シフトからひずみや温度変化を求めるセンサが FBG セン サである. 用いた FBG センサのひずみ依存性,温度依存性は次のように求められている. [1 −𝑛02 2 {𝑝12− 𝜈𝑠(𝑝11+ 𝑝12)}] = 0.7368
(2-15)
(𝛼𝑠+ 1 𝑛0 𝑑𝑛0 𝑑𝑇) = 6.207 × 10 −9∆𝑇2+ 5.672 × 10−6(2-16)
式(2-15)と式(2-16)に代入し,ひずみについて解くと次式が得られる.ε =
∆𝜆 𝜆0−−6.207×10−9×∆𝑇2−5.672×10−6×∆𝑇 7.368×10−7+ 𝛼
𝑠∆𝑇
(2-17)
図2 FBG センサの仕組み7
第
3 章 GFRP の強化繊維に生じる成形ひずみ測定
3.1 実験方法
本研究では GFRP の強化繊維に生じるひずみを測定するために,光ファイバを強化繊維 に使用することでFBG センサと強化繊維の形状の差を無くし,純粋に強化繊維に生じるひ ずみを測定することを可能としている.そこで,光ファイバを強化繊維に用いたGFRP の 作製方法を以下に記述する. GFRP の作製方法は先ず市販の光ファイバの被覆を剥ぎ 3cm の長さに切断し,外枠 4.5cm×3cm で内枠 2.5cm×1cm に切った紙を用意する.紙の中央部に光ファイバを 21 本一方 向に並べテープで固定したものを 6 枚と,20 本並べたものを 1 枚作る.次に積層を行って いくが,FBG センサと熱電対は積層 4 枚目に光ファイバを 20 本並べた紙の中央に繊維の方 向に沿って埋め込んだ.その後,並べた光ファイバにエポキシ樹脂(主剤 jER 801N,硬化 剤 jER キュア 3080,配合比は 100:45)を塗り付けて含浸させる.積層した FRP に隙間など ができないようにシリコンシートと重石を載せて固定した.最後に樹脂の硬化促進のため マルチオーブンの中で加熱処理を行う.成形温度は 100 分で 100℃まで加熱し,100℃を 3 時間維持する.最後に常温で冷却を行うものとした.この時に FBG センサに生じるひずみ を測定した.成形後のGFRP の写真を図 3 に測定結果を図 4 に解析結果と比較したグラフ を示す. 本研究で用いた測定システムの構成図を図4 に示す.光源は中心波長 1550nm の SLD(Super Luminescence Diode)光源からサーキュレータを介して FBG センサに入射する. FBG センサで反射された光は再びサーキュレータを通過してスペクトルアナライザ (Optical Spectrum analyzer)でこの反射光における波長のピークの変化を測定した.
8 図4 測定システム
3.2 成形ひずみ測定
図 5 に GFRP の成形中に FBG センサに生じたひずみの測定結果を示す実験開始から 24 分(A-B 間)は埋め込んだ FBG センサの緩和によって-60までひずみが生じている.そ の後,ひずみは増加に転じて 77 分で 38となったがこれは熱膨張による型の摩擦の影響が 表れていると思われる.再び,ひずみが減少に転じているが,これは樹脂の硬化によって ガラス繊維が樹脂に拘束されて,硬化収縮によってガラス繊維に圧縮ひずみが生じている ことが原因だと考えられる.ひずみの変化が次第に減少しているのは樹脂の硬化完了に伴 い,硬化進展が緩やかになるためである.最後に,冷却過程では 100℃から 25℃の間に, 繊維に-293程度の熱収縮ひずみが発生していた.ここで,残留成形ひずみが-339なの に対して樹脂の硬化によるひずみが-となりその影響も十分に大きいことが分かった. 図5 GFRP の成形ひずみ測定結果 A B C E F G D9
3.3 硬化度測定
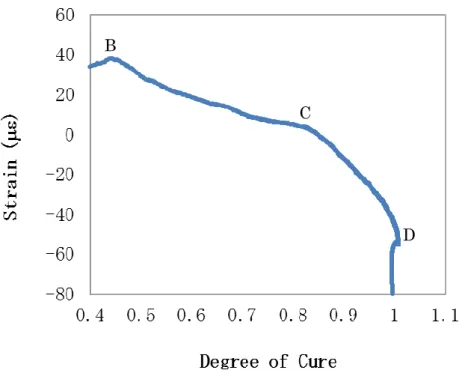
樹脂の硬化収縮が強化繊維に影響を及ぼしているのかを確認するためにGFRP と同じ成 形温度条件で樹脂を硬化させてその時の屈折率を測定し,硬化度を求めた. 図 6 には測定した硬化度と GFRP 強化繊維に生じる成形ひずみのグラフを示している.硬 化度は 60 分を過ぎた頃から急速に進行している.それに伴ってガラス繊維が樹脂に拘束さ れ硬化度が 44%を超えた辺り(77 分)からひずみのグラフでも圧縮ひずみが生じており, 樹脂がガラス繊維を拘束することで硬化収縮の影響が強化繊維にも表れていることが分か った.図 7 は横軸に硬化度,縦軸をひずみにしたグラフで樹脂の硬化過程におけるひずみ 変化を確認している.B-C 間は C-D 間に比べて温度上昇による熱膨張ひずみが存在するた め変化が緩やかになっている. 図6 ひずみと硬化度グラフ A B C D E F G10
図7 硬化過程におけるひずみ変化
B
C
11
G d
K d t) 2 ( , ) ( , ) ( 0 0 e I σ第
4 章 GFRP の成形ひずみ解析
4.1 解析手法
GFRP を構成する樹脂を硬化によって物性の変化する線形等方性粘弾性体として扱い, FEM 解析を行った,その構成方程式は以下の式(4-1)に示す畳み込み積分の形で表される. (4-1) ここで,は応力テンソル,e は偏差ひずみテンソル,G はせん断弾性率,K は体積弾性率, I は単位テンソル,は体積ひずみ,は擬似時間である.式(4-1)を偏差応力テンソル S と 圧力p の式にそれぞれ分けると (4-2) となる.ここで,硬化中の粘弾性特性の式を (4-3) と定義すれば (4-4)
/
0 ( ) , 0 ( ) 1 i i d d A d A e d d d
e
e e e (4-5) が得られる.ここで, は疑似偏差機械ひずみ,e は疑似粘性ひずみである.i ここで,式(4-2)と(4-4) が硬化中の粘弾性構成式であり,これを解析ソフトにユーザー関数UMAT としてプログラ ミングし,解析を行った. また,硬化後の粘弾性特性を Prony 級数で表現した.先行研究で行われていた 3 点曲げク リープ試験の結果から得られたコンプライアンスのマスターカーブを式(4-6)によって 6 次 のプロニー級数で近似した. 図 8 にその近似曲線を示す. (4-6) その結果,求められたプロニー級数の係数 giと緩和時間iを表 1 に示す.温度が粘弾性特 性に与える影響についてはアレニウスの式(4-7)を用いて表した. (4-7) ここで,ATは反応速度定数,E は活性化エネルギー,R は気体定数,T は絶対温度である. マスターカーブを求める際に得られる ATとその時の温度の関係より,式(4-7)を用いてアレ ニウスプロットを作成した.図 9 にアレニウスプロットを示す.それより定数 A と活性化 エネルギーE が求められる.その値をアレニウスの式に代入すると式(4-8)が求められる. e
d d d K t p d d d G t 0 02 ( , ) , ( ) ( ) ) ( e S
G i n i t i e g A G t G 1 0 ( ) 1 (1 ) ) , ( 0 1 ( ) 2 G n i i i t G g
S e e RT E exp A AT
n 1 i / t i 0 1 g 1 e i G ) t ( G12 (4-8) 図 8 コンプライアンスのマスターカーブとプロニー級数近似曲線 図 9 アレニウスプロット
210.190418 68369.44073/ T 273.15
exp AT 13 表 1 解析に用いた材料特性
4.2 FEM モデル
FEM モデルの概要を図 10 に示す.モデルは 3 面に対称境界条件を与え,残りの 3 面は 拘束なしとすることで八分の一モデルにした.要素サイズはxy 平面で 20µm,繊維方向に は400µm としたのでアスペクト比は 1:20 である.用いた要素は二次の六面体ソリッド要 素である.モデルのガラス繊維含有率は50%,直径 125µm の光ファイバが横 21 本,縦 7 本入っており,断面の寸法は1645µm×548µm,長さは 10000µm とした.成形温度条件は 実験で測定した温度と近似させて25℃から 100℃まで 100 分かけて加熱して 100℃を 3 時 間維持し,46 分かけて 25℃まで冷却した.今回行った解析で用いたプログラムでは樹脂の 硬化度≧0.686 になった時に樹脂がファイバを拘束し,ひずみが発生するものとして計算 をしている.そのため,解析の計算が始まるのは加熱を開始してから約83 分後である.解 析結果のグラフはFBG センサの回折格子があると仮定する中心から 1mm 間隔で 5 か所の ひずみを検出し,その平均値を光ファイバに生じるひずみとした.14 図10 FEM モデル
4.3 解析結果
図 11 はそれぞれの成形ひずみ結果と温度の時間変化のグラフを表している.まず,実験 のA-B 間では加熱の影響で 40の熱膨張が起きている.解析では計算開始時刻 83 分の温 度は 87.6℃であり,そこから,100℃になるまでに熱膨張により 4.7µのひずみを生じた. 100℃一定である C-D 間は 100 分から 280 分の間で-52のひずみが表れている.これは樹 脂の硬化収縮の影響でガラス繊維に圧縮ひずみが生じたと考えられる.そして,ここでの ひずみ変化は実験値とよく一致している.最後に冷却過程の D-F 間では熱収縮により冷却 終了までのひずみが-291生じた.実験で生じたひずみも-293と非常に近い値を示し た.なお,冷却途中の 300 分(E 点)を過ぎた辺りからはエポキシ樹脂のガラス転移点に達 して樹脂の物性が変わるため,その後は冷却によるひずみの変化が緩やかになっている. 応力に関しては繊維方向に D 点で-0.127MPa,E 点で-4.63MPa,G 点で-26.6MPa の値を 示した.なので,樹脂の硬化収縮が一方向 GFRP の強化繊維の残留応力に与える影響は最 終的な残留応力の 17.6%であることが分かった.15 図11 GFRP の成形ひずみ解析結果 D E F G
16
第5章 考察
ここからは解析結果を実験結果と比較して考察を記述する.図 12 はそれぞれの成形ひず み結果と温度の時間変化のグラフを表している.まず,解析では計算開始時刻 83 分の温度 は 87.6℃であり,100℃になった D 点からの比較を行う.解析では 100℃一定である 100 分 から 280 分の間で-52のひずみが表れている.それに対して実験では-81.8のひずみ が生じており,樹脂の硬化による影響が大きくなっている.ただし,変化の傾向は似てお り,硬化の進展速度の低下に伴うひずみの変化の減少が表現されている.冷却過程( E-G 点) では熱収縮により冷却終了までのひずみが-291生じた.実験で生じたひずみも-293 と非常に近い値を示した.図 13 では GFRP の強化繊維に生じる成形ひずみ測定結果と解析 の結果をそれぞれ,ひずみ-温度グラフで表して比較をした.C-D 間においてひずみの変化 次第に緩やかになっているが,これは樹脂の硬化による収縮と熱膨張によるひずみが打ち 消し合っているためでその様子がよく分かる.次に冷却過程 E-G 間をガラス転移点 F で分 けて比べると解析では E-F 間-163,F-G 間-129,実験では E-F 間-157,F-G 間-136 とほぼ同様の結果となった. 図12 実験結果と解析結果の比較 D G F E C B A17 図13 ひずみ-温度曲線による比較 A B C D E F G
18
第6章 結言
本研究では,GFRP の強化繊維に生じる成形ひずみのメカニズムを明らかにするために FBG センサによる成形ひずみ測定と FEM 解析を行った.その結果以下の知見を得た. (1) GFRP の強化繊維に生じる成形ひずみに関して樹脂の硬化による影響やのメカニズムを 明らかにした. (2) 本研究では GFRP の残留成形ひずみ-339に対して樹脂の硬化によって強化繊維に- 52µのひずみが生じた. (3) 樹脂の硬化収縮が一方向 GFRP の強化繊維の残留応力に与える影響は最終的な残留応力 の 17.6%であった.19
参考文献
(1) 高坂 達郎,逢坂 勝彦,澤田 吉裕 “光ファイバひずみセンサによる樹脂の硬化収縮ひずみ測定” 日本機械学会論文集,Vol.60,No.5(2011),pp.432-438. (2) 高坂 達郎,逢坂 勝彦,澤田 吉裕 “FBG センサを用いた樹脂のポストキュア過程のモニタリング” 日本機械学会論文集,Vol. 61, No. 7 (2012), pp. 648-653. (3) 吉田 淳 大阪市立大学大学院研究科機械物理系専攻博士論文 “エポキシ樹脂の物性に及ぼすポストキュアの影響”(4) SIMULIA Online Support System
20
謝辞
本研究を行うにあたり懇切なるご指導,ご鞭撻を賜りました高坂達郎准教授ならびに楠 川量啓教授に深く感謝いたします.本当に有難うございました.また,研究を進めるにあ たり,多大なご協力を頂きました知能材料学研究室の皆様にも感謝いたします.