エレクトロニクス実装分野のセラミック材料・プロセス技術
——
過去・現在・未来
——
今中
佳彦
†a)Ceramic Materials and Process Technology for Microelectronics Packaging
Yoshihiko IMANAKA
†a)あらまし 半導体技術の進歩・発展とともに,コンピュータの高性能化と小型化が成し遂げられ,これまで, 情報家電,情報処理・コミュニケーション端末,電子制御自動車,ITS 交通網など,様々な分野で豊かな暮らし を実現するための技術が開発されてきた.実装技術は,半導体チップからシステムへの橋渡しする技術であり, 継続的に生活の豊かさの実現に大きく貢献してきた.本論文では,実装技術の2 大潮流であるハイエンドコン ピュータ分野とコンシューマプロダクト分野における第1 レベルのパッケージ部分の実装技術について,特にセ ラミック材料・プロセス技術に焦点を絞り,過去・現在の開発内容と将来に向けた展望について言及し,実装分 野でのセラミックスの重要性を明示する. キーワード セラミックス,実装技術,回路基板,キャパシタ,LTCC
1.
ま え が き
半導体技術の進歩・発展とともに,コンピュータの 高性能化と小型化が成し遂げられ,これまで,情報家 電,情報処理・コミュニケーション端末,電子制御自 動車,ITS交通網など,様々な分野で豊かな暮らしを 実現するための技術が開発されてきた. 実装技術とは,半導体チップからシステムへの橋渡 しする技術であり,そのカバーする範囲は広い.半導 体素子からの要求,システム側からの要求に応えてい くことが大事である. 一般に,大規模システムの汎用コンピュータの実装技 術は四つのレベルの階層で構成されている(図1)[1]. 第1のレベルはパッケージ部分の実装であり,シングル チップパッケージ,マルチチップモジュール(MCM) などを介して半導体チップのI/O端子が拡張接続され る.第2レベルでは,プリント配線基板へ各種部品, パッケージ等が実装される.第3レベルでは,プリン †(株)富士通研究所環境・エネルギー研究センター,厚木市 Fujitsu Laboratories Ltd. Enviornment & Energy Research Center, 10–1 Morinosato-wakamiya, Atsugi-shi, 243–0197 Japan a) E-mail: [email protected] ト配線基板をバックプレーンで相互に接続する.第4 レベルはラック実装であり,バックプレーン接続は, 更にラックを経由して接続される.本論文で意味する 実装技術は第1レベルである. 図2は,第1・2レベルの典型的実装構造を示した ものである.基板(配線・絶縁体),電子部品,放熱 部品,インタコネクト接続部で構成される.シリコン からなるLSIや高誘電体セラミックスからなるデカッ プリングキャパシタなどのI/O端子はセラミック製 あるいは樹脂製のパッケージ(例 セラミックス製:低 温同時焼成セラミックスLTCC)の外部接続金属端子 図 1 実装階層構成 Fig. 1 Package hierarchy.図 2 ハイエンドコンピュータの典型的実装構造 Fig. 2 Typical package structure in high-speed
computer.
とはんだで接続され,これらは,更に樹脂基板に実装 される.また,シリコン裏面は,接触熱抵抗を下げる
Thermal Interface Material(TIM)を介し,ヒート スプレッダやヒートシンクなどの放熱板に接続され, LSIの放熱性を高める. 必要とされる実装スペックを満たすために,実装設 計デザイン・構造・形態,そして材料に様々な要求が なされるが,その要求値は,システムスペックの変化 に依存する.実装技術に使用される材料は,金属,セ ラミックス,樹脂に大きく分けられる.材料によって, 電気的性質(電気伝導性,絶縁・誘電特性),熱的性質 (熱伝導性,熱膨張特性,耐熱性),機械的性質(加工 性,強度)などの実装技術に関連する特性が異なるた め,それぞれの特徴を生かした材料を使い分けて,相 互にインテグレートしていくことが必要となる.既存 材料の組合せだけで,要求スペックに到達できない場 合,ブレークスルー技術が必要となり,新しい材料・ プロセスなど様々な技術が模索され,その結果,新し いテクノロジーが出現する. 近年,世の中のニーズは,科学技術,医療,気象・地 球環境などを予測し,イノベーションを支援するスー パコンピュータや各種大規模情報データを効率的に処 理していくためのクラウドコンピューティングシステ ムに用いるデータセンタ用高速サーバ等の性能を重視 したハイエンドコンピュータの世界とスマートフォン, タブレットPCなどの低コストを意識したコンシュー マプロダクトの世界との2色に色分けされ始めた.こ れまで,実装技術は,能動素子の性能を引き出すこと が最も大切なポイントであったが,最近では,システ ム全体からの要求や市場ニーズの要求に直接応えてい くことが,より重要視されている. 本論文では,それぞれの世界に対応したエレクトロ ニクス実装において,他に代替不可能なユニークな特 性を有するセラミックスの材料・プロセス技術に関し て,過去・現在の開発内容と将来に向けた展望につい て記載する.
2.
ハイエンドコンピュータ分野
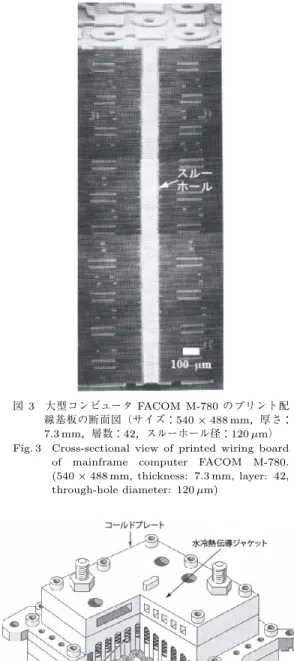
2. 1 プリント配線基板の集積化の限界(セラミッ ク基板へ) 実装技術分野でセラミック材料の重要性が認知され たのは,1980年入ってからである.それまでは,大型 汎用コンピュータの実装基板には樹脂プリント基板が 使用されていた.そのころ,演算速度向上のために高 集積化されたLSIを高密度に実装する基板では,LSI からの発熱量が重要な課題となり,樹脂プリント基板 の熱的不安定さが問題視されるようになってきた.ま た,プリント基板の配線密度は孔開けプロセスのドリ ル加工技術で制限され,LSI搭載密度は基材とシリコ ンとの熱膨張差でおおよそ定まるために,熱膨張係数 が大きい樹脂基板は集積化の限界が近づいていた.こ のような状況の中,富士通は,1981年に樹脂材料・プ ロセス技術を最高水準までに高度化したプリント配 線基板(図3参照)を開発し,大型汎用コンピュータ M-380,M-780に搭載した. しかし,同時期にIBMでは,これまでの常識をは るかに超えた高密度パッケージを搭載した大型コン ピュータIBM3081を出荷した[2].このパッケージはTCM(Thermal Conduction Module)と呼ばれ
(図4参照),素子冷却のための水冷熱伝導ジャケット を装備し,9× 9 cm 33層のアルミナ系多層基板上に約 4,500回路を集積化したものであった.基板内部には 0.125 mm径のビアを10,000が形成されており,総配 線長120 mの回路が内蔵されていた[3].アルミナ系 多層基板を集大成した技術であった. 当時,日本の実装技術者はIBMのTCMに驚きを 示しながらも,「セラミック基板は,樹脂基板に比べ, 実装密度を上げることが可能である.しかし,現状の アルミナ系セラミック基板は誘電率が高いので実装密 度を上げた割には信号伝搬時間が短くならない.プリ ント基板に比べ2倍ほど伝搬時間が長くなるために, 同等の伝搬時間を得ようとすると,配線長で約半分に しなければならず,すると今度は基板の発熱が問題に なってくる」とアルミナ系セラミック基板に対して全 面肯定ではなかった[4].次世代高速コンピュータには
図 3 大型コンピュータ FACOM M-780 のプリント配 線基板の断面図(サイズ:540× 488 mm,厚さ:
7.3 mm,層数:42,スルーホール径:120µm)
Fig. 3 Cross-sectional view of printed wiring board of mainframe computer FACOM M-780. (540× 488 mm, thickness: 7.3 mm, layer: 42,
through-hole diameter: 120µm)
図 4 IBM3081の TCM(Thermal Conduction module) Fig. 4 TCM (Thermal Conduction module) of IBM.
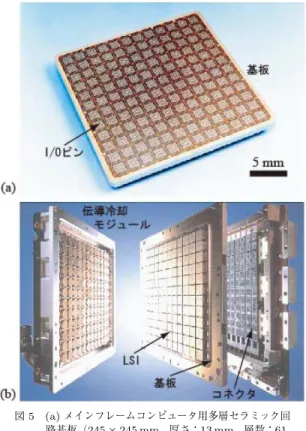
アルミナより誘電率が小さい材料を適用した新しいセ ラミック基板が必要であるという認識であった. LSIの搭載ピッチ・配線長を短縮して高密度に素子 を実装するためには,微細配線回路を形成する必要が ある.アルミナ系セラミックスで採用されているMo, Wは電気抵抗が大きく配線の微細化が困難である.基 板内配線を集積化し,同一基板内に搭載するLSI数を 増加するためには,回路基板の多層化・大型化が必須 である.これを実現するためには,基板内総配線長の 増加による伝送損を極力抑える必要があり,電気抵抗 の低い導体の採用が不可欠となる.また,より微細な 回路配線に素子を実装するためには,素子(シリコン) との熱膨張特性がよりマッチングした基材が必要とな る.更に,信号伝搬時間を速くするために,信号線周 囲の絶縁層の誘電率を低くする必要がある.以上の要 求を全て満たす材料と基板の開発,すなわち,低誘電 率でかつ熱膨張がシリコンに近いセラミックスと低抵 抗導体との組合せによる大型・超多層基板の開発が求 められた. そして,富士通(1988年)は,IBM(1990年)に 先行して,銅厚膜導体を導入したメインフレームコン ピュータ用大型・超多層セラミック回路基板の開発を 発表した.富士通の基板(図5参照)は,ガラス/ア ルミナ複合体を用いた245 mm角,61層(うち信号 層36層,基板内総配線長:1 km)で構成されており, 最大144個のLSIが搭載可能であった[5].ちなみに, IBM基板は,127.5 mm角,銅配線63層,搭載LSI 数121個であった.図6に多層セラミック基板の典 型的製造プロセス示す.原料のセラミック粉末,有機 樹脂,溶剤を調合し,ボールミルで混練し,ミルク状 のセラミックスラリーを形成する.次にテープキャス ティングを行い,グリーンシートを成形する.得られ たグリーンシートを定型に打ち抜くとともにビア孔を 形成する.次にビア孔に導体を埋め込み,表面配線パ ターンをスクリーン印刷法で形成する.これらの導体 が形成された多数枚のグリーンシートを加熱・加圧し, グリーンシート積層体を得る.その後,積層体中の導 体とセラミックスを同時焼成することで多層基板が得 られる[6].銅配線を導入する場合,焼成プロセス工程 で,セラミック基板の成形に用いる有機樹脂を除去す るための酸化燃焼反応と銅の酸化を抑える反応を両立 させる必要があり,焼成雰囲気中の酸素濃度のコント ロールすることが重要となる.図7に示すように,安 定して銅還元・カーボン酸化を両立させる最適な焼成 雰囲気領域が見出された.ちなみに,本製造方法はグ リーンシート法と呼ばれ,セラミックチップコンデン サなどにも用いられている.現在も富士通,IBMの
図 5 (a)メインフレームコンピュータ用多層セラミック回 路基板(245× 245 mm,厚さ:13 mm,層数:61,
パターン幅:80µm,ビア径:50 µm),(b) 伝導冷
却モジュール
Fig. 5 (a) Multilayer ceramic circuit board for main-frame computer (245× 245 mm, thickness: 13 mm, layer: 61, pattern width: 80µm, via
diameter: 50µm), (b) Conduction cooling
module.
図 6 多層セラミック回路基板の典型的製造プロセス Fig. 6 Typical manufacturing process of ceramic
circuit board. スーパコンピュータのパッケージには,この技術が適 用されている. 2. 2 バ イ ポ ー ラ ト ラ ン ジ ス タ の 発 熱 量 の 限 界 (CMOSへ) 1990年代半ばまで,演算速度を追求する上で,バ
図 7 各焼成雰囲気での Cu/セラミックスの形態 (a) CuO/ CO,CO2(領域 I),(b) Cu2O/CO,CO2 (II), (c) Cu/CO,CO2(III),(d) Cu/C (IV) Fig. 7 Cu/Ceramic state in various firing atmosphere
(a) CuO/CO, CO2 (I), (b) Cu2O/CO, CO2
(II), (c) Cu/CO, CO2(III), (d) Cu/C (IV)
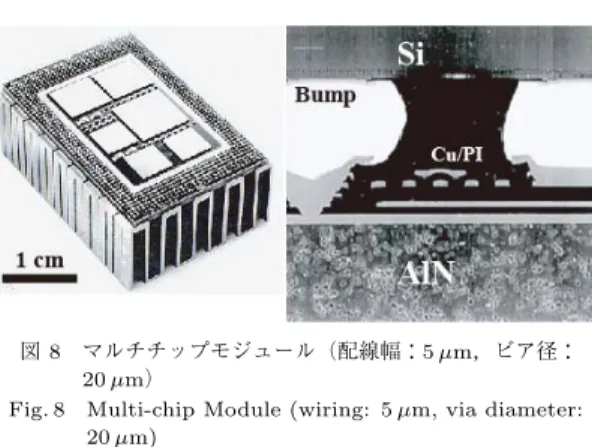
イポーラトランジスタが主流であった.このトランジ スタは,スイッチや増幅等の働きを入力電流で制御す るため,高集積化が進むにつれ,素子の発熱量が増大 し,熱伝導モジュールなどを駆使したセラミック基板 を適用した場合でも,システムの構築が困難になって きた.そこで,低消費電力の半導体CMOSの開発に 力が注がれ,微細化・集積化技術の急速な進歩を遂げ られた結果,これまでのバイポーラトランジスタよ り高速のCMOSが開発され始めた.IBMは1994年 にCMOSプロセッサを搭載したメインフレームコン ピュータを発表した.この半導体チップの技術革新に 伴い,ハイエンドコンピュータ用実装基板の形態が大 きく変化した.それまでは,バイポーラ素子を数多く 搭載した1ボードCPUが求められていたが,微細化 技術によって集積化されたCMOSが主流となった後 は,素子間を短い微細配線で減衰なく伝送することが 回路基板に要求され,CMOS素子のマルチチップモ ジュール(MCM)がハイエンドコンピュータ用回路 基板の主たる形態へと変わっていった[7].この基板で は,配線層にはスパッタ銅が使用された.絶縁層には 薄膜銅配線との整合性・多層化能力に優れるポリイミ ドが用いられた(図8参照). セラミックスはこの回路基板の支持・放熱基板の用途 として適用された.このとき,セラミックスに求めら れた特性は高熱伝導性・低熱膨張・表面平滑性・高強度 などである[8].1995年に出荷された富士通GS8600, 続くGS800等には,窒化アルミニウム基板,ビア付 き窒化アルミニウム基板が使われたが,回路基板材料
図 8 マルチチップモジュール(配線幅:5µm,ビア径:
20µm)
Fig. 8 Multi-chip Module (wiring: 5µm, via diameter: 20µm) としての主役はセラミックスでなく樹脂ポリイミドに 変わっていった.その後,低コスト化の要求に従い, 一部の高速サーバにおいては,ポリイミド薄膜多層基 板は,更に,高度な微細化技術を適用した樹脂ビルド アップ基板へと変化していった. 2. 3 CMOSの発熱量の限界 CMOSでは,論理値が変化(0∼1)するときに内 部キャパシタを充電及び放電するのに電力が必要であ るが,論理値を維持している状態では原理的には使用 電力がゼロであり,消費電力が小さい.トランジスタ の消費電力は,キャパシタンス ×駆動電圧の2乗× 動作周波数に比例する.今日まで,高周波動作を実現 するために,ゲート長の短縮化が進み,スケーリング 則によりトランジスタの駆動電圧は低減してきたが, 集積化によりトランジスタ密度が増加し,チップ面積 当りの電力密度は増大している.2010年以降の現在 ではCMOSの発熱量は1チップ200 W程度にまで上 昇し,再び実装レベルでの放熱・冷却技術あるいは素 子の低消費電力化技術の開発が必要となってきている (図9参照)[9]. ただし,現在の問題点は発熱量の増大だけではな い.ハイエンドコンピュータのパッケージには,放熱 特性改善とともに,以下に示す三つの特性(伝送信号 特性(SI: Signal Integrity),放射ノイズ特性(EMI: Electro Magnetic Interference),電源供給特性(PI:
Power Integrity))の改善が求められる.SIは信号波 形のひずみを抑え,伝搬信号の品質を維持することで あり,伝送線路周辺部の設計・製造技術に密接に関係 する.EMIはパッケージ内のインタコネクト部などの 電流が集中する箇所で擬似的なアンテナが形成され, 放射ノイズを発生することであり,一般に,金属・磁 気シールドなどで電磁波の放出・侵入を抑える.PIは 図 9 ITRSロードマップによる高速プロセッサの駆動電 圧,電流,消費電力の推移
Fig. 9 Change of operating voltage, current and con-sumed power of high-speed processor in ITRS road map.
図 10 高速プロセッサのターゲット電源インピーダンス Fig. 10 Target power supply impedance of high-speed
processor. 電源供給系で発生するノイズを低減し,安定した電源 を供給することであるが,近年,駆動電圧の低電圧化 に伴い,この特性の改善が重要視されている.電源ノ イズを低減するためには,電源ラインのインピーダン スをターゲットインピーダンス(Ztarget = (電源電 圧·リプル許容誤差)/電流)以下に抑える必要がある. 図10に示すようにターゲットインピーダンスの要求 値は低下している.電源インピーダンスを小さくする ためには,LSIの直近にデカップリングキャパシタを 電源ラインに並列に配置することが有効である.富士 通では,この要求に応えたLSIのI/O端子に直接接 続できるビア貫通構造を有する低インピーダンスの多 層キャパシタのプロセスを開発した[10]. 図11に,そのプロセスフローに示す.まず,銅は く上にチタン酸バリウム膜をエアロゾル式ナノ粒子成 膜(Aerosol type Deposition: ASD)で形成する(a).
図 11 低インピーダンスの多層キャパシタの製造プロセス Fig. 11 Manufacturing process of multilayer capacitor
with low impedance.
図 12 エアロゾル式ナノ粒子成膜装置の概要 Fig. 12 Schematics of aerosol-type nanoparticle
deposition equipment. ビア孔は化学エッチング若しくはドライエッチングで 形成する(b).ビア,内部電極は銅めっき,スパッタで 作製する(c),(d).その後,この手順を繰り返し,多 層構造体を得る(e).このプロセスのコア技術はASD である.この成膜方法は,エアロゾルデポジションを 改良したものである. 図12に成膜装置の概要を示す.機械振動を施した セラミック原料reservoir中にガスを送り込み,原料 中の微粒子をガス気流で巻き上げ,エアロゾル(ガス と微粒子の混合体)を発生する.このエアロゾルはノ ズルを通して基板に吹き付けられ,膜が得られる.成 膜チャンバは真空ポンプで減圧状態が形成されており, ノズルから吹き出た粒子は加速する.エアロゾルデポ ジション(AD法)では,原料粒子が基板に衝突する ことで,受けた機械的衝撃力で粒子が基板衝突時に破 砕され,このときに形成された表面エネルギーの高い 破砕新生面で原子拡散が起こり,強固な粒子間結合が 低温においても得られるという衝撃固化現象を利用し, この結果,粒子同士が一体化し,膜が形成される.こ のため,粒子が衝突時に形成した大きな応力が膜内部 に残留する.エアロゾル式ナノ粒子成膜(ASD)では, 破砕処理を施したドライのセラミック粒子をガス気流 で搬送させ,基板に吹き付ける.この方法では,原料 粒子の破砕を基板衝突前のノズル内部で起こし,粒子 の表面エネルギーを基板到達前に増大させる.破砕時 に,粒子表面に結晶乱れ層が形成するものの,粒子内 部の応力や欠陥が開放された後に粒子は基板に固着す る.このために,膜内部の各粒子の結晶性は良好であ り,膜内部に存在する粒子の結晶性は確保されたひず み・内部応力が小さい緻密なセラミックスの膜を,室 温で形成することが可能となる.これにより,めっき, 露光・現像ウエット処理などを適用して,上述のプロ セスで微細なビア加工,電極を容易に精度良く形成す ることができる.
3.
コンシューマプロダクト分野
コ ン シュー マ 向 け の 実 装 技 術 は 高 密 度 表 面 実 装(SMT:Surface Mount Technology)に代表される
ように,物理的サイズの小型化,薄型化が最も重要な 課題となる.更に,コモディティ化され,低コストを 実現できることが望ましい.電子デバイスを安く高
密度に集積化するために,ワイヤボンディング,TAB
(Tape Automated Bonding),そして後に,フリップ
チップボンディングなどの接続方法が開発されてきた (IC側のI/O端子の設計変更と連動して).セラミッ クスがコンシューマ向け技術として,その地位を確立 したのはハイブリッドIC技術からである.アルミナセ ラミック基板の上にペースト状のインクを用いて,導 体,誘電体,抵抗体,オーバコートガラス膜などをス クリーン印刷法でパターンを形成し,その後,900◦C 程度の高温で焼成することで,回路を集積化した基板 を作製し,更に,この基板上に電子部品を搭載するこ とで実装部分の小型化を図る技術である.現在では, 高密度表面実装技術を施した樹脂ビルドアップ基板へ と技術が変化してきている. 3. 1 部品内蔵基板 2000年代中ごろからの携帯電話の多機能化に向け た技術革新が進み,ワンセグ視聴,GPS,高画素カメ
図 13 次世代の受動素子内蔵基板(断面構造) Fig. 13 Target of embedded passive substrate in next
generation (Cross-section structure).
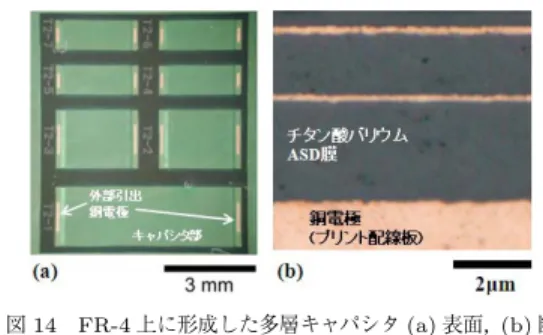
ラ機能,音楽ダウンロード,各種無線LANなどの機 能が装備され,それぞれの機能モジュールが機器内部 の樹脂ビルドアップ基板に搭載されてきた.この多機 能化の追求と同時に端末の薄型化が求められ,ハード 技術の一層の技術変革が必要となってきた.モジュー ル用基板については,搭載部品の小型化と表面実装密 度に限界が生じ,小型・薄型・高集積・低コストを実 現できる新しい技術(電子部品を基板の中に埋め込む 部品内蔵基板)の導入が模索された[11], [12]. 次世代のモジュール基板は,図13に示すようにキャ パシタなどのセラミック受動素子を内蔵化した樹脂基 板が本命視されている.しかしながら,基材となるエポ キシ系基板の耐熱温度は200◦C程度であり,1000◦C で焼成するセラミックス膜を基板に内蔵化することは, 実質的に不可能である.また,樹脂にセラミック粒子 を混合した材料では,比誘電率は40以下,容量密度 数nF/cm2 と低く,モジュールスペックを満足するこ とは困難である. 富士通では,ASDを用いて樹脂ビルドアップ基板 の中にセラミック機能膜を形成する技術を開発した. 樹脂基板への内蔵キャパシタの適用可能性を検証する ために,以下のようなプロセスで,FR-4樹脂基板上 へ多層キャパシタを形成する試作を行った.まずはじ めに,FR-4上に形成された銅はく上にレジストを塗 布し,フォトリソグラフィ法で露光・現像・エッチン グを行い,グランド層を形成する.次に,BaTiO3 の ASD膜を基板全体に成膜し,レジスト塗布・露光・現 像を行い,マスクパターンを形成後,希弗硝酸を用い て,ASD膜をエッチングする.その後,Cr/Cuスパッ タ,Cuめっき膜を用いて,電源層を形成する.更に, これらの工程を繰り返した後,最後にソルダーレジス 図 14 FR-4上に形成した多層キャパシタ (a) 表面,(b) 断 面構造
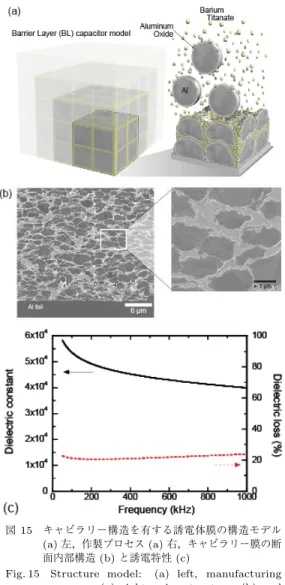
Fig. 14 Multi-layer capacitor formed on FR-4 (a) surface, (b) cross-sectional structure. トを形成する.FR-4に形成した多層セラミックキャ パシタの外観の拡大図と多層キャパシタの断面構造を 図14 (a)(b)にそれぞれ示す.この試作の結果,FR-4 基板上に形成されたBaTiO3 系ASD膜の比誘電率 は最大400であること,多層化により,キャパシタ容 量密度300 nF/cm2(最大)が得られることを確認し た[13]. 3. 2 フレキシブルエレクトロニクス 近ごろ,電子機器の小型化・薄型化をより進化させ て,次世代端末機器には,薄くて軽量で折り曲げが可 能であり,体に衣服のように身に付けるウエラブルコ ンピュータの実現が望まれている.そして,この開発 のコアテクノロジーであるフレキシブルエレクトロニ クスやストレッチャブルエレクトロニクスの研究が, 近年活発化している[14], [15]. ウエラブルコンピュータでは,回路網がインテグ レートされたフレキシブルな樹脂シートが実装基板の 役割を担うために,キャパシタや抵抗などの受動素子 の機能膜を低温で樹脂や金属シート上に形成する必要 がある.ASDは,電気特性に優れ,結晶性が良好な 無機材料系(セラミックス・金属)の受動素子膜など を低温でポリイミドフィルムや金属はく上に容易に形 成することができ,フレキシブルエレクトロニクスに 対して有効な方法である. 図15 (a)右は,酸化皮膜を形成した金属アルミニ ウム粒子とチタン酸バリウム粒子を同時にアルミニウ ム基板に吹きつけた場合の成膜の様子を示している. 図15 (a)左は生成される膜の内部構造モデルを示し ている.また,図15 (b)は得られた膜の内部微構造 を示している.アルミニウム粒子間にチタン酸バリウ ム微粒子が形成され,緻密なチタン酸バリウム粒子層 が膜内部で三次元的に結合されている(キャピラリー
図 15 キャピラリー構造を有する誘電体膜の構造モデル (a)左,作製プロセス (a) 右,キャピラリー膜の断 面内部構造 (b) と誘電特性 (c)
Fig. 15 Structure model: (a) left, manufacturing process: (a) right, microstructure: (b) and dielectric property: (c) of the film with cap-illary structure. 構造). この膜は,バリアレイヤー(BL)キャパシタ[16]の 内部構造(半導体セラミック粒子からなる焼結体の粒 界面部に薄い高絶縁材料のバリア層が三次元的に形成 された構造)に類似している.本膜では,母体部が金 属アルミニウム粒子からなる集合体であり,粒界部が 高誘電率のチタン酸バリウム粒子層である.図15 (c) に示すように,この方法を適用することで,見かけの 比誘電率40,000の膜が,室温成膜で得られることを確 認している.現時点では,tanδは比較的高いが,キャ ピラリー層の緻密化を図ることでtanδを低下させる ことは可能である[17]. 図 16 (a)リチウムイオン電池用 LiCoO2膜の内部構造 (b)フレキシブルエレクトロニクスを用いたウエア ラブルデバイスイメージ
Fig. 16 (a) Internal structure of LiCoO2 film for lithium ion battery (b) Image of wearable communication device applying flexible elec-tronics. 本成膜方法では,有機バインダフリーの状態でナノ 粒子からなる結晶性のよい膜を形成できるために,本 技術は急速充電用リチウムイオン電池の電極の応用に も有望である.急速充電を実現するためには,電極材 料と電解質との化学反応の速度を向上させる必要があ る.反応性向上のためには,電極材料の構成原料粒子 の微細化が効果的である.一般に,電極材料の膜形成 には,テープ成形法が用いられており,膜の形状付与 のために,絶縁性の有機バインダが添加される.原料 粒子の粒子径が小さいほど,成形のためのバインダ量 が増え,電極材料の体積比率が減少するとともに,電 解質との接触体積が低下する.このため,従来法では, 原料粒子を微細化しても,急速充電に対する効果が低 かった.図16に示すように,本技術で形成したリチウ ムイオン電池の正極用LiCoO2 膜は,有機バインダを 含まず,数nm径の粒子で構成されている.また,格 子欠陥等も見られず,良好なLiCoO2 の結晶構造が維 持されている.この膜を正極として用いたリチウムイ オン電池で,急速充電性が確認された.更に,固体電 解質を正極層上に連続して成膜することで,金属シー ト上にフレキシブル電池を形成することができる. 以上のように,ナノ粒子成膜技術は,樹脂・金属シー ト上に,内部構造をコントロールし,セラミックス, 金属の結晶膜をインテグレートすることができるため に,フレキシブルエレクトロニクス,ストレッチャブ ルエレクトロニクス用の受動素子・薄膜バッテリー形 成技術として有望である.また,ZnOなどの酸化物エ レクトロニクス[18]にも適用でき,能動素子の組込み に対しても有力な方法であると思われ,小型・軽量・ 薄型でフレキシブル性を有するウエラブルコンピュー
タ(図16 (b)参照,例えば,紙のように薄く曲げら れ,多くの機能・アプリケーションが搭載されており, 3Dディスプレイを有し,自動翻訳で海外の人たちと 自由にコミュニケーションできる端末)の実現のため のキーテクノロジーといえる.
4.
む す び
実装技術は,電子デバイスやシステムサイド等から 外部ニーズを受け入れ,電子デバイスからシステムへ 橋渡しをする役目を担っている.外部ニーズ・テクノロ ジーに連続性があるときは,実装技術の将来像は描き やすく,あるテクノロジー軸でのロードマップを作成 して,技術ニーズに対応することが可能である.しか しながら,本論文で概説したように,世の中のニーズ は常に変化している.これからも,これらの外部ニー ズを速やかに察知し,革新的実装技術を開発していく ことがより大切になってくると考える. 今後は,本論文に記述した分野以外にも,環境・エ ネルギー分野で重要視されているパワーエレクトロニ クス,航空・宇宙や輸送システムに関係が深い高周波 技術などの進展が期待されている.いずれの分野にも セラミックスを用いた実装技術は不可欠と考えられ, これからもセラミック材料・プロセス技術はマイクロ エレクトロニクス実装の中で重要な役割を担っていく ことになると確信する. 文 献[1] R.R. Tummala, Microelectronics Packaging Hand-book, McGraw Hill, 1988.
[2] B.T. Clark and Y.M. Hill, “IBM chip multi-layer ceramic modules for LSI chips-design for perfor-mance and density,” IEEE Trans. Compon. Hybrids. Manuf. Technol., vol.CHMT-3, no.1, pp.89–93, 1980. [3] “大型コンピュータ IBM3081 の内部構造を探る,”日経エ レクトロニクス,no.267, pp.172–200, 1981. [4] “3階層メモリー方式や高密度化技術により性能向上を図っ た大型コンピュータ M-380/382,”日経エレクトロニクス, no.276, pp.176–199, 1981. [5] “実装技術をガラリと変えた富士通のスーパーコンピュー タ,”日経エレクトロニクス,no.464, pp.71–72, 1989. [6] Y. Imanaka, Multilayered Low Temperature Cofired
Ceramics (LTCC) Technology, Springer, 2005. [7] H. Yamamoto, A. Fujisaki, and S. Kikuchi, “MCM
and bare chips technology for wide range of comput-ers,” Proc. 46th Electronic Components and Technol-ogy Conf, Orlando, pp.113–138, FL, May 1996. [8] Y. Imanaka and M.R. Notis, “Metallization of high
thermal conductivity materials,” MRS BULLETIN/ JUNE, pp.471–476, 2001.
[9] International Technology Roadmap for Semiconduc-tors, 2005 Edition, Semiconductor Industry Associa-tion. [10] 富士通プレスリリース,“世界初!銅を内部電極とした高 速 LSI 用キャパシタのプロセス技術を開発,” Feb. 2011. [11] “薄 型 ケ ー タ イ を 解 剖 す る ,” 日 経 エ レ ク ト ロ ニ ク ス , no.945, pp.99–123, 2007. [12] “機器への搭載始まる部品内蔵プリント基板,”日経エレク トロニクス,no.842, pp.57–64, March 2003.
[13] Y. Imanaka and J. Akedo, “Integrated RF mod-ule produced by aerosol deposition method,” Proc. 54th Electronic Components and Technology Conf, pp.1614–1621, Las Vegas, NV, June 2004.
[14] J.A. Rogers, T. Someya, and Y. Huang, “Materials and mechanics for stretchable electronics,” Science, vol.327, pp.1603–1607, 2010.
[15] I. Park, S.H. Ko, H. Pan, C.P. Grigoropoulos, A.P. Pisano, J.M.J. Frechet, E.S. Lee, and J.H. Jeong, “Nanoscale patterning and electronics on flex-ible substrate by direct nanoimprinting of metal-lic nanoparticles,” Adv. Mater., vol.20, pp.489–496, 2008.
[16] S. Waku, A. Nishimura, T. Murakami, A. Yamaji, T. Edahiro, and M. Uchidate, Classification and Dielec-tric Characteristics of the Boundary Layer Ceramic Dielectrics (BL Dielectrics), Rev Elect Commun Lab, 665–679, 1971.
[17] Y. Imanaka, H. Amada, and F. Kumasaka, “Mi-crostructure and dielectric properties of composite films for embedded capacitor applications,” Inter-national J. Appl. Ceram. Technology, vol.8, no.3, pp.653–657, 2011.
[18] R.L. Hoffman, B.J. Norris, and J.F. Wager, “ZnO-based transparent thin-film transistors,” Appl. Phys. Lett., vol.82, pp.733–735, 2003. (平成 24 年 5 月 7 日受付,7 月 30 日再受付) 今中 佳彦 (正員) (株)富士通研究所環境・エネルギー研究 センター主管研究員.九州大学工学部卒業, リーハイ大学大学院(米・ペンシルバニア 州)修士課程了,九州大学総合理工学研究 科博士後期課程了[博士(工学)].2006 Richard M. Fulrath Award,2007 産官 学功労者科学技術政策担当大臣賞,2011 日本セラミックス協会 賞技術賞を受賞.専門:半導体実装材料・技術(電子セラミック ス,メタライズ),パッケージ・実装基板,低温同時焼成セラミッ クス LTCC,受動部品(キャパシタ,高周波フィルタ).著書: Multilayered Low Temperature Cofired Ceramics(LTCC) Technology(Springer-Verlag 2005 年出版).