炭酸ガスレーザー超音速延伸法による
ナイロン 66 ナノファイバーの作製と
高次構造に関する研究
山梨大学大学院
医学工学総合教育部
博士課程学位論文
2015 年 3 月
長谷川 利則
目次
第1章 序論・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ ・・・ 1 1.1 高分子の発展・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 3 1.2 高分子の特徴・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 4 1.3 汎用高分子繊維の高性能化・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 8 1.4 高分子繊維のナノファイバー化による性能向上・・・・・・・・・・・・・・・・・・ 9 1.5 研究の目的・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 13 1.6 研究の概要・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 13 第2章 炭酸ガスレーザー超音速延伸法によるナイロン 66 ナノファイバー作製・・・・・・・ 15 2.1 緒言・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 17 2.2 実験・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 17 2.2.1 試料・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 17 2.2.2 CLSD 装置・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 17 2.2.3 測定・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 21 2.3 結果および考察・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 23 2.3.1 CLSD 法による Ny-66 ナノファイバーの作製・・・・・・・・・・・・・・・・・ 23 2.3.2 Ny-66 ナノファイバーの高次構造解析・・・・・・・・・・・・・・・・・・・・ 36 2.3.3 高融点結晶を多く含む Ny-66 ナノファイバーの最適作製条件・・・・・・・・・・ 39 2.4 結論・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 40 第3章 炭酸ガスレーザー超音速マルチ延伸法によるナイロン 66 ナノファイバーシート の作製・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 41 3.1 緒言・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ ・・・・・・・・ 43 3.2 実験・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ ・・・・・・・・ 43 3.2.1 試料・・・・・・・・・・・・・・ ・・・・・・・・・・・・・・・・・・・・ 43 3.2.2 CLSMD 装置・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 43 3.2.3 測定・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 433.3 結果および考察・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 45 3.3.1 CLSMD 法による Ny-66 ナノファイバーシートの作製・・・・・・・・・・・・・ 45 3.3.2 ナノファイバーシートの特性・・・・・・・・・・・・・・・・・・・・・・・ 50 3.4 結論・・・・・・・・・・・・・・・・・・・・・・・・・・・・ ・・・・・・・・・ 53 第4章 炭酸ガスレーザー超音速延伸法で作製したナイロン 66 ナノファイバー の融点、微細形態、結晶構造、分子鎖長の解析・・・・・・・・・・・・・・・・・ 55 4.1 緒言・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 57 4.2 実験・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 57 4.2.1 試料・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 57 4.2.2 測定・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 59 4.3 結果および考察・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 60 4.3.1 熱的性質・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 60 4.3.2 Ny-66 のTm0について ・・・・・・・・・・・・・・・・・・・・・・・・・・・ 61 4.3.3 微細形態の観察・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 62 4.3.4 結晶構造・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 65 4.3.5 分子鎖長・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 67 4.4 結論・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・69 第5章 炭酸ガスレーザー超音速延伸法で作製したナイロン 66 ナノファイバー の分子配向解析・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 71 5.1 緒言・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 73 5.2 実験・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 74 5.2.1 試料・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 74 5.2.2 測定・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 80 5.3 結果および考察・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 83 5.3.1 各延伸法で作製した Ny-66 繊維の分子配向・・・・・・・・・・・・・・・・・・ 83 5.3.2 高温融点結晶と分子配向の関係・・・・・・・・・・・・・・・・・・・・・・ 84 5.3.3 タイ分子鎖について・・・・・・・・・・・・・・・・・・・・・・・・・・・ 86 5.3.4 高融点結晶の発現機構・・・・・・・・・・・・・・・・・・・・・・・・・・ 87
5.4 結論・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 89
6 総括・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 91 参考文献・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 94 謝辞・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 98 業績一覧・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 99
第1章
1.1 高分子の発展
1920 年代 Staudinger 等が高分子説を確立して以来 100 年近くが経過した。この間、ポリ エチレン(PE)やポリプロピレン(PP)などの汎用プラスチック、ナイロン(Ny)やポリエチレ ンテレフタレート(PET)などの汎用エンジニアリングプラスチック、アラミド(PTTA)やポ リイミド(PI)およびテフロン(PTFE)などのスーパーエンジニアリングプラスチックなど多 種多様の高分子材料が誕生した。また、2000 年代にはいりノーベル化学賞を受賞した白川 秀樹博士らが発明した導電性プラスチック[1]をはじめ、ポリ乳酸など環境に配慮したバイ オマスプラスチック[2]などが実用化された。さらに、直近では特許出願から 50 年以上の 適 応 期 間 を 経 て ポ リ ア ク リ ル ニ ト リ ル 繊 維 を 原 料 と す る 炭 素 繊 維 強 化 複 合 プ ラ ス チ ッ ク (CFRP) [3]が量産航空機の骨格部材として本格的に採用されるなど高分子材料の用途は拡 大し続けている。 たとえば、自動車に使用されているプラスチック材料は年代とともに使用量が増加してお り、最近の量産車両では重量比で 10 ~ 20 %(ゴム以外)に達している[4,5]。今後も新興 国を中心とする市場の拡大が見込まれており、プラスチック材料の使用量も増加していく と予想される。しかし、自動車の増加によって資源の枯渇と、排気ガスによる環境破壊の 対応が急務となっている。対策の中心はゼロエミッションを頂点とする燃費向上技術であ り、これまでにエンジンの効率化、摺動性能の向上、空気抵抗の低減、ウエットグリップ と転がり抵抗性能に優れたタイヤ、新動力源である高性能電池やモータの開発が行われ、 ハイブリッドカーや電気自動車および燃料電池自動車が実用化された。また、これらの技 術を支えている材料の役割は大きく、なかでも軽量、成形加工性、耐腐食性、リサイクル 性およびカーボンニュートラル性に優れたプラスチック材料は車両への搭載が積極的に進 められている。現在、さらなる軽量化と高強度化による燃費向上を目指して、生産性に優 れた炭素繊維強化熱可塑性プラスチック(CFRTP)[6]や、循環型再生資源とされる木材から 取 り 出 し た セ ル ロ ー ス ナ ノ フ ァ イ バ ー 強 化 複 合 プ ラ ス チ ッ ク[7]などの研究も国家プロジ ェクトで進められている。 一方、自動車用に採用される高分子材料は、厳しい使用環境に対応した性能と耐久性が 要求され、ほとんどがポリマーブレンド、無機フィラーあるいは繊維などとの複合材料と して使用されている[8]。これは一つの素材では性能スペックを達成できないという理由も あるが、高分子材料が本来もつ性能を極限まで引き出せていないことにも原因があると思 われる。たとえば、自動車で最も多く使用されている PP の場合、理論値から求めた結晶弾性率は 34 GPa[9]、極限強度は 18 GPa[9]、融点(平衡融点)は 186 °C[10]であるのに対 して、市販品では弾性率が 10 GPa 程度、強度は 0.7 GPa 程度、融点は 170 °C 程度と低い 性能しか発現できていない。この理由は次項で述べるが、素材のもつ基本性能を引き上げ る余地はまだ十分にあると考えられる。また、素材の基本性能を引き上げることは、適応 範囲を広げ、副資材の量を減らすことにもつながるため、省資源化にも貢献ができる。
1.2 高分子の特徴
1.2.1 結晶弾性率と極限強度 自動車に高分子材料(PP、PE、Ny、PET など汎用の結晶性プラスチックが対象)を使用 する際、弾性率と強度は重要な性能である。弾性率(分子鎖軸方向)の極限値は、結晶弾 性率として格子面の歪を用いて求められている[11]。一方、強度は分子断面積あたりの炭 素-炭素共有結合の最大応力との比率から極限強度として求められている[12]。なお、強 度に関しては高分子を完全弾性体と仮定し、弾性率の約 1/10 という関係を用いて評価され ることも多い[13]。すなわち極限性能を発揮する高分子の構造とは、分子鎖が伸びきって 完全に結晶化した状態のことを示す。 高分子材料の極限性能を発現させる試みは、主に繊維の紡糸プロセスと延伸プロセスに よって行われてきた。この理由は分子鎖を一方向に引き伸ばし、伸びきり鎖結晶を発現さ せるためである。しかし、実際に極限性能を発揮する高分子繊維を作製することは容易ではなか った。これは高分子が長い鎖状の分子からなるため、絡みあいなどにより規則的な構造をとりに くく結晶と非晶が共存した状態で存在すること、高分子の結晶は折りたたみ鎖結晶になりやすい こと、そして高分子の分子鎖長は数百 nm~数 µm 程度と短いことである。特殊な例として、巨大 単結晶を作製して力学特性を実測するアプローチも試みられている。中本、田代等[14,15] は、モノマーにγ線を照射して得た数 cm サイズのポリ(ジエチルムコン酸エステル)単 結晶の力学特性を実測し、引張弾性率 47 GPa、破断強度1GPa の値を報告している。 1.2.2 分子量分布 高分子の分子量は、通常 10,000 以上であり低分子量から高分子量のものが混合した状態で存在 する。Figure 1-1 にサイズ排除クロマトグラフィーで測定した PP の分子量分布曲線(ポリスチレ ン換算)を示す。この図から分子量(Mp)は、約 170,000 のピークを頂点として、おおよそ 1,000(オ リゴマー)から 10,000,000 の範囲に分布していることがわかる。また、PP の結晶を単斜晶、分子10
310
410
510
610
7 0.0 0.5 1.05.2
51.6
515.9
5158.7
51587.3
Molecular length / nm
dwt
/d(l
ogM)
Molecular weight
鎖は 3 回螺旋構造として、式 1-1 と式 1-2 から分子鎖長(Ml) が算出できる。ここで n は重合度、 126 は 3 モノマー分の分子量、0.65 は繊維周期であり単位は nm である。本試料の分子鎖長 (Ml)は、約 900 nm のピークを頂点として、およそ 5 nm から 50,000 nm の範囲に分布している。 なお、分子量分布は成形性や物性バランスをとるために重要な性質であるが、分子鎖同士の絡み あいなどにより、結晶化を阻害する原因になっている。n
126
(1-1)n 0.65
(1-2)Figure 1-1. SEC curve of PP. 1.2.3 高分子の結晶について 高分子の結晶には分子鎖が折りたたまれて結晶化した折りたたみ鎖結晶と、分子鎖間で結晶化 した束状結晶がある。繊維の力学的性質および熱的性質を高めるためには、折りたたみ鎖結晶よ りも束状結晶の方が有利である。しかし、多くの場合、折りたたみ鎖結晶が生成する。Figure 1-2 に融点近傍の温度で低倍率延伸させた it-PP 繊維の内部構造を観察した透過型電子顕微鏡(TEM)像 を示す。延伸方向に厚さ 15 nm 程度の折りたたみ鎖結晶の積層構造が認められる。また、生成し た折りたたみ鎖結晶を解体して束状結晶に変えることは困難である。Figure 1-3 に延伸前後の
Drawing direction
(b)
(a)
Ny-66 延伸繊維断面の走査型電子顕微鏡(SEM)像を示す。未延伸の繊維中には折りたたみ鎖結晶が 放射状に成長した球晶組織が観察されているが、延伸後の繊維においても延伸方向に変形した球 晶組織が認められる。Figure 1-2. TEM micrograph of the it-PP fiber for zone-drawn fiber annealed at 160 ºC.
Figure 1-3. SEM micrographs of the Nylon-66 fibers: (a) Original fiber, (b) Zone-drawn fiber
annealed at 250 ºC.
1.2.4 高分子の非晶について
高分子は分子量が大きく、分子鎖の絡みあいもあり規則的な構造をとりにくい。このため、結 晶に含まれなかった高分子鎖は結晶間に非晶鎖として残る。Figure 1-4 に高分子の結晶間に存在す
る非晶鎖の形態モデルを示す[16]。この図から非晶鎖には、結晶間を連結する分子鎖(c,f)と、結晶 間の連結に関与しない分子鎖(a,b,d,e)がある。このなかで f は緊張したタイ分子鎖と呼ばれ、この 数が増えるほど繊維の強度は向上する。繊維が破断する際、応力は結晶部ではなく非晶部に集中 するため、タイ分子鎖の存在は大変に重要である[17] 。高柳等[18] は、延伸・熱処理した PP フ ィルムについて平行方向と直交方向での粘弾性特性を解析し、タイ分子の概念となる結晶間リン クの存在を力学的加成性から証明した。また、実際に Keith 等[19]は PE と n-パラフィンを結晶化 させ、パラフィン分を溶媒で除去したあとの PE 部の電子顕微鏡観察から、球晶間および球晶内に 形成したタイ分子の存在を確認している。
Figure 1-4. Models of non-crystalline molecule chains present between crystals: (a) Tight loop, (b)
Loose loop, (c) Tie chain, (d) Cilia , (e) Floating chain, (f) Taut tie chain, (g) Crystalline
1.2.5 高分子の融点について 繊維中の結晶と非晶は熱的性質にも大きな影響を与える。耐熱性の一つの指標となる融点(Tm) は式 1-3 で示される。ここで Tm0は平衡融点、γはラメラ結晶の表面自由エネルギー、ΔHmは結晶 の融解熱、 l は結晶厚である。この式は結晶が厚くなると Tm は上昇することを示している。高 分子結晶のほとんどは折りたたみ鎖結晶が主体であり、結晶の厚さは数十 nm と薄い。また、Figure 1-4 のように結晶の表面は非晶鎖で乱れているため、表面自由エネルギーが高い状態にあり不安定 である。このため、Tmは薄い結晶ほど低下し、反対に厚い結晶ほど上昇する。Tm 0 は表面自由エ ネルギーが無視できるほど厚く成長した結晶のことである。したがって、高分子繊維の耐熱性を 向上させる方法には、分子鎖が伸びきった厚い結晶を生成させるアプローチが考えられる。
1
2
Δ
(1-3) 一方で Tmは、式 1-4 の熱力学式で示されるように融解エンタルピー(ΔHm)と融解エントロピー (ΔSm)の比率であらわされる。この式から Tm を上昇させるには、結晶の完全度を高めΔHmを大き くする、あるいは剛直性高分子の使用や分子配向を高めるなど ΔSmを小さくする方法が考えられ る。延伸繊維では、分子配向による ΔSmの低下により Tm が上昇することはよく観測される。分 子配向には結晶と非晶の両方があり、配向によるTmの上昇は結晶間を連結するタイ分子鎖が影響 を与えている可能性がある。十時らは繊維の収縮を禁じた定長拘束状態にある Ny-6 延伸繊維の融 解挙動を調べ、延伸繊維の融点が上昇する要因として分子配向時に生成したタイ分子鎖による ΔSmの低下を報告している[20]。Δ
Δ
(1-4) 1.2.6 実用化された高強度・高弾性率繊維 高分子の特徴から、高分子材料の極限性能を発揮させる際に妨げとなる分子量、結晶および非 晶の影響について説明してきた。これまで様々な検討がなされた結果、数百万からなる超高分子 量ポリマーを溶剤で膨潤させて延伸するゲル紡糸法[21]や、強直性高分子を用いた液晶紡糸法[22] が開発された。両手法は原料の段階で折りたたみ鎖結晶の生成を抑制していることがポイントで あり、紡糸時に分子鎖を配向させ伸びきり鎖結晶を発現させている。たとえば、ゲル紡糸法で作 製した超高分子量ポリエチレン繊維の弾性率は 200 GPa、強度は 6 GPa、融点は 136 °C であり、 強度以外は理論値に近い性能が得られている[9,11]。しかしながら、両手法が適用できる高分子材 料は限られていることが課題である。1.3 汎用高分子繊維の高性能化
最近、PP や PET など使用量が多い汎用高分子材料の力学的性質ならびに熱的性質を飛 躍的に向上させる興味深い研究が報告された。一つは繊維ではないが、広島大学の彦坂と 岡田等は it-PP の過冷却融液を 1 秒間に 200 倍以上の伸長歪速度で瞬間的にプレスするこ とによって、ナノ配向結晶体(NOC)が生成することを報告した[23]。NOC の結晶サイズは 平均 26 nm で伸長方向に配向しており、結晶化度は 100 %に近く、結晶間にはタイ分子鎖や高密度に絡みあった非晶鎖が多く存在しているとされている。NOC は引張破壊強度が 230 MPa と鉄鋼レベルにあり、耐熱温度は 176 °C(Tm ≒ 178 °C)と高く、透過率はポリ スチレンと同等以上など、PP とは思えない性能を発揮している。 もう一つは、山梨大学の鈴木等は真空チャンバーに設置したオリフィス直下で発生する 超音速の空気ジェットと炭酸ガスレーザーを利用して、原繊維を数万~数十万倍に超延伸 させ、ナノファイバーを作製する炭酸ガスレーザー超音速延伸(CLSD)法を開発した[24-28]。 CLSD 法で作製したナノファイバーは、低温結晶化温度の低下ならびに高温の融点が発現 するなど通常の延伸繊維ではあまりみられない高次構造の変化が認められる。融点が上昇 する例として、PET のナノファイバーでは平衡融点(Tm 0 = 280 °C)に近い高い融点が観測 されている[25,29]。このナノファイバーの中には高度に配向した分子鎖、延伸方向に成長 した厚い結晶、さらには結晶を連結するタイ分子鎖の存在が予想される。これは CLSD 法 でのナノファイバー化によって、素材のもつ性能が引き出されたことを示しており注目さ れる現象である。 ここで述べた 2 つの研究例は、全く異なるプロセスで材料の性能を向上させている。類 似点としては、これまでにはない速度で分子鎖を引き伸ばしていることであり、配向した 分子鎖間で結晶化を促進させ、さらに結晶間に緊張したタイ分子鎖を多く生成させること によって素材の性能を引き出していると考えられる。
1.4 高分子繊維のナノファイバー化による性能向上
近年、ナノファイバー化により高分子鎖の配列が高まり、電気的特性、力学的特性、熱 的特性などが向上する事例が報告されている[30,31]。これは繊維の直径を分子鎖長レベル にまで細く紡糸あるいは延伸することによって、配向した分子鎖および結晶が多く生成し たためと考えられる。Figure1-5 に配向した分子鎖から結晶が生成するモデル図を示す。図 中には結晶間を連結する緊張したタイ分子鎖も記載した。仮にこのような構造からなるナ ノファイバーが得られた場合、諸特性は理論値に近い性能を発揮することが期待される。Figure 1-5. Schematic illustration of universal model of the nucleation from the oriented chains. 1.4.1 ナノファイバーの製造方法 合 成 繊 維 を 従 来 の 紡 糸 法 や 延 伸 法 の 延 長 線 上 で ナ ノ フ ァ イ バ ー に す る こ と は 困 難 で あ る。繊維径が 1 µm 以下のナノファイバーを工業的に製造する方法としては、海島型複合紡糸法 [32]、メルトブロー法[33]などがある。また、溶剤に溶かした材料を高電荷中で紡糸するエレクト ロスピニング法[34-37]も実用化されている。 1.4.2 海島型複合紡糸法 海島型複合紡糸法は、溶解性の異なる 2 種類以上の熱可塑性ポリマーを使用する。特別に設計 した溶解性の異なるポリマーおよび口金で作製した島数数百~千本からなる海島型複合原繊維を 高倍率に延伸し、海成分を溶解除去することによって繊維径が数百 nm のナノファイバーが作製 されている。このナノファイバーは長繊維であり、織物や編み物など製品の適用範囲が広く、さ らに繊維は高度に配向し強度も高いなど、性能と生産性のバランスがとれた方法である。本法の 課題は、ポリマーの組合せが限定されていること、ナノファイバー用に準備したポリマーや特殊 な口金が必要なこと、ナノファイバーを得るために海成分を除去する必要があること、この際に 少なからず環境負荷となる薬品を使用することなどがある。 1.4.3 メルトブロー法 メルトブロー法は、押出機で溶融した熱可塑性ポリマーを音速域の熱風で吹き飛ばし、細化し た繊維をコンベアーなどで連続的に捕集する方法であり、主に不繊布の製造に使用されている。 (b) Bundled crystals (a) Oriented chains
Taut tie chains Crystalline
本法の課題は、平均繊維径が 800 nm 以上とやや太いこと、短繊維のため製品の適用範囲が狭いこ と、繊維の配向が低いこと、繊維径が不均一なことなどがある。 1.4.4 エレクトロスピニング法 エレクトロスピニング法は、溶媒に溶かしたポリマー溶液を金属性ノズルに入れ、この ノズルとコレクターの間に高電圧を印加し、電界中に放出することでナノファイバーを作 製する。コレクターの形状によってナノファイバーを任意の方向に配列させたり、巻き取 ることができる。ラボで使用できる小型製造装置が市販されており研究例も多い。本法の 課題は、製造時にポリマーを溶かすために少なからず環境負荷となる薬品を使用すること、 この薬品は常に揮発した状態のため種類によっては感電、中毒、引火の危険があること、 溶剤に不溶なポリマーには適用できないことなどがある。 1.4.5 炭酸ガスレーザー超音速延伸(CLSD)法 CLSD 法は、炭酸ガスレーザーで溶融した直径 100 ~ 200 µm の原繊維を超音速の空気が流れる 気流中に通過させ、空気の力で原繊維を超延伸してナノファイバーを作製する新しい延伸法であ る。紡糸速度は 3 次元有限要素法(3D-FEM)による流体解析から音速の 346.5 m·s-1 以上あり、一般 的な高速紡糸速度 91 ~ 133 m·s-1 の 3 倍程度に達する[38-40]。本法の特徴を下記に示す。 1)ほとんどの熱可塑性高分子材料に適用できる。繊維径は 100 nm 以上。 2)溶剤に不溶なフッ素系繊維のナノファイバー作製が可能である。 3)得られるナノファイバーは長繊維、高配向性である。 4)気密容器中でナノファイバー化するため、ナノファイバーの飛散を防止でき、 作業環境の安全性が極めて高い。 5)溶剤など薬品を使用しないため、環境に負荷を与えない。 Figure 1-6 に装置の概略図を示す。詳細は第 2 章と第 3 章で述べるが、ナノファイバー 作製時の主要パーツとして炭酸ガスレーザー、真空チャンバー、繊維供給オリフィスで構成さ れている。また、繊維供給オリフィスを複数配置し、ナノファイバーの巻取機構を追加した炭酸 ガスレーザー超音速マルチ延伸(CLSMD)装置ではナノファイバーシートの作製が可能である。
Higher-melting-point Cold crystallization
(b) CLSD nanofiber
(a) Original fiber
Figure 1-6. Schematic diagram of apparatus used for CLSD and CLSMD systems.
また、1.3 項でも述べたように本法で作製したナノファイバーは、従来の延伸繊維では あまりみられない構造変化が観測される。Figure 1-7 に PET ナノファイバーと原繊維の DSC 曲線を示す。ナノファイバーは原繊維に比べ、低温結晶化の開始温度が約 50 °C 低く、分 子配向による結晶核の増加が推定される。一方、融点は低温側と高温側に 2 つ観測される。 このうち、高温側の融点は約 13 °C 高く、PET の平衡融点(Tm 0 = 280 °C)に近づいている [29]。これは分子配向によって分子鎖間で結晶核が多く生成し、延伸方向に結晶が成長し たものと考えられる。なお、Tm 0 は完全結晶の融点とされ、CLSD 法によって素材の性能 が引き出されたことを示しており、注目する現象である。
Figure 1-7. DSC curves of the PET fibers: (a) Original fiber, (b) CLSD nanofiber.
Net conveyor type
(b) CLSMD systems
Continuous net conveyor type Winding reel type
(a) CLSD systems
Vacuum chamber
Fiber supply orifice
1.5 研究の目的
本研究の観点は、CLSD 法によって高分子鎖の結晶と非晶の分子配向を制御し、理想的 な繊維構造を発現させ、汎用高分子の基本性能を引き出すことである。今回、汎用高分子 で折りたたみ鎖結晶を形成する Ny-66 に CLSD 法を適用し、ナノファイバー中に生成した 高温融点結晶に関する構造と発現機構の解明を研究の目的とした。1.6 研究の概要
第2章では、CLSD 法を用いて伸びきり鎖結晶に由来する高温融点結晶が多く生成する Ny-66 ナノファイバーの作製条件について検討した。ナノファイバーが安定して作製でき るようにレーザー出力、レーザー照射位置、真空チャンバー圧力を調整した。つぎに示差 走査熱量分析(DSC)、フーリエ変換赤外分光分析(FT-IR)、広角 X 線回折(WAXD)により、 高温融点結晶が多く生成するナノファイバーの構造と特徴を調べた。 第3章では、Ny-66 ナノファイバーシートの作製を検討した。CLSD 法は1本の原繊維 をナノファイバーにするため生産性が低い。このため延伸装置に原繊維を供給するオリフ ィスを増設し、さらにナノファイバーを巻取るスプールを追加した炭酸ガスレーザー超音 速マルチ延伸(CLSMD)法を用いて、大面積のナノファイバーシートの作製を試みた。ま た、加熱時における繊維の収縮や融解挙動など耐熱性を調べた。 第4章では、CLSD 法で作製した Ny-66 ナノファイバーの構造を詳細に解析した。ナノ ファイバー中で観測される高温側の融点は 270 ~ 275 °C であり、Ny-66 の Tm 0 = 280 °C に接 近している。このため、ナノファイバー中には厚い結晶や伸びきり鎖結晶の存在が予想さ れる。この高温融点結晶の高次構造を明らかにするため、TEM による結晶厚の直接観察、 加熱広角 X 線回折による結晶解析、SEC による平均分子量と平均分子鎖長を調べた。 第5章では、Ny-66 ナノファイバーの分子配向について解析した。第4章では高温融点 結晶の構造に関してとくに結晶厚に着目した解析を行った。しかし、ナノファイバーは超 延伸されているため、分子配向を考慮した解析も必要である。また、分子配向による融点 の上昇は、結晶間を連結するタイ分子鎖が影響を与えるとされ、ナノファイバー中にはタ イ分子鎖など非晶鎖の配向が増加していることも予想される。解析には加熱セルを装着し た偏光 FT-IR を用い、結晶および非晶に帰属される trans と gauche の赤外線吸収バンドに ついて赤外二色比をそれぞれ測定し、分子配向と高温融点結晶の関係を調べた。第2章
炭酸ガスレーザー超音速延伸法による
ナイロン 66 ナノファイバーの作製
2.1 緒言
はじめに、本研究で使用するナイロン66(Ny-66)の極限性能は、結晶弾性率 176 GPa[41]、極 限強度17.6 GPa(弾性率の約 1/10[13])、平衡融点 280 °C[42]と推定される。我々の研究室では、 これまでに繊維の高強度・高弾性率化を目的として、様々な延伸・熱処理法を検討してきた。Ny-66 に関しては、高温ゾーン延伸法と高張力下熱処理法により引張弾性率12.3 GPa、破断強度 1.42 GPa の延伸繊維を作製した事例[43]や、炭酸ガスレーザー極細化法と高温ゾーン延伸法により引張弾性 率11.8 GPa、破断強度 1.0 GPa、融点 261 °C のマイクロファイバーを作製した事例[44]がある。ど ちらの延伸繊維も伸びきり鎖結晶の発現を促すため、繊維が破断する限界付近の温度と張力を加 えて作製しているが極限性能とは大きな開きがある。これは前章で述べた分子量分布、分子鎖の 絡み合いおよび折りたたみ鎖結晶の影響によって分子鎖が十分に伸びきらないためである。また、 Ny-66 はアミド基間で水素結合を形成することも、分子鎖を引き伸ばす際の障害になっていると 考えられる[45]。 本章では、炭酸ガスレーザー超音速延伸 (CLSD) 法[24-28]を用い、伸びきり鎖結晶に由来する 高温融点結晶が多く生成する Ny-66 ナノファイバーの作製条件について検討した。CLSD 法の延 伸速度は音速以上であり、この中で分子鎖を引き伸ばすことによって、伸びきり鎖結晶の生成が 期待される。なお、ナノファイバー中に生成した伸びきり鎖結晶の検出には、融点および融解熱 量から求めた結晶化度を用いた。本来であれば一本のナノファイバーについて弾性率、強度およ び融点を測定し、極限性能との考察をすべきであるが、繊維の採取や測定感度の問題により行え なかった。このため、不繊布状に採取したナノファイバーを試験片とした。2.2 実験
2.2.1 試料 原料のNy-66 ペレットは Sigma-Aldrich 社製の市販品を用いた。サイズ排除クロマトグラフィー から求めた数平均分子量は8,300、重量平均分子量は 34,100 である。本ペレットを 80 °C×24 Hr 減圧乾燥したのち、(株)ムサシノキカイ社製の高温・真空ガス置換タイプ二軸混練吐出装置で溶融 紡糸し、直径182 µm の原繊維を作製した。溶融紡糸条件は、紡糸温度 285 °C、吐出量 6ml·min-1、 巻き取り速度145 m·min-1とした。 2.2.2 CLSD 装置 Figure 2-1 に CLSD 装置[24,28]の概略図を示す。本装置は、原繊維の供給スプール、COHERENTAcryl vacuum chamber
Continuous-wave
CO
2laser emitter
Fiber supply orifice
Power meter
Fiber supply spool
Zn-Se window
Original fiber
Vacuum manometer
Z Y X 0.001Micrometer
To vacuum pump
Micrometer
・Nanofiber
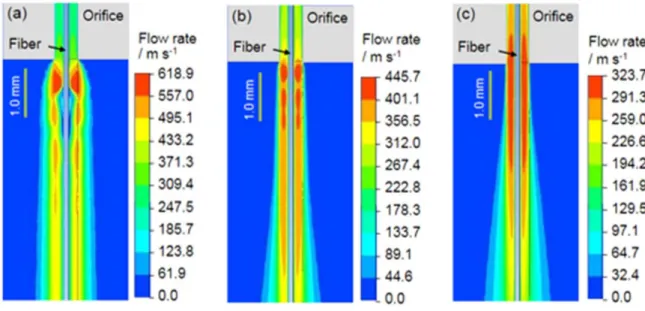
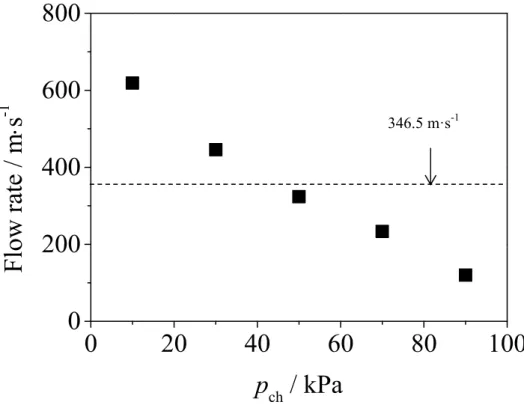
社製炭酸ガスレーザー発振器 (波長 10.6 µm 、直径 1.8 mm)、セレン化亜鉛 (ZnSe) 窓板を装着し た真空チャンバー、原繊維を真空チャンバーに供給する直径0.5 mm のオリフィス、パワーメータ、 真空ポンプで構成されている。 超音速気流を発生させる原理は、原繊維を供給するオリフィスと真空チャンバーを減圧した際 に生じる圧力差を利用する。オリフィスと真空チャンバーは細い流路でつながっており、装置内 を減圧することでオリフィスと真空チャンバーの間に圧力差を発生させ、さらに減圧度を高める ことにより大気中から吸引された空気はオリフィスの出口付近で超音速の空気ジェットになる。 Figure 2-2 と Figure 2-3 に真空チャンバー圧力(pch)を pch = 10 kPa、30 kPa、50 kPa に減圧したときの繊維供給オリフィス直下で発生する空気ジェットの流速と温度について 3 次元有限要素法 (3D-FEM)で流体解析した結果を示す[26-28]。各 pchにおいてオリフィスの出口から1 mm 付近の部 分では、空気ジェットの流速は速く、反対に温度は低くなる領域が認められる。また、Figure 2-4 とFigure2-5 は各 pchにおける空気ジェットの最大速度と最低温度の関係をプロットしたものであ る。真空チャンバー内の減圧度を高める(pchを低くする)ことにより、空気ジェットの速度は増 しpch = 40 kPa 以下において音速の 346.5 m·s-1 (at 298.5 K)を超えて超音速の空気ジェットが発生す る。反対に空気ジェットの温度は低下していきpch = 10kPa では約 109 K (-164 °C)になる。
Figure 2-2. Flow velocity distributions of the air jet at three different chamber pressures (pch) in the
XZ-plane calculated by the 3D FEM: (a) pch = 10, (b) pch = 30, (c) pch = 50 kPa.
Figure 2-3. Air jet temperature distributions at three different chamber pressures (pch) in the
0
20
40
60
80
100
100
150
200
250
300
Temperature / K
p
ch/ kPa
Figure 2-4. Flow velocitys obtained by the computer simulation at five chamber pressures (pch).
Figure 2-5. Air jet temperatures obtained by the computer simulation at five chamber pressures (pch).
0
20
40
60
80
100
0
200
400
600
800
Flow rate / m
s
-1p
ch/ kPa
346.5 m·s-12.2.3 測定
2.2.3.1 高速度カメラ観察 超音速気流中における繊維の延伸状況を高速度カメラで観察した。装置は(株)キーエンス長 距離高性能ズームレンズVH-Z50L とマイクロスコープ VW-6000/5000 を用いた。撮影速度は 1500 frame·s-1とした。 2.2.3.2 走査型電子顕微鏡(SEM)観察 作製した繊維の平均繊維径を測定した。装置は日本電子(株)走査型電子顕微鏡 JCM-5700 を用い た。試料は導電性アルミ両面テープに貼りつけ試料台に固定し、Pt コーティングを施した。この 試料台を装置に導入し、加速電圧15 kV で観察した。SEM 写真から、繊維をランダムに 100 本測 長し、平均繊維径を求めた。 2.2.3.3 示差走査熱量分析(DSC) 作製した繊維の融点と結晶化度を測定した。装置は(株)リガク製 Thermo Plus 2 DSC823 示差走 査熱量計を用いた。昇温速度は10 °C·min-1、温度範囲は25 °C ~ 300 °C、試料量は 2.0 mg とした。 測定中は試料の酸化を防止するため、窒素ガスを試料室内に導入した。得られた融解熱量(∆Hm) を式2-1 に導入し、結晶化度(Xc)を求めた。式中の 192 J·g-1はNy-66 結晶の融解熱量である[46]。192
100
(2-1) 2.2.3.4 広角 X 線回折(WAXD) 作製した繊維の結晶構造と結晶配向を測定した。装置は(株)リガク製 ultraX18 X 線発生装置を 用いた。X 線源は Ni フィルター使用した Cu-Kα (λ = 0.154 nm)、電圧は 40 kV、電流は 200 mA、 コリメータは0.4 mmφ、検出器は FUJIFILM(株) BAS-IP SR 127 イメージングプレートである。カ メラ長は40 mm、温度は室温、測定時間は 60 min とした。イメージングプレートは(株)リガク 製イメージングプレートディテクターR-AXIS DS3C で読み取り WAXD 像を得た。式 2-2 から結 晶配向度(π)を求めた。式中の H はデバイ・シェラー環の子午線回折ピーク強度の半値幅である。 また、式2-3 に示す Scherrer の式から d100面の結晶サイズ(Xs)を求めた。ここで λ は X 線の波長、 β は回折ピークの半値幅、θ は Bragg 角である。180
180
(2-2)0.94
cosθ
(2-3) 2.2.3.5 偏光フーリエ変換赤外分光分析(偏光 FT-IR) 作製した繊維の分子配向を測定した。装置はKRS5 結晶の偏光子を装着した日本分光 (株)FT-IR 4200 を用いた。測定法は透過法、積算回数は 80 回、分解能は 4 cm-1、測定範囲は4000 ~ 500 cm-1、 雰囲気はAir、温度は室温である。 2.2.3.6 繊維の延伸倍率と延伸速度 空気ジェット中に供給された繊維の塑性変形率を直接測定することはできないが、式 2-4 に示 す延伸前後の繊維の体積を一定と仮定することにより概算が可能である[25,26]。ここで L は原繊 維の長さ、ℓ は延伸繊維の長さ、d0は原繊維の直径、davは延伸繊維の平均直径である。2
2
ℓ
(2-4) 式2-4 を時間で微分して式 2-5 が得られる。d
dt
dℓ
dt
(2-5) dL/dt と dℓ/dt は、繊維供給速度(Ss)と延伸速度(SD)に関係し、式 2-5 は式 2-6 のように表示できる。 av (2-6) また、繊維の延伸倍率(λ)は、式 2-7 のように表示できる。ℓ
av (2-7)したがって、式2-6 は式 2-8 のように表示できる。 0 (2-8)
2.3 結果および考察
2.3.1 CLSD 法による Ny-66 ナノファイバーの作製 CLSD 法でナノファイバーを作製する際のパラメーターは、炭酸ガスレーザー(CO2レーザー) の照射位置と出力、真空チャンバーの圧力、そして原繊維の供給速度である。各延伸条件におけ る検討結果を以下に示す。 2.3.1.1 CO2レーザー照射位置の検討 2.3.1.1.1 CO2レーザー照射位置と繊維径の関係 CO2レーザーは真空チャンバーの外側からZn-Se 窓板を通過して原繊維に照射する。本研究で 使用しているCO2レーザー発振器の出力強度はガウス分布であり、ビーム中心部のエネルギー密度は高くなる特性がある。また、Figure 2-2 と Figure 2-3 の 3D-FEM による流体解析から示された ように、オリフィス出口の空気ジェットの速度と温度の分布は場所によって大きく異なっている。 このため、オリフィス出口から供給された原繊維の適切な位置にCO2レーザーを照射しないと繊 維は溶融せず延伸されない。ここではレーザー出力(PL)を 10 W、原繊維供給速度(Ss)を 0.1 m·min-1 に固定し、レーザー照射位置(D)と真空チャンバー圧力(pch)を変化させ、原繊維が安定してナノフ ァイバー化する条件を検討した。Figure 2-6 にレーザー照射位置の概略図を示す。
Figure 2-6. Schematic diagram of the relative position between the orifice and laser beam to explain the laser
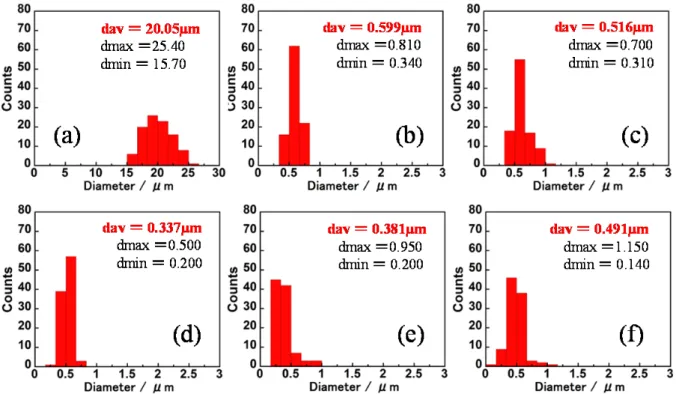
Figure 2-7 と Figure 2-8 に作製した延伸繊維の SEM 像および繊維径分布を示す。SEM 像から求 めた延伸繊維の平均直径(dav)は、CO2レーザー照射位置がD = 1.0 ~ 3.0 mm、チャンバー圧力が pch = 10 ~ 20 kPa の範囲で 1 µm 以下となり、原繊維はナノファイバー化した。 Figure 2-9 に davとD の関係を示す。いずれの pchにおいてもdavはD = 2.0 mm のとき最少になっ た。また、pchの低下にともないdavは細くなる傾向を示した。今回、検討した条件のなかで繊維 径が最も細くなった条件は、D = 2.0 mm、pch = 10 kPa のときの dav = 0.488 µm であった。しかし、 この延伸条件は繊維の糸切れが多発し安定性に問題があった。延伸が安定していたのは、D = 2.0 mm、pch = 20 kPa のときであり、dav = 0.599 µm のナノファイバーが得られた。
Figure 2-7. Scanning electron micrographs of the fibers drawn at various chamber pressures (pch) and
displacements (D), including photographs (500 X) showing necking formed by the laser heating during the supersonic drawing process.
0.0
0.5
1.0
1.5
2.0
2.5
3.0
0
1
2
3
4
5
6
7
dav /
m
D / mm
10kPa 20kPa 30kPa 40kPa 50kPaFigure 2-8. Histograms of the diameters of Ny-66 fibers drawn at various chamber pressures (pch) and
displacements (D) by the laser heating during the supersonic drawing process.
Figure 2-9. Dependence of the average fiber diameter at five different chamber pressures (pch) on various
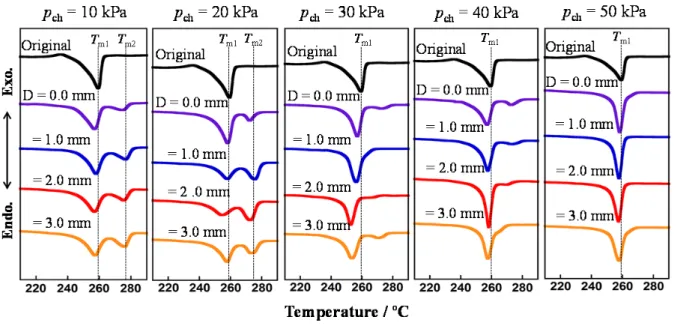
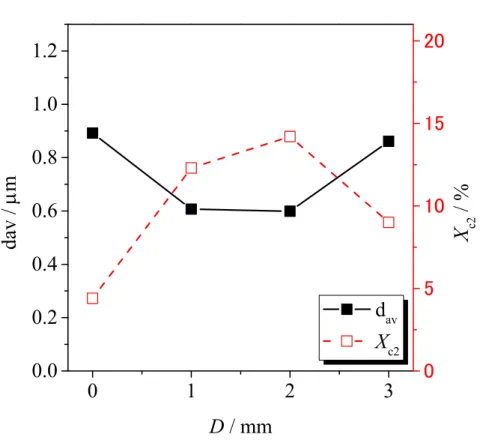
2.3.1.1.2 CO2レーザー照射位置と融点および結晶化度の関係 Figure 2-10 に作製した延伸繊維の DSC 曲線を示す。真空チャンバー圧力を pch = 10 ~ 20 kPa で 作製した延伸繊維において、低温側(Tm1 ≒ 260 °C)と高温側(Tm2 ≒ 275 °C)に 2 つの融点が 顕著に観測された。このうちTm1は一般的に観測されるNy-66 の融点に該当するが、Tm2はこれよ りも12 ~ 17 °C 高い融点であった。 Table 2-1 は Tm2が多く存在する真空チャンバー圧力pch = 10 kPa と 20 kP で作製した延伸繊維の 融点(Tm1, Tm2)および結晶化度(Xc1, Xc2)をまとめたものである。Tm2の最高値は276.5 °C であり、D = 1.0 mm、pch = 10 kPa で作製した繊維であった。しかし、pch = 10 kPa は延伸時の糸切れが多く安定 した延伸が困難であった。一方、Xc2の最高値は14.2 %であり、D = 2.0 mm、pch = 20 kPa で作製し た繊維であった。本条件で作製した繊維は糸切れがほとんどなく延伸状態は安定していた。 Figure 2-11 に pch = 20 kPa で作製した延伸繊維のレーザー照射位置(D)、高温側融点の結晶化度 (Xc2)および平均繊維径(dav)の関係を示す。davが細く、Xc2が高く検出されたのはD = 2.0 mm の 延伸繊維であった。
Figure 2-10. DSC curves of the original fiber and fibers obtained by changing the displacement (D) at
0
1
2
3
0.0
0.2
0.4
0.6
0.8
1.0
1.2
d
avX
c2D / mm
dav /
m
0
5
10
15
20
X
c2/ %
Table 2-1. Lower melting point (Tm1) and higher melting point (Tm2) and degrees of crystallinity (Xc1 and
Xc2) determined from the heats of fusion of the low and high melting peaks for the original fiber and the
fibers obtained by varying the displacement (D) at two different chamber pressures (pch)
Sample pch = 10 kPa pch = 20kPa
Tm1 , Tm2 / °C Xc1 , Xc2 / % Tm1 , Tm2 / °C Xc1 , Xc2 / % Original 259.3, - 29.8, - 259.3, - 29.8, - D = 0.0 mm 257.0 , 274.6 28.5 , 5.0 258.1 , 272.3 33.0 , 4.4 D = 1.0 mm 257.9 , 276.5 24.6 , 8.0 257.9 , 275.5 13.2 , 12.3 D = 2.0 mm 256.9 , 275.4 22.9 , 7.5 254.7 , 272.6 12.5 , 14.2 D = 3.0 mm 257.3 , 276.0 22.5 , 9.9 257.7 , 273.4 20.1 , 9.0
Figure 2-11. Change in the average fiber diameter and degree of crystallinity with displacement (D) at
2.3.1.2 CO2レーザー出力の検討 2.3.1.2.1 CO2レーザー出力と繊維径の関係 CO2 レーザーは、原繊維を溶融させる熱源である。また、CO2 レーザーが当たる部分は高温に なるため、熱分解などのダメージがないように出力を設定する必要がある。ここではレーザー照 射位置をD = 2.0 mm 、真空チャンバー圧力を pch = 20 kPa および原繊維供給速度を Ss = 0.1 m·min-1 に固定し、レーザー出力(PL)を 5 ~ 30W に変化させてナノファイバーを作製した。
Figure 2-12 と Figure 2-13 に作製した延伸繊維の SEM 像および繊維径分布を示す。また、Figure 2-14 に平均繊維径(dav)とレーザー出力(PL)の関係を示す。SEM 像から求めた延伸繊維の平均繊維
径(dav)は、レーザー出力が PL = 10 ~ 30 W の範囲で 1 µm 以下となり、原繊維はナノファイバー化
した。しかし、高速度カメラによる延伸状況の観察からPL = 20 W 以上では繊維から気泡が発生し
延伸が安定しなかった。
Figure 2-12. Scanning electron micrographs of the fibers drawn at various laser powers (PL), including
photographs (500 X) showing necking formed by the laser heating during the supersonic drawing process: (a) PL = 5 W, (b) PL = 10 W, (c) PL = 15 W, (d) PL = 20 W, (e) PL = 25 W, (f) PL = 30 W.
5
10
15
20
25
30
0.0
0.2
0.4
0.6
0.8
1.0
10
20
dav /
m
P
L/ W
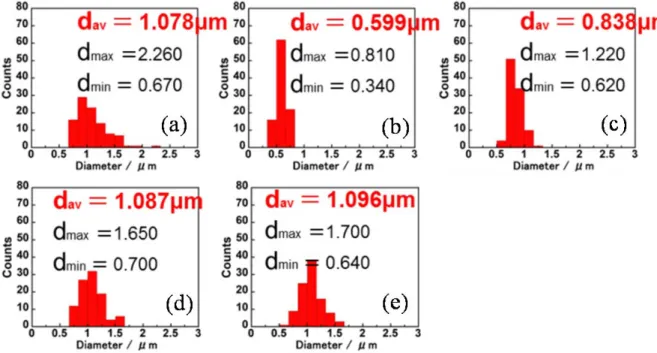
Figure 2-13. Histograms of the diameters of Ny-66 fibers drawn at various laser powers (PL) by the laser
heating during the supersonic drawing process at chamber pressures (pch) of 20kPa: (a) PL = 5 W, (b) PL =
10 W, (c) PL = 15 W, (d) PL = 20 W, (e) PL = 25 W, (f) PL = 30 W.
2.3.1.2.2 CO2レーザー出力と融点および結晶化度の関係 Figure 2-15 に各延伸繊維の DSC 曲線を示す。PL = 10 ~ 30 W の範囲において低温側(Tm1)と高 温側(Tm2)に2 つの融点が観測された。とくに PL = 10 W と 15 W の延伸繊維において Tm2のピー クは増加した。 Table 2-2 に各延伸繊維の融点(Tm1, Tm2)および結晶化度(Xc1, Xc2)を示す。Tm2の最高値はPL = 15 W の274.2 °C であった。Xc2の最高値はPL = 10 W の 14.2 %であった。 Figure 2-16 にレーザー出力(PL)、高温側融点の結晶化度(Xc2)および平均繊維径(dav)の関係を示 す。davが細く、Xc2が高くなるのはPL = 10 W と 15 W であった。
Figure 2-15. DSC curves of the original fiber and fibers obtained at various laser powers (PL).
5
10
15
20
25
30
0.0
0.5
1.0
10
20
d
avX
c2P
L/ W
dav /
m
0
5
10
15
20
X
c2/ %
Table 2-2. Lower melting point (Tm1) and higher melting point (Tm2) and degrees of crystallinity (Xc1 and
Xc2) determined from the heats of fusion of the low and high melting peaks for the original fiber and the
fibers obtained at various laser powers (PL).
Sample Tm1, Tm2 / ℃ Xc1, Xc2 / % Original 259.3, - 29.8, - PL = 5 W 258.5, - 40.5, - PL = 10 W 254.7, 272.6 12.5, 14.2 PL = 15 W 259.5, 274.2 14.8, 12.5 PL = 20 W 258.3, 271.7 25.4, 5.5 PL = 25 W 257.8, 271.7 27.2, 6.5 PL = 30 W 257.0, 271.3 33.2, 3.5
Figure 2-16. Change in the average fiber diameter and degree of crystallinity (Xc2) with laser powers(PL) at
2.3.1.3 原繊維供給速度の検討 2.3.1.3.1 原繊維供給速度と繊維径の関係 原繊維供給速度(Ss)が速いと原繊維は十分に加熱されずナノファイバーにならない。反対に遅く なると原繊維の溶融粘度が下がり微粒子化や気泡などが発生する。ここではレーザー照射位置を D = 2.0 mm、真空チャンバー圧力を pch = 20 kPa およびレーザー出力を PL = 10 W に固定し、Ssを 0.05 ~ 0.25 m·min-1に変化させてナノファイバーを作製した。
Figure 2-17 と Figure 2-18 に作製した延伸繊維の SEM 像および繊維径分布を示す。また、Figure 2-19 に平均繊維径(dav)と原繊維供給速度(Ss)の関係を示す。平均繊維径(dav)は、Ss = 0.1 ~ 0.15 m
·min-1で1 µm 以下となり、原繊維はナノファイバー化した。
Figure 2-17. Scanning electron micrographs of the fibers drawn at various fiber supply speeds (Ss),
including photographs (500 X) showing necking formed by the laser heating during the supersonic drawing process at chamber pressures (pch) of 20kPa: (a) Ss = 0.05 m·min-1, (b) Ss = 0.1 m·min-1, (c) Ss =
0.00 0.05 0.10 0.15 0.20 0.25 0.30
0.0
0.2
0.4
0.6
0.8
1.0
1.2
dav /
m
Ss / m
min
-1Figure 2-18. Histograms of the diameters of Ny-66 fibers drawn at various fiber supply speeds (Ss) by the
laser heating during the supersonic drawing process at chamber pressures (pch) of 20kPa: (a) Ss = 0.05
m·min-1, (b) Ss = 0.1 m·min-1, (c) Ss = 0.15 m·min-1, (d) Ss = 0.2 m·min-1, (e) Ss = 0.25 m·min-1.
2.3.1.3.2 原繊維供給速度と融点および結晶化度の関係 Figure 2-20 に各延伸繊維の DSC 曲線を示す。原繊維供給速度 Ss = 0.05 ~ 0.25 m·min-1の範囲にお いて低温側(Tm1)と高温側(Tm2)に2 つの融点が観測された。とくに Ss = 0.1 m·min-1の延伸繊 維においてTm2のピークは増加した。 Table 2-3 に各延伸繊維の融点(Tm1, Tm2)および結晶化度(Xc1, Xc2)を示す。Tm2の最高値はSs = 0.2 m·min-1の277.1 °C であった。Xc2の最高値はSs = 0.1 m·min-1の14.2 %であった。 Figure 2-21 に原繊維供給速度(Ss)、高温側融点の結晶化度(Xc2)および平均繊維径(dav)の関係を 示す。davが細く、Xc2が高くなるのはSs = 0.1 m·min-1 のときであった。
0.0
0.1
0.2
0.3
0.0
0.2
0.4
0.6
0.8
1.0
1.2
d
avX
c2S
s/ m min
-1dav /
m
0
5
10
15
20
X
c2/ %
Table 2-3. Lower melting point (Tm1) and higher melting point (Tm2) and degrees of crystallinity (Xc1 and
Xc2) determined from the heats of fusion of the low and high melting peaks for the original fiber and the
fibers obtained at various fiber supply speeds(Ss).
Sample Tm1, Tm2 / °C Xc1, Xc2 / % Original 259.3, - 29.8, - Ss = 0.05 m·min-1 258.4, 275.9 24.0, 7.0 Ss = 0.1 m·min-1 254.7, 272.6 12.5, 14.2 Ss = 0.15 m·min-1 258.3, 276.7 17.1, 12.7 Ss = 0.2 m·min-1 258.4, 277.1 19.1, 12.5 Ss = 0.25 m·min-1 258.9, 277.0 19.1, 9.2
Figure 2-21. Change in the average fiber diameter and degree of crystallinity(Xc2) with fiber supply
.2.3.2 Ny-66 ナノファイバーの高次構造解析 上記で作製したNy-66 延伸繊維の分子配向、結晶構造、結晶配向および結晶サイズを測定し、 高温融点結晶(Tm2,Xc2)が多く生成するナノファイバーの高次構造について調査した。 2.3.2.1 高温融点結晶と分子配向 CO2レーザー照射位置(D)、CO2レーザー出力(PL)および原繊維供給速度(Ss)の検討において作製 した延伸繊維の偏光赤外線吸収スペクトルを測定し、アミド基(1540 cm-1:N-H 偏角振動)の赤外二 色比から分子配向を評価した。なお、試料は分子配向の解析用に束状に捕集したものを使用した。 赤外二色比は式2-9 を用いた。ここで A⊥と A∥は繊維軸方向に垂直に入射した吸収バンド強度 と平行に入射した吸収バンド強度である。
Dichroic ratio
⊥
∥
(2-9) Figure 2-22 ~ Figure 2-24 に各延伸条件で作製した繊維の赤外二色比と結晶化度(Xc2)の関係を示 す。全ての延伸条件においてXc2が高い繊維は赤外二色比も大きく、両者には相関が認められた。 本結果は、高温融点結晶を多く生成させるには、分子配向を高める必要があることを示している。Figure 2-22. Change in the dichroic ratio (A⊥/A∥) of the N-H amide band near 1540 cm-1 and the
Figure 2-23. Change in the dichroic ratio (A⊥/A∥) of the N-H amide band near 1540 cm-1 and the
degree of crystallinity (Xc2) with laser powers(PL) at chamber pressures (pch) of 20 kPa.
Figure 2-24. Change in the dichroic ratio (A⊥/A∥) of the N-H amide band near 1540 cm-1 and the
2.3.2.2 結晶構造、結晶配向、結晶サイズ Figure 2-25 に CO2レーザー出力(PL)を変化せて作製したナノファイバーの WAXD 像を示す。な お、試料はFigure 2-23 と同じであるが、あらたに 260 °C×15 min の定長拘束状態で熱処理したナ ノファイバーを追加した。CLSD 法で作製した熱処理前ナノファイバーは、結晶が不完全であり ほぼ非晶の状態であった。一方、熱処理したナノファイバーは d100と d010 / 110の α 晶(Triclinic structure)に由来する X 線回折ピークが観測された[47]。本結果は、ナノファイバーで観測される 高温融点結晶(Tm2)は DSC 測定時の昇温過程で生成していることを示している。また、X 線回折の 散乱強度は赤道方向に分布しており、延伸方向への結晶配向が認められた。 Table2-4 に d100 の X 線回折ピークから求めた結晶配向度と結晶サイズを示す。なお、表中には 融点と結晶化度の値も記載した。本試料において、高温融点結晶(Tm2, Xc2)が多く存在するナノフ ァイバーは、PL = 10 W と PL = 15 W である。両試料の結晶配向度は π = 0.93 ~ 0.95 であり、他の PL で作製した繊維のπ = 0.91 ~ 0.92 に比べ高い傾向にあった。本結果は、高温融点結晶の生成に 結晶配向が関与していることを示している。 一方、結晶サイズはPL = 10 W において Xs = 5.3 nm、PL = 15 W では Xs = 5.7 nm と他の PL で作 製した繊維や原繊維のXs = 4.8 ~ 5.7nm とあまり変わらなかった。この理由として、ナノファイバ ーに存在する結晶の約50 %は通常の微結晶であり、結晶サイズを求める際に高温融点結晶の回折 ピークと重複し、区別できないためと考えられる。したがって、今回の測定結果から高温融点結 晶のサイズに関する考察はできなかった。
Figure 2-25. WAXD patterns for the original fiber and the nanofiber drawn at pch = 20 kPa at various
laser powers values (PL) for the bundled nanofibers annealed at 260 °C for 15 min at constant length.
PL = 10 W PL = 15 W PL = 20 PL = 25 W PL = 30 W Original fiber A s draw n na no fi ber An ne al ed na no fi ber d100 d010 / 110
Table 2-4. Lower melting point (Tm1), higher melting point (Tm2), dgrees of crystallinity (Xc1 and Xc2)
determined from the heats of fusion of the low and high melting peaks, crystallite size (Xs) and degree of
crystallite orientation (π) of d100 for the original fiber and the fibers obtained at various laser powers (PL).
Sample Tm1, Tm2 / ºC Xc1, Xc2 / % Xs / nm π Original 259.3, - 29.8, - 4.8 - PL = 10 W 254.7, 272.6 12.5, 14.2 5.3 0.93 PL = 15 W 259.5, 274.2 14.8, 12.5 5.7 0.94 PL = 20 W 258.3, 271.7 25.4, 5.5 5.2 0.9 PL = 25 W 257.8, 271.7 27.2, 6.5 5.5 0.91 PL = 30 W 257.0, 271.3 33.2, 3.5 5.7 0.91 2.3.3 高温融点結晶を多く含む Ny-66 ナノファイバーの最適作製条件 Table 2-5 に検討結果をもとに決定した高温融点結晶が多く生成する Ny-66 ナノファイバーの最 適作製条件を示す。最適条件で作製したナノファイバーの平均繊維径はdav = 0.516 ~ 0.599 nm、高 温側融点はTm2 = 272.6 ~ 274.2 °C、高温側融点の結晶化度は Xc2 = 12.5 ~ 14.2 %であった。また、 式2-7 と式 2-8 から延伸繊維の延伸倍率は λ = 約 92,000 ~ 約 124,000 倍、延伸速度は SD = 154 ~ 207 m·sec-1と算出された。
Table 2-5. Optimum drawing conditions for CLSD nanofibers.
Parameters Value
Laser power / W
10 ~ 15
Chamber pressure / kPa
20
Fiber supply speed / m·min
-10.1
Distance from orifice / mm
2.0
2.4 結論 CLSD 法による高温融点結晶を多く含む Ny-66 ナノファイバーの作製を検討し、以下の結果を 得た。 1)Ny-66 のナノファイバー化ならびに高温融点結晶が多く生成するナノファイバーの最適作 製条件を決定した。最適条件で作製したナノファイバーの平均繊維径(dav)は 0.516 ~ 0.599 µm、高温側の融点(Tm2)は 272.6 ~ 274.2 °C、高温側融点の結晶化度(Xc2)は 12.5 ~ 14.2 %であ った。また、延伸繊維の延伸倍率(λ)は約 92,000 ~ 約 124,000 倍、延伸速度(SD)は 154 ~ 207 m·sec-1であった。 2)高温側融点の結晶化度(Xc2)と赤外二色比には相関があり、Xc2の生成に分子配向の関与が示 唆された。 3)CLSD 法で作製した熱処理前のナノファイバーは、結晶が不完全であった。結晶は熱処理 後に生成し、結晶構造はα 晶であった。また、延伸方向への結晶配向が認められた。 4)熱処理したナノファイバーに存在する結晶(d100)サイズは 5.2 nm ~ 5.7 nm と微結晶であった。 ただし、結晶の約50 %を占める通常の微結晶の影響により、高温融点結晶のサイズを考察 することはできなかった。
第3章
炭酸ガスレーザー超音速マルチ延伸法による
3.1 緒言
繊維径が1 µm 以下のナノファイバーを使用した製品は、比表面積が非常に大きくなり、繊維間 にできる微細な空孔を利用してメンブランフィルター[48,49]、医療機器デバイス[50]、再生医療用 材料[51-53]などさまざまな応用が考えられている。 本章では、CLSD 法によるナノファイバーの生産性向上と、実用化を目的に考案された炭酸ガ スレーザー超音速マルチ延伸(CLSMD)法[55-57]を用いて、大面積の Ny-66 ナノファイバーシー トの作製を試みた。また、CLSD 法で作製した Ny-66 ナノファイバーは融点の上昇が観測される ため、加熱時の収縮や融解挙動を顕微鏡観察し、耐熱性について調べた。3.2 実験
3.2.1 試料 第2 章と同じ原繊維を用いた。 3.2.2 CLSMD 装置 Figure 3-1 に CLSMD 装置の概略図を示す[55,57]。基本構成は CLSD 装置と同じであるが、複数 の繊維供給オリフィスと巻取スプールが追加されている。 3.2.3 測定 3.2.3.1 繊維の形状観察と繊維径の測定 第2 章に準ずる。 3.2.3.2 融点測定および結晶化度の測定 第2 章に準ずる。 3.2.3.3 加熱過程での繊維形状の観察 装置はオリンパス(株)製 BX50 顕微鏡と加熱ステージを用いた。作製したナノファイバーシート の一部を切断し、2 枚のスライドガラスにシリコーンオイルと一緒にサンドして観察した。温度 範囲は30 ~ 300 °C とした。加熱中は試料の酸化を防止するため、窒素ガスを試料室内に導入した。3.3 結果および考察
3.3.1 CLSMD 法による Ny-66 ナノファイバーシートの作製 CLSMD 法によるナノファイバーシートの作製は、第 2 章で検討した CLSD 法の条件を参考に 行った[54]。Table 3-1 に CLSD 法と CLSMD 法による Ny-66 ナノファイバーの作製条件を示す。 CLSMD 法で検討したパラメーターは、レーザー出力(PL)、チャンバー圧力(pch)、巻取速度(Sw)で ある。 3.3.1.1 炭酸ガスレーザー出力の検討 今回、繊維供給オリフィスは7 本使用した。オリフィスは炭酸ガスレーザーの照射方向に対し て、10 mm 間隔で配置されている。したがってオリフィスから供給される 7 本の原繊維のすべて に炭酸ガスレーザーを均一に照射させる必要がある。また、炭酸ガスレーザーが照射される部分 は高温になるため、繊維の切断や熱分解などのダメージがないようにレーザー出力(PL)を設定 する必要がある。 Figure 3-2 に、PL = 10, 15, 20, 25, 30 W で作製したナノファイバーシートの各点(L)における平 均繊維径(dav)を示す。真空チャンバー圧力は pch = 10 kPa、巻取速度は Sw = 1.0 m·min-1に設定した。 各PLはすべてdavが1 µm 以下となり、原繊維はナノファイバー化した。また、各点の davの変化 は少なく、供給された7 本の原繊維は安定して延伸されていた。ただし、PL = 20 W、30 W ではシ ート内に繊維の破断により生じた粒状物が確認された。 Figure 3-3 に各 PLで作製したナノファイバーシートのDSC 曲線を示す。原繊維は 259 °C の融点Table 3-1. Drawing conditions for nanofiber sheets.
Parameters CLSD CLSMD
Laser power / W 10 10, 20, 30 Chamber pressure / kPa 20 10, 20, 30, 40 Winding speed / m·min-1 - 1.0, 2.5, 5.0, 10.0 Fiber supply speed / m·min-1 0.1 0.1
Distance from orifice / mm 2 2 Orifice diameter / mm 0.5 0.5
(Tm)を示すが、ナノファイバーシートでは、低温側と高温側に 2 つの Tmが観測された。低温側の 融点(Tm1)は原繊維とほぼ同じ温度であるが、高温側の融点(Tm2)は原繊維に対して 8 ~ 12 °C と高い 温度を示した。また、PLが低いほどTm2の温度は上昇した。 Figure 3-4 に PLと結晶化度(Xc)の関係を示す。PLの低下にともないTm2のXcは増加し、反対に Tm1のXcは低下した。 以上の結果、ナノファイバー中に高温融点結晶を多く生成させるには、PLは低く設定して延伸 するのが有効であった。
Figure 3-2. Average fiber diameter obtained at five different laser powers (PL) as a function of the
position along the length (L) of the winding spool, □: PL = 10 W, ●: PL = 15 W, ᇞ: PL = 20 W, ▼: PL = 25
W, ◇: PL = 30W.
0
4
8
12
16
20
0.0
0.2
0.4
0.6
0.8
1.0
Average diameter /
m
L / cm
L
Winding spool
Laser beam200 220 240 260 280 300
Endo.
Exo.
Temperature / C
Tm1 Tm2Original fiber
PL = 10 W
PL = 15 W
PL = 20 W
PL = 25 W
PL = 30 W
Figure 3-3. DSC curves of the original fiber and nanofiber sheets obtained at various laser power (PL) values.
Figure 3-4. Laser power dependence of the degree of crystallinity for nanofiber sheets wound at five
different laser powers.

![Figure 2-2 と Figure 2-3 に真空チャンバー圧力(p ch )を p ch = 10 kPa、30 kPa、50 kPa に減圧したと きの繊維供給オリフィス直下で発生する空気ジェットの流速と温度について 3 次元有限要素法 (3D-FEM)で流体解析した結果を示す[26-28]。各 p ch においてオリフィスの出口から 1 mm 付近の部 分では、空気ジェットの流速は速く、反対に温度は低くなる領域が認められる。また、Figure 2-4 と Figure2-5 は各 p ch にお](https://thumb-ap.123doks.com/thumbv2/123deta/7695507.1216962/24.892.129.781.666.1101/チャンバーオリフィスジェットについてにおいオリフィスジェット.webp)