システム開発 18-F-1
機械システム等のメンテナンス最適化のための 高度メンテナンス技術開発に関する
フィージビリティスタディ 報 告 書
平成 19 年 3 月
財団法人 機 械 シ ス テ ム 振 興 協 会 委 託 先 財団法人エンジニアリング振興協会
こ の 事 業 は 、 競 輪 の 補 助 金 を 受 け て 実 施 し た も の で す 。
序
わ が 国 経 済 の 安 定 成 長 へ の 推 進 に あ た り 、 機 械 情 報 産 業 を め ぐ る 経 済 的 、 社 会 的 諸 条 件 は 急 速 な 変 化 を 見 せ て お り 、 社 会 生 活 に お け る 環 境 、 都 市 、 防 災 、 住 宅 、 福 祉 、 教 育 等 、 直 面 す る 問 題 の 解 決 を 図 る た め に は 技 術 開 発 力 の 強 化 に 加 え て 、 多 様 化 、 高 度 化 す る 社 会 的 ニ ー ズ に 適 応 す る 機 械 情 報 シ ス テ ム の 研 究 開 発 が 必 要 で あ り ま す 。
こ の よ う な 社 会 情 勢 の 変 化 に 対 応 す る た め 、 財 団 法 人 機 械 シ ス テ ム 振 興 協 会 で は 、 日 本 自 転 車 振 興 会 か ら 機 械 工 業 振 興 資 金 の 交 付 を 受 け て 、 シ ス テ ム 技 術 開 発 調 査 研 究 事 業 、 シ ス テ ム 開 発 事 業 、 新 機 械 シ ス テ ム 普 及 促 進 事 業 を 実 施 し て お り ま す 。 こ の う ち 、 シ ス テ ム 技 術 開 発 調 査 研 究 事 業 及 び シ ス テ ム 開 発 事 業 に つ い て は 、 当 協 会 に 総 合 シ ス テ ム 調 査 開 発 委 員 会 (委 員 長 : 政 策 研 究 院 リ サ ー チ フ ェ ロ ー 藤 正 巖 氏 ) を 設 置 し 、 同 委 員 会 の ご 指 導 の も と に 推 進 し て お り ま す 。
本 「 機 械 シ ス テ ム 等 の メ ン テ ナ ン ス 最 適 化 の た め の 高 度 メ ン テ ナ ン ス 技 術 開 発 に 関 す る フ ィ ー ジ ビ リ テ ィ ス タ デ ィ 」 は 、 上 記 事 業 の 一 環 と し て 、 当 協 会 が 財 団 法 人 エ ン ジ ニ ア リ ン グ 振 興 協 会 に 委 託 し 、 実 施 し た 成 果 を ま と め た も の で 、 関 係 諸 分 野 の 皆 様 方 の お 役 に 立 て れ ば 幸 い で あ り ま す 。
平 成 19 年 3 月
財 団 法 人 機 械 シ ス テ ム 振 興 協 会
はじめに
本 報 告 書 は 、 平 成 18 年 度 に 財 団 法 人 エ ン ジ ニ ア リ ン グ 振 興 協 会 が 、 財 団 法 人 機 械 シ ス テ ム 振 興 協 会 か ら 委 託 を 受 け て 実 施 し た 「 機 械 シ ス テ ム 等 の メ ン テ ナ ン ス 最 適 化 の た め の 高 度 メ ン テ ナ ン ス 技 術 開 発 に 関 す る フ ィ ー ジ ビ リ テ ィ ス タ デ ィ 」 の 成 果 を 取 り ま と め た も の で あ る 。
わ が 国 で は 高 度 経 済 成 長 時 代 に 建 設 さ れ た 多 く の 産 業 設 備 の 老 朽 化 が 進 行 し 、こ れ ら の メ ン テ ナ ン ス の 重 要 性 が 高 ま っ て い る 。 し か し な が ら 各 企 業 は 、 産 業 構 造 の 転 換 、 諸 外 国 と の 熾 烈 な 競 争 な ど 厳 し い 環 境 下 で の 高 付 加 価 値 化 や コ ス ト ダ ウ ン が 強 く 求 め ら れ て い る こ と か ら 、 合 理 化 策 の 一 環 と し て メ ン テ ナ ン ス 関 係 の 予 算 削 減 、 人 員 削 減 に も 踏 み 込 ま ざ る を 得 な く な っ て い る 。
ま た 、こ れ ま で の メ ン テ ナ ン ス は 、プ ラ ン ト 、施 設 を 熟 知 し た 熟 練 技 術 者 の 技 量 に 依 存 す る 部 分 も 多 く 、 こ れ ら の 技 術 者 の 高 齢 化 に よ る 世 代 交 代 時 期 と 重 な っ て 、 人 材 面 で も 問 題 を 抱 え る こ と と な っ て い る 。
さ ら に 、最 近 、国 内 で は 産 業 施 設 の 大 事 故 が 多 発 し 、そ の 対 策 と し て 経 営 ト ッ プ の 安 全 確 保 に 係 る 責 務 、 安 全 確 保 に 必 要 な 体 制 整 備 、 安 全 対 策 の 体 系 的 な 計 画 ・ 実 施 等 の 対 応 が 早 急 に 求 め ら れ て い る 。 環 境 面 か ら も 資 源 節 約 、 廃 棄 物 削 減 等 の 要 求 が 高 ま り 、 安 易 な 交 換 、 廃 棄 が 許 さ れ な い 状 況 に も あ る 。
こ の よ う な 厳 し い 環 境 の 中 に お い て は 、各 種 産 業 設 備 の メ ン テ ナ ン ス の 重 要 性 が こ れ ま で 以 上 に 高 ま り 、 安 全 性 を 確 保 し つ つ 経 済 的 で 、 効 率 的 な メ ン テ ナ ン ス を 実 現 す る よ う な 新 し い 手 法 、 メ ン テ ナ ン ス の 新 た な 産 業 化 が 必 要 と さ れ て い る 。
本 ス タ デ ィ で は 高 度 メ ン テ ナ ン ス 技 術 の う ち 、腐 食 劣 化 診 断 技 術 の 開 発 を 行 う こ と を 目 的 と し た 。 腐 食 は 鋼 構 造 物 の 劣 化 要 因 で 最 も 頻 度 が 高 く 、 こ れ ま で は 腐 食 結 果 の 目 視 お よ び 計 測 器 を 使 用 し た 経 験 に 基 づ く 評 価 ・ 診 断 を 行 っ て い た が 、 今 後 は 老 朽 化 対 策 と し て 、 標 準 化 さ れ た 共 通 な 技 術 ・ 手 法 で 劣 化 診 断 を 行 い 、 予 防 保 全 に 努 め る こ と が 重 要 で あ る 。
本 報 告 書 の 成 果 が 十 分 に 活 用 さ れ る こ と を 切 に 願 う と と も に 、本 ス タ デ ィ に ご 協 力 い た だ い た 関 係 各 位 に 対 し て 心 か ら 謝 意 を 表 す る 次 第 で あ る 。
平 成 19 年 3月
財 団 法 人 エ ン ジ ニ ア リ ン グ 振 興 協 会
会 長 増 田 信 行
目 次 序
は じ め に
1 ス タ デ ィ の 目 的··· 1
2 ス タ デ ィ の 実 施 体 制 ··· 2
3 ス タ デ ィ の 内 容··· 5
第 1章 腐 食 診 断 技 術 の 開 発··· 5
1.1 腐 食 劣 化 と 診 断 技 術 の 重 要 性··· 5
1.2 孔 食 、 す き ま 腐 食 の 診 断 技 術 の 開 発··· 9
1.2.1 局 部 腐 食 の 診 断 技 術 開 発 の 経 緯··· 9
1.2.2 孔 食 、 す き ま 腐 食 と SCC の 相 互 関 係··· 11
1.2.3 孔 食 、 す き ま 腐 食 可 使 用 領 域 か ら リ ス ク へ···13
1.2.4 孔 食 、 す き ま 腐 食 発 生 寿 命 予 測 モ デ ル···19
1.2.5 孔 食 、 す き ま 腐 食 進 展 寿 命 予 測 モ デ ル···22
1.3 腐 食 診 断 技 術 の ガ イ ド ラ イ ン ( 標 準 化 ) の 作 成···25
1.3.1 ガ イ ド ラ イ ン ( 標 準 化 ) の 考 え 方···25
1.3.2 腐 食 損 傷 形 態 と 腐 食 機 構 の 特 徴 に 基 づ く 腐 食 診 断 ···28
1.3.3 腐 食 環 境 の 把 握 か ら の 腐 食 機 構 の 特 定···32
1.3.4 材 料 因 子 の 腐 食 へ の 寄 与 ···35
1.3.5 腐 食 の ば ら つ き の 取 扱 い ···40
1.3.6 腐 食 診 断 例···43
1.3.7 対 応 策 の 検 討···49
1.3.8 腐 食 モ ニ タ リ ン グ···50
1.3.9 ガ イ ド ラ イ ン ( 案 )···51
1.4 モ ニ タ リ ン グ 技 術 -ACMセ ン サ ···52
1.4.1 ACMセ ン サ の 概 要 ···52
1.4.2 ACMセ ン サ の 改 造 お よ び 試 作···56
1.4.3 配 管 CUI で の モ ニ タ リ ン グ 方 法 の 確 立···58
1.4.4 実 配 管 で の モ ニ タ リ ン グ ···58
1.4.5 ま と め ···64
1.5 本 章 の ま と め ···64
参 考 文 献···65
第 2章 保 温 材 下 腐 食 (CUI) 診 断 技 術 の 開 発···67
2.1 保 温 材 下 腐 食 の 基 本 的 考 え 方···67
2.2 現 状 と 課 題···68
2.2.1 現 状 の CUIへ の 理 解···68
2.3 CUI の 診 断 技 術 ・ 新 検 査 技 術 ···70
2.4 新 検 査 技 術 に よ る 診 断 方 法···71
2.4.1 磁 歪 誘 起 ガ イ ド 波 超 音 波 探 傷 試 験 法 (MsS)···72
2.4.2 MsS探 傷 距 離 の 長 距 離 化 の 検 討 ・ 開 発 ···73
2.4.3 MsS信 号 処 理 方 法 に 係 わ る 改 善 の 検 討 ···75
2.4.4 複 合 検 査 の 信 頼 性 向 上 の 検 討 ···76
2.4.5 検 討 ・ 開 発 結 果 の 現 地 検 証 お よ び 実 機 試 験···78
2.4.6 MsSの ま と め ···83
2.5 パ ル ス 式 磁 気 探 傷 法(INCOTEST ) ···84
2.5.1 パ ル ス 式 磁 気 探 傷 法 の 原 理 ···84
2.5.2 検 出 可 能 な 腐 食 形 態···86
2.5.3 パ ル ス 式 磁 気 探 傷 法 適 用 に つ い て の 問 題 点 の 検 討 ···87
2.5.4 国 内 工 業 分 野 で の 本 技 術 適 用 に 関 す る 制 約 事 項 の 現 状 ···88
2.5.5 ま と め お よ び 課 題···90
2.6 本 章 の ま と め ···92
参 考 文 献···94
4 ス タ デ ィ の 今 後 の 課 題 と 展 開 ···95
4.1 孔 食 、 す き ま 腐 食 の 診 断 技 術 の 開 発 お よ び 腐 食 診 断 技 術 の ガ イ ド ラ イ ン ( 標 準 化 ) の 作 成···95
4.1.1 現 状 と 課 題···95
4.1.2 今 後 の 展 開···95
4.2 腐 食 モ ニ タ リ ン グ 技 術 の 開 発 お よ び 保 温 材 下 腐 食 の 診 断 技 術 、 新 検 査 技 術 の 開 発···95
4.2.1 現 状 と 課 題···95
4.2.2 今 後 の 展 開···96
[資 料 編]
鋼 構 造 物 腐 食 診 断 ガ イ ド ラ イ ン ( 案 ) ···添 1 ~14
1 スタディの目的
1) 背 景
わ が 国 で は 高 度 経 済 成 長 時 代 に 建 設 さ れ た 多 く の プ ラ ン ト 、大 型 施 設 の 老 朽 化 が 進 行 し 、今 後 は そ れ ら の メ ン テ ナ ン ス 費 用 が 大 幅 に 増 加 し て 日 本 経 済 に 大 き な 負 担 と な る こ と が 予 想 さ れ て い る 。 こ の よ う な 中 で 最 近 、 国 内 で は 産 業 施 設 の 事 故 が 多 発 し 、 そ の 対 応 と し て 経 営 ト ッ プ の 安 全 確 保 に 係 わ る 責 務 、体 制 整 備 、安 全 対 策 の 見 直 し 等 が 早 急 に 求 め ら れ て い る 。ま た 、フ ロ ー か ら ス ト ッ ク の 時 代 に 移 り つ つ あ る 日 本 に お い て は 各 種 の 施 設・設 備 の メ ン テ ナ ン ス の 重 要 性 が 高 ま り 、社 会 全 体 に 経 済 的 で 、効 率 的 な メ ン テ ナ ン ス を 実 現 す る よ う な 、メ ン テ ナ ン ス 分 野 の 新 た な 産 業 化 も 必 要 と さ れ て い る 。
一 方 、国 際 的 に は 中 国 や 東 南 ア ジ ア 諸 国 の 経 済 成 長 に よ り 、ま た 国 内 的 に は 各 種 規 制 の 緩 和 等 に よ り 、日 本 の 産 業 は 熾 烈 な 競 争 の 時 代 に 入 っ て お り 、高 付 加 価 値 化 や コ ス ト ダ ウ ン が 強 く 求 め ら れ て い る 。こ の た め 、競 争 力 強 化 の 一 環 と し て 各 企 業 は 施 設 の メ ン テ ナ ン ス 予 算 の 削 減 、 人 員 の 削 減 に 踏 み 込 ま ざ る を 得 な く な っ て い る 。
さ ら に 、こ れ ら の 課 題 を 解 決 す る た め に は 高 度 メ ン テ ナ ン ス シ ス テ ム を 構 築 し 、高 度 メ ン テ ナ ン ス 技 術 開 発 を 行 う 必 要 が あ る 。社 会 的 に は 少 子 高 齢 化 が 進 行 し 、こ れ ま で 維 持 補 修 を 支 え て き た 熟 練 技 術 者 が 世 代 交 代 の 時 期 を 迎 え 始 め て い る も の の 後 継 者 が 不 足 し 、 そ の 技 術 の 継 承 が 課 題 と な っ て い る 。
2) 目 的
本 ス タ デ ィ で は 、 平 成 17 年 度 の ス タ デ ィ を 次 の と お り 継 続 実 施 す る 。
腐 食 劣 化 診 断 技 術 開 発 に お い て は 、① 孔 食・す き ま 腐 食 に 関 す る 診 断 技 術 の 開 発 、② 腐 食 診 断 技 術 の 標 準 化 案 の 作 成 、③ 腐 食 モ ニ タ リ ン グ 技 術 の 開 発 お よ び ④ 保 温 材 下 腐 食 の 診 断 技 術 と 新 検 査 技 術 の 開 発 を 目 的 と す る 。 こ れ ら の ス タ デ ィ の ま と め と し て 、
⑤ 今 後 の 展 開 検 討 と 報 告 書 作 成 を 行 う 。
3) 必 要 性
本 ス タ デ ィ に お い て は 高 度 メ ン テ ナ ン ス 技 術 の う ち 、 腐 食 診 断 技 術 の 開 発 を 行 う 。 腐 食 は 鋼 構 造 物 の 劣 化 要 因 で 最 も 頻 度 が 多 く 、こ れ ま で は 腐 食 結 果 の 目 視 お よ び 簡 単 な 計 測 器 を 使 用 し た 経 験 に 基 づ く 評 価・診 断 を 行 っ て い た が 、今 後 は 老 朽 化 対 策 と し て 、劣 化 診 断 を 行 い 予 防 保 全 に 努 め る こ と が 重 要 で あ る 。現 在 、劣 化 診 断 は 各 事 業 所 で 各 々 の 方 法 で 、経 験 に 基 づ い て な さ れ て い る が 、団 塊 世 代 の 退 職 を 前 に し て こ れ ら の 経 験 に 基 づ く 診 断 技 術 の 伝 承 が 困 難 に な っ て き て お り 、標 準 化 さ れ た 共 通 な 技 術 ・ 手 法 が 必 要 と さ れ て い る 。
2 スタディの実施体制
本 ス タ デ ィ は 、 財 団 法 人 機 械 シ ス テ ム 振 興 協 会 の 委 託 を 財 団 法 人 エ ン ジ ニ ア リ ン グ 振 興 協 会 が 受 け 、 大 学 お よ び プ ラ ン ト メ ー カ ー 、 エ ン ジ ニ ア リ ン グ 、 プ ラ ン ト 所 有 企 業 の 関 係 者 に よ る 「 腐 食 劣 化 診 断 技 術 開 発 委 員 会 」 を 組 織 し て 推 進 し た 。 ま た 、 専 門 性 の 高 い 保 温 材 下 腐 食 の 評 価 試 験 は 、「(社)腐 食 防 食 協 会 腐 食 セ ン タ ー 」 に 外 注 し た 。
ス タ デ ィ の 実 施 体 制 を 図1に 、財 団 法 人 機 械 シ ス テ ム 振 興 協 会「 総 合 シ ス テ ム 調 査 開 発 委 員 会 」 の 委 員 名 簿 を 次 頁 に 、「 腐 食 劣 化 診 断 技 術 開 発 委 員 会 」 の 委 員 名 簿 を 表 に 示 す 。
(財)機 械 シ ス テ ム 振 興 協 会
(財)エ ン ジ ニ ア リ ン グ 振 興 協 会
総 合 シ ス テ ム 調 査 開 発 委 員 会
(外 注) 保 温 材 下 腐 食 の 評 価 試 験
-(社)腐 食 防 食 協 会 腐 食 セ ン タ ー
腐 食 劣 化 診 断 技 術 開 発 委 員 会 委 託
図 1 ス タ デ ィ の 実 施 体 制
総 合 シ ス テ ム 調 査 開 発 委 員 会 委 員 名 簿
( 順 不 同 ・ 敬 称 略 )
委 員 長 政 策 研 究 院 藤 正 巖 リ サ ー チ フ ェ ロ ー
委 員 埼 玉 大 学 太 田 公 廣 地 域 共 同 研 究 セ ン タ ー
教 授
委 員 独 立 行 政 法 人 産 業 技 術 総 合 研 究 所 金 丸 正 剛 エ レ ク ト ロ ニ ク ス 研 究 部 門
副 研 究 部 門 長
委 員 独 立 行 政 法 人 産 業 技 術 総 合 研 究 所 志 村 洋 文 産 学 官 連 携 部 門
コ ー デ ィ ネ ー タ
委 員 東 北 大 学 中 島 一 郎 未 来 科 学 技 術 共 同 研 究 セ ン タ ー
セ ン タ ー 長
委 員 東 京 工 業 大 学 大 学 院 廣 田 薫 総 合 理 工 学 研 究 科
教 授
委 員 東 京 大 学 大 学 院 藤 岡 健 彦 工 学 系 研 究 科
助 教 授
委 員 東 京 大 学 大 学 院 大 和 裕 幸 新 領 域 創 成 科 学 研 究 科
教 授
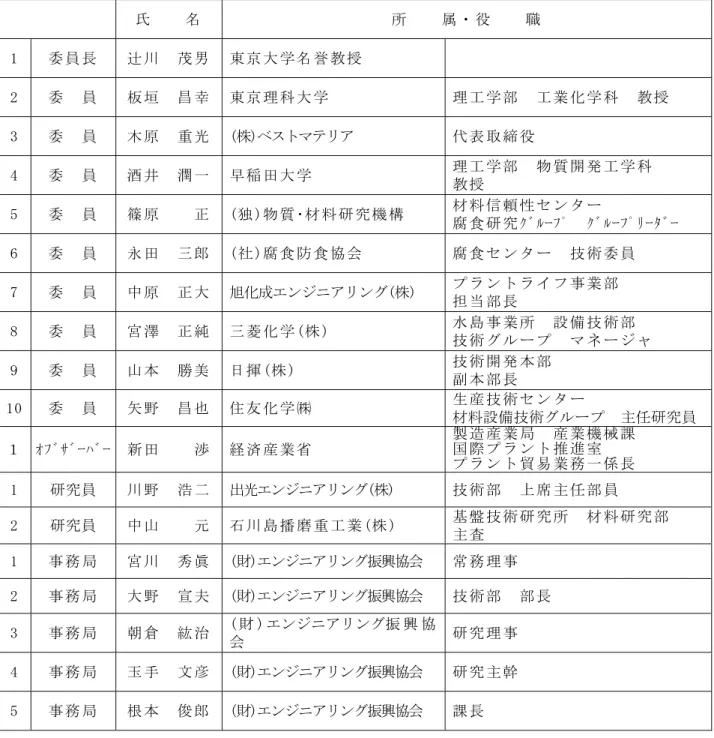
表 1 腐 食 劣 化 診 断 技 術 開 発 委 員 会 委 員 名 簿
氏 名 所 属 ・ 役 職
1 委 員 長 辻 川 茂 男 東 京 大 学 名 誉 教 授
2 委 員 板 垣 昌 幸 東 京 理 科 大 学 理 工 学 部 工 業 化 学 科 教 授 3 委 員 木 原 重 光 (株)ベストマテリア 代 表 取 締 役
4 委 員 酒 井 潤 一 早 稲 田 大 学 理 工 学 部 物 質 開 発 工 学 科 教 授
5 委 員 篠 原 正 (独 )物 質 ・材 料 研 究 機 構 材 料 信 頼 性 セ ン タ ー
腐 食 研 究 グループ グループリーダー 6 委 員 永 田 三 郎 (社 )腐 食 防 食 協 会 腐 食 セ ン タ ー 技 術 委 員 7 委 員 中 原 正 大 旭化成エンジニアリング(株) プ ラ ン ト ラ イ フ 事 業 部
担 当 部 長
8 委 員 宮 澤 正 純 三 菱 化 学 (株 ) 水 島 事 業 所 設 備 技 術 部 技 術 グ ル ー プ マ ネ ー ジ ャ 9 委 員 山 本 勝 美 日 揮 (株 ) 技 術 開 発 本 部
副 本 部 長
10 委 員 矢 野 昌 也 住 友 化 学 ㈱ 生 産 技 術 セ ン タ ー
材料設備技術グループ 主任研究員 1 オブザーバー 新 田 渉 経 済 産 業 省
製 造 産 業 局 産 業 機 械 課 国 際 プ ラ ン ト 推 進 室 プ ラ ン ト 貿 易 業 務 一 係 長 1 研究員 川 野 浩 二 出光エンジニアリング(株) 技 術 部 上 席 主 任 部 員 2 研究員 中 山 元 石 川 島 播 磨 重 工 業 (株 ) 基 盤 技 術 研 究 所 材 料 研 究 部
主 査 1 事 務 局 宮 川 秀 眞 (財)エンジニアリング振興協会 常 務 理 事 2 事 務 局 大 野 宣 夫 (財)エンジニアリング振興協会 技 術 部 部 長 3 事 務 局 朝 倉 紘 治 ( 財 ) エンジニアリング振 興 協
会 研 究 理 事
4 事 務 局 玉 手 文 彦 (財)エンジニアリング振興協会 研 究 主 幹 5 事 務 局 根 本 俊 郎 (財)エンジニアリング振興協会 課 長
3.スタディの内容
第 1 章 腐食診断技術の開発
1.1 腐 食 劣 化 と 診 断 技 術 の 重 要 性
腐 食 の 進 行 状 況 は 腐 食 形 態 と 腐 食 速 度 と に よ っ て 記 述 さ れ る 。表 1.1-1 は Fontanaに よ る 腐 食 形 態 の 分 類 で 、 腐 食 事 故 の 原 因 と し て も 用 い ら れ る 。 ス テ ン レ ス 鋼 に お こ り や す い 腐 食 形 態 と し て 局 部 腐 食(No.3、4)・応 力 腐 食 割 れ(No.8)が あ る 反 面 、そ れ ら を お こ す こ と な く 耐 食 状 態 を 維 持 し て い る と き の 腐 食 形 態 、不 動 態 も 、重 要 で あ る 。均 一 腐 食(No.1)
形 態 を と る 普 通 鋼 は 、 そ の 腐 食 が 予 測 し や す い と い う 管 理 上 の 理 由 で 採 択 さ れ る こ と も 多 い 、 望 ま し い 材 料 で も あ る 。
以 上 の 腐 食 形 態 は 材 料 と 環 境 と の 組 合 わ せ に 依 存 す る 。 腐 食 ( 特 に Corrosion Under Insulation:CUI) に か か わ る 塔 槽 ・ 配 管 な ど の 材 料 は 多 く は 普 通 鋼 で あ り 、 ま た 環 境 は 保 温(冷)材 を 充 填 し た 空 間 - 酸 素 の ほ か 、 多 く の 場 合 水 分 を 含 む 水 環 境 - で あ る 。 こ の 水 環 境 が 、
a ) 常 時 水 び た し の 状 態 に あ る と き 、 腐 食 環 境 は 海 水 ・ 淡 水 に 浸 漬 さ れ て い る と 同 様 と み な さ れ 、 常 温 で は 約 0.1 mm/y と い う 腐 食 速 度 を も つ で あ ろ う 。 海 水 に 含 ま れ る 高 濃 度 の 塩 化 物 イ オ ン Cl-は 、普 通 鋼 に は 大 き な 影 響 を 与 え な い 。こ の 点 は Cl- に よ っ て 直 接 的 に 局 部 腐 食 ・ 応 力 腐 食 割 れ を お こ し や す い ス テ ン レ ス 鋼 と は 対 照 的 な 普 通 鋼 の 特 長 で あ る 。
b ) 常 時 外 気 と 同 程 度 の 湿 度 条 件 下 に あ り 、 降 雨 時 に 雨 水 の 侵 入 を う け る と い う 状 況 に あ る 場 合 、 そ の 腐 食 環 境 は 大 気 腐 食 と 同 様 と み な さ れ 、 わ が 国 の 標 準 地 域 に お い て は 約 0.05 mm/y の 腐 食 速 度 を も つ 。
c )大 気 腐 食 に お い て は 鋼 は 露 出 状 態 に あ る の に 対 し て 、CUI 系 で は 外 装 板 が 保 温 材 充 填 空 間 を 外 気 か ら 遮 蔽 し て い る よ う に 見 え る 。こ の た め そ の 腐 食 環 境 が 住 宅 壁 内( 普 通 鋼 の 腐 食 速 度 は 0.05/7 (mm/y) と 同 等 の 水 準 に な る こ と も 期 待 し う る 。
上 記 a)、b)、c)と CUIと の 比 較 を表 1.1-2 に ま と め た 。こ の よ う な 予 想 と 実 態 と の 関 係 は ど う で あ ろ う か 。
34~37年 経 過 し た 同 一 地 区 4プ ラ ン ト の 約 4100区 画(部 分)ご と に 調 査 さ れ た CUIに お け る 普 通 鋼 の 腐 食 速 度 を図 1.1-1 に 示 し た 。
海 水・淡 水 中 の 腐 食 速 度(a)0.1 mm/y を 超 え る も の は 、配 管 で 5 %、( 塔 槽 な ど を 含 む ) 全 デ ー タ で 17 %、 で あ る 。 大 気 腐 食 (b) の そ れ 0.05 mm/y以 下 は 配 管 で 60 %( 全 デ ー タ 57 %)、住 宅 壁 内(c)程 度 の 0.01 mm/y以 下 は 配 管 で 10 %( 全 デ ー タ 20 %)、で あ る 。 こ れ ら の 実 地 デ ー タ は 、 少 な く と も 腐 食 速 度 の 値 域 に つ い て は 、a)~c)に あ げ た 腐 食 分 野 で の 従 来 知 見 と お お よ そ 合 っ て い る よ う に み え る 。 し か し 、 全 デ ー タ の 最 高 値0.91 mm/y は ど う 解 釈 で き る の で あ ろ う か 。
上 記 a)~c)に あ げ た 標 準 的 腐 食 速 度 は 常 温 で の 値 で あ る 。こ れ に 対 し CUI条 件 で は 監 視 温 度 域 と し て -4℃ ~170℃ が 広 く 指 定 さ れ て い る よ う に 高 温 条 件 の 存 在 が そ の 特 徴 で あ る 。
例 え ば 「 温 度 150℃ ま で は 温 度 が 上 昇 す れ ば す る ほ ど 腐 食 速 度 が 増 大 す る 」 と い う 報 告 が あ る 。こ れ を 従 来 知 見 で 解 釈 す る に は150℃ ま で 液 体 の 水 溶 液 が 存 在 す る こ と が 必 要 で 、 こ の た め に は 150℃ で の 飽 和 水 蒸 気 圧 (0.48Mpa) ま で の 圧 力 を 保 温 材 が 閉 じ こ め て い る か 、あ る い は 50℃ 分 の 沸 点 上 昇 を 与 え る 高 濃 度 水 溶 液 が 存 在 し て い る 、と 考 え ね ば な ら な い 。 通 常 程 度 の 水 溶 液 で あ れ ば 水 は 気 化 し て 液 体 の 水 は 存 在 し え ず 腐 食 速 度 は む し ろ 著 し く 低 下 す る は ず で あ る 。
従 来 知 見 と の 照 合 に よ り“ 異 常 に ”大 き い 腐 食 速 度 を 発 見 し 、CUI条 件 下 で の そ の 原 因 を 究 明 し て い く こ と が 腐 食 モ ニ タ リ ン グ の 役 割 で あ る 。
本 試 験 で は 、従 来 大 気 腐 食 分 野 で 実 績 の あ る ACMセ ン サ を 適 用 し て CUI条 件 下 で の 腐 食 モ ニ タ リ ン グ を 実 施 し た 。 保 温 材 充 填 空 間 に こ の セ ン サ を 温 ・ 湿 度 セ ン サ と と も に 装 入 す る こ と に よ り 、 降 雨 に と も な う 雨 水 の 浸 入 、 そ の 後 の 滞 留 ・ 外 出 、 内 管 ・ 外 装 板 位 置 で の 鋼 腐 食 速 度 な ど の 情 報 を 検 出 し て い る 。
化 学 プ ラ ン ト で は 、 た と え ば 水 素 の よ う に そ の も れ に よ り 爆 発 ・ 火 災 を ひ き お こ す 内 部 流 体 が 少 な か ら ず 在 る の で 、「 も れ 」自 体 が 許 容 さ れ な い 。し た が っ て 侵 食 が す す ん で「 も れ 」 の お そ れ が 大 き く な っ た 箇 所 の 検 出 が 欠 か せ な い 。 こ の 検 出 は 診 断 時 点 ま で の 腐 食 劣 化 の 積 分 的 結 果 と し て の 、 侵 食 の 深 さ ・ 拡 が り な ど 侵 食 の 現 状 を 直 接 検 出 す る も の で 、 外 装 板 の 上 か ら 実 施 す る 非 破 壊 的 診 断 (NDT) と 保 温 材 ま で 剥 離 し て の 直 接 法 と が あ る 。 国 の 内 外 と も こ れ ま で に 採 用 さ れ た の は 心 理 的 に も 信 頼 性 の 高 い と さ れ る 直 接 法 で あ る が 、 実 施 し て の 結 果 は 大 き な 侵 食 が 実 在 す る と 予 想 し て 適 用 し た 箇 所 に 実 際 に 存 在 し た の は 5%程 度 と い う 証 言 も あ り 、 調 査 箇 所 の 選 択 で は 効 率 が 低 い よ う で あ る 。 本 試 験 で は 主 と し て 欧 米 で 開 発 ・ 発 展 さ れ て き た 各 種 NDT 技 術 の 実 配 管 で の 検 討 と 訪 欧 調 査 と を 実 施 し て き た 。
No 腐 食 形 態 環 境 影 響 因 子 具 体 例 な ど
1 均 一 腐 食
uniform corrosion
全 表 面 の 等 速 溶 解
中 性 環 境 で の 普 通 鋼 2
異 種 金 属 接 触 腐 食
galvanic corrosion 卑 側 金 属 の 溶 解 促 進
異 種 ( 状 態 ) 金 属 の 併 用
普 通 鋼
ア ル ミ ニ ウ ム 合 金
3 す き ま 腐 食
crevice corrosion
passivity- 金 属 に 多 発 4
孔 食 pitting
金 属 表 面 の 一 部 箇 所 で の 侵 食
(局 部 腐 食
localizedcorrosion)
主 と し て 塩 化 物 イ オ ン(Cl-)
5
粒 界 腐 食
intergranular corrosion
結 晶 粒 界 で の 侵 食
鋭 敏 化 ス テ ン レ ス 鋼
6 脱 成 分 腐 食
selective corrosion
合 金 か ら の 卑 金 属 元 素 の 溶 出
金 属 組 織 に 依 存
黄 銅 の 脱 亜 鉛
7
エ ロ ー ジ ョ ン ・ コ ロ ー ジ ョ ン
erosion corrosion
保 護 皮 膜 の 剥 離
高 流 速 硬 い 懸 濁 物
passivation- 金 属 の 感 受 性 大
8
応 力 腐 食 割 れ stress corrosion cracking(SCC)
9 腐 食 疲 労
corrosion fatigue 水 素 脆 化
hydrogen embrittlement(HE)
低 応 力 条 件 下 の 割 れ
液 体 の 水
高 強 度 鋼 の 遅 れ 破 壊 番
外
水 素 侵 食
hydrogen attack
結 晶 粒 界 で の メ タ ン 泡 の 生 成 ・ 脱 炭
水 素 に よ る 損 傷
Cr-Mo鋼 で 対 策
そ の 他
高 温 腐 食
high temperature corrosion
高 温 の 気 体 ・ 塩 表 1.1-1 腐 食 形 態
表 1.1-2 普 通 鋼 - CUI 環 境 の 腐 食 性
C U I 住 宅 壁 内 大 気 腐 食
腐 食 速 度 (mm/y) ~ 0.2? 0 . 0 5 / 7 0.05
水 浸 入 ・ 結 露 ? 防 止 設 計 降 雨 ・ 結 露
付 着 物 あ り 、 保 温 材 ? 1 / 1 0 以 下 1
R H 高 温 ほ ど 低 下 同 右 気 象 条 件 と お り
腐 食 形 態 ? 均 一 均 一
区 間 確 率 20 37 26 12 5
全 デ ー タ 20 57 83 95 100
累 積 確 率 (%)
10 60 95 99 100 (%) 配 管
区 間 確 率 10 50 35 4 1
0.01 0.05 0.1 0.2 0.3 0.91
住 宅 壁 内 大 気 中 海 水 中 腐 食 速 度 (mm/y)
図 1.1-1 CUI に お け る 腐 食 速 度 の 分 布1 )
1 ) 栗 原 朋 之 、 大 島 義 生 、 中 原 正 大 :材 料 と 環 境 2006 講 演 集 p.303(2006)
1.2 孔食、すきま腐食の診断技術の開発
1.2.1 局部腐食の診断技術開発の経緯
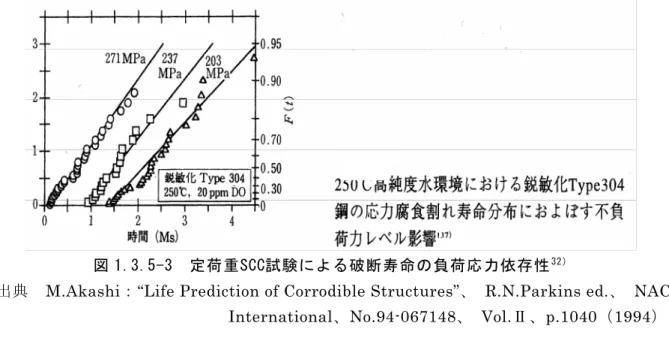
応力腐食割れ(SCC)に関して、ステンレス鋼の塩化物型 SCCに絞ったテクニカルモジュール が開発されている。すなわち、SCCを起こす材料と環境の組み合わせは、材料、環境ともに多 岐にわたっており、代表として、比較的汎用性の高いステンレス鋼の塩化物環境に絞った。SCC 感受性評価として、データベースを基にSCC発生限界温度-塩化物濃度マップをベースとし て、温度;3、塩化物濃度;4の12マスに対して、SCC発生限界線からの距離で1~4のラン ク分けを行った結果(SCCテクニカルモジュール)を図 1.2.1-1に示す。なお、ランク;1~4 の基本的な考え方を表 1.2.1-1に示す。
図 1.2.1-1 汎用ステンレス鋼の中性域における SCC 発生限界線図と感受性ランク 出典 機械システム振興協会、「機械システム等のメンテナンス最適化のための高度メンテナン ス技術開発に関するフィージビリティスタディ」平成 17 年度報告書、p.30.(原典;エンジニ アリング振興協会、「機械システム等のメンテナンス最適化のための RBM手法の開発に関す るフィージビリティスタディ」平成16年度報告書)
表 1.2.1-1 劣化レベルと破損寿命、余寿命、破損感受性の基準
出典 エンジニアリング振興協会、「リスク評価技術開発分科会」平成 18年度研究報告書(木 原さん作成分)
さらに、SCC感受性ランクごとに、経過時間-損傷確率の形でSCC発生寿命の形に置き換 えた関係を図 1.2.1-2に模式的に示す。すなわち、SCC感受性(ランク)の低い「1」ではSCC 発生寿命が長く、その後の損傷確率の増加の程度も低いのに対して、SCC感受性ランクが高い
「3」では、SCC発生寿命が短く、その後も急激に損傷確率が上昇していくことを示している。
図 1.2.1-2 SCC 感受性ランクと SCC 発生寿命との関係(模式図)
出典 機械システム振興協会、「機械システム等のメンテナンス最適化のための高度メンテナン ス技術開発に関するフィージビリティスタディ」平成 17年度報告書、p.36.
これら、SCCの診断技術を踏まえ、同じ、②不働態・局部腐食型の孔食、すきま腐食に関す る診断技術を開発した。
1.2.2 孔食、すきま腐食と SCC の相互関係
孔食、すきま腐食は、SCCと同様、孔食、すきま腐食が起きる/起きない臨界条件が存在す る。ここでも、SCCに準じて、ステンレス鋼の塩化物環境系の孔食、すきま腐食に絞って診断 技術を開発した。
ステンレス鋼の塩化物環境におけるさび発生(S)、孔食(P)、およびSCC(C)の発生温度-塩化 物濃度関係1 )を図 1.2.2-1 に示すように、さび発生、孔食、SCCの順により厳しい温度-塩化 物濃度で発生する。
図 1.2.2-1 ステンレス鋼の塩化物環境における孔食、および SCC 発生温度-塩化物濃度関係1 )
出典 小若正倫、金属の腐食損傷と防食技術、p.296、アグネ(1983). (原典 J.E. Truman:
Corros. Sci.、17、 737 (1977))
図 1.2.2-2 ステンレス鋼の塩化物環境におけるすきま腐食、および すきま腐食経由型SCC発生電位-塩化物濃度関係2 )
出典 辻川茂男、玉置克臣、久松敬弘、鉄と鋼、66、2067(1980).
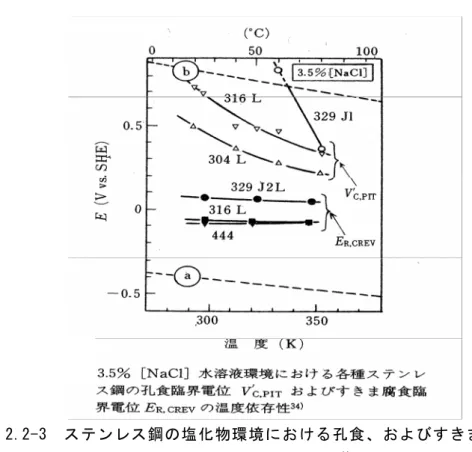
図 1.2.2-3 ステンレス鋼の塩化物環境における孔食、およびすきま腐食 発生電位の温度、および合金種依存性3 )
出典 腐食防食協会編、金属の腐食防食 Q&A、p.128、丸善(1988).
すきま腐食およびSCCの発生電位-塩化物濃度関係2 )を図 1.2.2-2 に、孔食およびすきま腐 食の発生電位の温度、および合金種依存性3 )を図 1.2.2-3 に示す。孔食、すきま腐食、SCCに は、それぞれ、感受性を有する臨界条件;VCとして、孔食電位;V’C、PIT、すきま腐食臨界電位;
ER、CREV、SCC発生臨界電位;ER、SCCが存在し、環境(温度)依存性を電位、Eで表現してお り、その臨界電位は、その電位での定電位保持による孔食、すきま腐食、SCC発生の有無(○
×)と一致することで、生起臨界条件であることが担保されている。すきま腐食生起臨界電位 と比較して、すきま腐食経由型のSCC生起臨界電位は200~300mV程度低く、すきま腐食生起 臨界電位は孔食生起臨界電位よりも数百mV程度低くなっている。
以上のことから、1)さび発生、孔食、SCC(いずれも自由表面の場合)の順、2)すきま腐 食、孔食の順、および、3)すきま腐食、すきま腐食経由型のSCCにより厳しい条件で発生す る。ただし、4)孔食と、すきま腐食経由型のSCCの起き易さは明確ではない。しかしながら、
実構造物の場合、意識的に自由表面を意図した構造、使用以外では、構造上、および/もしくは、
付着物下のすきまが回避できないことから、3’)すきま腐食生起条件≦SCC 生起条件、として、
すきま腐食とSCCが工学的に大きな意味を持つ。
1.2.3 孔食、すきま腐食可使用領域からリスクへ
局部腐食生起臨界電位による評価結果は、温度-塩化物濃度領域図上に記されている訳では ないため、可使用領域図としての判断には直接使えない。しかし、各種ステンレス鋼の+0.4V (vs.
SCE)(=+0.744V vs. SHE)の等孔食電位図(温度-塩化物濃度関係)4 )を図 1.2.3-1に示す ように、電位に何らかの基準を設けることによって、可使用領域図に落とし込むことができる。
また、可使用温度-塩化物濃度領域は、ステンレス鋼の合金種、および、相(オーステナイト、
フェライトなど)に依存している。
図 1.2.3-1 各種ステンレス鋼の孔食による可使用領域図(温度-塩化物濃度)4 ) 出典 腐食防食ハンドブック電子版、IV-1-30、丸善(2000).(原典;吉井紹泰、 前北杲彦:
日新製鋼技報、 No.39、 84(1978).)
局部腐食臨界電位;VCと当該環境における、完全不働態化状態の浸漬電位の定常値である自 然腐食電位;ESPとを比較することにより、当該環境における当該材料の可使用を判断するこ とができる。すなわち、ESPがVCよりも高い電位域では局部腐食の可能性があるが、ESPがVC
よりも低い電位域ではその可能性がなく、その交点が局部腐食生起臨界条件となる。ESPの温 度、およびpH依存性5 )は、例えば、式 1.2.3-1で与えられ、室温、pH=7の中性では、ESP=+0.32V
vs. SHEである。(図 1.2.3-1では中性水のESPよりも厳しい電位を基準としたことになる)
ESP=+0.733 – 0.059 pH ( V. vs. SHE ) (式1.2.3-1.)
各種ステンレス合金(ステンレス鋼、チタン合金)のすきま腐食による可使用領域図を温度
-塩化物濃度関係6 )の形で図 1.2.3-2に示す。例えば、×A;60℃、1%[NaCl]、では、SUS304、
SUS316 はすきま腐食発生領域となり、Ti-Gr.1 はすきま腐食が発生しない。また、60℃を基
準とすれば、60℃におけるすきま腐食生起臨界塩化物濃度の合金種依存性(SUS304<SUS316<
SUS329J4L<Ti-Gr.1)が読み取れ、SUS304では工業用水レベルの水質でもすきま腐食感受性
を示すのに対して、Ti-Gr.1では製塩プラントのように海水が濃縮した環境でも耐える。
SCC発生限界線図(図 1.2.1-1のデータを読み取り◆で表示)に習って、図 1.2.3-1に示し
たSUS304の孔食発生限界線(□)、図 1.2.3-2 に示したSUS304のすきま腐食発生限界線(○)
を温度-塩化物濃度領域図に重ねて図 1.2.3-3に示す。なお、孔食(□)、すきま腐食(○)に 関しては、それぞれの元データで記載されている有効温度-塩化物濃度範囲のみ記したように、
SCC(◆)と比較して評価範囲が狭い。
10-3 10-2 10-1 100 101 102 10 100 1000 104 105
20 40 60 80 100 120
塩化物濃度,[NaCl]/%
温度, T/℃
塩化物イオン濃度,[Cl-]/ppm
SUS304 SUS316 SUS329J4L Ti-Gr.1
(工業用純Ti)
Ti-0.01Pd Ti-Gr.17 (Ti-0.06Pd)
A
海水
(25℃,3.5%[NaCl])
工業用水 レベル
図 1.2.3-2 各種ステンレス合金(ステンレス、チタン)のすきま腐食生起 条件に基づく可使用領域図(すきま腐食-温度-塩化物濃度)6 ) 出典 中山 元、深谷祐一、明石正恒、澤 周補、菅野 毅、大和田 仁、大槻彰良、
朝野英一;材料と環境 2004講演予稿集、A-203、腐食防食協会 (2004).に加筆
100 101 102 103 104
0.001 0.01 0.1 1
0 50 100 150 200
孔食 すきま腐食 SCC
塩化物イオン濃度,Cl/ppm
温度,T /℃
SUS304,塩 化物 塩化物濃度,[NaCl]/%
図 1.2.3-3 SUS304 ステンレス鋼の塩化物環境における孔食、すきま腐食、
SCC 生起臨界温度-塩化物濃度領域図(可使用領域図)
出典 図1.2.1-2、図 1.2.3-1、図 1.2.3-2からの当該データ読み取りによる重ね書き
孔食、すきま腐食、および SCC を一元的に診断するため、孔食に対して低濃度-高温側を SCC発生限界線に漸近させ、高濃度-低温側は室温の海水相当塩化物濃度で孔食が発生する・
しないの限界であることから、20000ppm[Cl-]、20℃を結ぶ線とした。一方、すきま腐食の低 濃度-高温側は5ppm[Cl-]、150℃に仮置きした。
SCCの場合と同様に、塩化物濃度を10倍ごと(1~10ppm、10~100ppmなど)、温度を50℃
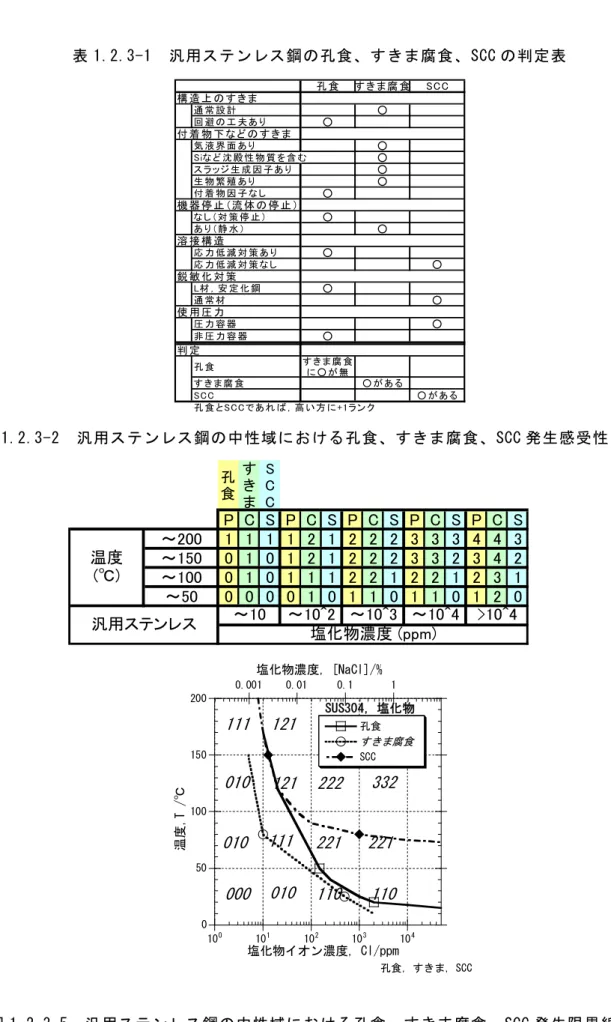
ごと(0~50℃など)に区切り、その1マスに限界線が通る場合をリスク;1として順次リス クを割り付けた。汎用ステンレス鋼(SUS304)の中性域における孔食発生限界図と孔食感受性ラ ンクを図 1.2.3-4(a)に、すきま腐食発生限界図とすきま腐食感受性ランクを図 1.2.3-4(b)に示 す。
また、孔食、すきま腐食、SCCの判定表を表 1.2.3-1 に示す。判定対象機器の材料、環境、
応力因子をそれぞれの項目に従い、各因子での孔食、すきま腐食、SCC 感受性の判定を行い、
孔食のみに○が付き、かつ すきま腐食に○が付かない場合は孔食で判定し、1つでもすきま腐 食に○が付いた場合は、すきま腐食で判定する。さらに、SCCに○が付いた場合は、孔食、す きま腐食に加え、SCCが起きる可能性を判定する。
100 101 102 103 104
0.001 0.01 0.1 1
0 50 100 150 200
孔食 すきま腐食 SCC
塩化物イオン濃度,Cl/ppm
温度,T /℃
SUS304,塩化物 塩化物濃度,[NaCl]/%
0
0 1
0 1 1
0
1 1
1
1 2
2 3
100 101 102 103 104
0.001 0.01 0.1 1
0 50 100 150 200
孔食 すきま腐食 SCC
塩化物イオン濃度,Cl/ppm
温度,T /℃
SUS304,塩化物 塩化物濃度,[NaCl]/%
0
1 1
1 1 1
1
1 2
2
2 2
3
(a) 孔食 (b) すきま腐食
図 1.2.3-4 SUS304 鋼の中性域における孔食、すきま腐食発生限界線図と感受性ランク
孔食、すきま腐食、SCC発生感受性ランクをまとめて表 1.2.3-2、およびに示す。孔食、す きま腐食それぞれ単独の場合には、それぞれのランクを採用し、孔食+SCC の場合には、孔食 とSCCのランクの高い方のランクに+1、すきま腐食+SCCの場合にはすきまと SCCのランク の高い方のランクに+1とする。
表 1.2.3-1 汎用ステンレス鋼の孔食、すきま腐食、SCC の判定表
孔 食 す き ま 腐 食 SCC 構 造 上 の す き ま
通 常 設 計 ○
回 避 の 工 夫 あ り ○
付 着 物 下 な ど の す き ま
気 液 界 面 あ り ○
Siな ど 沈 殿 性 物 質 を 含 む ○
ス ラ ッ ジ 生 成 因 子 あ り ○
生 物 繁 殖 あ り ○
付 着 物 因 子 な し ○
機 器 停 止 (流 体 の 停 止 ) な し (対 策 停 止 ) ○
あ り (静 水 ) ○
溶 接 構 造
応 力 低 減 対 策 あ り ○
応 力 低 減 対 策 な し ○
鋭 敏 化 対 策
L材 ,安 定 化 鋼 ○
通 常 材 ○
使 用 圧 力
圧 力 容 器 ○
非 圧 力 容 器 ○
判 定
孔 食 す き ま 腐 食
に ○ が 無
す き ま 腐 食 ○ が あ る
SCC ○ が あ る
孔 食 と SCCで あ れ ば ,高 い 方 に +1ラ ン ク
表 1.2.3-2 汎用ステンレス鋼の中性域における孔食、すきま腐食、SCC 発生感受性ランク 孔
食 す き ま
S C C
P C S P C S P C S P C S P C S
~200 1 1 1 1 2 1 2 2 2 3 3 3 4 4 3
~150 0 1 0 1 2 1 2 2 2 3 3 2 3 4 2
~100 0 1 0 1 1 1 2 2 1 2 2 1 2 3 1
~50 0 0 0 0 1 0 1 1 0 1 1 0 1 2 0 温度
(℃)
汎用ステンレス ~10 ~10^2 ~10^3 ~10^4 >10^4 塩化物濃度 (ppm)
100 101 102 103 104
0.001 0.01 0.1 1
0 50 100 150 200
孔食 すきま腐食 SCC
塩化物イオン濃度,Cl/ppm
温度,T /℃
SUS304,塩化物 塩化物濃度,[NaCl]/%
000 110
010 111 121
221
222 332
010 121
111 010
221 110
孔食,すきま,SCC
図 1.2.3-5 汎用ステンレス鋼の中性域における孔食、すきま腐食、SCC 発生限界線図と 感受性ランクの重ね書による比較
101 102 103 104
0.01 0.1 1
0 25 50 75 100
塩化物イオン濃度,Cl/ppm
温度,T /℃
SUS304,塩化物 塩化物濃度,[NaCl]/%
0 0 1
0 1 1 1
1 2 1
1 2 2
1 1
1 2
1 2
3
1 1
2 3
図 1.2.3-6 SUS304 鋼の中性域におけるすきま腐食発生限界線図と感受性ランク
(温度、濃度の再区分、○;リスク上昇、□;リスク低下)
SUS304 鋼の中性域におけるすきま腐食感受性ランクを、SUS304 のすきま腐食感受性を評
価して使用する通常の温度‐塩化物濃度範囲である~100℃、~104ppm[Cl-]を 25℃刻み、1/2 桁刻み(10~50、50~100、100~500、・・・ppm)で付け直した結果を図 1.2.3-6 に示す。
○で囲んだ高温・高濃度側、例えば、75~100℃、50~100ppm[Cl-]ではオリジナルのランク;
1から 2になる。逆に、□で囲んだ低温・低濃度側、例えば、25~50℃、10~50ppm[Cl-]では オリジナルのランク;1から 0になる。
なお、SUS304 のすきま腐食生起臨界条件は、室温(25℃)、500ppm[Cl-]であるから、0~
50℃、100~1000ppm[Cl-]領域でのランクに見直しはない。
さらに、SUS304 のすきま腐食生起下限界塩化物濃度、[Cl-]CRIT(ppm)、の温度、T(℃)、依 存性は、
[Cl-]CRIT = 3700×exp(-0.075×T) (式1.2.3-1) T;10~80(℃)
で表される。
海水相当塩化物濃度環境における各種ステンレス合金(ステンレス鋼、ハステロイなどの Ni-Cr-Mo合金、耐食性Ti合金など不働態による耐局部腐食感受性を有する合金の総称)の可使 用 温 度 マ ッ プ 7 )を図 .2.3-7 示 す 。 ス テ ン レ ス 鋼 の 耐 局 部 腐 食 指 数 と し て 、 P.I.=[%CR]+10[%Mo]+10[%N]を用いると、P.I.=40レベルのスーパーステンレス(通常、P.I.>35、
もしくは 38)でさえも、室温の海水ですきま腐食感受性を有する(ランク;1)ことから、汎
用ステンレス鋼はランク;2 である。これを基にして、より高耐食性のステンレス合金のラン クを判定した結果を表 1.2.3-3に示す。
1 に
さらに、各種ステンレス鋼の 3.5%[NaCl]環境における、すきま腐食生起臨界 P.I.、P.I.(T) のすきま腐食生起下限界温度、TCRIT(℃)、依存性は、
P.I.(T) = -74.2 +2.18×TCRIT (式1.2.3-2)
に従う。
30 40 50 60 70 80 90 100
-0.2 -0.1 0 0.1 0.2
20 40 60 80 100 120 140
300 320 340 360 380 400
P.I. = [%Cr]+3.3[%Mo]+10[%N] Ti-X Pd, X (%)
Critical temperature for initiation of crevice corrosion (℃) or critical temperature for ASCC (℃)
Titanium Alloy Ni-Cr-M o Alloy
Ti-Gr.1
C-22
Ti-0.01Pd Ti-G r.17
Ti-G r.7
MAT21 Allo y59
C-276
Crevice Corrosion 3.5% [NaCl]
SUS836 L
NSSC270 ASCC
Bittern spot
Critical temperature, K
図 1.2.3-7 海水相当塩化物濃度環境における各種ステンレス合金の可使用温度マップ7 ) 出典 G. Nakayama Proceeding of MRS2005 Scientific Basis for Nuclear Waste 、 、
、 、 、
management Ghent Belgium Sep.11-15 (2005).
表 1.2.3-3 各種ステンレス合金の、室温、3.5%[NaCl](~50℃、>10^4ppm[Cl-])
におけるすきま腐食のリスク
~50℃,>10^4ppm P.I. ランク 代表合金種 汎用ステンレス鋼 ~25 2 SUS304,316
スーパーステンレス鋼 ~50 1 SUS329J4L, AL-6XN Ni-Cr-Mo合金 ~75 0 HastelloyC
超高耐食性合金 (>75) -1 Ti-Gr.7
出典 G. Nakayama Proceeding of MRS2005 Scientific Basis for Nuclear Waste 、 、
、 、 、
management Ghent Belgium Sep.11-15 (2005)を基に作成
1.2.4 孔食、すきま腐食発生寿命予測モデル
孔食、すきま腐食に対しても、SCCと同様に、孔食、すきま腐食発生領域においても、一定 の発生寿命を有し、図 1.2.1-2に示したような感受性ランクと発生寿命の関係が成り立つ。ス テンレス鋼の塩化物環境におけるSCC発生寿命は、各種加速因子を関数化した上で掛け合わせ て8 );
t = t0×f(す き ま)×f(電 位)×f(付 加 応 力)×f(塩 化 物 濃 度)×f(鋭 敏 化 度)×f(温 度)
= t0×[fc・(E-ER、SCC)]-1×(ST/Sy-0.5)-2×([Cl-])-0.5×Ra-4.1×exp(Q/T) (式1.2.4-1)
で表すことができる。同様な考え方として、F-Index9 )が提唱されており、X1: variable of carbon content 、X2: stabilization parameter 、X3: low temperature aging 、X4: variable of stress relief annealing 、X5: variable of effective stress ratio 、X6: variable of effective oxygen content 、X7: variable of crevice 、X8: variable of conductivityの8つの因子を取り上げてい る。
SCC寿命予測モデル8)を基に、環境が変動する条件下でのすきま腐食発生寿命の予測の例と
して、汽水域環境におけるステンレス鋼の腐食予測モデルに基づく材料選定10 )が行われている。
ここでは、SUS304の室温における人工海水中の人工すきま付与試験片の浸漬試験によるすき ま腐食発生寿命;544(h)11 )を基に、SCC発生寿命の塩化物依存性関係式8)から、SCCとすきま 腐食で発生寿命におよぼす塩化物濃度依存性が同一と仮定して、図 1.2.4-1に示すように、こ の関係式が、17000ppm[Cl-]で544hを通るように読み替えて、
tCREV[Cl-](h) = 7.1x104[Cl-] -0.5;[Cl-]≧500(ppm)
= 0 ;[Cl-]<500(ppm) (式1.2.4-2)
となり、1000(ppm)でのすきま腐食発生寿命は2245(h)~94日と予測できる。
図 1.2.4-1 すきま腐食発生寿命の塩化物濃度依存性10 )
出典 中山 元、松川 徹、横山弘善、千葉幸憲、玉田明宏、高橋和夫、田中和嗣、辻川茂男、
第48回材料と環境討論会講演予講集、C-109 (2001).
汽 水 域 に お け る ス テ ン レ ス 鋼 製 溶 接 構 造 物 の す き ま 腐 食 発 生 寿 命 予 測 結 果 を 例 と し て表 1.2.4-1 に示すように、1)各種加速因子を抽出し、2)すきま腐食発生寿命の加速因子依存性 関係式から加速倍率を求め、全てを掛け合わせた上で、3)基準となる条件下でのすきま腐食 発生寿命を乗することで、4)その系のすきま腐食発生寿命が予測できる。すなわち、基本条 件、すなわち、人工海水、30℃、・・・の基本条件でのすきま腐食発生寿命の544hに対して、
予測環境の塩化物濃度は同濃度であるから加速倍率は 1、温度は 30℃に対して 15℃で加速倍 率は1.12倍となり、これらを加速因子の掛け合わせた加速倍率が 6.27倍となる。従って、全 体としての発生寿命は 142日と予測できる。
表 1.2.4-1 汽水域におけるステンレス鋼製溶接構造物のすきま腐食発生寿命予測(例)10)
出典 中山 元、松川 徹、横山弘善、千葉幸憲、玉田明宏、高橋和夫、田中和嗣、辻川茂男、
第48回材料と環境討論会講演予講集、C-109 (2001).
図 1.2.4-2 すきま腐食発生寿命のCI値依存性12 )
出典 松橋 亮、加藤謙治、金子道郎、材料と環境、56、No.2、腐食防食協会(2007).
すきま腐食発生寿命のすきま腐食抵抗指数、CI値13 )、CI=[Cr]+4.1[Mo]+27[N]、依存性を図 1.2.4-2に示す。人工すきまを付与した試験片の50℃、大気平衡の人工海水中における+440mV における定電位保持試験におけるすきま腐食発生時間、tINCUを求め、SUS304のtINCUを1とし た場合の比較材の寿命比、RINCU、は、SUS329J4Lでほぼ 100倍12)になっている。さらに、pHd
理論に基づいて推定を行った常温における海水環境のすきま腐食発生寿命、tINCU、を右縦軸に 示すように、SUS304の場合、0.82年14 )であるから、常温、海水環境における各種ステンレス 鋼のすきま腐食発生寿命が予測できる。
このようにして、データベースを拡充することによって、孔食、すきま腐食の発生寿命の予測 ができる。
1.2.5 孔食、すきま腐食進展予測モデル
代表的な腐食速度15 )を表 1.2.5-1に、ステンレス鋼のすきま腐食深さの合金種、および塩化 物濃度依存性16 )を図 1.2.5-1に示すように、SUS304の孔食進展速度は10~10^2mm/年以上、
すきま腐食進展速度は1~10mm/年程度と大きい。
表 1.2.5-1 代表的腐食速度15 )
出典 腐食防食協会編、材料環境学入門、p.273、丸善 (1993).
図 1.2.5-1 ステンレス鋼のすきま腐食深さの合金種、および塩化物濃度依存性16 ) 出典 防錆・防食技術総覧、p.600、産業技術サービスセンター(2000). (原典 建設省土木 研究所 放流設備に使用するステンレス材料に関する調査報告書、土木研究所資料第3165号 (平成 5年1月))
ステンレス鋼の塩化物環境における孔食の進展性はべき乗則17)に従うとされており、すきま 腐食に関しても、以下のべき乗則18 )で示される。
dMAX = A・( t – tINCU)m (式1.2.5-1)
ここで、dMAX;最大すきま深さ(μm)、A;1h後の最大すきま深さ(μm)、(t-tINCU);すきま腐食 発生時間を起点とした時間(h)、m;係数、例えば、SUS304、50℃、18900ppm[Cl-]、E=440mV のすきま試験片の定電位試験結果19 )に基づいて、A=110、m=0.39 を得ている。べき乗数、m は鋼種、塩化物濃度にほとんど依存せず、m=0.3~0.5 を示すことから、最大腐食深さを示す 腐食部において特定の金属溶解形態と金属溶解反応の律速段階を仮定することにより、ある程 度の説明ができる19)。
ステンレス鋼のすきま下における腐食損傷事例における腐食深さ20 )を図 1.2.5-2に示すよう に、供用期間の中の特定の時間帯でのみ腐食環境が整いすきま腐食が生起・進展して、また、
ある時点からは腐食の停止状態にあると解釈した方が合理的に見える。
もっとも、同じデータの時間軸を実数軸で表記(図 1.2.5-2 の右図)すると、一部の短時間側 の深いデータ、および長時間側の浅いデータを除外すれば、式 1.2.5-2 などですきま腐食深さ の進展予測(図 1.2.5-2の右図)ができる。
d(mm) = 0.8 x ( t(yr) – 0.3)0.5 (式1.2.5-2)
すなわち、短時間での深いすきま腐食の発生・進展は、初期故障(微生物腐食などの特殊要因 の顕在化による腐食)に類するものであり、高度メンテナンスの視点では、これらは例外とし て除外することが可能である。(別途考える)また、長時間経過後も浅い腐食しか認められない ものに対しては、保守側の判断を行うことで、割愛する。
0 1 2 3 4 5
0.01 0.1 1 10 100
ステンレス鋼 すきま下
腐食深さ (mm)
経過時間 (年)
0 1 2 3 4 5
0 5 10 15 20 25 30
腐食深さ,d/mm
経過時間,t/yr ステンレス鋼
すきま下
d(mm)=0.8 x (t
(yr) - 0.3)0.5
図 1.2.5-2 ステンレス鋼のすきま下における腐食損傷事例における腐食深さ20 ) 出典 中山 元:第48回材料と環境討論会講演予稿集、A-315 (2001).(左図、右図は、本デ
ータを基に、作成)
ステンレス鋼の塩化物環境において発生する孔食、すきま腐食は発生までの潜伏期間があり、
孔食発生後は、条件が揃えば 6~24mm/yr程度の比較的速い進展速度を取り得ることができて、
実際に数mmの深さに到達する。しかし、孔食、すきま腐食は永遠に進展しつづけるとは限ら ず、むしろ、ある程度の進展をすれば、進展性を失い停止21 )する。
さらに、正味の腐食進展速度(孔食深さ/進展時間)は、むしろ 24mm/yr 程度の速い側に あるものの方が多い。すなわち、まさに孔食が進展している時は「上限の」腐食速度で進展をし て、それ以外の多くの時間は進展しておらず、平均孔食進展速度(孔食深さ/経過時間)より 1 桁大きくなると考えられる。従って、ある時点で発見された孔食がその後の運転期間に応じ て進展し続けるというモデルは過大な腐食の予測となっており、進展・停止を加味したモデルに するべきである。
以上のことから、孔食、すきま腐食の進展予測は、管理された系(例えば、執権質加速試験)
での腐食深さの時間依存性は予測可能なレベルに達しているものの、実機レベルへの予測はケ ースごとの対応が必要である。
1.3 腐食診断技術のガイドライン(標準化)の作成
1.3.1 ガイドライン(標準化)の考え方
設備の維持・管理の立場から見た場合、腐食診断技術は、規格・基準に則った対応であるこ とが重視される。十分な安全性の確保を前提に、設備に要求される機能や性能を達成する多様 な手段の中から、技術基準によってその手段を限定することはできる限り避け、選択の自由度 を確保することが必要である。このため、技術基準を性能規定化し、設備が要求される性能を 具体的な数値で規定すると同時に、技術基準への適合性を判断するための技術規格として具体 的仕様を定める必要がある。
予測の難しい事象での健全性担保の手順として、レベル 1~4の技術基準のタイプと性能基
準化22)をベースにプラントユーザーとしての対応(レベル5)を加味して、図 1.3.1-1、およ
び表 1.3.1-1に示すようにレベルを 1~5に分け、健全性担保の基本体系22、23 )とした。それぞ れ、1)目標、2)機能要求、3)性能水準要求、4)容認可能な実施方法、および、5)実際の 運用手順とした。なお、プラントユーザーによる腐食診断に供することを前提として、腐食診 断技術ガイドラインは、レベル3~5の範囲を重点において構築していく。
具体例として、電線に対する技術基準22)を示すとともに、美浜原子力発電所 3号機 2次系配 管破損事故などを踏まえて、このような不具合が起きないように配管の健全性を的確に維持す るための配管減肉の運用管理に関わる規格、「日本機械学会発電用設備規格 配管減肉管理に関 する規格、JSME SCA1- 2005」に従って、配管減肉管理における配管の健全性担保の手順を レベル分けして示した。
図 1.3.1-1 健全性担保の基本体系23 )
出典 宮野 廣、日本材料学会 腐食部門委員会資料、No.253、 Vol.45、 Part6、p.11 (2006).
を基にレベル5を加筆
設計において、基本的には設備の健全性が維持されるように、様々な現象を想定して安全性 を確保しなければならない(レベル1)。機能要求としては、劣化・損傷事象では配管減肉事象 のように予測の難しいものがあるが、そのまま放置すれば、漏洩や配管破断に至る場合がある
(漏洩、破断の防止、レベル2)。従って、事象の予測が難しい場合、劣化の予測だけでなく、
安全裕度の十分な確保とともに、運用中の監視や定期的な交換などで劣化が進み損傷する前に
保全する方策を取らなければならない。そこで、総合的に配管の健全性を確保する手段として 劣化の予測と検査の併用を適切に行い、必要な配管肉厚の確保を担保する。(レベル 3)さらに、
劣化を考慮(設計時)、監視(運用時)すべき条件・部位を明確にし、管理する方策を周知し、
さらに、常に見直す仕組みとすることで、配管の境界不適合の発生リスクを極力回避する(規 格化、レベル4)。これを受けて、各事業者が運用手順、指針(機能性規格)を定める(レベル 5)。その際の要件としては、1)機能性規格は上位規格(管理規格)に適合すること、2)機能性 規格が上位規格機関によって認証されていること、3)PDPCを回し、標準の改定を行い、上位 規格(機能性規格、技術規格)に反映されること、が必要である。
表 1.3.1-1 予測の難しい事象での健全性担保の手順
。
出典 総合資源エネルギー調査会 原子力安全・保安部会、第9回電力安全小委員会 資料3、
経済産業省、(2001)、をベースに、「日本機械学会発電用設備規格 配管減肉管理に関する規格、
JSME SCA1- 2005」を参考にレベル 5、および【例2】を加筆
材料と環境の組み合わせ
継続使用 腐食しない
腐食する 劣化程度の実測
劣化進展式による腐食深さの予測 腐食深さの計測
容易
困難、不可能
劣化レベル判定 使用可
継続使用 使用不可
(経過観察、モニタリング)
劣化進展式による寿命予測 寿命末期
補修・更新
寿命初期・中期
・全面腐食型
・局部腐食型 二次スクリーニング
材料と環境の組み合わせ
継続使用 腐食しない
腐食する 劣化程度の実測
劣化進展式による腐食深さの予測 腐食深さの計測
容易
困難、不可能
劣化レベル判定 使用可
継続使用 使用不可
(経過観察、モニタリング)
劣化進展式による寿命予測 寿命末期
補修・更新
寿命初期・中期
・全面腐食型
・局部腐食型 二次スクリーニング
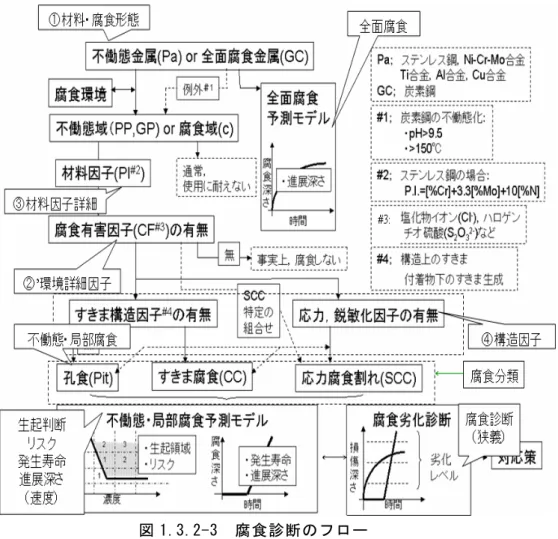
図 1.3.1-2 腐食診断フロー 図 1.3.1-2 腐食診断フロー
これを受けた腐食診断フローを図 1.3.1-2に示す。前段として、配管、静機器、動機器など 診断対象部位の選定し、温度、応力状態、環境の流動性など診断対象部位の使用条件を特定し、
損傷機構の第一次スクリーニング(クリープ、疲労、腐食、およびその他として、磨耗、エロ ージョン、冶金的劣化など)を行う。
これを受けた腐食診断フローを図 1.3.1-2に示す。前段として、配管、静機器、動機器など 診断対象部位の選定し、温度、応力状態、環境の流動性など診断対象部位の使用条件を特定し、
損傷機構の第一次スクリーニング(クリープ、疲労、腐食、およびその他として、磨耗、エロ ージョン、冶金的劣化など)を行う。
第一次スクリーニングで「腐食」と判定された場合、材料と環境の組み合わせをベースに、
腐食としてのスクリーニング(二次スクリーニング)に進む。ここで、腐食性が認められた場 合、その腐食形態を①全面腐食型と、②不働態・局部腐食型に大別し、劣化程度の測定、もし くは予測し、劣化レベルを判定した上で、適切なメンテナンスを施す。
第一次スクリーニングで「腐食」と判定された場合、材料と環境の組み合わせをベースに、
腐食としてのスクリーニング(二次スクリーニング)に進む。ここで、腐食性が認められた場 合、その腐食形態を①全面腐食型と、②不働態・局部腐食型に大別し、劣化程度の測定、もし くは予測し、劣化レベルを判定した上で、適切なメンテナンスを施す。

 におけるすきま腐食のリスク ~50℃,>10^4ppm P.I](https://thumb-ap.123doks.com/thumbv2/123deta/7343750.2434528/23.892.243.641.203.504/表1各種ステンレス合金室温NaCl℃>におけるすきま腐食リスク℃>.webp)