1. 緒言
圧延におけるロールの組替・切削回数の増加は製造コス トの増加につながるため,改善が必要な課題である1,2)。そ こでCr,Mo,W,Vなどを含有し,耐摩耗性・耐肌荒れ性 に優れたハイスロールが熱間圧延仕上げ後段ロールで使用 されることが望まれている3)。しかしハイスロールは機械 的特性に優れる4,5)反面,従来のニッケルグレンロールな どと比較して熱膨張率が大きい。また機械特性に優れてい ることから,熱膨張分が摩耗によって相殺される量が小さ い。これらのことから熱間圧延中に生じるサーマルクラウ ン量が従来のロールに比べ顕著になる6–8)。サーマルクラ ウンは製品のプロフィールや平たん度に影響することから ハイスロールを仕上げ後段ロールで使用する際の課題の一 つとなっている。 そこでサーマルクラウンの問題を解決するため,高精度 な熱延ロール挙動のコンピュータシミュレーションが求め られている。この解析を行う際,被圧延材と圧延ロールの 間の接触界面の熱伝達係数をより高精度な値とする必要が ある。被圧延材と圧延ロールの接触界面の熱伝達係数に影 響する因子は,圧延ロールと被圧延材の接触面圧,被圧延 材の酸化膜,ロール表面に生成する酸化膜(以下黒皮),酸 化膜の表面粗さなどが挙げられる9,10)。その中でも黒皮は 実験室内で模擬的に生成することが難しかったことから, 接触界面の熱伝達係数と黒皮の関係は不明な点が多い。黒 皮は酸化膜の一種でありロール材料に比べて熱伝導率が小 さく,断熱効果を持っている11)。よって,黒皮の厚みによっ て熱伝達に影響があると考えられる。 黒皮はロールが被圧延材に接触することでロール表面に 生成される。その生成過程では被圧延材からの入熱だけで なく被圧延材の酸化膜の影響を受けている可能性があり, 被圧延材の種類によって生成される黒皮の厚みに違いが生 じる可能性がある。よってロールの熱膨張を正確に把握す るためには,被圧延材が及ぼす圧延ロール表面に生成する 黒皮への影響を調べる必要がある12–18)。 これらの背景から本研究では熱間圧延の黒皮を模擬した 酸化膜を実験室内で生成し,被圧延材と圧延ロールの接触 界面の熱伝達に黒皮が与える影響を調査することを目的と した。本研究では熱間圧延におけるロールと被圧延材の接 触を一軸の加圧による接触とモデル化した試験を繰返し行 うことでパンチ材の表面に黒皮と同じ成分の酸化膜を生成 させた19)。その際,被圧延材には種類の互いに異なるもの を用いてパンチ材に生成される黒皮の厚さの違いを調査 した。さらに被圧延材から圧延ロール側への熱伝達におい て,実験と解析から温度を比較することで接触界面の熱伝 達係数を求め,黒皮の厚みが被圧延材から圧延ロールに熱 が移動する際に及ぼす影響について調べた。熱延ロールに生じる黒皮の熱伝達に及ぼす影響
藤原 昌平
1)・阿部 英嗣
1)・湯川 伸樹
1)*Influence of Work Roll Surface Oxide Scale on Interface Thermal Transfer
Shohei Fujiwara, Eiji abe and Nobuki Yukawa
Synopsis : In hot rolling processes, an accurate prediction of thermal expansion of work rolls is necessary because it affects profile of strips. A precise
calculation of thermal expansion requires an accurate heat transfer coefficient between the roll and the strip, and the oxide scale on the surface of the work roll (mill scale) is one of the important factor that affects the heat transfer coefficient. Although clear relation between the mill scale and the heat transfer coefficient is required, it has not clarified because forming mill scale in a laboratory is difficult. In this study, first, we developed a generating method of the mill scale of hot rolling mill in a laboratory. Uniaxial compression contact experiments are used to simulate the contact between the work roll and the strip during the hot rolling. An oxide scale layer that simulates the mill scale was obtained on the surface of punch. The thickness of mill scale which was generated from the different kinds of strips material was measured. Second, the interface heat transfer coefficient for various thickness of mill scale are measured. Heat transfer coefficient is obtained from comparing the measured temperature of punch and the results of computer simulation by FEM. From these results, the relation between the thickness of mill scale and the heat resistance is clarified.
Key words: hot rolling; thermal expansion; heat transfer coefficient; mill scale.
平成30年4月6日受付 平成30年9月6日受理(Received on Apr. 6, 2018 ; Accepted on Sep. 6, 2018)
1) 名古屋大学大学院工学研究科(Department of Materials Science and Engineering, Nagoya University, Furo-cho Chikusa-ku Nagoya 464-8603) * Corresponding author : E-mail : [email protected]
DOI : https://doi.org/10.2355/tetsutohagane.TETSU-2018-049
2. 黒皮生成実験
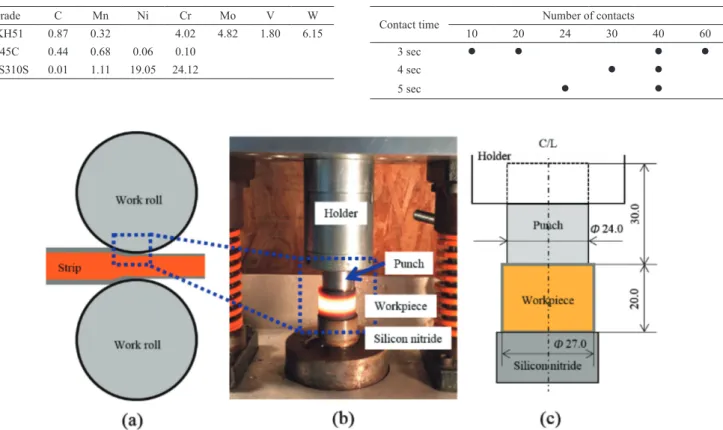
2・1 実験方法 本研究ではFig.1に示すように,圧延におけるロールと 被圧延材の接触を一軸の加圧における接触とモデル化し, 圧延ロールを模擬したパンチ材を,被圧延材を模擬した被 加工材(以下被圧延材)に繰り返し接触させることで,パ ンチ材の被圧延材との接触表面に黒皮を生成させる実験を 行った19)。 パンチ材にはハイスロールを模擬した市販の高速度工具 鋼SKH51を,被圧延材にはS45CまたはSUS310Sを用いた。 用いた試料の化学組成をTable 1に示す。それぞれ円柱形 状の材料を用い,その直径と高さはパンチ材はφ24 mm× 30 mm,被圧延材はφ27 mm×20 mmとした。 実験の手順は以下の通りである。まず10個の被圧延材 を内部温度が1180℃に保持してある大気炉(YAMATO科 学製大気炉FO310)で20分加熱した。大気炉から被圧延材 を一つ取り出し,熱間圧延のデスケーリングを模擬して市 販の霧吹きで被圧延材に水を噴霧し,金属棒で叩き被圧延 材の1次酸化膜を除去した。その後,被圧延材を直径φ30, 高さh30の窒化ケイ素のダイスの上に移動させ,Fig.1に示 すようにパンチ材と被圧延材を50 MPaで接触させた。実 際の圧延における冷却水の付着模擬するため,接触前に パンチ材表面に水を噴霧した。噴霧量は約0.0018 mL/mm2 である。また比較のため,水を噴霧せずに接触させる実験 も行った。加熱した被圧延材を大気炉から取り出してか ら9.9秒でパンチ材と接触,10秒で50 MPaの一定面圧に 至るように試験機の荷重と時間を設定した。実験装置は MARUI社製の構造部材疲労試験装置を使用した。 パンチ材と被圧延材の接触保持時間は3,4,5秒とし,被 圧延材取り出しから接触までの操作は1分おきに1回とし, 接触回数は最大60回とした。実験を行った接触保持時間と 接触回数の条件はTable 2に示す。黒丸がついた条件が実験 を行った条件である。被圧延材10個を接触し終えた後は, 再度1180℃で保持した大気炉で20分間加熱した。 黒皮生成試験後,酸化膜が生成したパンチ材表面をワイ ヤーカッターで5×10×t2 mmに切り出し,パンチ材表面 の成分をXRD(リガク社試料水平型X線回折装置)で分析 した。その後切り出した試料をフェノール樹脂で樹脂埋め し,120,400,1000,2000番のエメリー紙で湿式研磨した 後,SEMを用いて生成したパンチ材表面の酸化膜の断面を 観察ならびに厚さを測定した。生成した酸化膜の厚さは酸 化膜部分の面積を画像処理ソフト(ImageJ)で求め,囲ん だ面積部分の水平長さで割ることで計算した。各実験条件 3か所ずつ画像を撮影し,それぞれの条件で計算した酸化 膜厚さを平均して求める酸化膜厚さとした。 2・2 実験結果・考察 実験後のパンチ材の表面を観察し,各実験条件において Table 1. Chemical compositions (mass%).Grade C Mn Ni Cr Mo V W
SKH51 0.87 0.32 4.02 4.82 1.80 6.15 S45C 0.44 0.68 0.06 0.10
SUS310S 0.01 1.11 19.05 24.12
Table 2. Experiment condition. Contact time Number of contacts
10 20 24 30 40 60
3 sec
●
●
●
●
4 sec
●
●
5 sec
●
●
Fig. 1. Experiment configuration (a) schematic of actual rolling, (b) photo of experiment and (c) schematic of experiment. (Online version in color.)
Fig. 1. Experiment configuration (a) schematic of actual rolling, (b) photo of experiment and (c) schematic of experiment. (Online version in color.)
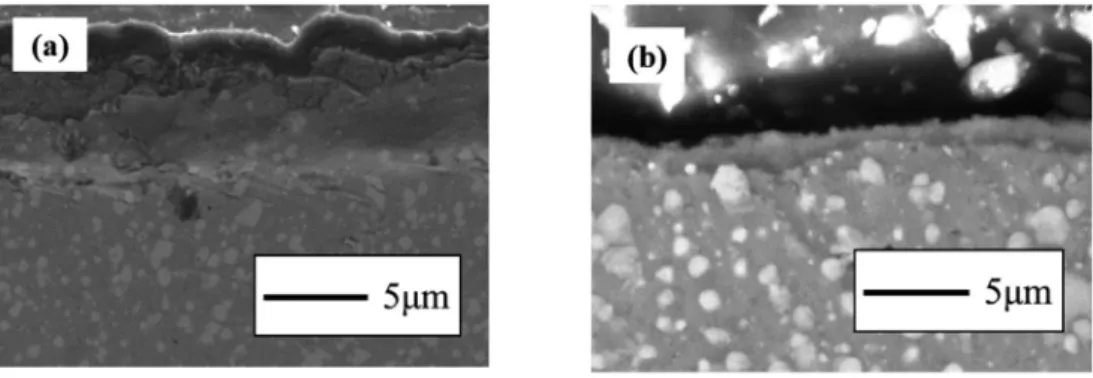
被圧延材の違いで比較すると,被圧延材がS45Cである場 合の方が,被圧延材がSUS310Sである場合よりも生成し たパンチ材表面の酸化膜の色が濃くなっていることがわ かった。またパンチ材と被圧延材の接触回数が増加するに つれてパンチ材表面の酸化膜の色が濃くなっていることが 分かった。Fig.2(a),(b)に被圧延材と接触した後のパン チ材表面のXRDの分析の結果を示す。実験を行ったすべ ての条件で被圧延材S45C,SUS310Sいずれの場合もFe3O4 のピークが確認できた。また得られた回折線強度比から濃 度を求め,酸化膜の主成分はFe3O4であることがわかった。 Fig.3にパンチ材を被圧延材に接触する前に水噴霧を行わ なかった場合(被圧延材S45C,接触時間3秒,接触回数40 回)の場合のXRD分析結果を示す。この場合には酸化膜の 主成分はFeOであることが分かる。 過去の知見から実際の圧延工程で圧延ロール表面に生 成される黒皮の主成分はFe3O4であること,また水による ロール冷却を行わない場合には黒皮が生成しないことが 分かっている15,20–23)。以上のことから本研究の実験条件で パンチ材に黒皮を模擬した酸化物が生成できることが分 かった。以降,パンチ表面に生成した酸化物を黒皮と呼ぶ ことにする。Fig.4(a),(b)にはSEMで観察した黒皮の断 面画像を示した。Fig.4の断面画像から生成された黒皮は被 圧延材がS45Cであるときの方が,SUS310Sの場合と比較 して厚く生成していることが分かる。SEMを用いて生成し た黒皮の厚さを測定した結果をFig.5に示す。Fig.5は被圧 延材の種類,接触保持時間,接触回数を変化させた各条件 における黒皮の平均厚さの測定結果を示している。この図 から被圧延材がS45Cで生成された黒皮の方が,被圧延材 がSUS310Sで生成された黒皮よりも厚いことが分かる。ま た被圧延材がいずれの場合も,接触回数が増加するにした がって黒皮厚さが増加することもわかった。 ここで被圧延材の種類の違いによって黒皮厚さに違いが 生じる理由を考察する。被圧延材が変わると黒皮生成量が 変化するということは,すなわちロール表面が大気中の酸 素と反応して直接酸化しているわけではないことを示し ている。水噴霧の有無により生成する酸化膜の主成分が変 化するなど,過去の知見15)と同じ結果が得られている。こ れらのことより黒皮の過程については被圧延材の酸化膜
Fig. 2. XRD results of punch surface in experiment condition (a) workpiece S45C (b) workpiece SUS310S.
Fig. 3. XRD results of punch surface. Experiment without water.
が水や水蒸気と反応してFe(OH)2などの中間生成物が生 成し,それが圧縮時にパンチ材側で反応し,Fe3O4が主成分 の黒皮になるとする考え15,23)を支持していると思われる。 SUS304Sの場合,被圧延材表面は強固なCr系酸化物で覆わ れていると考えられ22),接触時にSUS310Sからパンチ材と の界面へのFeの拡散がS45Cより少ないことにより中間生 成物の生成が少なく,そのため黒皮厚さが薄くなったと考 えられる。
3. 熱伝達係数測定実験
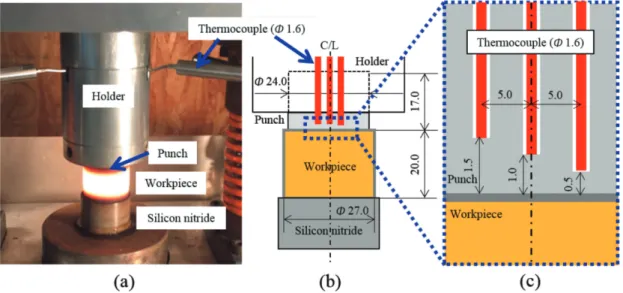
被圧延材からパンチ材への熱伝達に黒皮が及ぼす影響を 調査するため,黒皮の厚さと被圧延材とパンチ材の接触界 面の熱伝達係数の関係を調査した。接触界面の熱伝達係数 を決定するため,まずパンチ材に熱電対を挿入し被圧延材 (S45C/SUS310S)を接触させ,温度履歴を測定する実験を 行った。続いて温度測定実験を再現した有限要素解析を行 い,校正曲線を作成し実験値と解析値の誤差が小さくなる よう解析を繰り返すことで,接触界面の熱伝達係数を同定 した。 3・1 温度履歴測定実験 高温の被圧延材にパンチ材を接触させ,パンチ材内部に 挿入した3本の熱電対から,パンチ材内部の温度上昇量と 時間の関係を測定する。 3・1・1 実験試料 実験に用いるパンチ材はSKH51で形状は直径φ24 mm, 高さh17 mmとした。被圧延材は2章の黒皮生成実験と同 じ形状と組成である。ダイスは窒化ケイ素で2章と同じ形 状と組成である。パンチ材には3本のφ1.6のシース型K熱 電対を埋め込むため,端面の中心から半径5 mmの円周上 に120°毎に上部から直径1.7 mmの穴を3か所にあけた。そ れぞれ深さを下端から0.5 mm,1.0 mm,1.5 mmとした。パ ンチ材に穴を空ける加工を行ったあと,続いて黒皮生成実 験を行い,パンチ材表面に黒皮を生成させた。黒皮を生成 するための接触保持時間と接触回数はTable 2の通りで,被 圧延材がS45CとSUS310Sの場合で16種類の実験条件で パンチ材に黒皮を生成させた。パンチ材の穴と熱電対の位 置さらに実験の概略図をFig.6に示す。温度履歴測定実験 に使用したシース直径φ1.6 mmのK熱電対の応答速度は 63.2%で0.9 sec,99.9%で2.1 secである。実験装置は2章の 黒皮生成実験に用いたものと同じである。 3・1・2 実験方法 ま ず 被 圧 延 材(S45Cま た はSUS310S)を 大 気 炉 (YAMATO科学社製大気炉FO310)で温度1080℃,保持時Fig. 6. Experiment configuration (a) photo of experiment, (b) schematic of experiment configuration and (c) scope of punch and thermocouple. (Online version in color.)
Fig. 5. Relation between number of contact and thickness of scale. (Online version in color.)
Fig. 5. Relation between number of contact and thickness of scale. (Online version in color.)
Fig. 6. Experiment configuration (a) photo of experiment, (b) schematic of experiment configuration and (c) scope of punch and thermocouple. (Online version in color.)
間10分で加熱した。黒皮生成実験でS45Cを被圧延材に 用いた場合は,温度履歴測定実験においても被圧延材を S45Cとした。SUS310Sを用いた場合は,SUS310Sを被圧延 材として用いた。その後被圧延材を大気炉内から取り出し て,窒化ケイ素のダイの上にセットした。この際黒皮生成 実験とは違い,被圧延材表面の酸化膜のデスケーリングは 行わなかった。そして熱電対を挿入した黒皮付のパンチ材 と50 MPaで接触させてから30秒間の温度履歴を0.1秒ご とに測定し,データロガーに記録した。実験において被圧 延材を炉から取り出してパンチ材と接触させるまでを7.9 秒,その後0.1秒で一定面圧50 MPaに至るように設定した。 3・2 有限要素解析 3・2・1 解析モデルと解析方法
解析ソフトとしてScientific Forming Technologies社の二
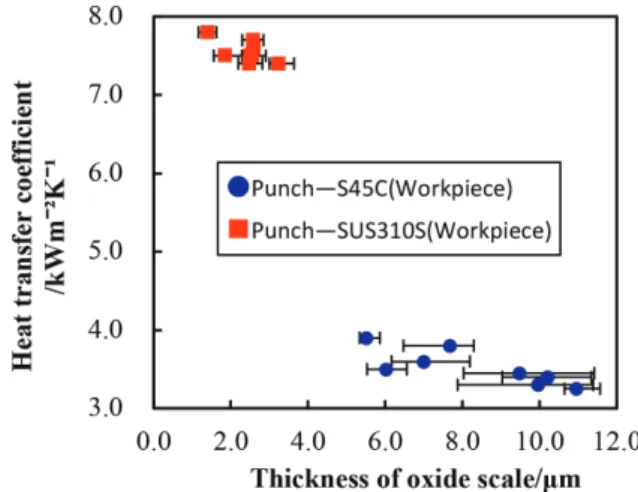
次元剛塑性有限要素解析ソフトDEFORM-2DTMを使用し た。解析は軸対称モデルで行い,加熱試験片は剛塑性体に, その他の物体は剛体とした。パンチ材の要素数は10000, 熱電対の要素数は1000,その他は5000として解析モデル を設定した。過去の知見から空気と各物体の間の熱伝達係 数は0.1 kWm−2K−1,試験片−ダイスの間の熱伝達係数は 0.5 kWm−2K−1とした24)。 解 析 に お い て 試 験 片 の 初 期 温 度 は 実 験 値 と 同 様 に 1080℃とした。大気炉から試験片を取り出してパンチ材に 接触するまでに7.9秒経過するため,被圧延材は移動中に 空冷され,接触時には被圧延材の温度は均一ではなく温度 分布があると考えられる。そこで解析においても7.9秒の うちの最初の4秒は空冷のみによる冷却,のちの3.9秒は空 冷およびダイスとの接触による冷却を考慮した解析を行っ た。 続いて有限要素解析を用いてパンチ材−被圧延材間の熱 伝達係数を変化させた熱移動解析を実施し,パンチ材内部 の温度履歴の解析結果と実験の温度履歴を比較した。温度 の解析値と実験値の誤差が最も小さい時に解析で設定した 熱伝達係数を,パンチ材−被圧延材間の熱伝達係数として 求めた。 パンチ材−被圧延材間の熱伝達係数は一定値なので,接 触直後は接触界面の圧力変化の影響から,実験値と解析値 の差が大きい。そこでパンチ材内部の温度が最も高くなる 付近の時間において,実験値と解析値の誤差が小さくなる 時の熱伝達係数を求めた。判断方法として実験値と解析値 の誤差の標準偏差をとり,最も値が小さい時の熱伝達係数 を求める熱伝達係数とした。最高温度付近の誤差を採用し たのは以下の理由である。最高温度付近では温度が一時的 に定常状態となる。これは試験片からパンチ材への入熱と 実験装置からの抜熱が釣り合っていることを示している。 よって最高温度付近を一致させることで,被圧延材からの 入熱と実験装置からの抜熱を再現できると考えられるから である。 3・2・2 解析の結果 Fig.7にパンチ材温度の実測値と解析値をフィッティン グした結果の一例を示す。Fig.7(b)には拡大図を示した。 Fig.7は黒皮生成実験で被圧延材にS45Cを用いて,接触保 持時間を5秒,接触回数を24回として黒皮を生成した場 合であり,熱伝達係数は3.7 kWm−2K−1であった。黒皮生 成実験の各条件で求めた黒皮厚さと熱伝達係数の関係を Fig.8に示す。黒皮の厚みの増加によって熱伝達係数が減少 していることがわかる。被圧延材がSUS310Sの場合は被圧 延材自体の酸化膜の厚みが小さい。被圧延材の酸化膜は純
Fig. 7. (a) Temperature change of punch and fitting curves (b) enlarged view between 12-15 s. (Online version in color.) Fig. 7. (a) Temperature change of punch and fitting curves (b) enlarged view between 12-15 s. (Online version in color.)
鉄に比べて熱伝導率が小さいので断熱効果がある。よって 酸化膜が薄いほうが熱抵抗が小さく熱が伝わりやすいの で,熱伝達係数が大きくなると考えられる。被圧延材の影 響に関わらず,断熱効果のある黒皮の膜厚が増加すること で熱伝達係数が減少したと考えられる。
4. 考察
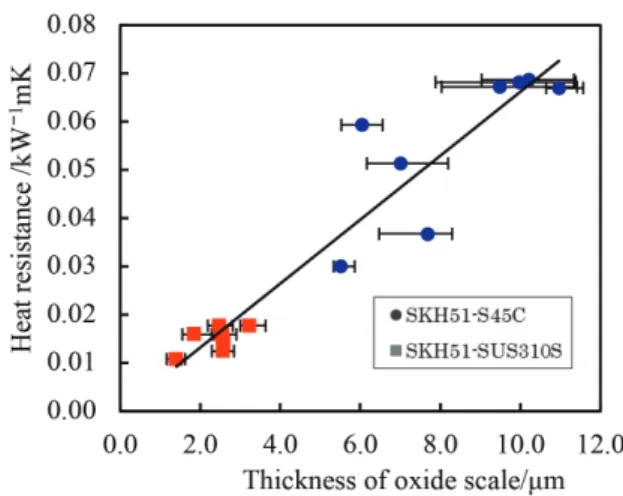
解析モデルでは被圧延材の酸化膜と黒皮はモデルを作ら ず,存在を被圧延材とパンチ材の接触界面の熱伝達係数に 反映させた。よって,黒皮の厚さが熱伝達に与える影響を より明確化するため,被圧延材からパンチ材への熱伝達で 決定した熱伝達係数の逆数である熱抵抗を考える。Fig.9に 示すように被圧延材からパンチ材へ熱が伝わる際の熱抵 抗は5つの部分に分けることができると考えられる。すな わち被圧延材の母材と酸化膜の間の熱抵抗Rworkpiece-scale,被 圧延材の酸化膜の熱抵抗Roxide scale,被圧延材の酸化膜とパ ンチ材の黒皮の接触界面の熱抵抗Rinterface,黒皮の厚みに比 例する熱抵抗Rmill scale,パンチ材の母材と黒皮の間の熱抵抗 Rmill scale-punchである。従って被圧延材からパンチ材に熱が伝 達する際の熱抵抗Rは(1)式で表される。 (1)Rworkpiece-scaleとRmill scale-punchは 化 学 反 応 で で き た 界 面 で あ
る こ と か ら,Roxide scale,Rinterface,Rmill scaleに 比 べ る と 十 分 小
さい値であると考えられる。よって本研究においては
Rworkpiece-scaleとRmill scale-punchは無視し,(2)式を用いた。
(2) 被圧延材は加熱前に表面を研磨しているので,表面粗さ は被圧延材同士で差異がないようにした。また被圧延材は すべて加熱時間を10分にしているので,加熱後の被圧延材 の酸化膜厚さはほぼ同じと考えることができる。よって接 触時の被圧延材の酸化膜厚さと酸化膜の表面粗さに大きな 違いがないと仮定した。以上より(2)式において,本実験
においてはRoxide scale,Rinterfaceの値は黒皮の厚みに関わらず一
定値をとると考えることができる。 熱抵抗は熱伝達係数の逆数であり,黒皮厚さに対するプ ロットを行ったものをFig.10に示す。いずれの被圧延材の 場合でも黒皮厚さと全体の熱抵抗はほぼ直線関係にあるこ とが分かる。この図の値と切片の値(黒皮厚さ0)の差が黒 皮に対する熱抵抗であると考えられ,それと黒皮の厚みの 関係をFig.11に示した。この図から黒皮の熱抵抗は被圧延 材がS45Cの場合,SUS304Sの場合かかわらず,統一してほ ぼ比例関係を示していることが分かった。以上の結果を利 用して,熱間圧延における圧延ロールの被圧延材からの熱 移動解析において,表面の黒皮を考慮した解析をする際, Fig. 8. Relation between thickness of oxide scale and heat
transfer. (Online version in color.)
Fig. 9. Schematic of heat transfer from workpiece to punch. (Online version in color.) Fig. 8. Relation between thickness of oxide scale and heat
transfer. (Online version in color.)
黒皮の厚みに依存する熱抵抗の関係を利用して界面の熱伝 達係数を決定することができ,より高精度の解析を行える と考えられる。
5. 結言
種類の異なる被圧延材を用いて,実験室内で黒皮生成実 験を実施した。また黒皮を生成した試料を用いて実験と解 析から接触界面の熱伝達係数を同定し,熱伝達係数から計 算処理を行い黒皮の厚さと黒皮の熱抵抗の関係を調査し た。以上の実験と解析から,以下の知見を得た。 (1) 一軸の接触加圧による試験によって実験室内で黒皮を 模擬した酸化膜を生成することができた。また被圧延 材がS45C,SUS310Sどちらの場合でも,デスケーリン グ,水噴霧を行うことにより主成分がFe3O4である酸 化膜ができることが分かった。 (2) 被圧延材がS45Cの時に比べて,SUS310Sの時はパンチ 材に生成する黒皮が薄いことがわかった。この結果か ら黒皮の生成には被圧延材のFeの拡散が影響している 可能性があると考えられる。また接触回数が増加する につれて黒皮の厚みが増加した。これもFeの拡散が影 響していると考えられる。 (3) 熱伝達係数測定実験では,黒皮の厚みが増加するにつ れて,接触界面の熱伝達係数が減少することが分かっ た。 (4) 黒皮の熱抵抗は黒皮厚さが増加するのに比例して増加 しており,黒皮の熱抵抗は黒皮厚さで整理できること が分かった。 文 献 1 ) 中島浩衛,山本普康:大同工業大学紀要,31(1995), 37.2 ) R.Nawata, Y.Sugimura and Y.Sano: J. Jpn. Soc. Technol. Plast.,
36(1995), 1128.
3 ) J.Ikeda: J. Jpn. Soc. Technol. Plast., 40(1999), 17.
4 ) K.Goto, Y.Matsuda, K.Sakamoto and Y.Sugimoto: ISIJ Int., 32(1992), 1184.
5 ) Y.Sano, T.Hattori and M.Haga: ISIJ Int., 32(1992), 1194. 6 ) A.Ishikawa: Nisshin steel Tech. Rep., 73(1996), 55.
7 ) M.Hashimoto, T.Kawakami, T.Oda, R.Kurahashi and K.Hokimoto:
Nippon Steel Tech. Rep., 356(1995), 76.
8 ) T.Tsuchihashi, J.Satoh, T.Shiraishi, K.Kawashima, K.Hirata and Y.Ooike: CAMP-ISIJ, 9(1996), 968.
9 ) J.D.Fletcher and J.H.Beynon: Ironmaking Steelmaking, 23(1996), 52. 10) S.Araya: CAMP-ISIJ, 10(1997), 397.
11) H.Okada: Nippon Steel & Sumitomo Metal Tech. Rep., 401(2015), 75.
12) T.Fukawa: Tetsu-to-Hagané, 82(1996), 63. 13) K.Fukuda: Tetsu-to-Hagané, 84(1998), 345.
14) 南口誠:天田金属加工機械技術振興財団研究概要報告書・国
際交流報告書,20(2008), 65.
15) Y.Sekimoto, M.Tanaka and T.Yoshimura: Tetsu-to-Hagané, 61(1975), 869.
16) T.Oohata, T.Hattori, G.Sano and J.Kihara: CAMP-ISIJ, 3(1990), 422. 17) S.Araya, T.Inoue and S.Uchida: CAMP-ISIJ, 10(1997), 1076. 18) K.C.Hwang, L.Sunghak and L.Eonsik: Tetsu-to-Hagané, 83(1997),
383.
19) S.Fujisaki: CAMP-ISIJ, 28(2015), 451, CD-ROM.
20) K.Kusabiraki, T.Sugihara and T.Ooka: Tetsu-to-Hagané, 77(1991), 123.
21) H.Hori: Tetsu-to-Hagané, 55(1969), 163. 22) M.Kikuchi: Sanyo Tech. Rep., 21(2014), 1, 11.
23) H.H.Kim, J.W.Lim and J.J.Lee: ISIJ Int., 43(2003), 1983. 24) Y.Nakashima: J. Jpn. Soc. Technol. Plast., 55(2014), 1124. Fig. 10. Relation between thickness of mill scale and total heat