1. 緒言
橋梁や港湾鋼構造物などの大型構造物を構成する長尺桁は, 厚板での総溶接線長が数 km にも及び,超音波探傷による品質 検査において,検査速度の向上が求められている。 長尺桁の溶接線では従来,主に JIS Z 30701)に規定されてい る自動超音波探傷が用いられているが,溶接部断面の全域を探 傷するために,探触子の左右走査と前後走査を組み合わせた走 査や,ジグザグ走査があるため,探傷に時間を要している。ま た検査効率を上げるために,複数探触子を並べたマルチプロー ブ UT 法2)が適用される場合もあるが,探触子毎に感度校正や 波形処理を行うシステムが必要であり,取り扱いが複雑化する などの課題がある。 一方,近年,超音波探傷におけるデータ処理速度が向上し, 複数素子が組み込まれた探触子によるフェイズドアレイUT 法3),4) が実用化されている。 フェイズドアレイ UT 法は,Fig.1 に示すように複数の素子を 持つ探触子の電子制御によって合成波面を形成することで,探 傷角度や超音波の集束位置を任意に設定できる。また電子制御 であるため,スキャン速度が非常に速い。 本研究では,溶接線直角方向のプローブ前後走査を,機械走 査から電子走査に代替することで溶接継手検査の効率化を図る ことを目的として,フェイズドアレイ UT 法の電子制御リニア スキャン方式を実用化するために,JIS Z 30605)に準拠した探 傷条件や制御処理条件を検討した。2. 検査対象とフェイズドアレイ超音波探傷法
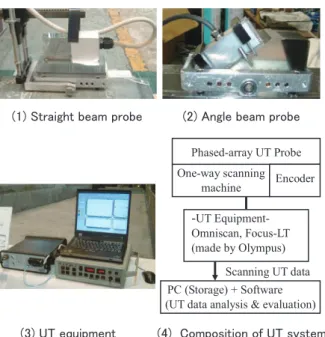
検査対象の溶接継手は,Fig.2 に示すように鋼構造物の主要 継手である突合せ継手と T 継手とした。超音波探傷にて検出す べき欠陥は,融合不良,スラグ巻込み,凝固割れ,ブローホー ル,ルート割れ等の内在欠陥である。突合せ継手,T 継手に電 子制御リニアスキャン方式を適用した探傷方法を Fig.3 に示す。 何れも JIS Z 30605)における探傷の考え方と同様に,少なくと も超音波ビームを 2 方向から探傷する方法とし,(1)突合せ継 手は溶接部両側に斜角探触子(横波)を配置し,直射法と一回 反射法により探傷,T 継手では(2)ウェブ面に斜角探触子(横 波)を配置し直射法と一回反射法で探傷する方法,(3)フラン ジ面に垂直(縦波)と斜角探触子(横波)を配置し 3 方向から 探傷する方法とした。 本研究にて用いたフェイズドアレイ UT 探傷システムを Fig.4 に示す。探傷システムは,探触子,エンコーダ付の溶接方向走 査治具,探傷装置から構成され,JIS Z 3060 における 1mm ピッ チ方形走査を模擬するために,溶接線方向 1mm ピッチにて探溶接継手部へのフェイズドアレイを用いた自動超音波探傷
に関する研究(第一報 実用探傷条件の検討)
上林 正和
*勝浦 啓
**服部 圭二
***近藤 祐史
****池上 克則
****Study of Automatic Ultrasonic Testing Using Phased Array UT Techniques
for Welded Joints(1st Report, Evaluation of Effective UT Condition)
Abstract
In large-scale structures such as bridges or coastal steel structures, the total length of the welded joints of the thick girder is very long. Therefore, improvement of the inspection speed of ultrasonic testing (UT) for the welded joint is required.Conventional UT needs mechanical movement of the probe to scan all sections of the weld. The phased array UT technique can replace this mechanical scanning movement in a right-angle direction against the welded line with high speed electrical scanning. In this study, we evaluated the UT condition based on JIS Z 3060 for the phased array UT techniques applying to the weld practically.
Masakazu KAMIBAYASHI
*,
Hiroshi KATSUURA
**,
Keiji HATTORI
***Yuji KONDO
****and
Katsunori IKEUE
****Key Words Ultrasonic,Phased array,Electrical scanning, Weld
原稿受付:平成 21 年 2 月 3 日
* 三菱重工業(株) 技術本部横浜研究所 (神奈川県横浜市金沢区幸
浦 1-8-1)
Mitsubishi Heavy Industries, Ltd. Yokohama Research & Development Center
** 三菱重工業(株) 技術本部技術企画部 (東京都港区港南 2-16-5)
Mitsubishi Heavy Industries, Ltd. Technical Headquarters
*** 三菱重工業(株) 横浜製作所品質保証部 (神奈川県横浜市中区錦
町 12)
Mitsubishi Heavy Industries, Ltd. Yokohama Dockyard & Machinery Works
**** 検査研究所 非破壊検査部 技術課 (神奈川県横浜市金沢区幸浦
1-8-1)
Kensa Kenkyusho Inspection co., Ltd.
Fig. 1 Principle of angle beam UT and phased-array UT (1) Angle beam technique
Delay time Multi piezo-elements Fast Late Composite wave face (2) Phased - array UT
傷データを取り込むシステムとした。本実験に使用したプロー ブの仕様を Table 1 に示す。素子ピッチは,溶接線方向の探 傷ピッチと同様に 1mm とし,垂直探傷では全 128 素子,斜角 探傷では全 64 素子のプローブとし,それぞれにアクリル製の ウェッジを設けた。
3. 探傷条件の検討
溶接部の超音波探傷にフェイズドアレイ UT 法を実用化する ために, ①校正試験片の設計, ②有効な探傷条件の評価, ③ノイ ズ分析と対策, ④実用探傷範囲の評価, ⑤実用的な探傷速度の検 討, ⑥データ圧縮性能の評価を行った。 3.1 校正試験片 フェイズドアレイ UT 法における感度校正のための対比試験片 を,JIS Z 3060 に準拠するよう Fig.5 に示すように設計及び製作 した。基準穴径はφ3mm とし,検査対象の最大厚さを 100mm とし,試験片の厚さは 125mm と厚くした。全長は最大屈折角 70°の感度校正ができるように決定し,板幅は JIS Z 30605)か ら式(1)によって求めた。 ………(1) W:試験片幅,λ:波長(縦波斜角も想定),S:最大ビーム路程, D:探触子幅 3.2 音場解析によるビーム集束位置の評価 フェイズドアレイ UT 法での有効な超音波ビーム集束条件を 評価するために,ホイヘンスの原理(点音源の重ね合せ)によ る定常音場解析を用いて,一般的な JIS Z 3060 規定プローブ(垂 直探傷:5 MHz,φ10 mm,斜角探傷:5MHz,10 × 10 mm) と,フェイズドアレイ UT プローブ(同時励起 16 素子×素子長 1mm =仮想プローブ長 16mm の場合)での超音波ビームの音 場特性を比較した。 Fig.6 に示す垂直探傷では,JIS 規定プローブに比べフェイズ ドアレイ UT プローブの寸法が大きいため,集束効果は深い位 置まで持続している。ビーム集束深さを 20mm に設定した場合 は深さ 30mm 程度まで,集束深さ 40mm では深さ 50mm 程度 までの集束効果を確認できた。超音波ビームの集束位置は,探Table 1 Configuration of phased-array UT probe Straight beam
inspection
Angle beam inspection
Frequency 5 MHz 5 MHz
Total elements 128 elements×1mm 64 elements×1mm
Probe length 128 mm 64 mm
Probe width 12 mm 12 mm
Nominal beam
angle 0 deg (Straight) 40deg~70deg
Fig. 2 Weld inner flaws that should be detected by UT (1) Butt joints (2) T - fillet joints
Solidification cracking Underbead cracking
Blowhole Slag inclusion
Crack on penetration bead Lack of
fusion Slag inclusion Blowhole Solidification cracking Lack of fusion Blowhole Slag inclusion Blowhole Lack of fusion Slag inclusion Solidification cracking
Fig. 3 UT inspection method for weld joints
(1) Butt joint
(2) T - fillet joint
Scanning
Scanning
Scanning
Inspection
from web
from flange
Inspection
Fig. 4 System of phased-array UT (1) Straight beam probe (2) Angle beam probe
(3) UT equipment (4) Composition of UT system PC (Storage) + Software (UT data analysis & evaluation)
-UT Equipment-Omniscan, Focus-LT (made by Olympus) One-way scanning machine Phased-array UT Probe Encoder Scanning UT data
Fig. 5 Reference block for phased-array UT
90mm 600mm (Weight≒53kg) 125 m m 70+2° 372mm
Side drill hole 3
2 2 1.18 88
傷深さの約 2/3 に設定することで,ビーム集束後の拡散の影響 を受けずに探傷可能と考える。 また,Fig.7 に示す斜角探傷では,垂直探傷と同様にフェイ ズドアレイ UT プローブの方が深い位置まで集束効果があり, 厚板でのビーム路程の長い探傷に有効と考える。 3.3 同時励起素子数の評価 フェイズドアレイ UT 法では,Fig. 1 に示した合成波面を形成 するための同時励起素子サイズによって超音波発振時の仮想プ ローブ寸法が異なるため,欠陥検出性に影響を与える。そこで, Fig. 5 に示した対比試験片(深さ 10 〜 70mm 横穴)を用いて, 垂直および斜角探傷の同時励起素子数と横穴エコー S/N 比の関 係を求めた。その結果を Fig.8 に示す。なお,ビーム集束深さ 位置は最大板厚 100mm を想定し,約 2/3 の深さである 70mm 位置に設定した。 垂直探傷では,各深さ S/N 比の平均を見ると同時励起 8 〜 24 素子にて S/N 比≒ 30dB となったが,12 素子以下では深さ 70mm 位置の S/N 比が相対的に低くなったため,厚板の探傷を 想定した場合には 16 〜 24 素子が有効と考える。斜角 70°では, 超音波の減衰効果により,深い位置の横穴エコー S/N 比が低い 傾向であり,平均値を見ると同時励起 16 素子以上では S/N 比 が 20dB 以上と比較的高かった。 以上のように,検出性に直結する S/N 比が高い同時励起素子 数は 16 素子以上であったことから,後述する検証試験では,同 時励起 16 素子とした。 3.4 斜角探傷におけるノイズ分析と対策 フェイズドアレイ UT 法では,プローブ大型化に伴いウェッ ジ寸法も大きくなるため,探傷位置に応じたウェッジの設計 が必要となる。市販の斜角 40°用ウェッジを用いた場合には, Fig. 9に示すようにプローブ後部からの入射波がウェッジ底面 で反射,さらにプローブ前角部で反射したエコーがノイズとな る。感度 80%に調整後のノイズエコーは 13%となり L 線(20%) レベルは超えないものの,橋梁溶接部の UT 検査6)−9)におけ る検出レベル L/2 線(10%)は超え,欠陥として誤検出する可 能性がある。ノイズ要因であるプローブ前角部の反射回避を狙 い,ウェッジケタ高さHを上げる対策を行うことで,ノイズを 低減した。ここで,ノイズ低減に有効なケタ高さHは,プロー ブ前角部にビームが入射しない条件として,式(2)により求 められる。 ………(2) H:ケタ高さ, E:素子合計長,α:ウェッジ内入射角 2 1 tan tan cos H E 2 $ $ 2 a a a -_ i
Fig. 6 Ultrasonic field of straight beam probes
(1) 5 MHz,φ10 mm (JIS Z3060)
(
Focus depth=20 mm) (Focus depth=40 mm) (No focusing)(2) Phased - array UT probe
Probe Inspection depth Sound intensity 0 10 20 30 40 50 0 10 20 30 40 50 So un d in te ns ity D epth [m m ]
Fig. 7 Ultrasonic field of angle beam probes
(1) 5MHz,10×10 mm (JIS Z3060)
(2) Phased - array UT probe
Probe
L49-64 L25-40
L1-16
Simultaneous excitation
elements: L1 to L16 Simultaneous excitationelements: L25 to L40
Simultaneous excitation elements: L49 to L64 0 10 20 30 40 50 0 10 20 30 40 50 0 10 20 30 40 50 So un d in te ns ity Sound intensity 0 10 20 30 40 50
Fig. 8 S/N ratio by simultaneous excitation elements 0 10 20 30 40 0 10 20 30
Number of simultaneous excitation elements
Signal / Noise ratio [dB]
10mm 30mm 50mm 70mm Average Depth of drill hole Effective elements
(1) Straight beam:5MHz, 128elements (Width=12 mm)
0 10 20 30 40 0 10 20 30
Number of simultaneous excitation elements
Signal / Noise ratio [dB]
10mm 30mm 50mm 70mm Average Depth of drill hole
(2) Angle beam 70deg:5MHz, 64elements (Width=12 mm)
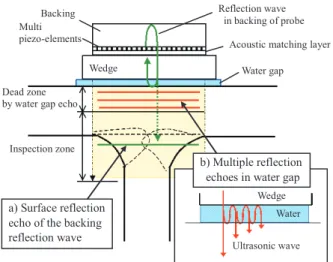
また,斜角 60°用ウェッジでは Fig.10 に示すように深さ 60mm 付近に 12%の乱反射エコーが出現する。超音波ビーム拡がりに よりダンパー材脇に入射,ダンパー材保持部前面で反射したエ コーであるため,プローブ前面範囲に V ノッチを設けてノイズ エコーが低減するよう改善した。 3.5 垂直探傷におけるノイズ分析と対策 垂直探傷でのノイズは Fig.11 に示すように,a)プローブバッ キング材内で反射した遅れ入射波による探傷面のエコー,b)水 ギャップによる多重エコーがある。 5MHz プローブにより板厚 40mm の垂直探傷を行った A ス コープ波形と,FFT 処理結果を Fig.12 に示す。 多重エコーの 5MHz 付近にピークが出ている他,約 10MHz にプローブバッキング材の高周波成分が現れているため,ローパ スフィルタ(5MHz 以上を減衰)を用いてノイズ除去した。校正 試験片の探傷波形と,周波数フィルタリング処理結果を Fig.13 に示す。フィルタリング処理により,プローブバッキング材によ るノイズエコーを除去できたほか,処理前に比べ全体的なノイズ を低減でき,欠陥エコーがより鮮明に確認できるようになった。 次に,垂直探傷での水ギャップ 0.4mm での不感帯の状況と, 水ギャップ量と不感帯との関係をプロットした結果を Fig.14 に 示す。ギャップ量の増大に伴い不感帯は大きくなり,浅い位置 での探傷ができない要因となる。探傷範囲に合わせて,自動探 傷における水ギャップ量を調整する必要があることを確認した。 3.6 ノイズエコーによる実用探傷範囲の評価 JIS Z 3060 では,探傷範囲<150mm では周波数 5MHz を, 探傷範囲≧150mm では周波数 2MHz を用いると規定されてい る。フェイズドアレイ UT 法での探傷範囲を確認するため,ビー ム路程による材料ノイズレベルを確認した。 周波数 5MHz,2MHz でのビーム路程と材料ノイズの関係 を Fig.15 に示す。基準感度は横穴φ3mm を 80%に調整した。 ノイズはビーム路程 200mm でも L 線(20%)レベルは超えな いことが確認できたが,橋梁溶接部 UT 検査における検出レベ ル L/2 線(10%)を基準とした場合には,5MHz では路程≧ 120mm,2MHz では路程≧150mm にて検出レベルを超えてお り,探傷範囲に制限が必要であることを確認した。
Fig.11 Cause of noises on straight beam inspection
Backing Multi
piezo-elements Acoustic matching layer Reflection wave
in backing of probe
Wedge Dead zone
by water gap echo Inspection zone
a) Surface reflection echo of the backing reflection wave
Water gap
b) Multiple reflection echoes in water gap
Wedge Water Ultrasonic wave
Fig. 9 Countermeasure for wedge noise (40degrees)
(1) Before improvement
(2) After improvement
Noise: 13%
B-scope of un-contacted probe
20 40 60 80 100 120 140 120 100 80 60 40 20 0 D epth
B-scope of un-contacted probe
20 40 60 80 100 120 140 120 100 80 60 40 20 0 D epth α α
Fig.10 Countermeasure for wedge noise (60degrees)
(1) Before improvement
(2) After improvement
V-notch
Noise: 12%
B-scope of un-contacted probe 0 20 40 60 80 100 120 350 300 250 200 150 100 50 0 D epth
B-scope of un-contacted probe
350 300 250 200 150 100 50 0 0 20 40 60 80 100 120 D epth
Fig.12 FFT of waveform on straight beam inspection
(1) A - scopewaveform (2) Result of FFT
Bottom reflection echo of flange (1.36×10-5sec)×(5,900m/s)×1/2 = 40mm (Thickness) 100 80 60 40 20 0 -20 -40 -60 -80 -100 Ec ho amp lit ud e [d B ] 0.5 1 1.5 2 2.5 3 3.5 4 4.5 Time [×10-5sec]
Surface reflection echo by the backing reflection wave Bottom reflection echo of flange 3 2.5 2 1.5 1 0.5 0 Ec ho pow er sp ec tra ld en si ty 0 5 10 15 20 25 30 35 40 45 50 Frequency [MHz]
Fig.13 FFT of waveform on straight beam inspection
(1) Original waveform (2) Filtering waveform
Drill hole echo
0 10 20 30 40 50 20 40 60 80 100 120 Surface reflection echo by the backing reflection
D
epth
B-scope
Drill hole echo
20 40 60 80 100 120 0 10 20 30 40 D epth B-scope
3.7 T 継手の繰返し周波数による実用探傷速度 電子制御によるリニアスキャン方式は,一断面にて複数パル スを一定の繰返し周波数で励起し,各パルスのエコーを濃淡表 示させて探傷断面画像を得ているため,探傷速度向上には送信 パルスの繰返し周波数を上げる必要がある。 一方,T 継手をフランジまたはウェブから探傷する場合には, フランジ端部などからの形状エコーが遅れて現れる。ここで繰 返し周波数を極端に上げると,前ステップの送信パルスによる 形状反射などの遅れエコーが次ステップの送信パルスでの探傷 範囲中に出現し,ゴーストエコーとなり得る。そこで,以下の 手順によりゴーストエコーを排除する手法を検討し,実用的な 探傷速度を評価した。 3.7.1 ゴーストエコー要因の分析 ウェブ厚 26mm,フランジ厚 40mm(溶接脚長 25mm)の T 継手サンプルを,a)フランジ面から縦波垂直探傷,b)ウェブ面 から横波斜角探傷(45 〜 70deg セクタスキャン)した場合の探 傷波形を,Fig.16 に示す。表示ビーム路程は遅れエコーを確認 するため十分な距離とした。 フランジ面からの垂直探傷では,①ウェッジ内多重エコー, ②フランジ底面エコー,③溶接形状エコー,④ウェブ底面エコー
Fig.14 Dead zone of straight beam by water gap
(1) Waveform of water gap = 0.4 mm
0 5 10 15 20 25 30 0.0 0.2 0.4 0.6 0.8 1.0 Water gap [mm] D ea d zo ne [m m
] Simultaneous excitation: 16 elementsSimultaneous excitation: 24 elements
(2) Relation between water gap and dead zone
0 5 10 15 20 25 30 35 40 Dead zone depth =10mm 0 10 20 30 40 20 40 60 80 100 120 B-scope A-scope
Beam path length [mm]
Ec ho he ig ht le ve l[%] D epth
Fig.15 Relation between beam path length and noise echo 0 5 10 15 20 25 0 50 100 150 200
Beam path length [mm]
Noise echo level [%]
Beam angle: 60deg Beam angle: 65deg Beam angle: 70deg
Detectable level =L Detectable level =L/2
Applicable limit
Applicable limit by JIS Z3060
(1) 5MHz, 64elements (probe width=12mm)
0 5 10 15 20 25 0 50 100 150 200
Beam path length [mm]
Noise echo level [%]
Beam angle: 60deg Beam angle: 65deg Beam angle: 70deg
Detectable level =L
Detectable level =L/2
Applicable limit
(2) 2MHz, 64elements (probe width=12mm) Fig.16 PRF setting by disappearance of noise echoes
40 26 Flange Web Probe ① ② ③ ④ 40 Flange Web Probe 26 800 ① ②
① : Multiple wedge reflection echoes
② : Flange bottom echoes
③ : Weld shape echo ④ : Web bottom echoes
① : Flange corner echo (1)
② : Flange corner echo (2)
Beam F1 Beam F2 Beam F3 Display range Display range Display range
W id th di re ct io n (P ul se co un t) PRF: 5,700Hz Depth [mm]
①Multiple wedge reflection echoes
③Weld shape echo ②Flange bottom echoes
②Flange bottom echoes
PRF (Pulse Repetition Frequency) setting that doesn't appear the ghost echoes.
④Web bottom echoes
0 200 400 600 800 1000 1200 1400 1600 1800 10 20 30 40 50 60 70 80 Effective PRF = 5.7 kHz
PRF (Pulse Repetition Frequency) setting that does not show the ghost echoes.
70deg PRF: 2,000Hz Display range Beam F1 Display range Beam F2
①Flange corner echoes (1)
Depth [mm] PRF (Pulse Repetition Frequency) setting that doesn't appear the ghost echoes.
W id th dir ec tio n [ m m ]
②Flange corner echoes (2)
45deg 0 100 200 300 400 500 600 700 0 20 0 40 0 60 0 80 0 1000 Effective PRF = 2.0 kHz
PRF (Pulse Repetition Frequency) setting that does not show the ghost echoes.
(1) Straight beam from flange of T-fillet joint
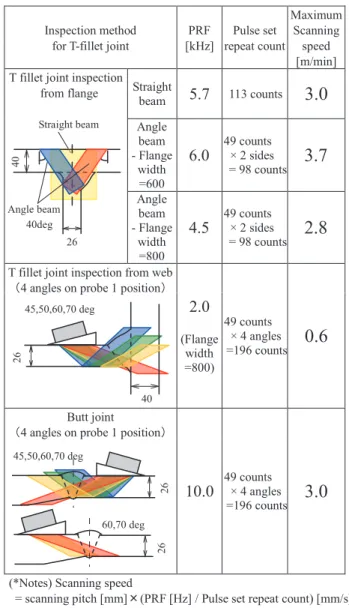
がノイズとして確認された。このうち,①,③,④の幅方向位 置は溶接部と重なるため,ゴーストエコーになり得る。ウェブ 面から斜角探傷の波形では,フランジ端からのエコーが遅れエ コーとして確認された。 3.7.2 ゴーストエコー回避のための繰返し周波数 Fig.16 に示したフランジ面からの溶接部の垂直探傷にて必要 な表示路程は 100 mm 程度となる。しかし前述のノイズ ①,③, ④が,ビーム路程 520mm 程度まで出現しているため,探傷範 囲内のゴーストエコーを回避するためには,ビーム路程 520mm 以上となるタイミングで次ステップの送信パルスを発振する必 要がある。この時の繰返し周波数の最大限界値は,式(3)より 5.7kHz と求められる。 またウェブ面からの斜角探傷では,屈折角 45°でのビーム路 程 600 〜 750 mm に,屈折角 70°でのビーム路程 500 〜 800 mm に,フランジ端部からのエコーが確認された。これらがゴース トエコーとして現れないよう回避するための繰返し周波数は式 (3)より,45°:2.1kHz,70°:2kHz と求められ,最も低い 2kHz 以下とする必要がある。 なお,式(3)での音速は,斜角探傷では横波,垂直探傷で は縦波の音速とする。 ………(3) PRF:繰返し周波数, C:鋼中音速,S:最大ビーム路程 3.7.3 実用探傷速度の設定 フェイズドアレイ UT 法における探傷速度を式(4)に示す。 つまり一断面を探傷する周波数は,送信パルスの繰返し周波数 (PRF)を一断面におけるパルス繰返し数(PRC)で除した値で あり,これに溶接方向の探傷ピッチを乗じることで,溶接方向 のプローブ移動速度が算出できる。 前述により,T 継手フランジ面およびウェブ面からの各探傷 条件にて,ゴーストエコーを回避する繰返し周波数,各探傷条 件の送信パルス繰返し数から求めた実用探傷速度を Table 2 に 示す。また,リニアスキャン方式での一断面のパルス繰返し数 を式(5)に示す。フランジ面からの斜角探傷は,両側から一 度に探傷を想定したため,パルス繰返し数は 2 倍とした。T 継 手のフランジ面からの探傷における実用速度は約 3m/min と なった。ウェブ面からの探傷では,64 素子では一つの屈折角に よるリニアスキャン方式では探傷範囲を全てカバーすることが 出来ないため,屈折角 45,50,60,70°:4 角度を組み合わせる 方法とし,パルス繰り返し数は 49 回× 4 角度= 196 回となった。 この時の実用速度は約 0.6m/min である。 ………(4) Va:探傷速度,p:探傷ピッチ,PRC:一断面パルス繰返数 ………(5) EALL:プローブ全素子数,EIE:同時励起素子数 3.8 実用探傷のための探傷データ圧縮性能 フェイズドアレイ UT 法ではビーム路程方向の全データを保 存しデータ量が膨大となるため,実用化には探傷データの圧縮 が必要となる。しかしデータ圧縮により一般的なサンプリング 周波数 100MHz の探傷データに抜けが出て,①遠距離分解能低 下,②最大エコー見逃し,③カップリングチェック機能低下等 の問題を招く可能性がある。そこで斜角探傷にて検査機能を保 持する圧縮限界を評価した。 3.8.1 遠距離分解能 Fig.17 に遠距離分解能評価用の試験片と試験方法を示す。各 段差の底面エコー間の谷レベルを計測し,JIS Z 2352 に拠れば 3%以下で分解できていると見なす。 データ圧縮率による段差 3mm,5mm での底面エコー間谷レ ベルの測定結果を Fig.18 に示す。JIS Z 3060(5MHz)での要 求値である 5mm 段差では,何れの屈折角においてもデータ圧 PRC=EALL-EIE-1
Table 2 Actual scanning speed by setting of PRF
Inspection method
for T-fillet joint [kHz]PRF repeat countPulse set
Maximum Scanning
speed [m/min] T fillet joint inspection
from flange Straightbeam
5.7
113 counts3.0
Angle beam - Flange width =600
6.0
49 counts× 2 sides = 98 counts3.7
Angle beam - Flange width =8004.5
49 counts× 2 sides = 98 counts2.8
T fillet joint inspection from web
(4 angles on probe 1 position)
2.0
(Flange width =800) 49 counts × 4 angles =196 counts0.6
Butt joint(4 angles on probe 1 position)
10.0
49 counts× 4 angles=196 counts
3.0
(*Notes) Scanning speed
= scanning pitch [mm]×(PRF [Hz] / Pulse set repeat count) [mm/s] Simultaneous excitation = 16elements
PRF: Pulse Repetition Frequency
45,50,60,70 deg 26 40 45,50,60,70 deg 26 60,70 deg 26 Angle beam 40deg Straight beam 40 26
Fig.17 Testing method of the far-surface resolution
(1) B-RDblock (JIS Z2345)
(2) Testing method
Echo (A) Echo (B)
Echo (A) Echo (B) Acceptable level by JIS Z3060 = 3% [Unit:mm] PRF S mm C m s 2 103 往復分 # # E / _ i 7 7A A / V mm sa7 A=p mm7 A#PRF HzPRC7 A
縮率 1/100 まで谷エコーレベル≦ 3%であり,十分な性能を有 している。ただし,橋梁溶接部における疲労強度上にて要求さ れる最小検出欠陥高さが 3mm9)であることから,遠距離分解 能の要求値を 3mm とした場合は,データ圧縮率 1/40 まで有効 であることを確認した。 3.8.2 最大エコーレベル データ圧縮率を 1/10 〜 1/80 に変化させた条件にて,対比試 験片の横穴エコー高さを測定した結果,何れも最大エコー高さ に変化がないことを確認した。 3.8.3 カップリングチェック(林状エコー方式)機能 対比試験片を用いて故意に接触媒質の量を調整しカップリン グ不良を再現させ,横穴エコーが低くなった時の林状エコーを, データ圧縮率を変化させて測定した。 圧縮率 1/10 〜 1/80 の横穴エコー高さと林状エコーの関係を Fig.19に示す。データ圧縮率 1/10 では横穴エコー高さ 80%で の林状エコーは 1.1%,横穴エコー 10%に低下した場合は 0.9% まで低下し,Δ0.2%であった。一方,データ圧縮率 1/80 では, 横穴エコー 80%時の林状エコー 1.8%に対し,横穴エコー 10% 時は 1.2%となり,Δ0.6%と大きくなった。つまり,データ圧縮 率を 1/80 まで低下させてもカップリング不良時(横穴エコー高 さ低下時)の林状エコーの低下が確認でき,十分機能し得るこ とを確認した。
4. 結言
長尺桁溶接部の超音波探傷の効率化を目的に,フェイズドア レイ UT 法のリニアスキャン方式(素子方向電子スキャニング) を,JIS Z 3060 に準拠した溶接部の探傷法として実用化するた めに,有効な探傷条件を検討し明らかにした。 (1)音場解析より,ビーム集束後の拡散影響を受けずに探傷で きるビーム集束位置は,探傷範囲の約 2/3 であった。 (2)検出性と直結する S/N 比の観点から,垂直,斜角探傷に 共通して,有効な同時励起素子数を 16 素子と示した。 (3)斜角探傷プローブでのノイズを分析,ウェッジ形状を検討 した。垂直探傷では,周波数フィルタによるバッキング材 ノイズ低減,水ギャップに伴う不感帯の確認を行った。 (4)ビーム路程による材料ノイズを確認し,検出レベルを L 線, L/2 線とした場合の有効な探傷範囲を確認した。 (5)T 継手探傷時の形状反射による遅れエコーを分析し,ゴー ストエコーがノイズとして現れない繰返し周波数の設定値 を評価し,実用可能な探傷速度を求めた。 (6)探傷データ圧縮時の遠距離分解能,林状エコー方式のカッ プリングチェック機能を評価した。必要分解能を JIS Z 3060 規定の 5mm とした場合は,サンプリング周波数 100MHz 探傷データを 1/100 まで圧縮しても問題なく,カップリン グチェックも圧縮率 1/80 で機能することを確認した。必 要分解能を,橋梁溶接部の必要検出高さ 3mm とした場合 は,圧縮率 1/40 まで有効であることを確認した。参 考 文 献
1)JIS Z 3070:鋼溶接部の超音波自動探傷方法, 日本規格協会, (1998) 2)飯塚幸理, 長棟章生, 正村克身:鋼管製品を支える非破壊検 査技術, JFE 技報, 9, pp.40-45, (2005) 3)川浪精一, 黒川政秋, 谷口 優, 多田義久:フェーズドアレ イ超音波探傷技術の開発, 三菱重工技報, 38 (3), pp.154-157, (2001) 4)平澤泰治:フェーズドアレイ法を用いた炉内機器溶接部の超 音波探傷技術開発,溶接技術,49(10), pp.68-72, (2001) 5)JIS Z 3060:鋼溶接部の超音波探傷試験方法, 日本規格協会, (2002) 6)道路橋示方書・同解説, 日本道路協会, (2002) 7)構造物施工管理要領 [2-3-11 現場溶接部非破壊検査], 道路厚 生会, (2004) 8)鋼道路橋溶接部の超音波自動探傷検査マニュアル(案), 日本 橋梁建設協会, (2003) 9)三木千壽, 西川和廣, 高橋 実, 町田文孝, 穴見健吾:横突合 せ溶接継手の疲労性能への内部欠陥の影響と要求品質レベル の設定, 土木学会論文集, 752(I-66), pp.133-146, (2004) Fig.18 Result of far-surface resolution testing0 2 4 6 8 10 12 14 16
Compression rate of Phased array UT data
系列5 45deg 50deg 60deg 70deg 1/10 1/20 1/40 1/50 1/80 1/100 1/150
Acceptable echo level = 3% that required by JIS Z3060
(Beam angle)
Difference level =5mm
Difference level =3mm
Echo level of valley between
refrection echoes [%]
Fig.19 Result of testing for glass (structure) echoes 0.0 0.5 1.0 1.5 2.0 2.5 3.0 0 20 40 60 80 100
Echo level of drill hole reflection [%]
Bad UT probe coupling Good UT probe coupling
Level of grass echoes [%]
系列5 1/10 1/20 1/40 1/50 1/80 (Compression rate)