九州大学学術情報リポジトリ
Kyushu University Institutional Repository
フェライト系ステンレス鋼の集合組織形成とリジン グ発生機構に関する研究
横田, 毅
https://doi.org/10.15017/1866305
出版情報:Kyushu University, 2017, 博士(工学), 課程博士 バージョン:
権利関係:
フェライト系ステンレス鋼の集合組織形成と リジング発生機構に関する研究
九州大学大学院工学府 物質プロセス工学専攻
横田 毅
目 次
1章 序論
... 1
1.1 ステンレス鋼の定義と需要 ... 1
1.2 ステンレス鋼の製造方法 ... 4
1.3 フェライト系ステンレス鋼の特徴と課題 ... 5
1.4 フェライト系ステンレス鋼の高r値化 ... 8
1.5 フェライト系ステンレス鋼のリジング ... 11
1.5.1 フェライト系ステンレス鋼のリジング発生機構 ... 11
1.5.2 フェライト系ステンレス鋼のリジング低減策
... 15
1.6 本研究の目的と構成 ... 18
第2章 16%Cr ステンレス鋼のr値支配因子の解明 ... 23
2.1 緒 言 ... 23
2.2 試材および実験方法 ... 24
2.3 実験結果 ... 25
2.3.1 r値およびリジングにおよぼす Nb、Ti 添加の影響 ... 25
2.3.2 熱延焼鈍板中の析出物とその熱的安定性
... 29
2.4 考 察 ... 33
2.5 結 言 ... 40
参考文献 ... 41
第 3 章 SUS430 のr値およびリジング特性におよぼす熱延条件の影響... 42
3.1 緒 言 ... 42
3.2 供試材および実験方法 ... 43
3.3 実験結果 ... 45
3.3.1 粗圧延条件の影響
... 45
3.3.2 仕上げ圧延条件の影響
... 51
3.4 考 察 ... 53
3.5 実機熱延ミルでの検証 ... 56
3.6 結 言 ... 60
参考文献 ... 61
第4章 SUS430 のリジング発生機構
... 62
4.1 緒 言 ... 62
4.2 試材および実験方法 ... 63
4.3 実験結果 ... 65
4.4 考 察 ... 70
4.5 結 言 ... 80
参考文献 ... 81
第5章 総 括
... 82
謝 辞
... 85
1
1章 序論
1.1 ステンレス鋼の定義と需要
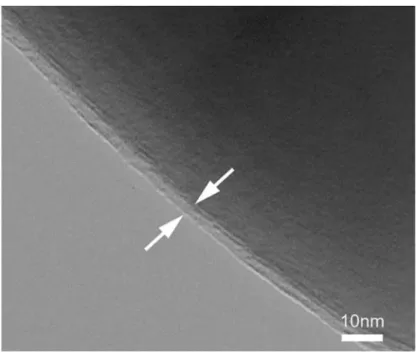
ステンレス鋼は、Fe に Cr または Cr と Ni を含有させたさびにくい合金鋼で、日本 工業規格(Japanese Industrial Standard)の用語(JIS G 0203)では、Cr 含有量が 10.5%以上の鋼と定義されている。ステンレス鋼がさびにくい(優れた耐食性を有する)
のは、その表面に不動態皮膜と呼ばれる自己再生可能な厚さ数 nm の不動態皮膜が生成 しているためである。Fig.1.1 にフェライト系ステンレス鋼(SUS436L)を硝酸中で不 動態化処理した後のステンレス鋼表面の透過型電子顕微鏡写真を示すが、表面に厚さ 数 nm の皮膜が形成されていることが分かる1)。また、ステンレス鋼は、耐食性以外に も 耐熱性・加工性・強度などの優れた特性を有し、さらに、表面の美麗さやメンテナ ンスの容易さといった特色を有しているため、厨房機器や家電用品、自動車部品や建 材、さらにはプラントなどで用いられる産業用構造材まで、幅広い用途で使用されて いる。Fig.1.2 に世界のステンレス粗鋼生産の推移2)を示す。長期のトレンドでみると ステンレス鋼の生産は着実に伸び続けている。東南アジアやインドをはじめとする新 興諸国の経済成長を考慮すると、今後もステンレス鋼の需要は堅調に推移するものと 期待される。2001 年当時、日本は世界一のステンレス粗鋼生産を誇っていたが、至近 では、中国が生産量を急激に伸ばし、現在では中国が世界最大のステンレス粗鋼生産 国となっている。
ステンレス鋼は、結晶構造に応じて、1)オーステナイト系、2)フェライト系、
3)オーステナイト-フェライト系(二相系)、4)マルテンサイト系に大別される2)。 これまでは、Ni を含有し、延性や耐食性に優れるオーステナイト系ステンレス鋼が、
全生産量の 6 割以上を占めてきた。しかしながら、オーステナイト系ステンレス鋼は、
Ni を多く含有する(例えば SUS304 の Ni 含有量は 8%)ため、製品価格に占める原料費 の割合が高い。栗田ら3)の試算によれば、SUS304(18%Cr-8%Ni)と SUS430(17%Cr)
の全製造費に占める原料費の割合は、前者が 71%、後者が 45%となっている。また、
2
Fig.1.3 に Ni 価格の推移4)を示すが、Ni は生産国の政治情勢や投機の影響などにより 価格が短期間に大きく変動するリスクがある。そのため、オーステナイト系ステンレ ス鋼に比べて、製造費に占める原料費の割合が低く、かつ製品価格も安いフェライト 系ステンレス鋼への製品のシフトが進んでいる5)。
Fig. 1.1 TEM bright field image of the type 436L stainless steel after passivation by immersing into
HNO
31).3
Fig. 1.3 Transition of transaction price of Ni
4).
Fig. 1.2 Production volume of stainless steels in the world
2).
4
1.2 ステンレス鋼の製造方法
フェライト系ステンレス鋼は、Fe と Cr を基本組成とし、加工性や耐食性等の要求特 性に応じて、Nb、Ti あるいは Mo などの合金元素が添加される。Fig.1.4 に Fe-Cr の 2 元系状態図6)を示す。Cr は 10%未満ではオーステナイト形成元素として作用するが、
ステンレス鋼の定義となる Cr 量 10.5%以上の領域ではフェライト形成元素となる。ま た、Fe-Cr 合金は、γループを形成するが、この形状は Cr、C、N 等の影響を受ける。
Fe-17%Cr 鋼のγ相の生成に対する各種元素の影響に関して、Castro ら7)は式(1)を 提案している。有効 Cr 量以上に元素が添加されている場合、凝固後、室温までフェラ イト単相鋼となり、高温でのγ生成は起こらない。
有効 Cr 量(%)=[%Cr]+1.72[%Mo]+2.09[%Si]+4.86[%Nb]+8.29[%V]+1.77[%Ti]+
21.4[%Al]+40[%B]-7.14[%C]-3.28[%Ni]-8.0[%N]-1.89[%Mn]-0.51[%Cu]
(1)
実際に、フェライト系ステンレス鋼の代表鋼種である SUS430(0.06%C-17%Cr)は、
熱間圧延の温度域(1000℃~1200℃)で 30-50%のγ相が生成する。これに対して、低 C、N 化し、さらに Nb や Ti を添加したフェライト系ステンレス鋼は、全温度域でフェ ライト単相となる。
フェライト系ステンレス鋼の標準的生産プロセス8)は、製鋼-熱間圧延-焼鈍・酸洗 -冷間圧延-焼鈍・酸洗からなる。製鋼工程では、転炉により溶解精錬した溶鋼を、ア ルゴン脱炭炉(AOD)あるいは真空脱炭炉(VOD)にて2次精錬し、連続鋳造によりス ラブを製造する。また、強攪拌真空脱炭炉(Strongly-Stirred VOD)や RH 酸素上吹 法などの2次精錬法の導入により9)、低 C,N フェライト系ステンレス鋼の溶製が可能 となった。熱間圧延工程では、粗圧延および仕上げ圧延、それに続く冷却と巻き取り が行われるが、温度制御技術の発展により、圧延開始温度や巻き取り温度などを高精 度に制御する制御熱延が行えるようになっている。熱延板焼鈍は、成分や組織に応じ
5
てバッチ式焼鈍(BAF)や連続焼鈍が行われる。冷間圧延工程は、従来のリバース圧 延から、タンデム圧延にシフトしたことにより高い生産性が実現された。しかしなが ら、表面品質を要求される場合は、リバース圧延が用いられる。冷延板焼鈍工程で は、通常は連続焼鈍が適用される。また、表面光沢が必要な場合は、光輝焼鈍が行わ れる。
1.3 フェライト系ステンレス鋼の特徴と課題
Fig.1.5 にフェライト系ステンレス鋼の系統図 2)を示す。フェライト系ステンレス 鋼の代表鋼種は 0.06%程度の C を含む 17%Cr ステンレス鋼(SU430)であるが、ステ ンレスとしての基本的特性を備えかつステンレス鋼の中では低価格であるため、厨房 用品や電気器具部品など幅広い用途に汎用のステンレスとして使用されている。一方、
精錬技術の進歩により、C,N の低減が可能となり、さらに Nb や Ti を添加することで
Fig. 1.4 Phase diagram of Fe-Cr system
6).
6
C,N を炭窒化物として固定した高純度フェライト系ステンレス鋼である SUS430LX、
SUS436L などが開発され高加工性用途として用いられている。また、フェライト系ス テンレス鋼は、オーステナイト系ステンレス鋼に比べ、熱膨張率が低く、熱伝導度が 高い性質を持つ。この特性を活かして、自動車の排気系部品のエキゾーストマニフォ ールドやマフラーに SUS444 や SUS436L が、建材用の屋根材(幕張メッセや関西新空港 の屋根材など)に耐食性を向上させるため Cr を最大 30%まで添加した SUSXM27 や SUS447J1 が適用されている。さらに、Fe-50%Cr 合金鋼では、超高純度化(C=21, N=10 mass ppm)することで孔食の発生が抑制され、より一層の耐食性向上を図れることが 実験的に示されている10)。
このように、フェライト系ステンレス鋼は、厨房、家電、自動車、建材などにその 用途を広げているが、IF(Interstitial Free)鋼と比較すると延性や深絞り性の点で、
オーステナイト系ステンレス鋼と比較すると延性や加工後の表面性状の点で劣るため、
複雑な形状の部品への適用には限界があった。
深絞り性の評価指標としては、Lankford 値11)(以下、r値)がある。r値は板幅方 向と板厚方向の真ひずみの比として、式(2)で表される。
r値=ln(w/w0)/ln(t/t0) (2)
ここで、w0:試験前の板幅、w:試験後の板幅、t0:試験前の板厚、t:試験後の板厚 を表す。
r値が大きい材料は、深絞り成形時、板幅方向の変形が主体に起こり、板厚方向の 変形量が少ないため板厚減少が小さく、破断限界が高くなる。
7
Fig. 1.5 System diagram of ferritic stainless steels
2).
18Cr ≦ 0.12C
11Cr-Ti-0.06C
SUH409L
11Cr-Ti-0.03C
19Cr-3Al-0.08C
13Cr-Low C
18Cr-High S
18Cr-Ti/Nb
18Cr-0.5Cu-Nb-Ultra low C,N
18Cr-1Mo
26Cr-0.5Mo-Nb -Ultra low C,N
SUS447J1
30Cr-2Mo--Ultra low C,N 18Cr-1Mo-Ti/Nb/Zr
-Ultra low C,N
18Cr-2Mo-Ti/Nb/Zr -Ultra low C,N
19Cr-0.5Mo-Nb-Ultra low C,N
SUH21
SUS410L
SUS430F
SUS430LX
SUS430J1L
SUS434
SUSXM27 SUH409
SUS436L SUS444
SUS436J1L SUS430
+Formability and Weldability Formability
Formability
Formability and Weldability
Corrosion resistance and Weldability
+Formability and Weldability
Corrosion resistance + Corrosion resistance
+ Corrosion resistance Machinability
Oxidation resistance
+ Corrosion resistance and Formabilty
8
1.4 フェライト系ステンレス鋼の高r値化
深絞り性の指標となるr値は、集合組織の影響を強く受けることが知られている12)。 加藤ら13)は、BCC 金属を引張変形させた際に活動するすべり系についていくつかの仮 定をおくことで、結晶方位とr値の関係を計算した。計算結果を Fig.1.6 に示す。{001}
近傍方位はr値が 0.4 前後と非常に低い値を示すのに対して、{111}近傍方位はr値 2.0 以上の高い値を示す。このため、IF 鋼やフェライト系ステンレス鋼では、集合組 織を制御し{111}方位への集積を強めるための多くの研究がなされてきた。
Fig. 1.6 Relation between crystal orientation and calculated r-value
13).
9
鉄鋼材料の高r値化は、当初、IF 鋼を主体に進められ、高r値化のための制御手法 として、1)固溶 C、N の低減 2)熱延組織の微細化と集合組織制御 3)冷間圧延 率の最適化 4)最終焼鈍時の{111}近傍方位粒の粒成長促進が、重要であることが明 らかにされている。
IF 鋼では、製鋼段階で C および N を極低 C,N 化(特に C は 20ppm 以下に制御)し、
Nb あるいは Ti を添加することによって、固溶 C,N を NbC や TiC として完全固定する 成分設計がなされている。阿部ら14,15)や大沢ら16,17)は、固溶 C は、C が Mn あるいは Cr と相互作用を起こし、{111}再結晶集合組織の形成を抑制することを示した。また、
固溶 C は、回復・再結晶の過程で、転位のすべりや上昇運動を抑制し、再結晶初期段 階の集合組織形成に影響を与えると述べている。
熱延板の結晶粒径に関して、Abiko18,19)らは、固溶 C および固溶 N を合計で 3 mass ppm 以下まで低減した超高純度鉄を熱間圧延後に空冷(平均冷却速度:3.1℃/s)する と、表層から中心に向かって成長した柱状組織が発達し、超高純度鉄では、γ→α変 態を経ても熱延板の結晶粒が粗大化する場合があることを明らかにした。Abeら20)は、
熱延板の結晶粒径が冷延-焼鈍後の再結晶集合組織形成におよぼす影響に関して、熱延 板の結晶粒径が粗大な場合、冷間圧延時のせん断変形の影響により{110}<001>方位が 形成され、これが再結晶焼鈍時の{111}方位の発達を阻害すること、逆に、熱延板の結 晶粒径が微細な場合、冷間圧延時に結晶粒界面での多重すべりが起こり、均一な変形 組織が形成される。この部分が再結晶時に{111}方位の核生成サイトになるため、熱延 板の結晶粒の微細化は、r値向上に有利であると報告している。また、瀬沼ら21)は、
極低炭素鋼の熱延板粒径と冷延率の関係を調べ、熱延板粒径を 54μm から 28μm に微 細化し、さらに冷延率を 80%から 90%に高めることにより、再結晶集合組織中の {111}<112>方位が発達しr値が向上することを報告している。再結晶過程の再結晶粒 の粒成長過程では、再結晶初期に生成した再結晶粒が、サイズ効果により他の小さな 粒を侵食して成長する。従って、{111}方位を再結晶の初期に発生・成長させることが、
10
その後の再結晶焼鈍中の{111}方位形成にとって重要となる。
フェライト系ステンレス鋼は、IF 鋼と同じ BCC 構造を持つことから、r値向上に関 して、IF 鋼のr値向上のための制御手法の適用が可能である。沢谷ら22,23)は、Ti 添加 低 C,N フェライト系ステンレス鋼のr値におよぼす製造条件の影響を詳細に検討し、
熱間圧延の仕上げ圧延温度の低温化と冷間圧延の高冷延率化により、冷延後に {112}<110>方位を発達させることで、再結晶焼鈍中に{554}<225>方位が形成され、r 値が著しく向上することを報告している。中川ら24)は、Ti 添加低 C,N フェライト系ス テンレス鋼の熱延板焼鈍の影響を調査し、仕上げ圧延温度を 700℃以下とした場合、
熱延板焼鈍を省略した方が、r値向上の有利なことを示している。ただし、熱延板焼 鈍の省略はリジング特性を低下させることも報告している。
矢沢ら 25、26)は、r値の異なる種々の IF 鋼とフェライト系ステンレス鋼のr値と
{111}集合組織との関係を調べ、ステンレス鋼も{111}方位の集積量とr値には正の相 関があることを、また、同じ{111}方位の集積度で比較した場合、フェライト系ステン レス鋼は、IF 鋼に比べて到達r値が高いことを明らかにした。フェライト鋼への Cr 添 加が高r値化に有利に作用する原因について、矢沢らは Cr 添加により双晶形成が促進 され、{112}<111>すべり系の活動が抑制され、{110}<110>すべり系が活動するためと 推定している。
一方、汎用ステンレス鋼である SU430 のr値向上に関して、沢谷ら27)は、0.06%C- 0.01%N-17%Cr 鋼をベースにr値におよぼす Al 添加の影響を調べ、Al/N≧6、Al≦0.1%
で、再結晶集合組織中の{111}および{112}方位の増加と、{110}および{001}方位の減 少により r 値が向上することを明らかにした。また、原勢ら28,29)は、0.05%C-0.01%N- 0.17%Al-16%Cr 鋼を用いて、巻き取り温度、粗圧延のパス間時間の影響を研究し、熱 延加熱温度および仕上げ圧延温度の低温化がr値向上に有利であることを明らかにし た。さらに、冷間圧延のロール径の大径化によりr値が向上することを報告している。
11
1.5 フェライト系ステンレス鋼のリジング
1.5.1 フェライト系ステンレス鋼のリジング発生機構
フェライト系ステンレス鋼のr値に関しては、上記のとおり多くの研究がなされて きたが、フェライト系ステンレス鋼を深絞り成形すると、リジングと呼ばれる圧延方 向に平行に筋状の表面欠陥が現れる。Fig.1.7 に SUS430 を圧延方向に引張変形させた 時に発生したリジングの外観を示す。リジングは幅方向に凹凸を有する筋が圧延方向 に長く延びた形態を特徴としている。成形加工後にリジングが発生すると、再びステ ンレス鋼の表面の美麗さを得るために表面研磨が必要となり、製造工程の負荷が増大 する。このため、リジングの発生機構および抑制方法について多くの研究がなされて きた。
リジングの発生機構に関しては、当初、熱延板中に存在する変態を経た相と変態を 経ない相との変形抵抗差30)や炭化物の配列の差31)による説が提唱されていた。しかし、
フェライト系ステンレス鋼の冷延焼鈍板の組織は、通常微細なフェライト相と均一に 分散した炭化物からなっており、微視組織の不均一さからリジングの発生を説明する のは、困難であることが明らかにされた32)。現在では、ステンレス鋼板内に圧延方向 に伸びた結晶方位の近い結晶粒群(コロニー)が存在し、各コロニー間の塑性変形挙 動の差に基づいてリジングが発生すると考えられている33-38)。
10mm Rolling direction (RD)
Fig. 1.7 Appearance of ridging in SUS430 stainless steel.
12
リジングの発生機構に関して、Chao33)は、鋼板の圧延方向に長く延びたr値の低い
(001)[110]方位と r 値の高い(111)[01-1]方位コロニーが隣り合わせに存在すると、
これを引張変形した際に Fig.1.8 に示すように、r値の高い領域(CC)は主に板幅方 向に、r値の低い領域(CF)は主に板厚方向に変形するため、凹凸が発生すると考え た。しかしながら、Chao のモデルは、鋼板の表裏面の凹凸が実際のリジングの凹凸と 一致しないという問題点が指摘された。それに対して、Chao は、板厚内で{111}方位コ ロニーと{001}方位コロニーが層状に配列されていれば、板表面のリジングの山-谷と 板裏面の谷-山が一致する可能性があると述べた34)。
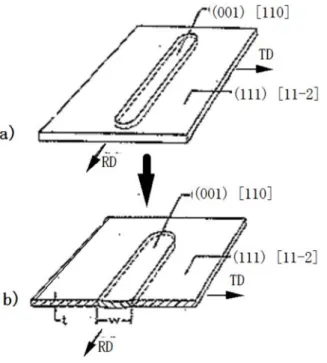
板の表裏面のリジング形状を説明可能なモデルとして、R.N.Wright35)は、Fig.1.9 に 示すような(111)[11-2]方位マトリックス中に(001)[110]方位コロニーが存在する と、引張変形時に、(111)[11-2]方位領域は r 値が高いため幅方向の変形が主体に起 こり、逆に(001)[110]方位の領域はr値が低いため幅方向の変形は少なく、主に板 厚方向の変形が起こる。そのため、周囲を(111)[11-2]方位領域に囲まれた(001)
[110]方位の領域は圧縮応力を受けることになり、塑性的に座屈し、板表面の山部が板 裏面の谷部となる形態のリジングが発生すると考えた。
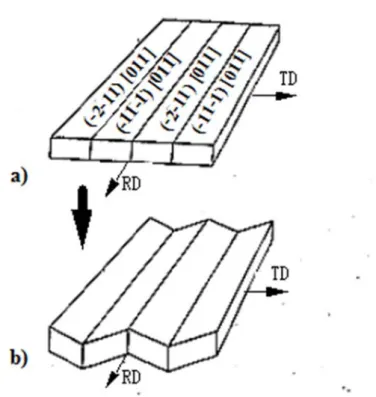
また、武智36)は、Fig.1.10 に示すような[011]軸繊維組織を持ちかつ、[011]軸まわ りに±θ回転するような方位コロニー(例えば、(-2-11)[011]と(-11-1)[011]が隣 り合わせに存在する)が存在し、<011>軸方向に引張変形が加わると、せん断ひずみに よって、隣り合わせの領域が図に示すように変形し、板表面の山部が板裏面の谷部に 対応する形態のリジングが発生すると考えた。
いずれのモデルも、特定の方位を有するコロニーの存在を前提にし、コロニー間の 塑性変形の差にもとづきリジングが発生するとしているが、コロニーの存在そのもの、
さらにコロニーのサイズについては、検証されていない。
13
Fig. 1.8 Schematic representation of Chao's ridging model: a) before tensile deformation and b) after deformation along the rolling direction.
Fig. 1.9 Schematic representation of Wright's ridging model: a) before tensile deformation,
and b) after tensile deformation in the rolling direction.
14
Fig. 1.10 Schematic representation of Takechi's ridging model: a) before tensile
deformation and b) after deformation along the rolling direction.
15
1.5.2 フェライト系ステンレス鋼のリジング低減策
フェライト系ステンレス鋼のリジングの発生要因と低減策については、これまでに 多くの研究がなされてきた。大橋32)は、リジング特性の低い 17%Cr ステンレス鋼の熱 延板中心部には、凝固柱状晶に起因する{100}<011>~{111}<011>方位を有する粗大な フェライトバンドが存在し、このフェライトバンドが冷延焼鈍後にまで継承されリジ ング発生につながることを報告している。また、漆山ら 39)は、17%Crフェライト系 ステンレス鋼の等軸晶率が高いほど、リジング特性が優れることを明らかにした。
凝固組織の方位変化に関して、平田ら40)は、16%Cr ステンレス鋼の柱状晶および等 軸晶部を切り出し、熱間圧延時の結晶方位変化を調べた。柱状晶部は、熱間圧後も
<001>//ND 方位が強く残留するが、等軸晶部は圧延安定方位の<001>//ND および
<111>//ND 方位となることを示した。また、等軸晶であっても多パスの熱間圧延を繰 り返すことにより、<001>//ND バンド状組織が形成されることを明らかにし、リジン グ特性の改善には熱間圧延の圧延回数を削減し、大圧下圧延を行うことを提言してい る。
藤倉ら41)は、リジング特性の異なる 17%Cr ステンレス鋼の X 線集合組織を詳細に 調べた。その結果、リジング特性の低い鋼板は、{111}<011>および{111}<112>を主方 位とするのに対して、リジング特性の良好な鋼板は、{111}<011>~<112>からなる方位 分散の大きい集合組織を持つことを示した。
これまでのリジング低減に関する研究成果をまとめると、リジングの発生には、凝 固組織および熱延組織の影響が大きく、リジング低減策は、1)凝固組織中の柱状晶 率の低減(等軸晶化)、2)熱延組織の微細化と結晶方位制御および3)硬質な第2相 を活用した結晶方位のランダム化に大別される。以下に各々の対策について述べる。
1)凝固組織中の柱状晶率の低減(等軸晶化)
凝固組織の等軸化については、電磁攪拌の適用42)や、δ-Fe 凝固の核生成サイトと して TiN43)や Mg 酸化物系介在物44)を活用する方法が提案されている。竹内ら45)は、
16
SUS430 の等軸晶率とリジング発生の関係を調査し、等軸晶率の増加にともない、リジ ング発生が低減することを示した。
2)熱延組織の微細化と結晶方位制御
熱延組織の微細化に関して、SU430(0.06%C-17%Cr)では熱間圧延中にγ相が生成 しα+γの2相組織となることから、γ相を活用した熱延組織の微細化が検討されて いる。
熱間圧延温度域でのフェライト系ステンレス鋼のオーステナイト(γ)相分率につ いて、Castor46)らは、添加元素の影響を調べ、γ相分率を表すオーステナイト・ポテン シャル(γp)を(3)式に示す添加元素の関数として提案した。
γp(%)at 1100℃=420[%C]+470[%N]+30[%Ni]+ 7[%Mn]-11.5[%Cr]
-11.5[%Si] +186 (3)
Fig.1.11 は、著者らが、SUS430(0.06%C-0.34%Si-0.61%Mn-16.1%Cr-0.007%Al- 0.027%N)の実機スラブを各温度で 3600s 均熱した後水冷し、熱間圧延温度域でのγ相 の分率を測定したものである。γ相分率は 1000℃付近にピークをもつループを形成す ることが分かる。ただし、分率やピーク温度が成分により変化する。
Fig. 1.11 Relationship between heating temperature and Amount of γ phase in SUS430 stainless steel.
17
SUS430 の熱間圧延域でのフェライト(α)の再結晶について、星野ら47)は、γがα 粒内に加工促進生成する条件下ではαの再結晶は抑制されることを、竹下ら48)は、熱 間圧延での加工後にγ相の生成が起こる場合、αの再結晶が遅延することを報告して いる。一方、吉村ら49)は 17%Cr フェライト系ステンレス鋼(SUS430)の連続鋳造片 を用いた実験により、SUS430 中のαは、圧延温度と圧下率の組み合わせにより、回復、
部分再結晶および加工組織の 3 つの領域に分けられること、1000℃付近に部分再結晶 のノーズを持つことを示した。
3)硬質な第2相を活用した結晶方位のランダム化
リジングを低減させる方法とて、結晶方位のランダム化がある。Arakawa ら 50)は、
熱延板にマルテンサイトを均一分散させたのち、冷延-焼鈍を施すことによりリジング が抑制されることを示した。また、宮地ら51)は、市販の SUS430 熱延板を均質化焼き なまし後、水焼入れし、フェライト中にマルテンサイトを均一分散させ、その後、冷 延-焼鈍を行うことにより、集合組織が局所的にもほぼランダム化し、リジングを完全 に抑制できることを示した。濱田ら52)は、SUS430 の冷間圧延時に発生するローピング
(冷間圧延時の張力により発生するリジングと同形態の圧延方向に伸展した筋状の表 面欠陥)について検討し、ローピングの発生起点は熱延板の中心部に存在するα-fiber 組織であり、熱延の高温加熱-低温巻取りによりフェライト中にマルテンサイトを分散 さ、冷延高圧下率を付与することにより、ローピングを低減できることを示した。
18
1.6 本研究の目的と構成
従来、フライト系ステンレス鋼のr値向上に関する研究は、Nb,Ti 添加高純度フェラ イト系ステンレス鋼を主体に取り組まれてきた。そのため、汎用的に多くの製品に利 用されている SUS430 のr値支配因子については、十分に明らかにされていない。ま た、リジングの発生機構に関して、コロニーの存在を前提にしたリジング発生モデル が種々提案されているが、コロニーの存在の有無さらにコロニーのサイズなどについ ては、検証されていない。
そこで、本研究は、オーステナイト系ステンレス鋼に代わり、厨房、家電、自動車、
建材などにその用途を広げている Ni を含まないフェライト系ステンレス鋼に関し、そ の代表鋼種である SUS430 のr値およびリジング特性を同時に向上させるための基礎 的知見を得ることを目的とする。本研究では、Nb,Ti 無添加の 16%Crフェライト系ス テンレス鋼の炭窒化物の熱的安定性について調べ、r値支配因子の解明を行った。ま た、SUS430 のr値およびリジング特性を同時に向上させるため熱間圧延を活用した新 たな集合組織制御プロセスを提案するとともに、Electron Backscatter Diffraction (EBSD) 法を用いて従来研究とは異なり広範囲な領域の結晶方位測定を行って、結晶 方位コロニーの存在の有無と方位解析結果に基づいたリジング発生機構の解明を行っ た。さらに、フェライト系ステンレス鋼の深絞り成形においては、リジング特性の向 上とともに肌荒れを抑制することが求められるが、この肌荒れ発生因子についても解 明を行った。
各章の目的と概要は以下のとおりである。
第1章では、本研究の背景、目的および本論文の構成について記述した。
第2章では、Nb,Ti 無添加極低 C-16%Cr ステンレス鋼のr値支配因子を特定するこ とを目的に、C 濃度を低減させた Nb,Ti 無添加 16%Cr ステンレス鋼と Nb,Ti 添加 16%
Cr ステンレス鋼の集合組織形成過程を調べ、Nb または Ti を添加する場合、原子比で Nb or Ti/(C+N)が 1.0 以上となると、冷延焼鈍板中の{111}方位が発達し、r 値が高く
19
なることを示した。また、Nb,Ti 無添加鋼と Nb または Ti 添加鋼とで再結晶集合組織 中の{111}方位の発達状態に大きな差を生じた。この現象は、Nb,Ti 無添加鋼では再結 晶の開始前後で、Cr 炭窒化物が溶解し、固溶 C,N 量が増大するのに対して、Nb または Ti 添加鋼では、析出物が熱的に安定で再結晶の開始前後で固溶 C,N 量が少ないことに 起因することを明らかにした。また、深絞り成形において問題となる肌荒れに関して、
Nb 添加鋼のほうが Ti 添加鋼に比べて低位であった。EBSD 解析により、Nb 添加鋼では、
結晶粒径が Ti 添加鋼に比べて粗大であったことに加え、圧延方向の引張変形に対し て、板厚方向の塑性変形量の異なる粗大な結晶粒が混在していることが、Nb 添加鋼の 肌荒れをより顕在化させていることを明らかにした。
第3章では、熱間圧延中にα+γの2相組織を呈する SUS430 のr値とリジング特性 を同時に向上させるための集合組織制御技術について検討し、粗圧延の大圧下および 仕上げ圧延の低温および大圧下により、{111}方位の増加と{001}方位の減少が起こり、
r値およびリジング特性が向上することを明らかにした。さらに、本章の研究をもと に実用化技術を開発し、実機にてr値とリジング特性の同時向上を確認した。
第 4 章では、リジング発生量の異なる SUS430 の結晶方位分布を EBSD 法により測定 し、リジング特性の低い SUS430 には、幅約 100μm の圧延方向に伸展した<011>//ND、
<111>//ND および<001>//ND 方位コロニーの存在を確認した。また、EBSD 法により測 定された各測定点の結晶方位データをもとに、リジングのプロファイルを計算し、リ ジングの発生機構を検討した。リジングは、圧延方向の引張変形時の板厚面内の塑性 ひずみ量の分布の偏りにより発生する可能性があることを示した。
第5章では、本研究で得られた知見と今後の展開についてまとめた。
20 参考文献
1) M. Murayama, N. Makiishi, Y. Yazawa, T. Yokota and K. Tuzaki:Corrosion Science 48 (2006), 1307
2) ステンレス協会:http://www.jssa.gr.jp/contents/stats/yields/
3) 栗田満信:鉄と鋼, 79 (1993), 704
4) http://ecodb.net/pcp/imf_usd_pnick.html
5) ステンレス協会 統計委員会:ステンレス鋼板 用途別受注統計年報 平成 17 年度、5 6) “Binary Alloy Phase Diagrams” edit. By T. B. Massalski, (1986)
7) R. Castro: Memories Scientifiques Rev. Metallurg., 13(1966), 657 8) 川崎龍夫:川崎製鉄技法, 30(1998), 69
9) 青山芳正:鉄と鋼, 69(1977), 561
10) T.Yokota, S. Satoh and K. Abiko: pysica status solid (a), 167(1998), 495 11) W. T. Lankford, S. C Snyder, J. A Bausher: ASM, 42(1950), 1195
12) 長嶋晋一編著:「集合組織」、丸善 (1984)
13) 加藤弘、武智弘、長嶋晋一:塑性と加工, 7(1966), 13 14) 阿部秀夫、鈴木竹四、岡田進:鉄と鋼, 69(1983), S1415 15) H. Abe:Scand. J. of Metall., 13(1984), 226
16) 大沢紘一、鈴木輝男、松藤和雄、栗原極:鉄と鋼, 72(1986), 1728 17) 大沢紘一、栗原極:鉄と鋼, 75(1989), 948
18) K. Abiko, S. Takaki, T. Yokota and S. Satoh: Material Transactions, JIM, 41(2000), 102
19) T. Yokota, S. Satoh, K. Abiko and S. Takaki: Material Transactions, JIM, 43(2002), 125
20) M. Abe, Y. Kokabu, Y. Hayashi and S. Hayami: Trans. Jap. Int. Metals, 23(1982), 718
21
21) 瀬沼武秀、亀田正春:日本金属学会誌, 60(1996), 717 22) 沢谷精、清水邦彦、中山正、平井卓:鉄と鋼, 63(1977), 832 23) 沢谷精、清水邦彦、中山正、三好正則:鉄と鋼, 63(1977), 843
24) 中川恭弘、坂本徹、内山勇、山崎桓友、上野学:鉄と鋼, 66(1980), 658
25) Y. Yazawa, M. Muraki, Y. Kato and O. Furukimi:ISIJ Int., 43(2003), 1647 26) Y. Yazawa, Y. Ozaki, Y. Kato and O. Furukimi:JSAE Review, 24(2003), 483 27) 沢谷精、南野繁、山口美紀:鉄と鋼, 63(1977), 759
28) 原勢二郎、太田照国、清水亮、竹下哲郎:鉄と鋼, 76(1990), 1520 29) 原勢二郎、太田照国、秋田浩一:鉄と鋼, 77(1991), 660
30) H. G. Appel and H. Becker: Z. Metallk., 54(1963), 724
31) L. Nemethy and P. B. Dennis: Proc. Elec. Fur. Conf., (1960), 342 32) 大橋延夫:日本金属学会誌, 31(1967), 519
33) Hung-Chi Chao: Trans. ASM 60(1967), 37 34) Hung-Chi Chao: Trans. ASM 60(1967), 549 35) Roger N. Wright: Met. Trans. 3(1972), 83
36) 武智弘、加藤弘、角南達也、中山正:日本金属学会誌, 31(1967), 717 37) 藤倉正国:電気製鋼, 40(1969), 147
38) R. D. Knutsen and N. J. Wittridge: Matter. Sci. Technol., 18(2002), 1279 39) 漆山信夫、大岡耕之、竹内英磨、若松道夫:鉄と鋼, 60(1974), S112
40) 平田知正、太田裕樹、加藤康、宇城工、古君修:鉄と鋼, 89(2003), 855 41) 藤倉正国:電気製鉄, 39(1968), 232
42) 長谷川守弘、丸橋茂昭、中村裕、星記男、衣笠雅普:鉄と鋼, 67(1981), 1354 43) 小関敏彦、井上裕滋:日本金属学会誌, 65(2001), 644
44) 木村 兼、福元成雄、重里元一、高橋明彦:鉄と鋼, 98(2012), 601
45) 竹内英磨、森久、池原康充、駒野忠明昭、柳井隆司:鉄と鋼, 66(1980), 638
22
46) R. Castro, R. Tricot: Metal Treatment and Drop Forging Dec. (1964), 245 47) 星野和夫、植松美博、田村今男、牧正志:鉄と鋼, 70(1984), S576
48) 竹下哲郎、原勢二郎、矢田浩、太田国照:鉄と鋼 70(1984), S1405 49) 吉村博文、石井満男:鉄と鋼, 69(1983), 1440
50) M. Arakawa, S. Takemura and T. Ooka: Trans. ISIJ, 11(1971), 890 51) 宮地博文、渡辺敏:日本金属学会誌, 39(1975), 194
52) 濱田純一、前田滋、札軒富美夫、阿部雅之、進藤卓嗣、橋本聡:鉄と鋼, 90(2004), 146
23
第2章 16%Cr ステンレス鋼のr値支配因子の解明
2.1 緒 言
熱間圧延の全温度域でフェライト単相組織となるフェライト系ステンレス鋼に関し ては、自動車の外板用に研究開発された IF 鋼の知見をもとに、極低 C,N 鋼をベースに Ti あるいは Nb 添加が、加工性および表面品質におよぼす影響について多くの検討が なされてきた1-11)。例えば、沢谷ら1)は、17%Cr ステンレス鋼を低 C,N 化し Ti を添加 することで、r値は著しく向上するが、低 C,N 化は結晶粒の粗大化を招きリジングと orange peal が複合した肌荒れが発生する、一方、Ti 無添加鋼はr値が低いものの、
肌荒れは発生しないことなどを報告している。この Ti 添加フェライト系ステンレス鋼 の肌荒れに関して、木村ら2)は、結晶粒方位および隣接粒との結晶方位関係が肌荒れ に影響することを明らかにしている。また、矢沢ら3-4)は、Ti 添加フライト系ステンレ ス鋼と IF 鋼を同じ{111}方位の集積度で比較した場合、フェライト系ステンレス鋼の 方が、高いr値を示すことを報告し、その原因は、Cr 添加により{112}<111>すべり系 の活動が抑制されたためと推定している。
これまで、検討されてきたいわゆる Nb,Ti 添加高純度フェライト系ステンレス鋼は、
肌荒れは発生するものの、汎用の SUS430 のr値と比較すると、最大で2倍以上のr値 を有する。一方、SUS430 は、肌荒れはほとんど発生しないが、高いr値を得ることが 難しい。そのため、SUS430 のr値支配因子を明らかにし、そこから SUS430 のr値向 上の指針を得ることは、今後の材料開発にとって重要であると考えられる。
本章では、C 濃度を低減させた Nb,Ti 無添加 16%Cr ステンレス鋼と Nb または Ti 添 加 16%Cr ステンレス鋼の集合組織形成過程について調べ、Nb,Ti 無添加鋼のr値支配 因子を明らかにした。また、フェライト系ステンレス鋼の深絞り成形においては、リ ジング特性向上とともに肌荒れを抑制することが求められるが、この肌荒れ発生因子 についても、Ti 添加鋼と Nb 添加鋼の肌あれ発生の差異に着目し解明を行った。
24
2.2 試材および実験方法
Table 2.1 に化学組成を示す小型鋼塊を高周波真空溶解炉にて溶製した。鋼 C1 は Nb,Ti 無添加 16%Cr ステンレス鋼、鋼 N1~N3 は Nb 添加鋼、鋼 T1~T3 は Ti 添加鋼 である。小型鋼塊から板厚 80 ㎜の熱間圧延素材を切り出し、1100℃で 3600s 均熱後、
5パスの熱間圧延で板厚 5.0 ㎜の熱延板とした。成分に応じて 700℃から 800℃で 28800s の焼鈍に引き続き 700℃で 36000s の均熱保持をし、650℃まで炉冷した後、炉 から取り出し、その後空冷した。さらに、冷間圧延(冷間圧延率:86%)および冷延 板焼鈍(成分に応じて 850~900℃で 60s 保持)を施し、板厚 0.7 ㎜の冷延焼鈍板と した。
圧延方向(L 方向)、圧延方向から 45°の方向(D 方向)および 90°方向(C 方向)
より採取した JIS13 号 B 引張試験片に対して、15%の引張ひずみを付与した後、3方 向の試験片のr値から平均値を次式より求め、平均r値とした。
r=(rL+2rD+rC)/4、
ここで、rL、rDおよびrCは、それぞれ L 方向、D 方向および C 方向から採取した 試験片のr値を表す。
Table 2.1 Chemical compositions of ultra low carbon ferritic stainless steels used (mass %).
25
圧延方向から JIS13 号 B 試験片を採取し、表面を#600 研磨仕上げ後、25%の引張 ひずみを付与した後、目視判定により1~5 の指数付けを行い、リジング特性を評価 した。なお、リジング指数の数字が小さいほどリジング特性に優れ、リジングの発生 しない SUS304 鋼はリジング指数1と判定される。
鋼板の集合組織は、X 線回折装置を用いて板面の低指数面の面反射強度(I)を測定 し、純鉄の無方向試料の面反射強度(I0)との相対強度比(I/I0)を求めて、または{100}
極点図を作成して評価した。
つぎに、加速電圧 200kV の電界放射型電子顕微鏡を用いて、薄膜法により析出物 の観察行った。また、電界抽出残渣により析出物の定量分析、X 線回折粉末法により 同定分析を行った。鋼中の固溶 C および固溶窒素量を推定する目的で、時効指数(AI:
Aging Index)を測定した。AI は、圧延方向より JIS13 号 B 試験片を採取し、7.5%の 予ひずみを付与した後、300℃で 1800s の時効処理を施し、時効処理前後の降伏応力
(YS)の差より求めた。定性的には、固溶 C、N が多いほど時効指数が大きくなる。
2.3 実験結果
2.3.1 r値およびリジングにおよぼす Nb、Ti 添加の影響
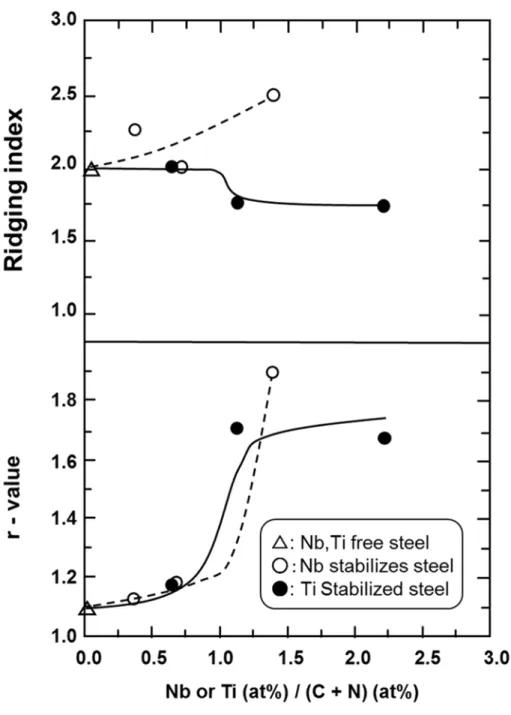
Nb および Ti がr値およびリジング特性におよぼす影響を Fig.2.1 に示す。原子比 X*=Nb or Ti/(C+N)が 1.0 未満の場合、Nb または Ti 添加鋼のr値は、Nb,Ti 無添加鋼
(鋼 C1)のr値とほぼ同じ値を示したが、X*が 1.0 以上になると、Nb,Ti 添加鋼のい ずれにおいても、r値は急激に増加した。一方、リジング特性について見ると、Ti 添 加鋼では X*が 1.0 以上で改善されたのに対して、Nb 添加鋼では、X*が増加するほどリ ジング特性が低下した。また、Nb、Ti 添加鋼ともに肌荒れが発生していた。
26
Fig. 2.1 Effect of amounts of alloying elements on r-value and ridging index of cold-rolled and
annealed ferritic stainless steels.
27
まず Nb または Ti 添加によりr値が高くなる機構を明らかにするため、鋼 C1(Nb、
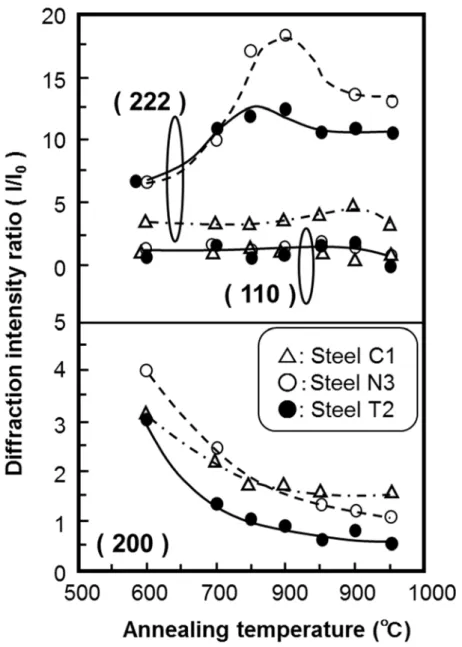
Ti 無添加鋼)、鋼 N3(Nb 添加鋼:X*=1.38)および鋼 T2(Ti 添加鋼:X*=1.14)につい て、集合組織、炭窒化物の析出挙動を比較した。鋼 C1、N3 および T2 の冷延焼鈍後の 板厚 1/2 面の集合組織を Fig.2.2 に示す。鋼 C1 は{001}<110>を主方位とし、{111}方 位はほとんど発達していなかった。一方、鋼 N3 および鋼 T2 は、ともに{111}近傍方位 である{554}<225>方位へ強く集積していたが、鋼 N3 に比べ鋼 T2 では、{554}方位への 集積度がやや小さく、また{001}<110>方位への集積もわずかに認められた。鋼 N3 と鋼 T2 のr値の差は{554}方位への集積度の差に対応している。上記3鋼種の再結晶集合 組織の形成過程を明らかにするため冷延板を 600~900℃に加熱後、ただちに水冷し、
板厚 1/2 面の(222)、(200)および(110)面の X 線回折強度比を調べた。その結果を Fig.2.3 に示す。鋼 C1 では、再結晶に伴う{111}方位の変化はほとんど認められなか ったのに対して、鋼 N3 および鋼 T2 は、再結晶に伴い{111}方位が急速に発達した。一 方、3 鋼種とも再結晶に伴い{100}方位は減少した。また、どの鋼種も再結晶に伴う {011}方位の変化はなかった。
Fig. 2.2 {100} pole figures of cold-rolled and annealed (a) Steel C (X*=0), (b) Steel N3 (X*=1.38)
and (c) Steel T2 (X*=1.14) at 1/2 layer in thickness.
28
Fig. 2.3 Change in X-ray diffraction intensity ratio with annealing temperature after cold-
rolling.
29
2.3.2 熱延焼鈍板中の析出物とその熱的安定性
熱延焼鈍板中の析出物を X 線回折により同定した結果、鋼 C1 では Cr2N が、鋼 N3 で は NbN および(Cr2Nb)N が析出していた。本実験の鋼成分は C 添加量(20ppm)に比べ て、N 添加量(200ppm)が多いことから、析出物の大半は窒化物と考えられる。そこ で、鋼 C1 および鋼 N3 の窒化物として析出している窒素量と温度の関係を抽出残渣に より分析した。その結果を Fig.2.4 に示す。鋼 N3 では熱延板の焼鈍温度が 900℃以下 で、添加した窒素はすべて析出物となるのに対して、鋼 C1 では 700℃以下にならない と添加した窒素はすべて析出物とならなかった。なお、鋼 T2 については、式(1)に 示す溶解度積12)から TiN の析出量を計算した結果を Fig.2.4 に併記した。
log[Ti][N]=5.18-17602/T[K] (1)
つぎに、熱延焼鈍板を用いて、熱延焼鈍板中の炭窒化物の熱的安定性を調べた。
Fig.2.5 に 3 鋼種の熱延焼鈍板および熱延焼鈍板を各温度に再加熱(60s 保持)し水冷 した後の時効指数(AI)を示す。熱延焼鈍板では、3鋼種ともほぼ同等の AI(約 20MPa)
を示したので、熱延焼鈍後(冷延前)の固溶 C,N 量は同量と推定される。ただし、AI が 約 20MPa であったことから、熱延焼鈍板中には固溶状態の炭素または窒素が存在する と言える。本実験では、熱延板に対して最終的に 700℃で 36000s の熱処理を行った後、
650℃まで炉冷を行っているため、Fig.2.4 から鋼 C1、鋼 N3 および鋼 T2 ともに熱延 焼鈍後に固溶窒素は存在しないと言える。従って、固溶状態で存在するのは、炭素と 推論される。
30
Fig. 2.4 Change in N as precipitates with annealing temperature after hot-rolling.
Fig. 2.5 Change in aging index (AI) with re-heating temperature for hot-rolled and
annealed ferritic stainless steels
31
そこで、式(2)13)および式(3)13)から平衡状態における NbC および TiC の析出量と 温度の関係を計算した。計算結果を Fig.2.6 に示す。熱延板焼鈍終了温度の 650℃で は鋼 N3 および鋼 T2 には固溶 C がそれぞれ6および5ppm 存在することになる。鋼 C1 については定量分析の結果、析出 Cr が 0.14mass%であった。また、X 線回折の結果か ら窒化物は Cr2N と同定された。そこで、N は全量 Cr2N の形で析出し、残りの析出物 Cr が、Cr23C6の炭化物で存在すると仮定して固溶 C 量を計算すると約 3ppm となる。以 上の検討からいずれの鋼にも熱延焼鈍後に3~6ppm の固溶C が存在すると計算される。
なお、極低炭素鋼(IF 鋼)では AI=9.8MPa は、固溶 C2ppm に相当する11)とされてい るので、この関係を本実験結果(AI=20MPa)に適用すると固溶 C は約 4ppm となり計算 結果とほぼ一致する。
log[Nb][C]=6.97-11043/T[K] (2)
log[Ti][C]=7.16-11071/T[K] (3)
Fig.2.5 に示したように熱延焼鈍板を再加熱すると、鋼 C1は 700℃の加熱で AI が 46.5MPa と熱延板焼鈍板の AI の2倍以上の値となった。一方、鋼 N3 は 700℃加熱まで は AI はほとんど変化しなかった。また、鋼 T2 も 700℃加熱までは AI の変化は小さか った。すわなち、鋼 C1中の炭窒化物(Cr2N 、Cr23C6)は、熱的に不安定で 700℃の加 熱で溶解し、AI を高くするに対して、鋼 N3 および鋼 T2 中の炭窒化物(NbC, NbN, TiC, TiN)は熱的に安定なため、熱延焼鈍板を再加熱した場合の溶解量が少なく、したがっ て、AI の変化も小さいと結論される。なお、Fig.2.5 の 600℃および 700℃における鋼 N3 と鋼 T2 の AI の差は、炭化物の溶解度の差に起因すると考えられる。
つぎに Fig.2.7 に熱延焼鈍板の透過電子顕微鏡像を示す。熱延焼鈍後、鋼 C1お よび鋼 N3 ともに粗大な析出物が観察された。本実験の場合、熱延板焼鈍を長時間のバ ッチ焼鈍としているため析出物が粗大化したと考えられる。
32
Fig. 2.6 Change in amount of C as precipitates with annealing temperature calculated from equilibrium solubility products.
(a) (b)
Fig. 2.7 Transmission electron micrographs of hot-rolled and annealed (a) Steel C1 and (b) Steel N3.
33
2.4 考 察
C=20ppm、N=200ppm をベースとする鋼(鋼 C1)に Nb または Ti を添加していくと原子 比 X*=Nb or Ti/(C+N)が 1.0 以上となると冷延焼鈍板中の{111}方位が発達し、r 値が 高くなった。これを冷延前の固溶 C,N の差で説明することは、困難である。なぜなら、
Fig.2.5 から熱延焼鈍後(冷延前)の固溶 C,N 量は鋼 C1、鋼 N3 および鋼 T2 でほぼ同 量と考えられるからである。そこで、16%Cr ステンレス鋼の{111}方位の発達に対して 何が重要な役割を果たしているのかについて考察する。
沢谷ら8)は、C+N を約 100ppm とした Ti 添加 17%Cr ステンレス鋼の再結晶集合組織 形成過程を調べ、Ti 無添加鋼では再結晶時に{011}方位が発達し、逆に{111}方位は減 少するのに対して、Ti 添加鋼では{011}方位の発達が抑えられ、代わりに{111}方位が 発達することを示した。この結果から、Ti(C,N)の微細析出物が{011}方位の発達を抑 制し、{011}方位の次に再結晶しやすい{111}方位が再結晶し、粒成長に伴い他の方位 を侵食し{111}方位が発達すると推定した。しかし、Ti(C,N)の大きさおよび分布状 態の影響は示されていない。
一方、本実験では熱延板焼鈍として、長時間のバッチ焼鈍を施しているため、析出 物はいずれも粗大であった(Fig.2.7)。また、再結晶に伴う{011}方位の変化は、Nb,Ti 無添加鋼(鋼 C1)、Nb 添加鋼(鋼 N3)、Ti 添加鋼(鋼 T2)ともに少なかった(Fig.2.3)。 したがって、本実験材の鋼 N3 および鋼 T2 で、{111}方位が発達したのは、{011}方位 の抑制効果とは言えない。
Satoh ら14)は、IF 鋼の熱延前加熱温度および圧下率を変化させ、熱延板の析出物の 析出状態の異なった鋼を用いて、再結晶集合組織の発達機構を検討した。その結果、
析出物の分布密度を変化させても冷延後の焼鈍中の再結晶過程における{011}方位の 変化はなかったが、熱延板中の析出物を粗大にすると{111}方位が発達することを示し た。そして{111}方位が発達する機構として、1)炭化物の pinning 効果が弱いため {001}方位よりも回復・再結晶の早い{111}再結晶粒の成長が促進されること、2)炭
34
化物が再結晶初期にも熱的に安定で固溶 C 量が少ないこと、の2つが最も有力である としている。
本実験では、熱延板にバッチ焼鈍を施しているため、いずれの鋼の析出物も粗大で あった。また、熱延板焼鈍後の AI に差がないことから、冷延前の固溶 C,N 量は 3 つの 鋼で同程度と推定される。一方、熱延焼鈍板の再加熱実験から Nb,Ti 無添加鋼(鋼 C1
)は、700℃再加熱で AI が熱延板焼鈍後の2倍以上に上昇したのに対して、Nb添加鋼
(鋼 N3)および Ti 添加鋼(鋼 T2)は、700℃再加熱で AI はほとんど変化しなかった。
以上の点から、冷延前の析出物がともに粗大であり、かつ固溶 C,N 量も同程度ある にも関わらす、Nb,Ti 無添加鋼と Nb または Ti 添加鋼とで、Fig.2.3 に示したように再 結晶焼鈍中の{111}方位の発達に大きな差を生じた現象は、Nb,Ti 無添加鋼では再結晶 の開始前後で、Cr 炭窒化物が溶解し、固溶 C,N 量が増大するのに対して、Nb または Ti 添加鋼では、析出物が熱的に安定で再結晶の開始前後で固溶 C,N 量が少ないことに起 因すると考えられる。したがって、Nb,Ti 無添加鋼では、冷延前の固溶 C,N の低減に よるr値向上は期待できないことから、r値向上には、熱間圧延および熱延板焼鈍工 程において、再結晶を促進し、結晶粒の微細化等により{111}方位の生成を促進するこ とが有効であると考えられる。
つぎに、Nb 添加鋼と Ti 添加鋼の肌荒れ発生の差異について考察する。Nb 添加鋼お よび Ti 添加鋼は X*が 1.0 を超えるとともに高いr値を示した。一方、Ti 添加鋼は、
肌荒れは発生するものの比較的良好なリジング特性を示したのに対して、Nb 添加鋼は、
リジング特性および肌荒れともに低位であった。Fig.2.8 に N3 鋼(r 値:1.89、リジ ング指数:2.5)と T3 鋼(r値:1.68、リジング指数:1.75)のリジング試験後の外 観を示す。Nb 添加鋼は、圧延方向に伸びたリジングの筋と肌荒れが混合した形態のリ ジングおよび肌荒れが発生していたが、特に肌荒れの発生の程度が Ti 添加鋼のそれに 比べて劣位であった。そこで、EBSD 解析法により、両鋼の板厚中心部の結晶方位測定 を行い、各結晶粒の結晶方位情報をもとに、Schmid 因子が最大のすべり系のみが活動
35
すると仮定し、圧延方向に引張ひずみを加えた場合の板厚方向(ND 方向)と圧延方向
(RD 方向)の塑性ひずみの比(T=εND / εRD)を計算し、T の大きさに応じて結晶粒を 分類した(具体的には、T の大きさを 0.0-0.4、0.4-0.6、0.6-1.0 の3水準に分け、結 晶粒の色付けを行った)。
T の値が大きい結晶粒ほど、圧延方向の引張変形に対して、板厚方向の変形量が多 くなる。Fig.2.9 に板厚 1/2 面の塑性ひずみ比の分布を示す。両鋼とも高いr値を示 すことから、T の値の小さい結晶粒(赤いく色付けされた結晶粒)が多いが、赤い結晶 粒群の中に部分的に T の値の大きい結晶粒(青く色づけされている結晶粒)が数個固 まってクラスター化している領域が認められた。また、結晶粒径について見てみると、
鋼 T3(Ti 添加鋼)は、結晶粒径のばらつきが少ないのに対して(Fig.2.9 (a))、鋼 N3
(Nb 添加鋼)は、結晶粒径のばらつきが大きく、部分的に 100μm 以上に粗大化した 結晶粒が混在した組織となっていた(Fig.2.9 (b))。肌荒れは結晶粒径が大きいほど 顕著になるため、肌荒れ抑制のためにはフェライト粒径を 60μm 以下に制御すること が好ましいとされている15)。今回の実験で、Nb 添加鋼の肌荒れが Ti 添加鋼に比べて 低位であったのは、結晶粒径が、Ti 添加鋼に比べて粗大で有ったことが原因と考えら れるが、結晶方位解析の結果からは、圧延方向の引張変形に対して、板厚方向の塑性 変形量の異なる(T の値の異なる)粗大な結晶粒が混在していることが、Nb 添加鋼の 肌荒れをより顕在化させたと考えられる。
36
Fig. 2.8 Appearance of ridging in (a) Steel T3 and (b) Steel N3.
37