施 工 計 画 書
工事名称 〇〇〇〇〇〇〇〇〇〇〇〇〇〇〇 新築工事
国土交通大臣認定工法 ケンマ工法
TACP-0520 TACP-0521平成 29 年〇月
一 輝 株 式 会 社
目 次
1.工事概要 2.現場案内図 3.工程表 4.ケンマ工法概要 5.施工計画 5-1 施工管理組織 5-2 使用機械及び設備計画 5-3 施工・くい施工フロー図 5-4 杭材の受け入れ 5-5 準備工事 5-6 試験杭 5-7 杭の建て込み 5-8 杭の回転貫入 5-9 継手の施工 5-10 先端地盤の確認と打ち止め管理 5-11 杭頭確認 5-12 施工管理項目 5-13 施工記録 6.安全対策 7.施工機械 8.添付資料 8-1 柱状図 8-2 くい伏図 8-3 カタログ 8-4 認定書1
. 工事概要
1. 工事名称 ○○○○○○○○○○○○○○○○ 新築工事 2. 建 設 地 ○○県○○市○○番地 3. 設計監理 ○○○○○○○○○○○○○○○○ 4. 総合施工 ○○○○○○○○○○○○○○○○ 5. 杭 施工 ○○○○○○○○○○○○○○○○ 6. 杭施工法 国土交通大臣認定工法 ケンマ工法 7. 工 期 平成 29 年〇〇月〇〇日~平成 29 年〇〇月〇〇日 8. 施工機械 〇〇〇〇 9. 杭 明細 下記に示す 杭 本体 STK400 杭先端部羽径 杭長 数量 径(mm) 厚さ(mm) 径(mm) 厚さ(mm) 下+中+上杭(m) (本) ***.* *.* 上*.* *** ** *+*+* ** ***.* *.* *** ** *+*+* ** ***.* *.* *** ** *+*+* ** 上*.*のみ STK***2
. 現場案内図
3
. 工程表
1. 工事名称 ○○○○○○○○○○○○○○○○ 新築工事 2. 工事場所 ○○県○○市○○番地 3. 施工期間 平成 29 年〇〇月〇〇日~平成 29 年〇〇月〇〇日(予定) *月 *月 ** ** ** ** ** ** ** ** ** ** ** ** ** ** ** ** ** ** ** 重機 搬入 資材 搬入 試験杭 打設 本杭 打設 重機 搬出4
. ケンマ工法概要
4.1 適用範囲 本施工指針は、ケンマ工法の施工に関する標準的な施工方法、管理項目及び留意点を示した ものである。 本施工指針は、ケンマ工法の施工に関して、施工方法、管理項目及び留意点の標準的な指針を与え るもので、実際の施工条件、地盤状況などを十分に把握した上で適用するよう留意しなければならな い。本施工指針以外の基準書(指針、仕様書)及び日本工業規格を、表4-1 に示す。 表 4-1 基準書(指針、仕様書)及び日本工業規格 1 建築工事標準仕様書JASS 4 (社)日本建築学会 2009 年 10 月 2 小規模建築物基礎設計指針 (社)日本建築学会 2008 年 2 月 3 JIS G 3101 (一般構造用圧延鋼材) 2015 年 8 月改正 4 JIS G 3106 (溶接構造用圧延鋼材) 2015 年 8 月改正 5 JIS G 3444 (一般構造用炭素鋼鋼管) 2016 年 5 月改正 6 JIS Z 3801 (手溶接技術検定における試験方法及び判定基準) 1997 年 8 月改正 7 JIS Z 3841 (半自動溶接技術検定における試験方法及び判定基準) 1997 年 8 月改正 4.2 工法の概要 本工法は、鋼管の先端部に2 枚の半円状の翼を取りつけ、回転貫入装置を備えたくい打ち機に よってくいを回転させて地盤中に貫入し、これをくいとして利用する工法である。 本工法の施工手順を以下に示す。 (1)くいの固定:くい先端部をくい芯ずれ防止装置に固定し、くい芯位置にセットする。 (2)回転貫入 :くいの鉛直性とくい芯位置に注意しながらくいを回転させ、地中へ貫入させる。 (3)継手作業 :必要に応じ継手により継ぎ足しを行い、順次回転貫入させる。 (4)貫入完了 :設計深度付近において回転トルク値及び回転貫入量を確認し、貫入を完了する。 (5)くい頭処理:切断装置にて所定の位置でくい頭を切断する。施工方法の概要を図4-1 に示す。 図 4-1 施工方法の概要 4.3 使用材料 本工法に使用するくい材及び先端翼材は、くい体から決まる許容鉛直支持力が、地盤から決ま る許容鉛直支持力を上回るものとする。 (1)くい材 本工法に使用するくい材は、建築基準法施行令第 90 条、平成 12 年建設省告示第 2464 号第 1、第 2、平成 13 年国土交通省告示第 1113 号第 8 第 1 項第 8 号に基づき鋼材の許容応力度が規定された 鋼管及び、鋼材を使用する。表 4-2 に基礎ぐいの材質を示す。 表 4-2 基礎ぐいの材質 ①くいの固定 ②回転貫入 ④貫入完了 ⑤くい頭処理 くい先端部を くい芯ずれ防 止装置に固定 し、くい芯位 置にセットす る。 くいの鉛直性 とくい芯位置 に注意しなが らくいを回転 させ、地中へ 貫入させる。 設計深度付近 において回転 トルク値及び 回転貫入量を 確認し、貫入 を完了する。 切断装置に て所定の位 置でくい頭 を切断す る。
くい軸部 JIS G3444 一般構造用炭素鋼鋼管 STK400 JIS G3444 一般構造用炭素鋼鋼管 STK490 くい先端翼部 JIS G3106 溶接構造用圧延鋼材 SM490A 掘削刃 JIS G3101 一般構造用圧縮鋼材 SS400 溶接材料 JIS Z3211 軟鋼用被覆アーク溶接棒、高張力鋼用被覆アーク溶接棒 軟鋼、及び高張力鋼用マグ溶接 ソリッドワイヤ JIS Z3313 軟鋼、高張力鋼、低温用アーク溶接 フラックス入りワイヤ JIS Z3351 炭素鋼、低合金鋼用サブマージ アーク溶接ソリッドワイヤ JIS Z3352 炭素鋼、低合金鋼用サブマージ アーク溶接フラックス
5
. 施工計画
5.1 施工管理組織 本工法における施工および施工管理は、ケンマ工法技術委員会が教育・指導して、指定した指 定施工会社が行う。 ※教育・指導⇒ケンマ工法の設計及び施工技術の指導および研修会を行う。 本工法の施工管理体制を、図5-1 に示す。 ※指定施工会社 工事を遂行する十分な施工機器、施工体制、組織力を有する施工会社を、本工法の指定施工会社に指定する。 ※指定製造会社 くいを製造するにあたり十分な製作機器、体制、組織力を有する製造会社を、本工法の指定製造会社に指定する。 図 5-1 施工管理体制 全物件の施工計画書・施 工記録に関する検収実績 報告書の提出 一輝(株)及び指定施工会社の中から、一輝(株)が承認した 者から構成される。 ケンマ工法技術委員会 指定製造会社指定施工会社
発注者 本工法の地盤の許容支持力については 一輝(株)が責任を負うものとする。 総括管理 一輝(株) 指定製造会社の指定 指定製造会社への指導 製造検査報告書の提出 材料の供給 施工実績の報告 施工計画書の提出 施工記録の提出 不具合の報告 指定施工会社の認定 施工管理技術者の教育指導・認定 指定施工会社および指定施工管理者への 技術的指示 不具合再発防止の徹底 施工報告書の検収、承認 施工実績の定期監査5.2 使用機械及び設備計画 施工機械は、敷地・地盤条件、搬入路状況等の条件を考慮し、適切な機械を選定する。 本工法において使用する施工機械は、油圧回転駆動装置を装備したくい打ち機とし、くい打ち機の 諸元を表5-1 に示す。例を図 5-2 に示す。 表 5-1 くい打ち機の諸元(Nissha くい打機の例) DHJ-08 DHJ-12 DHJ-25 全長(m) 8.521 8.63 10.741 全幅(m) 1.95 2.32 2.49 走行時高さ(m) 2.743 2.88 2.78 回転数 7.5~22.4 6~35 2.5~15 回転トルク(kN・m) 20.1~60.1 32.8~98.3 30~276 図 5-2 くい打ち機の例 機種 項目 2900 770 7251
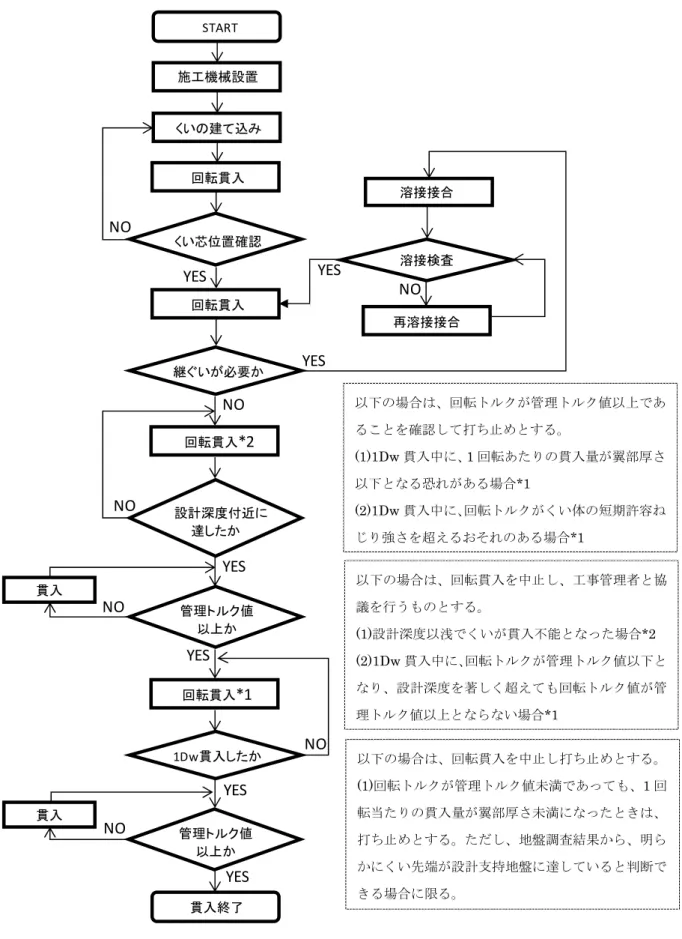
5.3 施工・くい施工フロー図
本工法における本施工は「くい材の受け入れ」→「準備工事」→「くいの建て込み」
→「くい回転貫入」→「継手の施工」→「打ち止め」→「くい頭確認」に示す手順で行うものと する。
図 5-3 くい施工フロー START 施工機械設置 くいの建て込み くい芯位置確認 回転貫入 回転貫入 継ぐいが必要か YES NO 回転貫入*2 設計深度付近に 達したか 管理トルク値 以上か NO 回転貫入*1 1Dw貫入したか 管理トルク値 以上か 貫入終了 YES YES 貫入 NO NO 貫入 NO 溶接接合 溶接検査 再溶接接合 YES YES NO NO YES YES 以下の場合は、回転トルクが管理トルク値以上であ ることを確認して打ち止めとする。 (1)1Dw 貫入中に、1 回転あたりの貫入量が翼部厚さ 以下となる恐れがある場合*1 (2)1Dw 貫入中に、回転トルクがくい体の短期許容ね じり強さを超えるおそれのある場合*1 以下の場合は、回転貫入を中止し、工事管理者と協 議を行うものとする。 (1)設計深度以浅でくいが貫入不能となった場合*2 (2)1Dw 貫入中に、回転トルクが管理トルク値以下と なり、設計深度を著しく超えても回転トルク値が管 理トルク値以上とならない場合*1 以下の場合は、回転貫入を中止し打ち止めとする。 (1)回転トルクが管理トルク値未満であっても、1 回 転当たりの貫入量が翼部厚さ未満になったときは、 打ち止めとする。ただし、地盤調査結果から、明ら かにくい先端が設計支持地盤に達していると判断で きる場合に限る。
5.4 くい材の受け入れ くいの運搬及び荷降ろし時は、くい材に損傷を与えないように充分に注意する。また、くいの仮置 きは安全に留意し、作業に支障のないよう行う。 鋼種、数量、くい径、くい長、翼部径、厚さが設計仕様と相違ないことを確認する。 また、翼部、受け口部に変形がないことを確認する。 5.5 準備工事 事前に現地状況を把握し、施工機械の搬入及び施工が安全に行えることを確認する。 施工機械を安全に敷地内に搬入し、確実に施工できるようにするため、進入路や敷地内外の地表面 に不陸がある場合、軟弱である場合は、砕石や転圧等によって地盤面補強するか、鉄板等を使用し、 安全かつ確実に施工できるようにする。 なお、本工法は施工性の改善のためプレボーリングを行う場合がある。プレボーリングを行った場 合は、基礎ぐいの周囲の地盤の支持力係数β=γ=0 とする。 5.6 試験ぐい 試験ぐいの施工は、本工法の施工性や設計想定支持地盤の深さ、ならびに、打ち止め管理値の 設定などを確認、決定するために行うもので、施工に先立ち、最低1 本以上の試験ぐいを施工 し、地盤調査資料との比較を行って施工性の確認を行う。 試験ぐいは、現場において最初に施工するくいとし、原則として地盤調査位置近傍とする。 試験ぐいによって確認する事項を以下に示す。 (1)回転貫入状況 設計深度付近まで 0.1~0.2m 毎に回転トルクを計測し、このトルクと地盤調査結果を照合して N 値に応じてトルク値が変化していることを確認する。 (2)設計深度における回転トルクの確認 設計深度付近において、回転トルクが図 5-4 に示す軸部径ごとの標準回転トルク以上であること を確認し、このトルク値と標準回転トルク値の平均値を管理トルク値とする。また、試験ぐいの回 転貫入中に、回転トルク値がくい材の短期許容ねじり強さを超えないように管理する。 (3)試験ぐいの打ち止め 設計深度付近に達した後は、回転貫入機の施工速度を低速にし、回転トルクが管理回転トルク以 上であることを確認したのち、さらに 1Dw 貫入して打ち止めとする。1Dw 貫入中に、回転トルクが くい体の短期許容ねじり強さを超えるおそれのあるとき、もしくは回転貫入量が著しく減少して 1 回転当たりの貫入量が翼部厚さ未満となる時は、回転トルクが管理トルク値以上であることを確認 して打ち止めとする。1Dw 貫入中に、回転トルクが管理トルク値未満となった場合は、回転貫入を 中止し工事監理者と協議するものとする。 (4)その他 設計深度付近に到達する前に回転貫入が不能となった場合は、工事監理者と協議を行うものとす
る。 回転トルクが標準回転トルク未満であっても、1 回転当たりの貫入量が翼部厚さ未満になった場 合は回転貫入を中止し、打ち止めとする。ただし、地盤調査結果から、明らかにくい先端が設計支 持地盤に達していると判断出来る場合に限る。 図 5-4 軸部径ごとの標準回転トルク 5.7 くいの建て込み くいの吊り込みは、くい本体や施工機械に損傷を与えないよう充分に注意して行う。吊り込んだく いは、くい芯位置にセットし、鉛直精度を確認する。 (1)施工機械のセット 施工機械のリーダーに取付けられたくい芯ずれ防止装置をくい芯位置に合わせる。 (2)くい芯セット くいの先端部、くい頭部及び施工機械に損傷を与えないようくいを吊り込み、くいの先端部をく い芯ずれ防止装置に固定してくい先端位置を修正し、くい芯位置を確認する。 (3)くいの鉛直性確認 くいの鉛直性を水平器等にて直角二方向から確認して、傾斜が 1/100 以下であることを確保す る。 0 5 10 15 20 25 30 35 40 45 50 55 60 5 10 15 20 25 30 35 40 45 50 55 60 65 回転トルク、 kN ・m 先端地盤の平均N値 D=101.6mm D=114.3mm D=139.8mm D=165.2mm D=190.7mm D=216.3mm D=267.4mm 赤塗りは 載荷試験実施 D=216.3mm D=190.7mm D=165.2mm D=139.8mm D=267.4mm D=114.3mm D=101.6mm
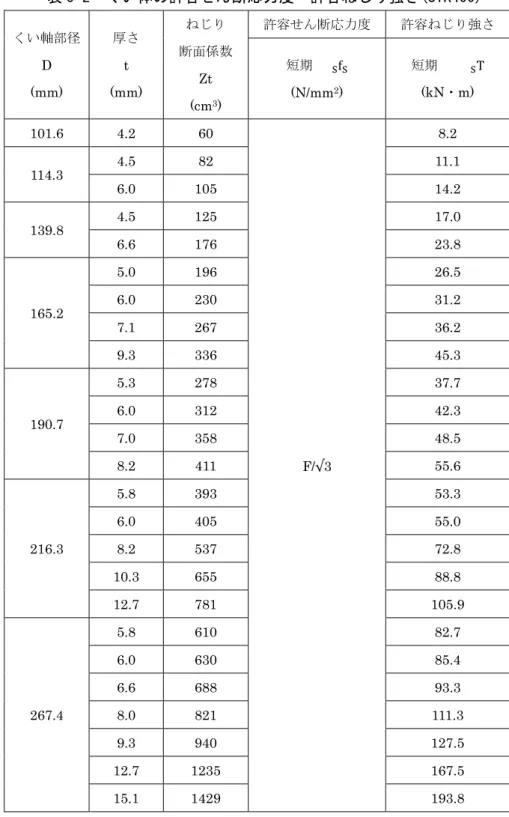
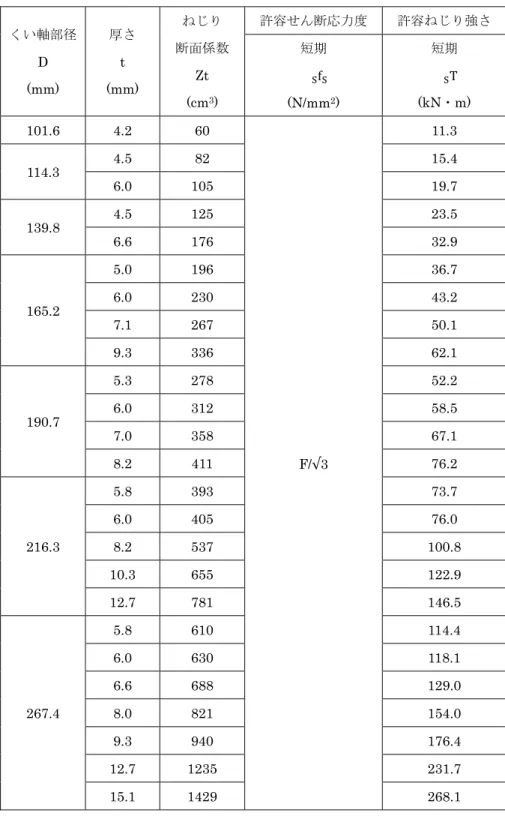
5.8 くいの回転貫入 くいの回転貫入中は、くいの鉛直性とくい芯位置に細心の注意をはらう。 (1)回転貫入の初期はくい芯ずれを起こし易いため、くいが地表面から約 1m 程度貫入するまでくい芯 ずれ防止装置に固定した状態で施工する。 (2)回転貫入中は、水平器等にて常にリーダーとくい体の傾きに注意し、傾いた場合はその原因を調査 する。 (3)土質柱状図及び試験ぐい施工時に記録した施工トルク値と照合し、トルク値がくい本体の短期ねじ り強さを上回らないことを確認する。表 5-2、表 5-3 にくい体の許容せん断応力度・許容ねじり強 さを示す。 (4)地中障害物等により貫入が不能となった場合は、工事監理者と協議し、取り除ける場合は除去し、 除去が不可能な場合は、くい位置の再検討を行う。
表 5-2 くい体の許容せん断応力度・許容ねじり強さ(STK400) くい軸部径 D (mm) 厚さ t (mm) ねじり 断面係数 Zt (cm3) 許容せん断応力度 許容ねじり強さ 短期 f (N/mm2) 短期 T (kN・m) 101.6 4.2 60 F/√3 8.2 114.3 4.5 82 11.1 6.0 105 14.2 139.8 4.5 125 17.0 6.6 176 23.8 165.2 5.0 196 26.5 6.0 230 31.2 7.1 267 36.2 9.3 336 45.3 190.7 5.3 278 37.7 6.0 312 42.3 7.0 358 48.5 8.2 411 55.6 216.3 5.8 393 53.3 6.0 405 55.0 8.2 537 72.8 10.3 655 88.8 12.7 781 105.9 267.4 5.8 610 82.7 6.0 630 85.4 6.6 688 93.3 8.0 821 111.3 9.3 940 127.5 12.7 1235 167.5 15.1 1429 193.8
表 5-3 くい体の許容せん断応力度・許容ねじり強さ(STK490) くい軸部径 D (mm) 厚さ t (mm) ねじり 断面係数 Zt (cm3) 許容せん断応力度 許容ねじり強さ 短期 f (N/mm2) 短期 T (kN・m) 101.6 4.2 60 F/√3 11.3 114.3 4.5 82 15.4 6.0 105 19.7 139.8 4.5 125 23.5 6.6 176 32.9 165.2 5.0 196 36.7 6.0 230 43.2 7.1 267 50.1 9.3 336 62.1 190.7 5.3 278 52.2 6.0 312 58.5 7.0 358 67.1 8.2 411 76.2 216.3 5.8 393 73.7 6.0 405 76.0 8.2 537 100.8 10.3 655 122.9 12.7 781 146.5 267.4 5.8 610 114.4 6.0 630 118.1 6.6 688 129.0 8.0 821 154.0 9.3 940 176.4 12.7 1235 231.7 15.1 1429 268.1
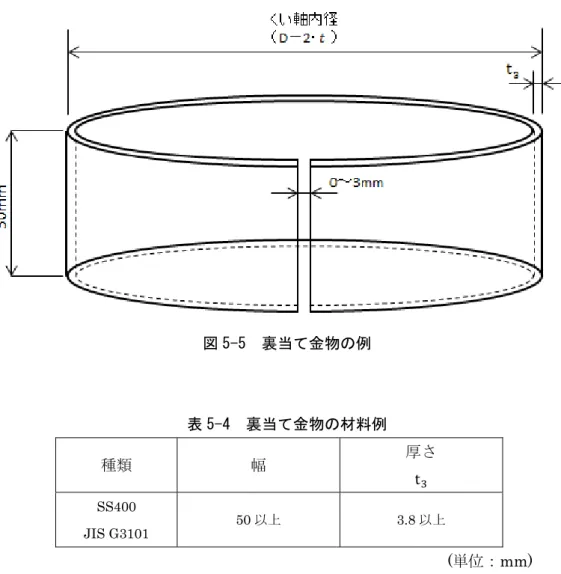
5.9 継手の施工 継手の施工は、通常、溶接継手(被覆アーク溶接またはセルフシールドアーク溶接)とし、溶接継 手の方法については以下に示す。 (1)溶接作業 作業可能な位置で貫入をやめ、裏当て金物を介して接続する側のくいの鉛直性と密着具合を確認 し、全周アーク溶接を行う。溶接部に付着したゴミ、汚れ等は十分に除去し、水分がある場合は乾 燥させる。 裏当て金物の図と材料の例を図 5-5、表 5-4 に示す。 (2)開先とルート間隔 開先は鋼管の厚さが 9mm 未満については、必要ないものとする。9mm 以上については、開先を取 らなければならない。 ルート間隔は、鋼管の厚さに関わらず、3~5mm とする。 (3)溶接材料 溶接材料はくい軸部と同じ引張り強さのものを用いることとする。溶接材料は濡らさないように 注意し、一度吸湿した溶接材料は使用禁止とする。 (4)溶接工 溶接工は JIS Z3801 及び JIS Z3841 に定められた試験に合格した者、又は、労働安全衛生法ア ーク溶接の特別教育を修了し、継続してくいの溶接作業に従事している者とする。 (5)溶接環境 降雨、降雪時や、10m/sec 以上の強風が吹いている場合は、原則として溶接を行わない。ただし、 溶接部分が天候の影響を受けないような処置を施す場合はこの限りではない。気温が+5℃以下の 時は溶接を行わない。ただし、気温が+5℃から-10℃の場合で、溶接部から 100mm 以内の部分が すべて+36℃以上に予熱されている場合は差し支えない。 (6)溶接部検査と対策 溶接部分に割れやアンダーカット等がないことを目視にて確認する。欠陥を発見した時は、その 部分を完全に除去し、再溶接する。
図 5-5 裏当て金物の例 表 5-4 裏当て金物の材料例 種類 幅 厚さ t SS400 JIS G3101 50 以上 3.8 以上 (単位:mm)
5.10 先端地盤の確認と打ち止め管理 設計深度付近に達した後は、回転貫入機の施工速度を低速にし、回転トルクが管理トルク値以上で あることを確認し、さらに1Dw 貫入して打ち止めとする。 (1)設計深度以浅でくいが貫入不能となった場合回転貫入を中止し、工事監理者と協議を行うものとす る。 (2)1Dw 貫入中に、1 回転当たりの貫入量が著しく減少して翼部厚さ以下となるおそれがある場合回転 トルクが管理トルク値以上であることを確認して打ち止めとする。 (3)1Dw 貫入中に、回転トルクがくい体の短期許容ねじり強さを超えるおそれのある場合回転トルクが 管理トルク値以上であることを確認して打ち止めとする。 (4)1Dw 貫入中に、回転トルクが管理トルク値以下となり、設計深度を著しく超えても回転トルク値が 管理トルク値以上とならない場合回転貫入を中止し工事監理者と協議を行うものとする。 (5)設計深度付近で回転トルクが管理トルク値未満であっても、1 回転当たりの貫入量が翼部厚さ未満 となる場合は、回転貫入を中止し、打ち止めとする。 ただし、地盤調査結果から、明らかにくい先端が設計支持地盤に達していると判断できる場合に限 る。 5.11 くい杭頭確認 くいが所定の深度に貫入したことを確認し、所定の高さでくい頭処理を行う。くい芯のずれ及びく い頭レベルを計測し、管理値を満足していることを確認する。
5.12 施工管理項目 表5-5 に、施工管理項目を示す。 表 5-5 施工管理項目 工程 管理項目 管理方法 管理値 くい材の 受け入れ ・くい各部寸法、数量 ・搬入時にスケール、ノギス等で計測 ・目視による検査 ・くいの仕様書,施工計画書にくい径・厚・長・ 翼部の寸法が合っていること ・材質、数量に誤りがないこと ・中ぐい、上ぐいに開先が取れていること (厚さ 9mm 未満については不要) ・変形の無いこと 準備工事 ・くい芯の設定 ・くい芯より90 度方向に逃げぐい(鉄筋棒)を 2 点打っておく ・くい芯位置が設計通りであること くいの 建て込み ・リーダーの鉛直性 ・くい建込み精度 ・深度0 の設定 ・くい打ち機本体に装備されたリーダーの傾 斜計で直角2 方向について確認 ・水準器をくい側面にあて、直角2 方向 から確認 ・くい打機で設定0 ・傾斜確認 ・傾斜が1/100 以内 ・くい先端が設計GL にきた時に管理装置の深 度0 とする くいの 回転貫入 ・くいの固定 ・オーガトルク値 ・振れ止め装置を用いる ・施工管理装置の油圧モーター出力値を確認 ・くいの短期ねじり強さ以下 継手の施工 ・裏当て金物の寸法・ 形状 ・目視、ノギス、スケール等 ・くい径にあっていること ・くい内セット時の間隔が3mm 以下であるこ と ・継ぐいの建込み精度 ・水準器で直角2 方向から確認 ・傾斜が1/100 以内 ・接続部目違い ・ノギス等 ・2mm 以下 ・ルート間隔 ・ノギス等 ・3~5mm ・溶接状況 ・資格確認 ・目視 ・JIS Z3801 等の資格もしくは 特別教育修了者 ・異常なアンダーカット、割れ等がないこと 打ち止め ・くい先端深度 ・1Dw 貫入確認 ・管理トルク値 ・施工管理装置の深度計で確認 ・1Dw 以上貫入しているか確認 ・施工管理装置でオーガトルク値の表示及び 記録 ・くい先端が設定深度付近まで貫入しているこ と ・貫入量が1Dw 以上 ・管理トルク値以上 施工完了 ・くい頭レベル ・レベルによる確認 ・0~-20mm 以内(くい頭処理後) ・偏芯量 ・逃げぐいから確認 ・100mm 以内(ただし、特記仕様書に記載のあ る場合はその数値とする。)
5.13 施工記録 くい施工にあたり、各ぐいの施工状況を記録し、施工完了後に施工管理技術者は、施工報告書を作成 し、ケンマ工法技術委員会へ提出する。施工記録は全てのくいについて行い、下記の項目について記録 する。 施工報告書等は、ケンマ工法技術委員会が10 年間保管することとする。 ①一般事項 1 工事件名 2 工事場所 3 施工目的 4 工事種別 5 施工期間 ②施工管理体制 ③工事内容 1 くい諸元 ・材質・仕様・設計上の腐食しろ 2 施工機械 3 施工状況 ・施工ぐい位置図・GL 設定、くい天端 ・くい別施工状況 くい No 設計長 施工長 くい芯ずれ 施工管理システム数値表 深度 貫入速度 トルク値 圧入力を記載したもの 最終貫入状況 備考 施工管理チェックシート 4 土質柱状図 5 工事施工写真集 その他必要事項
施工記録表の例を、表5-6 に示す。 表 5-6 施工記録表の例 くいNo 打順 設 計 くい長(m) 建込 (m) 接続 (m) 切断長 (mm) 実くい長 (mm) 最終打ち止め トルク くい頭レベル GL-(mm) 芯ずれ記録 (mm) 備考