図 1 BOG 圧縮機の使用系統図
LNG(液化天然ガス)用ボイルオフガス圧縮機の開発
Development of LNG Boil Off Gas Compressor
宮本 寛志
Hiroshi Miyamoto平 隼也
Toshiya Taira児嶋 伸士
Shinji Kojima立山 省吾
Shogo Tateyama 広島製作所 産機部Industrial Machinery Dept., Hiroshima Plant
(102)
近年、シェールガス革命や地球環境問題に関連し、天然ガスへの注目が高まっている。産出された天然ガスの貯蔵・運 搬には大きく分けて二通りあり、1つは気体として利用する方法、もう1 つは液体として利用する方法である。
本報では、液化貯蔵・運搬時に必要となるボイルオフガス圧縮機の開発に際し、実施した検討内容について紹介する。
Recently, in connection with shale gas revolution and global environment problem, natural gas is increasingly attracting attention. The methods to store and transport natural gas are roughly divided into two use modes, gas and liquid.
In this paper, we present recent achievements in the development of Boil Off Gas compressor needed to store and transport liquefied gas.
1. 緒 言
近年、圧縮機の技術進歩に伴い、その使用用途は多様 化している。その中でも、地球温暖化などの環境問題によ り注目されている液化天然ガス(Liquefied Natural Gas こ れ以降 LNG と表記)の運搬・貯蔵時に使用されるボイル オフガス圧縮機(これ以降 BOG 圧縮機と表記)は、世界 的な LNG 需要増加とともに市場が拡大している。 図 1 に LNG 用 BOG 圧縮機の使用系統図を示す。 ① LNG をタンク内に貯蔵している。 ②タンクへの外気からの熱侵入、またはLNGを再液化装置 に用いた際に熱が加わるため、BOG が発生する。 ③ BOG を圧縮機により圧縮する。 ④圧縮した BOG は用途によって、ガスとして使用されるか、 あるいは再液化装置に送られる。 ⑤送られたガスは再液化装置内で、さらに冷却されることで 液化され、タンクに戻る。 LNG 用 BOG 圧縮機では気化したガスの温度が -150 ~ -120℃と極低温であり、従来の圧縮機構ではラビリンス機 能が保持できない為、ラビリンス機能が可能となる LNG 用 BOG 圧縮機の開発を行った。
Synopsis
要 旨
図 2 圧縮機の基本構造 図 3 シリンダ(ジャケット有) 図 4 シリンダ(ジャケット無)
2. 構造検討
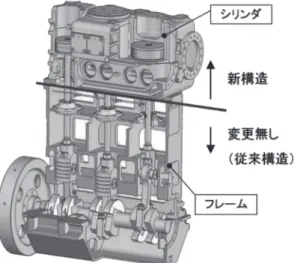
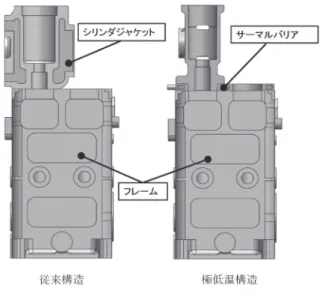
LNG 用 BOG 圧縮機は -150℃の極低温ガスを取り扱うた め、接ガス部に使用される材料は、低温脆性を考慮し慎重 に選定することが必要である。 また、極低温用圧縮機の構造としては低温ガスの温度 影響を配管・シリンダ等のガス流路部のみに留めることで、 駆動部を従来のまま使用できる構造とした。 2.1. シリンダ構造について 2.1.1 従来のシリンダ構造 ラビリンス式圧縮機は、ピストンとシリンダの間に隙間を 持たせ、ピストンに刻まれたラビリンス溝によって、非接触 のガスシールを行うことが可能である。また、この非接触 シールがガスのクリーン性とメンテナンス間隔の向上に寄与 しており、これがラビリンス式圧縮機の長所である。 従来のシリンダの構造は図 3 の通りシリンダ内に冷却水の 流路(これ以降はシリンダジャケットと表記)を設けた構造 となっており、その理由として、下記の 2 点が挙げられる。 ①吸入ガスと吐出ガスの温度差によって発生する熱変形 を防ぐ。 (隙間変化による処理量減、ピストンとの接触を防ぐ) ②ガス圧縮に伴う温度変化がシリンダに伝わり、さらにフ レームに伝わらないようにする。 2.1.2 極低温用シリンダ構造 -150℃のガスを圧縮する場合、吐出ガスの温度は圧縮比 によって若干変動するが -50℃近傍となる。そのため、シリ ンダの温度としては、吐出温度で安定したとしても、-80℃ 程度になり、従来の構造を使用した場合、シリンダジャケッ ト内にどのような流体を流しても凍結してしまい、温度維持 ができず、熱変形を防ぐことができない。また、凍結膨張 によりシリンダジャケットが破壊する可能性も考えられる。 そこで、極低温下でも使用できる材料の中でも製造容易 性を考慮し、線膨張係数の小さい材料を用いることで熱変 形を最小とし、図 4 に示すようなシリンダジャケットを取り 除いた構造とした。 しかしながら、このシリンダ構造では、フレームへの熱 影響を防ぐことができない。そこで、シリンダとフレームと の間に熱的防護のための流体を流すことができるサーマル バリアを設置する構造を採用した。図 5 従来構造と極低温構造の違い 図 6 運転試験時の温度および圧力変化 図 7 シリンダ(運転試験中) 表 1 極低温試験用圧縮機の仕様
(104)
②設計プログラム改造のための性能確認 現在、当社の圧縮機の設計には独自の計算プログラムを用 いている。そこで、新構造に対しても同プログラムを使用で きるようにするために、極低温ガスにおける圧縮機の型式 選定に用いる吸入圧力および吸入温度、圧縮比を変化させ た場合の温度変化および圧縮機性能の指標の 1 つである 流量変化を測定し、プログラムを改訂した。 3.1 新構造の妥当性の確認 2 項にて説明した新構造を採用した試験機で極低温運転 を行った。 図 6 は極低温運転を行った際の温度と圧力であり、図 7 は運転中のシリンダを示す。図 6 にあるように実際の LNG 用 BOG 圧縮機と同等の -150℃で圧縮運転を行い、カバー 等よりガスの外部への漏れもなく、フレーム温度も 0℃以上 であったことから、運転は可能であると判断した。そこで、 次に新構造の妥当性を確認するため、ラビリンス式圧縮機 の性能を左右するピストンとシリンダとの隙間の評価を行っ た。方法としては、試験前後のピストンおよびシリンダの内 径を比較検討することで評価した。 図 5 に従来構造と極低温構造の違いを示す。3. 検証試験および結果
2 項の対応を行った極低温試験用圧縮機の仕様を表 1 に 示す。これにより、低温窒素ガス(液体窒素)を使用流体 として、以下の 2 点の検証試験を行った。 ①新構造の妥当性の確認 熱変形の影響を考慮した構造にて、極低温運転を行い、 運転前後の各部の寸法および摩耗状況を比較し、健全性 を確認することで、各部で検討した熱収縮対策の妥当性を 確認した。図 8 運転試験後のピストンスリーブ 図 9 冷却によるシリンダの熱変形 図 10 運転試験時の推定理論流量および実測流量 3.1.1 ピストンとシリンダの摩耗状況 運転試験前後でシリンダには摩耗はほとんどなく、製作 時の許容寸法内に収まっていたが、図 8 に示すようにピスト ンスリーブの上部に偏摩耗が確認された。 このピストンスリーブの偏摩耗の原因は、低温運転時の シリンダの熱変形によりスリーブが部分的に接触したものと考 えられる。 図 9 は冷却によるシリンダの熱変形を FEM 解析した結 果である。 上部のみが偏摩耗した理由としては、ガスの圧縮により 吐出側のガスは暖められ、吸入側に撓むように収縮したシ リンダとピストンの吐出側が接触したことによるものと考え られる。 また、運転前後の各寸法を確認したところ、偏磨耗があ った上部は若干の隙間増加があったものの、値としては小 さいことから、現状の設計でも問題ないと判断した。 3.2 設計プログラムへの低温補正導入 設計時に一番重要となる圧縮機の流量を確認した。 図 10 は図 6 の運転における推定理論流量と実測流量である。 ガス温度が低下していくにつれて、従来構造に関する流 量算出式で推定した理論流量と実測流量に差が生じ、実 測流量が理論流量より最大で約 20%少ない値となった。 試験後の圧縮機の各部を確認し、構造的な問題が起き ていないことから、この流量減少の原因として、ガス起因 とする圧縮機の吸込み不足が考えられ、要因として以下 2 点が考えられる。 1 つ目は漏れガスの増加である。漏れガスとは、ピストン とシリンダとの隙間を通って、圧縮・吐出行程の圧縮室か ら吸入・膨張行程の圧縮室に流れ込むガスである。 上述の隙間が増加して、ラビリンスのシール機能が低下 すれば、この漏れガスが増加し、圧縮機の吐出流量が減 少することになる。 2 つ目はシリンダを通過するガスの温度上昇である。低 温ガスがシリンダの各部を通過する際に熱をもらい、ガス は温度上昇および膨張を起こす。しかし、ピストン径は温 度上昇・膨張前の圧力・温度条件を基に設計されているた め、必要な処理量を出せなくなる。
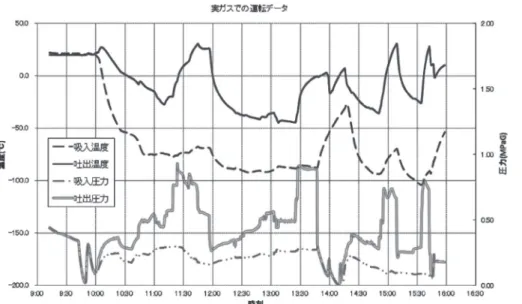
図 12 温度上昇メカニズム 図 13 流量検討結果(温度補正式) シリンダ内での温度上昇のメカニズム ①圧縮により昇温したガスがシリンダ壁を加熱する。 ②暖められたシリンダ壁は次に吸入されたガスを加熱する 図 11 シリンダ内で起きる温度上昇 温度上昇の可能性がある部位 ①吸入側弁室 ②圧縮室 ③漏れガス ④吐出側弁室
(106)
次に、②および③の圧縮室内での温度上昇を考える。そ こで考えられる原因は大気との間の熱授受、ガス圧縮によ る発生熱、圧縮昇温された漏れガスである。大気との間の 熱授受はシリンダ外表面に堆積した霜が断熱材として働く ため、温度上昇への影響は小さい。また、圧縮・吐出行 程の圧縮室から吸入・膨張行程の圧縮室に流れ込む圧縮 昇温された漏れガスは量的には少なく、これも温度上昇へ の影響は小さい。したがって、この温度上昇の原因として ガス圧縮による発生熱が考えられる。この熱はガスの圧縮 行程によって発生するが、この発生熱によるシリンダ内での 温度上昇メカニズムを図 12 に示す。 しかし、このガス圧縮による発生熱を取り去ることは難し いことから、温度影響を考慮した設計が必要となってくる。 そこで、試験結果を基に温度上昇の推算式を作成した。推 算式の入力項目として設計時に判明している条件を採用し、 実際の設計時にも使用できるものとした(1 ~ 5)。図 13 は温度 補正式を用いて流量補正した結果である。温度が安定する までは実際の流量と大きく異なっているが、温度が安定す ると実測流量に近い結果となった。 この温度上昇は図 11 に示すように大きく分けて 4 箇所で の温度上昇が考えられる。各部での温度上昇の原因は異な り、各弁室① , ④での温度上昇は大気との間の熱授受、圧 縮室②での温度上昇はガス圧縮による発生熱と大気との間 の熱授受、漏れガス③は圧縮により昇温したガスが吸入ガ スと混ざることが原因であると考えられる。 この 2 つの要因の内、1 つ目の漏れガスの増加は、運転 中に起きる熱収縮による隙間の増加量を算出したところ、 影響としては小さく、本項目が流量減少の主な原因とは考 え難い。 そこで、2 つ目の通過時の温度上昇について、測定を行 った。まず、図 11 における①および④となる各弁室の温度 測定を行ったところ、その温度に基づく理論流量は実測流 量から大きく離れており、各弁室での大気との間の熱の授 受が温度上昇の主な原因とは考えられない。図 15 実ガスでの運転データ 図 14 シリンダ構造 3.3 実ガスでの運転 当社内での検証試験が完了後、A 社のテストプラントにお いて天然ガスによる実ガス運転を行った。図 15 の通り、吸 入圧力、吐出圧力、吸入温度を変化させた運転を行い、改 造を行った設計プログラムの信頼性、ラビリンス / コンタクト 式ロッドパッキンのシール性、シリンダ/ フレーム間に設けた サーマルバリアの効果を確認した。 3.3.1 設計プログラムの信頼性 実ガス運転を通して改造した設計プログラムの信頼性を確 認することは必須項目であり、この運転において圧縮機の重 要な性能指標の一つである流量に関して検証を行った。 検証の結果、定常運転時の設計プログラムによる流量の 計算値と実測値との間に性能に影響を与えるような差異はな かったことから、改造した設計プログラムの信頼性を確認す ることができた。 3.3.2 ラビリンス / コンタクト式ロッドパッキンのシール性 圧縮機のロッドパッキンには、ユーティリティの使用を可能 な限り少なくするために、シールガスが不要なラビリンス / コ ンタクト式を採用している。液化エチレンの温度域までのガス に対してそのシール性は実証されているが、LNG の温度域で は初めての試みである。そこで、実ガス運転時におけるロッド パッキンのシール性を検証するため、シール性が損なわれると 圧力上昇を示すディスタンスピース内(図 14 を参照)の圧力を 測定した。 その結果、運転前後においてディスタンスピース内で圧力 上昇が見られなかったことから、シール性に問題がないこと が確認できた。 3.3.3 サーマルバリアの効果 実ガス運転時に熱媒に汎用の不凍液を使用して、図 5 に示 したサーマルバリアの常時循環運転を行った。なお、不凍液 をヒータによる熱媒の加熱は行わず、低温運転におけるシリン ダ、サーマルバリア、フレーム各部の温度変化を測定した。 吸入ガス、すなわちシリンダ入口温度が -100℃の際、シリ ンダ底部外壁で -15℃、サーマルバリア外壁で +5℃、フレ ーム上部では+15℃程度との測定結果が得られた。これによ り、サーマルバリアによるフレームの冷却を抑制する効果が 実証できた。