Friction welding of ADC 12 aluminum alloy diecastings
Kazuyoshi KATO* and Hiroshi TOKISUE*
Both squeeze and gravity castings of ADC 12 aluminum alloy were friction-welded, using a brake type welding
machine. Mechanical properties and microstructures of the friction welded joints were investigated. The cast structures
are pressed forward to outside along the flux of burr in the heat affected zone by axial pressure, while they disappear
near the weld interface. The width of the heat affected zone of the castings is narrower than that of the wrought
aluminum alloys. Hardness increases much in the weld interface, but it decreases a little in heat affected zone
com-parison with that of parent material. The welded joints have the same tensile strength and elongation as those of parent
materials. Fracture occurs in the heat affected zone or in the parent material at a friction time of 2 to 3 sec., whiel it
oc-curs at or near the weld interface at other friction time. The weld interface has a higher impact value than the parent
material, but the place at 1 mm far from the weld interface has the same value as the latter. The fatigue strength of the
welded joints of squeese castings is higher than that of parent materials. On the other hand, that of the gravity castings is
slightly lower.
Keywords: friction welding, ADC12 alloy, microstructure, mechanical properties, fractographs
(Received
August 11, 1986)
1.緒 言 複 雑 な形 状 を した部 品 な ど の製 作 に は,鋳 造 あ るい は 溶 接 に よる方 法 が 有 効 と され てお り,そ れ ぞ れ の分 野 で 種 々 の研 究 が 行 わ れ て い る。 他 方,こ れ ら の鋳 造 法 と溶 接 法 を 組 み 合 わ せ て部 品 の 加 工 を 行 うこ と は実 用 上 意 義 あ る こ と と考 え られ る。 しか し,溶 接 法 の 中 で最 も多 用 され て い る溶 融 溶 接 法 に よ っ て鋳 造 材 を 溶 接 す る と,溶 接 時 に 母 材 よ り発生 す る ガ ス が溶 接 部 の 強 度 に 影 響 を 及 ぼ す こ とが 問 題 とな る1)。 こぃ ため 母 材 を 溶 融 す る こ と な く接 合 を行 う摩 擦 圧 接 が 鋳 造 材 に適 して い る こ とは 良 く知 られ て お り,実 用 例2)も あ る。 鋳 造 材 の摩 擦 圧 接 に 関す る報 告 は い くつ か あ る が,こ れ ら の 多 くは,鋳 鉄3) につ い て の も の であ り,ア ル ミニ ウ ム合 金 鋳 物 に 関 す る 報 告 は ほ とん どない の が 現 状 で あ る4)。 本 報 は,ア ル ミニ ウ ム合 金 鋳 物 の 接 合 に摩 擦 圧接 を適 用 す る ため の基 礎 デ ー タを 得 る こ とを 目的 と して,高 精 度 で鋳 肌 のす ぐれ た 製 品 を 短 時 間 で 大 量 に生 産 可 能 な ダ イ カ ス ト法 に用 い られ て い る ア ル ミニ ウ ム合 金 ダイ カ ス ト(ADC12)を 用 い,種 々の 条 件 下 で 摩 擦 圧 接 を 行 い, 得 られ た 継 手 の金 属 組 織 お よび 機 械 的 性 質 に つ い て 検 討 を行 った 。2.試
料 お よび 実 験 方 法
母 材 は,ア ル ミニ ウ ム合 金 ダ イ カ ス ト12種(ADC12) の普 通 金 型 鋳 造 材(以 下 無 加 圧 材 と称 す)お よび 高 圧 鋳 造 材(プ ラ ン ジ ャ加 圧 凝 固法5),以 下 加 圧 材 と称 す)を 用 い た。 著 者 らの 研 究6)に よ り選 定 したTable1に 示 す 条 件 で鋳 造 した 直 径60mm,長 さ約200mmの 円柱 状 鋳Table 1 Conditions of squeeze casting
Table 3 Mechanical properties of base metals
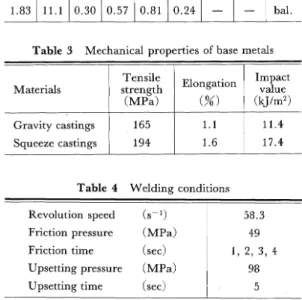
Table 4 Welding conditions Fig. 3 Microstructures of base metals.
塊 のFig.1に 示 す 場 所 か ら 機 械 加 工 に よ り φ20 mm×150mmの 丸 棒 を 採 取 して,鋳 造 の ま ま の状 態 で 圧 接 に 供 した。 試 料 の化 学 組成 をTable 2に,機 械 的 性 質 をTable 3に 示 す 。 圧 接 は,著 者 らの行 っ た ア ル ミニ ウ ム合金 に関 す る実 験 結 果4),7),8)を参 考 に してTable 4に 示 す 条 件 に よ り, 制 動 式 摩 擦 圧 接 機(最 大 推 力68.6kN)を 用 いて 行 った。 圧 接 継 手 は,圧 接 後,熱 処 理 は 一 切 行 わ な い で室 温 で試 験 に 供 した。 引 張 試 験 に は 接 合 面 を試 験 片 平 行 部 中 央 と 一 致 させ たJIS4号 試 験 片(G .L=50mm)を 用 い たO 衝 撃試 験 は接 合 面 お よび 接 合 面 よ り1∼3mm離 れ た位 置 に 切 欠 きを 付 したJIS3号 試 験 片 を用 い て シ ャル ピ ー 衝 撃試 験 機 に よ り試験 を した 。 疲 れ 試 験 は接 合 面 と切 欠 きを一 枚 させ たFig.2に 示 す 寸 法 形 状 の試 験 片 を用 い, 小 野式 回 転 曲 げ疲 れ 試 験 機 に よ り,1×10 7回の繰 り返 し に耐 え得 る応 力 を疲 労 限 と し て求 め た。 3.実 験 結 果 お よ び 考 察 Fig.3に 無 加圧 材 お よび 加 圧 材 の微 視 的 組 織 を示 す 。
Fig. 4 Relation between friction time and total upset. 無 加 圧 材 に は 針 状 の 初 晶 の け い 素 が 晶 出 して お り,粗 大 な 組 織 を 呈 して い る。 加 圧 材 は 無 加 圧材 に 比 べ 組 織 は微 細 で あ り,初 晶 のけ い 素 も微 細 で 球 状 化 した 組 織 を示 し た 。 Fig.4に 全 寄 り し ろ の 測 定 結 果 を 示 す 。 全 寄 り し ろ は,無 加 圧 材,加 圧 材 と も に摩 擦 時 間 の 増 加 に伴 い大 き く な る傾 向 を 示 した 。 全 寄 り しろ は加 圧 材 の 圧 接 継 手 が,無 加 圧 材 の圧 接 継 手 に比 較 してい ず れ の摩 擦 時 間 に お い て も 小 さ い値 を示 した。 こ の こ とは,加 圧 材 は鋳 造 時 に,鋳 造 欠 陥 の 除去 や地 質 の強 化 が な さ れ た こ とに よ
Fig. 5 Dependence
of mechanical properties of
friction welded joints on friction time.
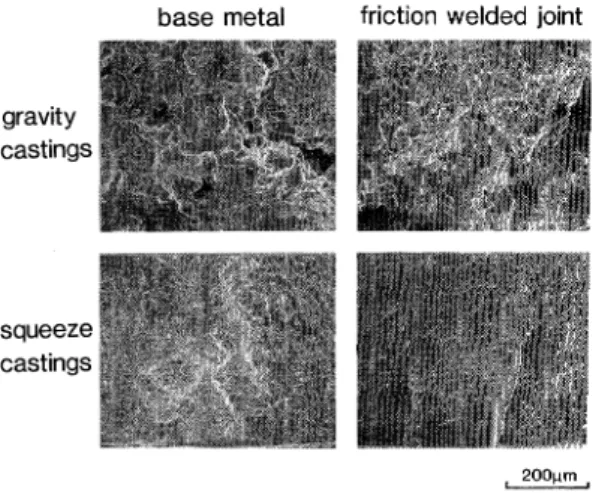
Fig. 7 Microfractographs of tensile fractured speci-mens. The friction time: 2 sec.
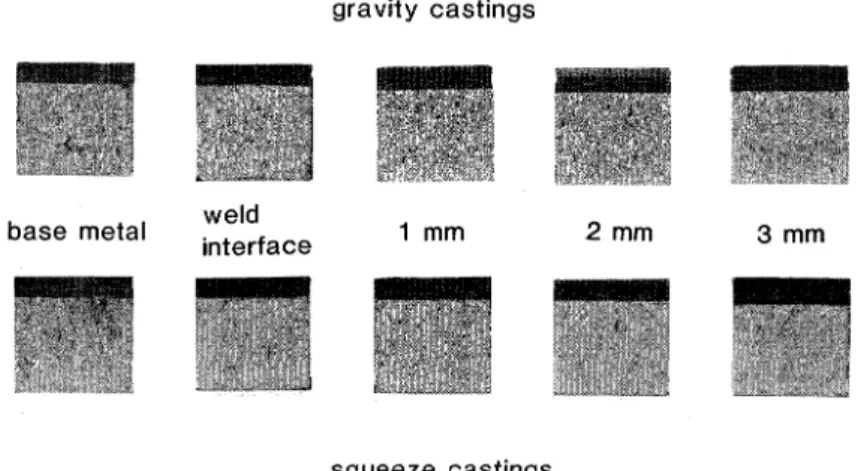
Fig. 6 Macrofractographs of tensile fractured speci-mens. The friction time: 2 sec.
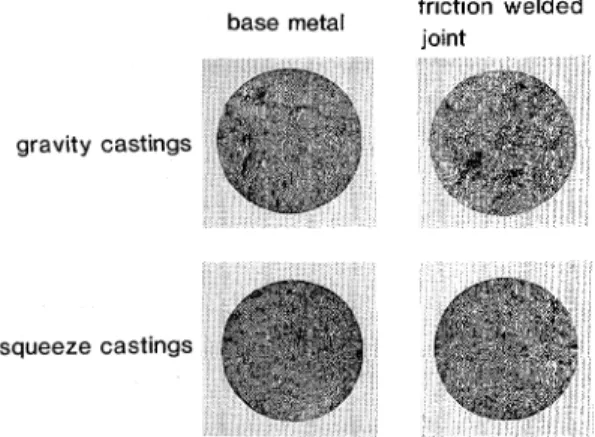
Fig. 8
Microstructures of friction welded joints. The
friction time: 2 sec.
り高温 に おけ る変 形 抵 抗 が 大 き くな った た め と考 え る6)。 全 寄 り しろは2024合 金 に比 較 して か な り大 き い値 で あ っ た が5056合 金 と 同程 度 の値 で あ った8)。 Fig.5に 引 張 試 験 結 果 を示 す。 図 で 明 らか な よ うに 摩 擦 時 間 の長 短 に 係 わ らず,加 圧 材 に よ る圧接 継 手 は,無 加 圧 材 に よ る圧 接 継 手 に 比 べ,引 張 強 さ,伸 び と もに 高 い値 を 示 した 。 加 圧 材 に よ る圧 接 継 手 で は摩 擦 時 間2秒 で圧 接 した 継 手 が 引張 強 さ,伸 び と もに 最 高値 を示 し, 母 材 と 同程 度 の値 が得 られ た 。 摩 擦 時 間2∼3秒 で圧 接 した 継 手 の破 断 は母 材部 あ るい は 熱 影 響 部 で あ った が, 他 の条 件 で 圧 接 した 継 手 の 破 断 は 接 合 面 を 含 む 熱 影 響 部 で破 断 した。 無 加 圧 材 に よ る も の も 同 様 の 傾 向 を 示 し た 。 以 後 の図 は,引 張 強 さ が 最 大 値 を 示 した 摩 擦 時 間2 秒 で 圧 接 を 行 った 継 手 につ い て示 す。 Fig.6に 引張 試 験 後 の 破 断 面 の 巨視 的 破 面 を示 す。 巨 視 的破 面 は,母 材,圧 接 継 手 と もに大 差 な い様 相 を示 し た が,加 圧 材 に よ る もの は母 材,圧 接 継 手 と もに,無 加 圧 材 に よる もの に比 較 して破 面 の 凹 凸 も少 な く滑 らか に な る傾 向 が認 め られ た。 Fig.6で 示 した 引 張 試 験 後 の破 面 の 中央 部 の 微 視 的 破 面 をFig.7に 示 す 。 破 面 中央 部 で は,母 材,圧 接 継 手 と もに 延 性 破 面 で あ る デ ィ ンプル 模 様 が 観 察 され た。 デ ィ ン プル 模 様 の 大 き さ は 母 材 と圧 接 継 手 で は 大 差 な い が,無 加 圧 材 は,母 材,圧 接 継 手 と もに 加 圧 材 に比 べ, デ ィ ン プ ル は大 き く,一 部 に 脆 性 的 な 破 面 や 初 晶 のけ い 素 が 脱 落 した と考 え られ る部 分 が 観 察 され た 。 これ らの こ と は,Fig.3で 示 した 母 材 お よ び後 述 す る圧 接 継 手 の 微 視 的 組 織 で 明 らか な よ うに,無 加 圧 材 は加 圧 材 に比 べ て 破 断 位 置 となつ た 母 材 部 分 あ るい は 熱 影 響 部 の組 織 は 粗 大 で あ り,針 状 の初 晶 け い 素 が 多 く認 め られ た こ とに よ る もの と考 え る。 Fig.8に 圧 接 継 手 の接 合 面 近 傍 の 微 視 的 組 織観 察 写 真
Fig. 9 Hardness distribution
of friction welded
joints. The friction time: 2 sec.
Fig. 10 Results of Charpy impact tests. The friction time: 2 sec. を 示 す 。 接 合部 は,加 圧 材,無 加 圧 材 と もに微 細 で 加工 され た よ うな 組織 を示 し,母 材 の 違 い に よる差 異 は 明 瞭 に は 認 め られ な か った。 接 合 面 近 傍 の 熱 影響 部 では,加 圧 材,無 加 圧 材 の 圧 接 継 手 は い ず れ も圧 接 時 の熱 影 響 と 加 圧 力 に よ りバ リの 流 出 方 向 に 沿 った 繊 維 状組 織 が 観 察 され た 。 写 真 に は 示 さな い が,他 の条 件 で 圧接 した 継 手 も 同様 の様 相 を 示 した 。 また,ア ル ミニ ウ ム合金 展 伸 材 の圧 接 継 手7)にお い て も 同様 の 繊 維 状 組 織 が 観 察 され て い るが,繊 維 状 組 織 は 展 伸 材 に比 べ 方 向性 は 不 明瞭 であ っ た。 この ことは,鋳 造 材 は鍛錬 され てい な い た め に展 伸 材 に比 較 して組 織 が 粗 い こ とに よる も の と考 え る。 Fig.9に 圧 接 継 手 の継 手 中 心 部 を軸 方 向に 測 定 した硬 さ分 布 を示 す 。 圧 接 継 手 の硬 さ分 布 は 回転 側,固 定側 と も に 明 瞭 な差 異 が 認 め られ な か った の で 図に は 固 定側 に つ い て の み 示 した。 接 合 部 の 硬 さは 母 材 の種 類 に関 係 な く,接 合 面 で最 大 値 を示 し,接 合 面 よ り離 れ る に した が い 硬 さは 低 下 し,熱 影 響 部 で は 母 材 に 比 較 して硬 さが 低 くな る部 分 が認 め られ た。 他 の 条 件 で 圧 接 した継 手 に お い て も,熱 影響 部 の 幅 に若 干 の 差 異 は認 め られ るが 同様 の 傾 向 を 示 した。 ま た,ア ル ミニ ウ ム合 金展 伸 材 の時 効 硬 化 させ た 母 材 を用 い た継 手 に お い て も同様 の軟 化 域 が 観 察 され て い る9)。接 合 面 の 硬 さ は,無 加 圧 材,加 圧 材 と もに 同 程 度 の値 を示 した が,加 圧 材 を 用 い た圧 接 継 手 は,無 加 圧 材 の圧 接 継手 に 比 べ 母 材 部 お よび熱 影 響 部 の 硬 さは 高 い 値 を示 し,軟 化 域 に お け る硬 さの低 下 の度 合 は 母 材 の 硬 さ に 比 べ わ ず か で あ っ た 。 こ の こ とは, Fig.8に 示 した 微 視 的 組 織 で 明 らか な よ うに,加 圧 材 の 母 材 は 無 加 圧材 の母 材 に比 較 して 初 晶 の け い素 な どが微 細 化 して い る こ とに よる た め で あ る と考 え る。 切 欠 きを 接 合 面 お よび 接 合 面 よ り1∼3mm離 れ た位 置 に 付 し た 試 験 片 に よ る 衝 撃 試 験 結 果 をFig.10に 示 す 。 圧 接 継 手 の接 合 面 に 切 欠 きを 付 した 試 験 片 の 衝 撃 値 は 母 材 の種 類 に関 係 な くそ れ ぞ れ の母 材 に 比 べ 高 い 衝 撃 値 を 示 した。 ま た,接 合 面 よ り1∼3mm離 れ た位 置 に 切 欠 きを 付 した試 験 片 で は,切 欠 き位 置 に 関 係 な く無 加 圧 材 お よび 加 圧 材 を 用 い た 圧 接 継手 は と もに,そ れ ぞ れ の母 材 と 同等 の値 が 得 られ た。 加 圧材 に よ る圧接 継 手 の 衝 撃 値 は,無 加 圧 材 に よ る圧接 継手 に 比 べ 高 い値 を 示 し た 。 この こ とは,接 合 面 で は 他 の部 分 に 比 較 して 加 圧 材,無 加 圧 材 と もに 微 細 で 加 工 さ れ た 組 織 を 呈 し た こ と,お よび 加 圧 材 は 無 加 圧 材 に 比 べ組 織 は微 細 で あ り初 晶 の け い 素 も微 細 化 され て い る こ とに よる もの で あ る と 推 定 す る。 Fig.11に 衝 撃 試 験 後 の 巨視 的 破 面 を 示 す 。 接 合 面 に 切 欠 きを 付 した 試 験 片 の 巨視 的 破 面 で は,加 圧 材 に よる もの は 母 材,圧 接 継 手 と もに,破 面 の 凹 凸 は無 加 圧 材 に よる もの に 比 較 して 小 さい もの で あ っ た。 他 の位 置 に切 欠 きを 付 した 試 験 片 は接 合面 に切 欠 き を付 した も の と類 似 した様 相 を 示 し,切 欠 き位 置 に よ る破 面 の違 い は 明瞭 に は 認 め られ な か った 。 また,展 伸 材7)な どの 破 面 に 観 察 され た 切 欠 き部 直 下 の幅 広 が りの現 象 は 明 瞭 に は観 察 され な か っ た。 Fig.12にFig.11に 示 した 衝 撃 試 験 後 の 破 面 の 中 央 部 の 微 視 的破 面 観 察 を行 った 一 例 と して,接 合面 に切 欠 き を付 した もの に つ い て示 す 。 各 写 真 は 破 面 の 中 央 部 に つ い て示 した もの で,そ れ ぞ れ 写 真 の 上 方 が 切 欠 き部 で あ る。 破 面 中央 部 は写 真 に示 す よ うに,無 加 圧 材 で は 母 材 お よ び接 合面 に切 欠 きを 付 した 圧 接 継 手 は,一 部 に 脆 性 的 な破 面 が認 め られ るが,ほ とん ど デ ィ ン プル 破 面 を 呈 した。 加 圧 材 に よる も のは,母 材,圧 接 継 手 と もに デ
Fig. 11 Macrofractographs of Charpy impact fractured specimens. The friction time: 2 sec.
Fig. 12 Microfractographs of Charpy impact frac-tured specimens. The friction time: 2 sec.
イ ソ プル 破面 を 呈 し,無 加 圧 材 に よる も の に比 べ て デ ィ ン プル は 小 さ くな る 傾 向 が 認 め られ た 。 また,圧 接 継 手 は母 材 の種 類 に 関 係 な く,そ れ ぞれ の母 材 に 比 べ デ ィ ン プ ル は わず か で は あ る が 小 さ くな る傾 向 を 示 した。 写 真 に は示 さ な い が,切 欠 き位 置 の違 いに よ る微 視 的 破 面 の 差 異 は 明瞭 に は認 め られ な か った。 Fig.13に 疲 れ 試 験 結 果 を 示 す 。 無 加 圧 材 の圧 接 継 手 の疲 れ 強 さは,母 材 に比 べ 若干 低 い値 を 示 した が,加 圧 材 に よ る圧 接 継 手 は母 材 に 比 べわ ず か で は あ るが 高 い値 が 得 られ た 。 加 圧 材 と無 加 圧材 では,母 材,圧 接 継 手 と もに 加 圧 材 の 方 が 高 い疲 れ 強 さを 示 した。 この こ とは, 引 張 試 験 結 果 で も述 べ た よ うに,加 圧 材 は無 加 圧 材 に 比 べ ,高 圧 下 で 凝 固 させ る こ とに よ り地 質 の 強 化 が な され た こ とに よ る もの で あ る と考 え る。
Fig. 13 S-N curves of base metals and friction welded joints. The friction time: 2 sec.
Fig.14に 疲 れ 試 験 後 の 巨 視 的 破 面 観 察 を 行 つ た 一 例 を示 す。 巨視 的 破 面 で は母 材 の違 い に よ る差 は 明 瞭 に は 認 め られ な い が,圧 接 継 手 は 母 材 に 比較 して,い ずれ の 母 材 に よる も の も破 面 の凹 凸 が 少 な く平 坦 な 破面 で あ っ た。 Fig.14に 示 した 試 験 片 と同 一 の 試 験 片 に よ る微 視 的 破 面 の 観 察 結 果 をFig.15∼Fig.17に 示 す 。Fig.15は 切 欠 き底近 傍 を示 した もの で あ る。 い ず れ の写 真 も下 方 が 切 欠 き底 で あ る。 切 欠 き底 近 傍 で は,無 加 圧 材 は,母 材,圧 接継 手 と もに 凹 凸 の あ る粗 い破 面 であ り,無 加 圧 材 の母 材 に は鋳 造 欠 陥 が 破 面 上 に観 察 され た 。 加 圧 材 を 用 い た もの で は母 材,圧 接 継 手 と もに 破 面 の凹 凸 は 少 な く特 徴 の ない 破 面 を 呈 して お り鋳 造 欠 陥 な どは観 察 され なか っ た。 Fig.16は 第 二 段 階 の 破 断 を 示 す 部 分 に つ い て示 した
Fig. 16 Microfractographs of stage II on the fatigue fractured surfaces. The friction time: 2 sec. Fig. 14 Macrofractographs of fatigue fractured
surfaces. The friction time: 2 sec.
Fig. 17 Microfractographs of final stage on the fatigue fractured surfaces. The friction time: 2 sec. Fig. 15 Microfractographs of stage I on the fatigue
fractured surfaces. The friction time: 2 sec.
な り微 細 な もの で あ った。 4.結 論 もの で あ る。 第 二 段 階 の破 断 を示 す 部 分 では,母 材,圧 接 継 手 と もに,展 伸 材 な どで 観 察 され る よ うな 特 徴 の あ るス トライ エ ー シ ョン模 様 は 観 察 され ず,粒 界 に 沿 って 亀 裂 が 進 展 した と思 わ れ る脆 性 的 な破 面 を呈 した 。 加 圧 材 は 無 加 圧 材 に 比 べ 母 材,圧 接 継 手 と もに破 面 単 位 は 小 さ くな る傾 向 が 認 め られ た 。 また 母 材 に比 較 して圧 接 継 手 の 破 面 は,わ ず か で は あ るが 破 面 は 微細 で あ った 。 Fig.17は 最 終 破 断 部 に つ い て 示 した もの で あ る。 最 終 破 断 部 は,い ず れ も デ ィ ソ プル 破 面 を 呈 して お り,母 材 と圧 接 継 手 で は 明瞭 な 差 異 は 認 め られ な いが,加 圧 材 は 無 加 圧 材 に 比 べ 母 材,圧 接 継 手 と もに デ ィ ンプ ル はか アル ミニ ウ ム合 金 ダイ カ ス トADC12の 高圧 鋳 造 材 お よび 普 通 鋳造 材 の摩 擦 圧 接 を行 い,得 られ た継 手 の 組 織 お よび 機 械 的 性質 に つ い て検 討 した結 果,次 の 結論 を 得 た 。 (1)微 視 的 組織 は 圧接 継 手 の接 合面 で は鋳 造 組 織 は 観 察 され ず 微 細 で 加工 され た 組 織 を示 し,母 材 の違 い に よ る差 は ほ とん ど認 め られ な か っ た。 (2)硬 さ試 験 結 果 よ り,継 手 の 硬 さ分 布 は 母材 の 種 類 に 関係 な く接 合 面 で 最 大値 を示 し,熱 影 響 部 で は軟 化 域 が 認 め られ た 。軟 化 域 の硬 さの低 下 の 度 合 は,加 圧 材 に よ る圧 接 継 手 の 方 が 無加 圧 材 に よ る圧 接 継手 に比 較 して
張 強 さ,伸 び と もに高 い 値 を示 した 。 加 圧 材,無 加圧 材 と も に引 張 強 さ は摩 擦 時 間2秒 で 圧 接 した 継 手 が 最 大 値 を 示 した。 伸 び は,加 圧 材 に よ る圧 接 継 手 で は 摩 擦 時 間 2秒,無 加圧 材 に よ る圧 接 継 手 で は 摩 擦 時 間3秒 で最 大 値 を 示 した 。 破 断 は摩 擦 時 間2秒 お よび3秒 で 圧 接 した 継 手 は 母 材 部 あ る いは 熱 影 響 部 で あ った が,他 の 条 件 で 圧 接 した 継 手 は 接 合 面 を 含 む 熱 影響 部 で 破 断 した 。 (4)衝 撃 試 験 結 果 に お い て,母 材 の種 類 に よ らず 接 合 面 に 切 欠 きを 付 した 場 合 は そ れ ぞれ の母 材 に 比 べ 高 い 衝 撃 値 を 示 した が,接 合 面 よ り1∼3mmに 切 欠 きを 付 し た試 験 片 で は 母 材 と同程 度 の衝 撃 値 を示 した。 (5)疲 れ 試 験 に お い て,無 加圧 材 に よる圧 接 継 手 は, 母 材 に比 べ 若 干 低 い疲 れ強 さを示 したが,加 圧 材 に よ る 圧 接 継 手 は,母 材 に比 べわ ず か で は あ る が高 い疲 れ 強 さ
参
考
文
献
1)た と え ば,松 本,今 泉,奥 藤:軽 金 属 溶 接,19 (1981),141. 2)た と え ば,深 谷:溶 接 技 術,8(1979),36. 3)蓮 井,小 川,岡 田:溶 接 学 会 誌,46(1977),258. 4)加 藤,時 末:日 本 大 学 生 産 工 学 部 報 告A,18-1 (1985),1.5)
V. M. Plyatski: "Shtampovka lz Zhidkogo Metalla"
(Moscow, 1964) ,
R "Extrution
Casting",
(Primary Sources, New York, 1965), 10.
6)た と え ば,時 末,青 木:軽 金 属,27(1977),168. 7)時 末,加 藤:軽 金 属,28(1978),450.
8)時 末,加 藤:摩 擦 圧 接 協 会 資 料,No.195(1982). 9)加 藤,時 末:軽 金 属,34(1984),325.