第12號
珪 魏鈑
の 聚 合 組 織 の 研 究(第1報)
9
珪 素 鋼鈑
の 聚 合 組 織 の 研 究(第1報)*
五 弓 勇 雄** 阿 部 秀 夫 鼎
高 橋
久**
Isao Gokyu, Hideo Abe and Hisashi Takahashi
A Study on the Anisotropy
of Cold-rolled
Silicon
Steel
(First
Report).
The object of this study is to
obtain the best magnetic anisotropy of cold-rolled silicon steel by annealing
at
com-paratively
low temperatures say about 800'
Experiments were made on the cold-rolling
and recrystallization
textures, and tile relation between the cold-rolling
texture and
(110) [001] orientation
were considered from a crystallographic
point of view. From
these experiments, which are now being continued, it has become clear that rotation
twins
and "Sammelkristallisation"
phenomena art important.
(Received April 1 , 1949)
I.緒 言 金屬 材 料 の結晶 學 的 異方 性 の 最 も大 き な應 用 として注 口 され る異 方性 珪 素 鋼鈑 に つ い ては,從 來 最良 の 製造 工程 と して 強 冷 間壓 延 と 1000。以 上 の 高温熱處 理 を行 ふ方 法 が採 用 され て い る(1).こ の よ うな 製造 工 程 に よれ ば容 易磁 化軸 が 魅 延方 向 に揃 つ て來 る と稱 され るが,然 しか ゝる強 度の 冷 間壓 延 の重 要性 及び 高源 の熱處 理 にお け る結 晶方 位謎 化 の 機構 につ いて は根 本 的 に は 東だ明ら か に され て いな い ・ 著 者等 は,こ の根本機 構 を結 晶學 的 に明 らか にこす る と共に, **東 京大 學 第 一工 學 部 *昭 和23年4月 本會 東 京 大會に發 表(1)1ron Age, 147(1941),52;T.G. Yensen,J. APPlied Phys,16(1945),379. 800 。附 近 の比較 的 低 温 の熱處 理 に よ り良 好 な磁 無 異方 性 を 蜜 現 し得 るこ とを認 め た. この 事 につ いて第1報 及び 第2報 温分 け て 記述 す るが, 本 第1報 におい ては先 ずX線 極點 圖法 及 び磁 化廻 簿 力計 法 に よ る冷 間壓 延 聚合 総織 及び 再結 晶聚 合組織 の決 症,及 び .冷閥壓 延鈑 内 の帯状組職 の護 生 につ い て 行つ た實 験結 果 を 簡單 に述 べ る. 尚 本 研究 は著 者 らの金屬 材料 の結 晶學 的 異 方性 に 蘭 す る研究 の 一部であ る。 II.試 料 及び そ の製 造工 程 高 周 波 電 氣爐 に よ 参,次 の 組 成 の 珪 素 鋼 を 熔 製 し た. Si=2.97%, C=0.03,%, Mn=0.12%,
10研究 第13巻 S<0.02%,P<O.02%. 50×200×450mniの 鋳塊 を熱 間魅 延 に よ り,厚さ35rnm 迄壓 下 し, これ を800。 に おい て長 時 間充 分 に函 焼 鈍 を 行 っ た 後酸 洗 して原鈑 とした ・四 段 ロー ルを 用 い て3.5 mm よ り1mm迄 常 温壓 延 を行つ た 後800。 に お いて3時 闇 水 素焼 鈍 を行 い,こ れ を更 に0.35mm迄 第2回 冷間壓 延 を 行 い,續 い て800。 で3時 問 水 素焼 鈍 を實 施 した.一 方, 1mni鈑 を凾焼 鈍 せ る もの を第2回 冷 間堅 延 を 行つ た が, 0.47mm以下 に達 す ると〓 裂 を生 じた.こ の間,試 料 を採 取 したが 試 片 の記 號 はTable 1の 如 くに定 め る. III.實 験 結 果
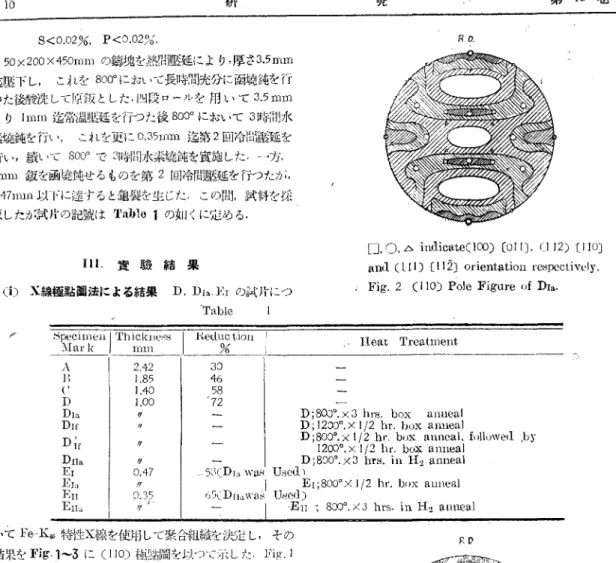
(i)X線 極點 圏法 に よる 結果 D,D〓EIの 試 片に つ Fig. 2 (110) Pole Figure of Dia.
いてFe-Ka特 性X線 を使 用 して聚 合組 織 を決定 し,そ の
結 果をFig.1∼3に(110)極點 を以 つて 示 した. Fig.1
Fig. 3 (110) Pole Figure of EI
Fig. 1 (110•jPole Figure of 70% Cold-rolled Silicon. Steel. のDは,純 鐵 の冷間壓 延 組 織 或い はC.S. Barrett等 の 實験 結 果(2)と大鎧 同 じで あ るが,(111)-〔112〕 方 位 が 比 較 的多 い.Fig.2に 示すD〓 に お いで は冷間壓 麺状 態 よ りもX線 廻 折 環 の集積 か 覇い か,大體 において 冷 間壓 延 方 位 か分 散 せ る状態 と見 る こ とが 出 來る
(2)C.S. Barrett,G, Ansel&R,F. Mehl,Trans.
A.LM.E., 125 (1937), 516.
Fib.3のEIに おいて は,(111)-〔112〕 配 向が 主方 位 と なつ て い る. 尚 これ ら各試 片の 結 晶 異方性 の蝕 膿 に よ る定 量 的結 果は 後 報 におい て 述 べ る. (ii)磁 化廻轉 力計 に よ る測 定 結 果 各試 片に對 す る磁 化廻轉 力曲 線 はFig,4.5,6の 如 くで あ る. この曲線 によれは,D1aは 冷 間壓 延 方 位 よis(110))-〔OO1〕方 位 に近 づ いた 再結 晶 配 向 となつ ℃ い る事 が定 性 的 に認 め られ るが,に れはFig.2のx線 り結 果 で は判然と して い ない.EIに おい ては(111)配 向 の多 い 事 を示 し,第12號 珪 素鍋 飯 の聚合組 織 の磯(第1報) 11 X線 に よる結 果 とよ く合致 す る.
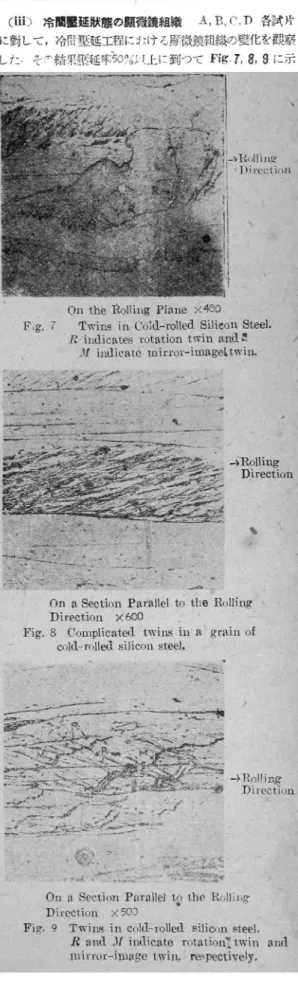
DIfは800。 に おい て 先つ 焼 鈍 して第 一次 再結 晶 を完 了 さ に野 して,冷間壓 延 工程 におけ る顯 微 鏡組 織の 饗 化 を観 察(iii)冷間壓 延状 態 の顯 微 鏡組 織A,B,C,D各 試 片
した.その 結 果壓 延率50%以 上 に到 つ てFig.7,8,9に 示
Fig. 4 Torque Curve ,f D ,Dr:, and Dii.
FIg. 7
Twins in Cold-rolled Silicon Steel.
R%iudicates rotation twin and
M indicate mirror-imagettwin.
Fig. 5 Torque Curve4 of Dm and DIf
Fig. 8 Complicated twins in a grain of
cold-rolled silicon steel.
Fig.6 Torque Curves -of El, Era and EIIa.
せ た 後,1200。 で 更 に30分 焼 鈍せ る もの,DIfは1200。 に 急 熱 して焼鈍 した もの で あ るが,そ れ らの再 結 晶粒 の大 い さ も,磁 化廻轉 力 曲線 も殆 ど同一 で あ り,而 も粒 の大 い さは Dleの約5倍 に して 磁 化 トルク もDlaの 場 合 より 大に な つて い る.これ か ら推 察 す る と,12000に 焼 鈍す る とい ふ こ とは,一 次 再結 晶完 了後,集 合 結 晶現 象Sammelkristalli-cation)に よ り,(110)-〔001〕 配 向の結 晶粒 の選擇 酌 粗大 化 が 行わ れ るもの と考 え られ,後 報 にお いて 蝕 織 に よ る確 證を述 べる如く事實こ の ような現 象 が存 在 す るの で あ る. Eを 低温 藻處 理 せ る ものけ.Dを 同一熱處 理 せ るもの よ り も,磁 化 トル クは稍〓 小 さい.又 全體的 に見 て,800。 附 近 の 焼 鈍 で は,水 素 焼 鈍 と函 焼 鈍 の差 異 は異 方性 に野 して は そん な に影 響 して おち ない.
Fig. 9 Twins in cold-rolled- silicon steel .
R and It indicate
rotation: twin and
Pnirl'or-i2I age twin, respectively.
12 研 究 第13巻
す 如 く,伸長 せ る結 晶粒 内 に帯 状 組 織 が認 め られた.こ の よ
うな帯状 組 織 につ いて は, Deformation band.と 名 付 け
られ,既 にC,S.Barrett等(3)に よつ て廣 汎 な研究 が 行
わ れ てい る.
C.9.Barnttに よれば, Dcformation band内 の結 晶
格 子 は多 重 のた りに よつ て次 第 に廻轉 して變 形 聚 合組 織 の 方 位 に近 づ く としてい るが,.Fig.9に 示 す 如 く,Mで示 す機 械 的双 晶(著 者等 は これ を鏡 映 双晶 と呼 ぶ) が,一 群の Deformation baud.(Rで示 す) と交 叉 して い る状况 を 見る と,band内の結晶格子の 廻轉は多重 の辻 りよりも む しろ鏡映双晶の發生と 同 様 な一 定結晶方向に對す る連鎖的 原子運 動 に よ り發生 したも の と見た方が良 く,又 後報 の集 合 結晶 過 程 に よる研 究 に鋳 して も妥當 と考 え,著 者 らは こ れ を廻轉 双 晶(Rotation twin)と 名 付 け る毎 とした.即ち, 珪 素鐵 の場 合 には鏡 映 双 晶 と廻轉 双晶 とみ2種 が 存 在 し, 鏡映 双 晶 の方 は突 然 的 に形 成 され,そ の幅 は比 較 的狭 く, 廻轉 双 晶 の方 は漸 進 的に増 加 す る原 子 の連鎖 的 移 動 の重疊
(3) C. S. Barrett, Trans. A. I. .I. E., 135
(1939), 296. に よつ て徐 々に形 成 され た もの と考 え られ る.廻轉 双 晶 の 方 は相 當に 幅 が廣 い. IV.考察 從 來 の異 方性 珪素 鋼鈑 の製造 方 法(1)であ る強 冷間壓 延 と 1000゜以上 の 高温 焼鈍 の必 要性 は上 述 の結 果 か ら推 察出 來 る.第2報 に記述 す る蝕 線 に よ る結果 と共に 大體 次 の如 き 事 が 言 え る.冷間壓 延 度 を増 加 す るに 從 つ て,鏡 映 双晶 及 び廻轉 双晶 の量 が増 加 す る.これ に伴 つて 廻轉 双晶 の轡 曲, 鏡映双晶 の 屈曲 も行われ る.こ のよう な 双品 の形 成は,再 結晶 に 際 して容 易磁 化 鰍 〔100)を壓 延 方 向 に眉 す る結 晶毅 として 獲達 す べ き再 結晶核 の数 を増 大せ しめる もの と考 え られ る.而 して 高 温焼鈍 に よ り集 合結 晶現 象 を 行わ せ る事 によつ て.〔100〕配向の結 晶 粒 の塔 大 が 行わ れ る.こ の事 實 は 工業 的 に も重要 性 が あり,こ れ は後 報 に記述 す る. 終りに臨 み懇 篤 な る御 指 導 を頂 い た志村 繁 隆先 生,試 料 の製造 に 御盡 力下 さつた 東 京芝 浦 近氣 柳 町 工場 金屬 製 造部 奥村保吉, 不 二 門 章兩 氏 以 下の各 位 に感 謝 の意 を表す る次 第 で あ る.