⑥
株式会社イクロス
木質バイオマス燃料(木チップ)を利用する小型
温風暖房機の開発
1.
事業目的
現代社会では蒸気や温水など、生産工程のエネルギーとして、また日常生活の身の回りでも必 須の熱エネルギーとなっており、そのエネルギー源は大部分が重油や灯油の化石燃料に依存して いる。重油や灯油を 1 リットル燃焼すると 2.5kg の CO2 が発生し、国全体、世界規模で考えると 想像を絶する CO2 が発生していることになる。 木質バイオマスを燃焼するとカーボンニュートラルによって CO2 の排出はカウントされない。 これは CO2 が増加しないという事で、CO2 の削減に効果がある。例えばある生産工場で 1 日に 1000 リットルの重油を燃料として使用していたとすると、これを木質バイオマス燃料に置き換えると、 毎日 2500kg の CO2 を削減し、年間にすると 91.25 トンも削減する事になる。毎日 1000 リットル の燃料というのは、実際には決して多い量ではなく、このような工場は数多く存在し、また工場 だけでなく温泉やスーパー銭湯、養殖場などでも多量の燃料が毎日使用されている。 当社はこのような状況に着目し、そういった事業所向けに木質バイオマス燃料を使用するボイ ラとして温水ボイラを製品化し、現在は蒸気ボイラも製品化を目指して開発している。しかし、 今回の計画は、前述した通り、すでに一般の生活レベルでも意識されている CO2 削減を具現化す るために、これらの小型製品として家庭用または小規模事業所や温室栽培(ビニルハウス)向け の製品を新たに低価格製品を開発する意義を確信し、計画を進める事にした。 木質ペレットは木を一度破砕(粉砕)し、それを圧縮して成形した燃料であるため、ペレット 自体の値段が少々高い。しかし、圧縮成形しない破砕したそのままの形状であれば値段は格段に 下がる。当社のボイラはこの破砕しただけのチップを燃料とする事で、3 万 kcal/h の小型温風器 を開発する事を目的とする。2.
事業実施目標
小型温風機の開発で、販売ターゲットは家庭用または小規模事業所や温室栽培としているが、 家庭での暖房(ストーブ)や小規模な工場または、ビニルハウスなどの温室栽培を想定している。 北海道や東北の寒冷地方だけでなく、温室栽培なら全国的に行われており、例えば関西であっ ても、四国であってもビニルハウスをボイラで加温している件数はたくさんある。当社への問い 合わせの半数以上は寒冷地方以外からであった。木質ペレット(写真②)だけでなく、チップ(写 真①)を燃料にすることで、他の製品よりメリット性も上がり、コスト削減を行えるため、多く の需要があると考えている。チップ燃料に関しては、当社の燃焼炉では以前から使用実績があり、 効率良く燃料として使用している。 温風器と言っても、もちろんビニルハウスだけがターゲットではないが、設置スペースを縮小 するため、小型製品を開発する事が目標である。今ある空調設備に増設するまたは別設置する事 になるため、小型製品であればあるほど、設置には有利であり、特にこのような温風器はビニル ハウスなどでの用途ではサイズも重要視する。図表 2-1 3~5mm の木質ピンチップ 図表 2-2 8mm 木質ペレット
3.
事業概要
3.1. 事業実施内容
木質チップまたはペレットを燃料とする温風器の試作機製作計画で、当社の既存燃焼炉を小型 化した燃焼炉を設計し、温風熱交換器に接続する。灰の除去の構造も含めて新機種の開発に取り 組んだ。以前から当社のボイラでの課題としていた逆煙(燃料投入スクリューやホッパー側への 逆煙)を解決するため、誘引ファンを用いた平衡通風方式を取入れてこの問題を解決する事がで きた。しかし平衡通風方式にする事による当社燃焼方式の特徴である炉内での旋回流が若干変化 するため、燃焼空気の投入方法の部分で少し構造変更を試みた。 炉内を負圧に保ち、燃焼を安定するための変更点を検討した事が主な内容である。圧力センサ ーを用いてロータリーアクチュエーター(ダンパー)を制御して空気量の調整をして自動運転す る事に成功した。燃料の投入量の増減と風量の調整で熱量(燃焼量)の調整(出力調整)も可能 になった。 木質チップを燃焼しても、炉内にクリンカが発生して蓄積する現象が起きる場合がある為、ク リンカになる前に灰をより多く炉内から取り出す事を検討していたが、燃焼空気の旋回流を利用 して炉の周囲より炉床の下部に落とす構造でテストした。燃焼炉の外筒と内筒の間に旋回流によ って灰を飛ばし、内壁にあたった灰が下部に落ちる。灰が予定通り排出できる効果が確認できた ため、この構造を採用した。 熱交換器は固形燃料仕様という事で、飛灰などの対策として伝熱板の厚みやクリアランスを労 慮して設計した。バーナーである炉から燃焼ガスが出てきて熱交換器に流入し、ファンによって フレッシュエアーも流入して、その交差で熱を交換するが、固形燃料を使用すれば油燃料と違っ て燃焼ガスに煤塵などが含まれるための対策である。 燃焼炉のサイズも小型機を用いて燃焼テストをし、燃焼状態や燃焼量の結果により再度今回の 試作機用に再設計した。設置スペースの縮小と小型化を図るため、縦置きの従来の炉の上段の火 炎吹き出し口を横向きに熱供給するバーナーとして形状を変更する。この形状変更によって燃焼に影響がでないかをサンプル機の炉を用いてテストして事前確認したところ、状態は良く、バー ナーとして炎の距離も確保できると判断できたため、これを採用した。 以前に一度温風器の試作機を作って暖房能力をテストした。当時は燃焼空気を押込みブロアで 投入し、旋回流を利用した燃焼であった。しかし、高圧になる炉内から煙突側へ流れる一部が、 逆方向の燃料ホッパー側へ流れる逆煙が発生する現象が起きた。この逆煙問題を解決する事が第 一の大きなポイントであった。 図表 3-1 以前のフィールドテスト時の設置状況 図表 3-2 燃料ホッパー設置場所 図表 3-3 燃料ホッパー側への逆煙現象 写真③のように、以前に一度温風器の試作機を作って暖房能力をテストした。当時は燃焼空気 を押込みブロアで投入し、旋回流を利用した燃焼であった。しかし、高圧になる炉内から煙突側 へ流れる一部が、逆方向の燃料ホッパー側へ流れる逆煙が発生する現象が起きた(写真⑤)。こ の逆煙問題を解決する事が第一の大きなポイントであった。
当時は熱量を 5 万 kcal/h と設定して燃焼炉を設計したが、実際には 3 万 kcal/h 弱で、テスト を継続する熱量に達しなかった。 大きくこの 2 つの問題点で当時のテストは中断した。今回はこの点を解決した製品作りという ことで、燃焼方式や構造の見直しから研究する目的である。 初めての小型製品ということで、コンパクトにしすぎたため、日常手入れやメンテナンスの面 でも、作業性等も至らない点もあったため、そのような箇所も改善する。 この時点では燃焼炉を高く持つ構造であったため、写真③のように全体の高さが高くてビニル ハウス内ではやや大きすぎた。設置するにあたり、もう少しコンパクトにする必要性を強く感じ られた。 そのため、投入装置から燃焼炉のサイズ、さらに熱交換器との接続など、各部品の構造やト ータル的に製品レイアウトを見直す考えをもった。写真④のように燃料ストックをするホッパー を外部に設置し、本体では切り出しホッパーのみ持っていたが、これはこのまま採用し、本体を いかにコンパクトに設計するかを検討する。
3.2. 試作・改良機器の主要仕様
図表 3-4 試作機の主要仕様 試作機の主要仕様 使用燃料 木質チップまたはペレット 燃料寸法 ・チップ 3~5mm 程度のピンチップ 端材や建廃や剪定枝の破砕チップ等 ・ペレット 6mm、8mm、10mm 規格ペレット ホワイトペレット、バーク含有ペレット等 寸法 幅 1160×長さ 1750×高さ 1160 熱量 4 万 kcal/h 熱交換器定格熱量 4 万 kcal/h 誘引ファン 0.4kW(インバータ) 押込みブロア 0.4kW 温風ファン 2kW 切出しコンベア 0.2kW(インバータ) 切出しホッパー 0.06 ㎥ 着火方式 手動 安全装置 逆火防止対策3.3. 本事業によって試作・改良した技術高度化のポイント
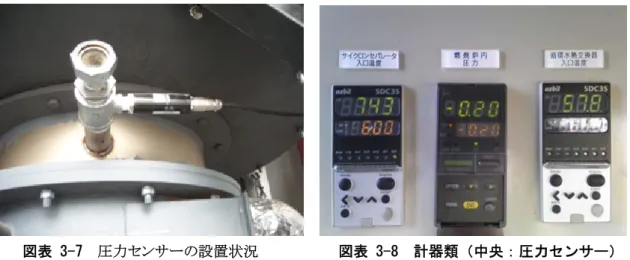
① 燃焼炉の出力の検討確認のため、3 万 kcal/h 程度の燃焼炉を作って、平衡通風方式での燃 焼テストを行った。誘引ファンと押し込みブロアの比率や誘引ファンだけでの燃焼等いくつかの パターンで燃焼を行った。 燃焼状態は、平衡通風の時が良かった。炉へ流入した空気が旋回流を維持したまま内部で下降 し、燃料へ到達するためだと考えられ、誘引ファンで引くだけでなく、押し込みブロアによって 強制的に旋回流を作る作用も必要ではないかと判断した。誘引ファンだけでも燃焼は成り立つが、 小型の炉を用いて熱量を大きく得られるように平衡通風方式を採用する。燃焼量は予定していた 3 万 kcal/h がほぼ達成でき、当社の原理の旋回流や無煙燃焼もできた。この燃焼状態を確認して、 炉の上段を横方向に向ける計画に進めた。 図表 3-5 燃焼炉 図表 3-6 燃焼の状況 *誘引ファンでの燃焼や平衡通風の比率など、いくつかのパターンで燃焼テストを行った。 ② 逆煙対策として取り組んできた平衡通風方式による燃焼を、負圧を保ちながら安定燃焼さ せ、それを自動制御で運転することに成功した。圧力計に表示されているように、常に負圧にな るように誘引ファンに取り付けているフレッシュエアーダンパーと押込みブロアのエアチャンバ ーに取り付けているロータリーアクチュエーターが動作し、ダンパーの開閉によって空気量を調 整する。これによって平衡通風方式の燃焼を制御し、逆煙の問題は解消できる。図表 3-7 圧力センサーの設置状況 図表 3-8 計器類(中央:圧力センサー) *最初は圧力計のゲージを見ながら負圧を保ちながら運転していたが、圧力センサーによって炉 内圧力を常に認識させて制御をする事で、炉内を負圧に保つ。 図表 3-9 押込みブロア 図表 3-10 誘引ファン *押込みブロアと誘引ファンのダンパーが圧力計によって連動し、燃焼空気の量を調整する。 平衡通風方式の採用に伴い、燃焼空気の投入箇所の構造変更も検討し、より安定した燃焼を維 持できるようになった。旋回流がより多く燃料に向かって送られて燃焼が促進されるか、そのた めの投入位置や内部の構造などを比較検討した。燃料の投入される内筒も適正な高さを探した。 炉の出口口径もパターンを変えて検証した。火炎の長さを確認し、熱回収を行いやすいよう口径 を検証した。
図表 3-11 出口口径試験に用いたリング 図表 3-12 試験燃焼の様子 *火炎の長さも燃焼状態を見ながら確認する。 ③ 飛灰及びクリンカが炉内に蓄積する事を軽減させる為、円筒形の炉の周囲より燃焼空気の 流れを利用して炉床の下部へ落とす構造を採用した。下部に溜まる灰は運転停止後に掃除をすれ ば良く、トレイ構造にしたため容易である。これによって、チップに含まれる無機質成分からク リンカ発生による燃焼熱量の低下を軽減し、長時間継続した燃焼を維持出来る。 サイズをコンパクトにするため、高さを低くできるように熱交換器との接続に関して、バーナ ー向きを縦置き横型タイプにして火炎の出口を横方向にする。燃焼炉の上段を横方向にするので ある。バーナー角度が変わる事によって燃焼に影響がないかをモデル機を用いて実験する。 旋回する事で炉内滞留時間を長くし、燃焼空気とミキシングを行うため、この旋回が横方向に なる事で影響が出れば本燃焼原理は成り立たなくなるが、結果は原理の特徴である旋回燃焼が成 り立ち、火炎も充分に確認できた。 火炎が確保できればボイラでは輻射熱回収を行うに有利であり、今回の温風器では雰囲気温度 を上げるために有利であり、火炎の長さは注目していた。これによって煙道部分での熱回収も出 来るような構造も可能になる。 図表 3-13 燃焼の様子(1) 図表 3-14 燃焼の様子(2)
④ 熱交換器自体の燃焼は、以前のテスト時に検証は行った。燃焼の熱量不足や逆煙により、 フィールドテスト自体は熱量不足という結果であったが、供給する温風の熱交換能力は確認でき た。このため、今回も同じ仕様の熱交換器を採用して試作機を計画した。 図表 3-15 熱交換器の主要仕様 熱交換器の主要仕様 寸法 幅 300×長さ 390×高さ 690 温度勾配放熱側 入口 700℃ ⇒ 出口 255℃ 温度勾配受熱側 入口 20℃ ⇒ 出口 60℃ 流量放熱側 1.90N ㎥/min 流量受熱側 23.29N ㎥/min 伝熱面積 1.9 ㎡ 図表 3-16 温風熱交換器 図表 3-17 以前の検証時の温風器設置状況
これらの点により、以前より課題としてきた逆煙防止、クリンカ軽減などが改善され、製品と して完成度が高めることができた。 温度制御に関しては、燃焼空気と燃料の投入コンベアの回転速度をインバータで調節する事で 燃焼量を調整する。炉の出口温度を計測し、熱供給する温度を見ながら燃焼量を調整してフレッ シュエアーとの熱交換の際に流入温度に変化をつける事で温度調整をする。フレッシュエアーの 量もインバータで調整する事でさらに供給温度幅を大きく持てる。
4.
事業実施の成果
4.1. 事業実施成果
①逆煙防止対策 平衡通風方式の自動制御化成功。 ②クリンカ軽減 炉内構造改良により軽減成功。 ③小型化 設置スペースの縮小化。ビニルハウス内設置可。 ④チップの燃料化 小型機のため搬送スクリューも小さいので 3~5mm のピンチップを使用する。 これ以上のものになると詰まる原因になる。テストには含水率 11%のチップを使用したが、含水 率は高い物も使用できるように今後も継続してテストを続ける。4.2. 事業実施目標の達成度と評価
ビニルハウスで使用する場合、外部に設置スペースがない場合は限られた室内に設置するため小 型である事が必須になるが、今回はサイロを別途外部に設置して切出しホッパーのみ一体化させ、 以前の製品よりさらに大きく設置スペースを縮小できた。以前に試作した時は幅 1200×長さ 1500 ×高さ 1800 だったのに対し、再設計した今回のサイズは 1035×1750×1160 である。勿論、ビニ ルハウス以外で使用する場合もやはり設置スペースは、機種選定に大きく影響が出るため、小型 化は必要条件である。あまりに小型にしてしまうと日常手入れなどの作業性が低下する傾向にあ るが、本機での日常手入れは灰の清掃が主内容である。これに関しては、炉自体を2つ割りにし て全体的に開く構造にした為、炉内の灰の清掃も容易にできる。炉の変形が憂慮されるが、木質 チップの燃料で稼動している既存の炉で実績のある厚さで設計した。 燃料搬送装置は切出しコンベア用のモーター1 台で、炉の下部から垂直に持上げるスクリュー の駆動もマイターギアを用いて利用した。消費電力を小さくするため、最小の機種を選定してい る。また、持上げ箇所に関しては、炉内底板にスクリューが飛び出ると熱を受ける為、スクリュ ー羽を周囲に取り付けることで少しでも熱の影響を減らす構造を採用した。図表 4-1 温風器試作機 図表 4-2 燃焼中の炉 図表 4-3 燃焼中の炉 図表 4-4 温度表示計 図表 4-5 試運転に使用したチップ
試作機による燃焼テストで、写真のようなチップを使用した結果、1 時間当たり約 35000kcal の燃焼量であった。チップの 1 時間当たりの消費量 13kg×熱量 3500kcal/kg=45500kcal が最高 値で平均的には 10kg/h 程度の燃焼量である。平均と言うのは、燃焼量を増減させてテストした平 均量である。当社で簡易測定した平均数値は、酸素濃度:13%、CO:590ppm、NOx:152ppm、空気 比:2.7、排ガス温度:174℃、温風温度:52℃であった。 現在の効率を計算すると、65.5%(*計算式参照)であった。今後の改良点は、温風ファンの風 量を下げて、その風量で低温源を高めて効率を上げることと、もう少し燃焼ガスと供給空気のミ キシングを良くする構造に改造する事を計画し、継続して完成を目指す。 *計算式(強弱運転を行った際の平均値) 投入エネルギー量 10kg/h×3500kcal/kg=35000kcal 低温源 1397.6 N ㎥/h×比熱 0.31×受熱温度 53℃=22962.568kcal ⇒22962.568÷35000×100=65.5%