1084
論
文
橋 本,田 沼:点 溶 接 中 の 電 源 電 圧 変 動 が 溶 接 強 さに お よ ぼす 影 響 に つ い て点 溶 接 中 の 電 源 電 圧 変 動 が 溶 接 強 さ に
お よ ぼ す 影 響 に つ い で
橋 本 達 哉**田 沼 欣 司**
A Study
on the Influence
of the Fluctuation
of Source
Voltage
during
Spot
Welding
on the Strength
of Weld*
By Tatsuya Hashimoto** Kinzi Tanuma** Abstract
It is well known that even a-slight fluctuation
of the welding current reflects upon the quality
of the spot weld.
The fluctuation of the welding current
is frequently
caused by the fluctuation
of the source
voltage during the spot welding, so it is most important to keep the source voltage
constant
to
improve the consistency of spot weld.
The purpose of this report is to discass
a few problems
concerning
with the influence of
fluctuation
of the source voltage during welding on the strength
of weld.
The following results
were obtained.
(1)
The influence of the drop of the source voltage on the strength
of weld depended upon
the material to be welded and the welding conditions, and was more sensitive in aluminum alloy
than steel.
(2)
The influence of fluctuation of the source voltage in the beginning of welding cycle on the
strength of weld was greater than in the rear period in aluminum alloy, but in steel it was reversible.
(3)
The strength
of weld decreased
slowly with the drop of the source voltage in steel,
but in aluminum
alloy gave the Vee curve property
having the minimum strength
at critical
conditions, and about 10 percentage
drop of the source voltage in the beginning of welding cycle
produced the worst result in aluminum alloy.
(4)
It was found to be wrong to correlate
the strength
of weld only with the effective
current
equivalent
to modified welding current.
1.緒 言 点 溶 接 結果 を左 右 す る3大 因 子 と し て は,電 極 加 圧 九 溶 接 電流 お よび 通 電 時 間 が あ る.こ れ らの 因 子 は 現 状 で も実 用 的 に はか な りの 精度 で制 御 す る こ とは 可 能 で あ る.と ころが 現 在,一 般 に使 用 され て い る点 溶 接 機 は フ ィー ドバ ッグ制 御 方 式 を 有 して い な い た め に,同 一電 源系 の負 荷 の 変 動,た とえ ば点 溶 接 機 の 同 時 通電 な どに よ る溶 接 機1次 電 圧 の変 動 や,被 溶 接 材質 お よび そ の寸 法 形 状 の変 化 に よ る溶 接 機2次 側 イ ンピー ダ ンス 変 化 な ど に起 因す る溶 接 電 流 変 化 が溶 接 結 果 に影 響 を お よ ぼ し て い る と考 え られ る. 本 研 究 は,点 溶 接 の 品 質 管理 に関 す る研 究 の一 環 と し て実 施 した もので あ り,電 源電 圧 の 変 化 量 や,そ の 時 期 が 引張 せ ん断 強 さに い か に影 響 す るか,ま た 被 溶 接 材 料 の種 類 や溶 接 条 件 に よ りど の よ うに異 な るか を 検 討 した もの で あ る. 2.供 試 材 お よ び 実 験 方 法 本 実 験 に使 用 した 材 料 は軟 鋼 板(SS41),ス テ ン レス 鋼 板(AISI347)お よ び ア ル ミニ ウ ム合 金板(24S-T3) で,い ず れ も板厚 は1.Ommで あ る.ま た 試験 片 の寸 法 形 状 はFig.1の と お りで あ る.被 溶 接 材 料 の表 面 は溶 接 直 前 にサ ン ドペ ーパ ー研 磨 後,ベ ン ジ ンに て脱 脂 を 行 な った. 実 験 に使 用 した点 溶 接 機 は入 力 電 圧 が 単 相200V(50 cycle),定 格 容 量175kVA(50%使 用 率),最 大2次 電 流48kA,最:大 加 圧 力2000kgで あ り,そ の 外 観 を Photo.1に 示 す.ま た 使 用 し た 電 極 チ ップ は直 径20 mmで 尖 端 が75mmRの ク ロ ム銅 で あ る. 溶 接 電 流 の 測 定 は,ま ず 点 溶 接 機1次 電 流 の波 高 値 を 電 磁 オ シ ロ グ ラ フにて 測 定 し,溶 接 変 圧器 の巻 数 比 よ り 2次 電 流 値 を 算 出 した.し か し本 実 験 に 用 い た点 溶 接 機 *原 稿 受 付 .昭 和40年8月9日(溶 接 学 会 昭 和36年 度 春 季 全 国大 会 に て発 表) **正 員 ,金 属 材 料 技 術 研 究 所Member,National Research Institute for Metals
1085
溶
接
学
会
誌
第34巻(1965)第10号Fig. 1 Dimension of test specimens
Photo. 1 General view of spot welding machine
Fig. 1 Brock diagram of experimental apparatus Fig.3Primaryvoltageandweldingcurrent は位 相 制 御 方 式 で あ るた め に,溶 接 電 流 の 実 効値 を求 め る こ とは 困 難 で あ り,本 実 験 で は 位 相 制 御電 流 波 形 を 正 弦 波 電 流 波 形 と近似 し,2次 電 流 の 波高 値 に1/〓 を 乗 じた 値 を溶 接電 流 値 と した. 点 溶 接 中 の 電 源電 圧 は,種 々の 方 法 に よ って 変 化 で き るが,本 実 験 で はFig.2の ご と く点溶 接 機1次 側 に 抵 抗 負 荷 を 接続 し,同 期 装 置 に よ っ て制 御 装 置 と連 動 さ せ,任 意 の 時 期 に負 荷 をONま た はOFFす る こ とに よ って 点溶 接 機入 力 電 圧 を 変 化 させ る方 法 を採 用 した.
Fig・3は 通 電 中 に負 荷 をONお よ びOFFし た 時 の溶
接 機1次 電 圧 と電 流 を ペ ンオ シ ログ ラフ にて 記 録 した一 例 で あ る,な お本 報 告 に おけ る電 源 電圧 の変 化 量 とは 無 負 荷 電 源電 圧 か らの 変 化 量 で は な く,溶 接 中の 動 作電 圧 か らの 変 化 量 を さす. 3.実 験 結 果 お よ び 考 察 3.1全 通 電時 間 にわ た り電 源 電 圧 が 変 化 した場 合 1台 の 点 溶 接機 を対 象に 考 え るな らば,長 時 間 に わ た る電 源 電 圧 の 変動 の ほか に,同 一 電 源系 の負 荷 の 変 動 な どに よ って 起 る比 較 的 短 時 間 の電 源電 圧 変 動 な どが あ り,い ず れ に して も溶 接 結 果 の 不 揃 い の原 因 とな って い る こ とは 想 像 に難 くない.と ころ が 前者 の ご と き長 時 間 の 変 動 は 作 業者 が 容 易に これ を 発見 し補 正 で き る.し か し後 者 に 属 す る短 時 間 の 変 動 で は,と くに 点 溶 接 の ご と き短 時 間 負荷 の場 合 には 電 源 電圧 の変 動 に伴 な う溶接 電 流 の 変 化 を瞬 間 的 に補 正 す る ことが きわ め て難 しい.次 にFig.4は,軟 鋼,ス テ ン レス鋼 お よび アル ミニ ウ ム 合 金 に対 す る標 準 溶 接 条 件 と,そ の条 件 に お け る溶 接 部
Fig. 4 Correlation between tensile shear strength and welding current or source voltage
1086
論
文
橋 本,田 沼:点 溶 接 中 の電 源電 圧 変 動 が溶 接 強 さに お よ ぼす 影 響 につ い て の 引張 せ ん 断 強 さ との 関 係 の1例 で,こ れ は溶 接 電 流 と 引 張せ ん 断強 さ との 関 係 を そ れ ぞれ の適 正 値 に対 す る百 分 率 で 表示 した もの で あ る.溶 接電 流 は溶 接 機1次 電 圧 に ほ ぼ 正 比例 す るので,横 軸 は電 源 電 圧 の 変 化割 合 とみ な す こ とが で き る.こ の よ うに電 源 電 圧 の 変 動 に よ って 溶 接 結 果 が 変 化 す る こと は もちろ ん の こ と,同 一 電 源電 圧 の 変 動 量 に対 して も材 料 の種 類 や 溶 接 条 件 の選 定 に よ って,そ の影 響 の割 合 が 異 な って くる こ とが わ か る.軟 鋼,ス テ ン レス 鋼 お よ び ア ル ミニ ウ ム合 金 の い ず れ も電 源 電 圧 と引 張 せ ん 断 強 さは,ほ ぼ 直 線 的 な 変 化 を 示 し, その 勾 配 は 軟 鋼 で2,ス テ ン レ ス鋼 で2.5,ア ル ミニ ウ ム合 金 で5程 度 で あ る.こ の よ うに アル ミニ ウム 合 金 は 引張 せ ん 断 強 さに お い て鋼 よ り約2倍 も電 源 電 圧 変 動 の 影 響 を 受 けや す い.一 般 に ア ル ミニ ウ ム合 金 の 溶 接 結果 が鋼 に比 較 して 均 一 性 に 乏 しい と い われ る のは,以 上 の ごと き現 象 に よ る と も考 え られ る.点 溶 接 に際 して,電 極 チ ップ の消 耗 や 溶 接 速度 な ど作 業 性 を 無 視 して 引 張 せ ん 断強 さ のみ か ら溶 接 条件 を 考 え る な ら ば,同 一 引 張 せ ん 断強 さ を得 る溶 接 条 件 は 一 般 に多 数 存 在 す る.た とえ ばFig.4の ごと く,高 加 圧 力,大 電流,短 時 間 の条 件 と,低 加 圧 力,小 電 流,長 時 間 の条 件 とが考 え られ る. しか し両 者 を 比 較 す る と 直 線 の 勾 配 が 多 少 異 な って お り,電 源電 圧 変 動 とい う観 点 か ら溶 接 条 件 を選 定 す る場 合 に は,Fig・4の 勾 配 が 小 さ く な る よ うな条 件 を適 正 溶 接 条 件 と して選 定 す べ きで あ る. 3.2通 電 中 の あ る時 期 に電 源 電 圧 が変 化 した場 合 .電源 電 年 が 変 化す る場 合 と して は,正 常 電圧 値 よ り も 上昇,ま た は 降下 す る場 合 が 考 え られ,変 化 の大 き さ, 時 期 お よび 変 化 して い る時 間 な どに よ って溶 接 結 果 は異 な るで あ ろ う と 想 像 さ れ る.本 報 で の正 常電 源電 圧 と は,溶 接 機1次 側 の動 作 中 の電 圧 の こ とで,測 定 結果 で は180∼190Vで あ った.本 実 験 で は 通 電 中 に 一度 だ け 電 圧 変 動 が 起 る場合 で,し か も正 常 電 源 電 圧 以下 に変 動 す る場 合 の 次 の2つ の タ イ プ につ い て 検 討 を 行 な った. (1)電 源 電 圧 が 降 下 した状 態 で 通 電 を 開 始 し,通 電 中の あ る時 期 か ら正 常 電 源 電圧 に回 復 す る場 合. (2)正 常 電 源 電 圧 の 状 態 で通 電 を 開 始 し,通 電 中 の あ る時 期 か ら電 源電 圧 が降 下 す る場 合 。 以 上 の よ うな 電源 電 圧 波 形 で 溶 接 が 行 な わ れ た場 合 の 溶 接 電 流 波 形 は,従 来 か ら予 熱 電 流 波 形 お よび後 熱 電 流 波 形 と して 表 現 され て きた電 流 波 形 に類 似 で あ るた め, 本 報 告 で は(1)お よび(2)の 波 形 を 便 宜 上 そ れ ぞ れ 予 熱 波 形 お よび 後 熱 波 形 と表 現 す る こ とに した . 電 源 電 圧 変 動 の 時 期 と 引 張 せ ん 断 強 さ との 関係 をFig.5∼Fig.7に 示 す .Fig.5は 板 厚1.Ommの 軟 鋼
板 を 電 極 加 圧 力250kg,溶 接 電 流11.5kA,通 電 時 間
Fig. 5 Correlation between tensile shear strength and time of variation of source voltage in mild steel
10cycleで 溶 接 す る場 合 に,電 源電 圧 が 約15%(28 V) 変 化 した 時 の結 果 で あ る.な お横 軸 の時間tは 正 常 電源 電 圧 の 状 態 で通 電 され た 時 間 を意 味す る.こ の 図か ら明 らか にわ か る こと は,予 熱 波 形 は 後 熱 波 形 よ り引張 せ ん 断 強 さが つ ね に大 き い こ とで あ る.す な わ ち全 通 電 中 の 平 均 電 流 値 が等 しい に もか か わ らず,引 張せ ん 断 強 さが 両 者 で 異 な るの は時 間 的 な 発 熱 効果 に差 が あ る ため と思 わ れ る.ま た 正常 電 圧 下 の 通 電 時 間 と引 張せ ん 断強 さ と の 関係 を 点 線 で示 したが,t=5cycle以 上 に お いて 後熱 波 形 の 曲線 とほ ぼ一 致 して い る.こ の よ うな現 象 か ら見 て,後 熱 波 形 の5cycle以 後 で の 降 下 電 流 の付 加 は, 引張 せ ん 断 強 さの増 加 に何 ん ら寄 与 して い な い と考 え ら れ る.こ れ に反 して 予 熱 波 形 で は 点 線 と一 致 す るの は
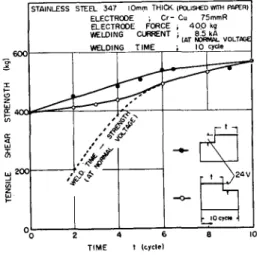
Fig. 6 Correlation between tensile shear strength and time of variation of source voltage in stainless steel
1087
溶
接 学
会
誌
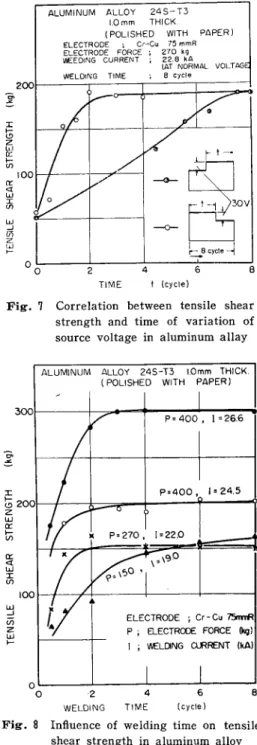
第34巻(1965)第10号 t-8cycle付 近 で あ り,予 熱 波 形 の 降下 電 流 は引 張 せ ん 断 強 さの 増 加 に 有 効 に 作 用 して い る.Fig.6は 板 厚 1.Ommの ス テ ンレ ス鋼板 を 電極 加 圧 力400kg,溶 接 電 流8・5kA,通 電 時 間10cycleで 溶接 した場 合 に,電 源 電 圧 が 約12%(24V)変 動 した 時 の 変 動 時 期 と 引張 せ ん 断 強 さ との 関係 で あ るが,軟 鋼 の 場 合 とほ ぼ 同様 の傾 向 で あ る.し か し軟 鋼 で は 通電 中 の電 源電 圧 降下 に対 して ス テ ンレス 鋼 よ り も や や そ の影 響 力 が 少 な い よ うで あ る.ま た 軟 鋼 と ス テ ン レス 鋼 の予 熱 波 形 は 後 熱 波形 に比 較 して,引 張 せ ん断 強 さが 大 き い点 は 次 の ご と く解 釈 で き る.一 般 に点 溶 接 の 初 期 の発 熱 は,被 溶 接 材 間 の接 触 抵 抗 と被 溶 接 材 の 固有 抵 抗 に よ る発 熱 が 考 え られ るが, 接 触 抵 抗 は 極 め て短 時 間 で 減少 し消 失 す るた め,そ れ 以 後 は 固有 抵 抗 に よ って 温 度 が上 昇 す る.軟 鋼 や ス テ ンレ ス鋼 は ア ル ミニ ウム合 金 に比 較 して,固 有 抵 抗 お よび そ の 温 度係 数 が大 き く,し か も熱 伝導 率 が小 さ く,ま た 高 温 強 さ が大 きい た め に,予 熱 波 形 の初 期 の 降下 電 流 は通 電 面 積 を多 少 増加 し接 触 抵 抗 を 減 少 させ る作 用 は あ る に して も,そ れ 以 上 に固 有 抵 抗 を 増 大 させ る結 果 とな り後 続 の 正 常 な 溶 接 電 流 に よ る発 熱 作 用 が一 層 効 果 的 に な る.い っぽ う後 熱波 形 の降 下電 流 は,tが 小 さ い期 間 で は 図 中 の点 線を 実 線 に まで 引 きあ げ る作 用を 有 す るが, tが 大 き くな るに つ れて 初 期 の 正 常溶 接電 流 は,溶 接 部 を 溶 融 させ る と同 時 に通 電 面 積 を も増 加 させ,後 続 の 降 下 電 流 の電 流 密度 を い ち じ る し く減少 させ る結 果,引 張 せ ん断 強 さが低 下 した もの と考 え る. ア ル ミニ ウ ム合 金(24S-T3)の 板 厚1.Ommを 電 極 加 圧 力270kg,溶 接電 流22.8kA,通 電 時 間8cycleで 溶 接 した場 合 に,電 源電 圧 が 約15%(30V)変 化 した時 の電 圧 変動 時期 と引 張 せ ん断 強 さ との 関係 をFig.7に 示 す.こ れ は軟 鋼 や ス テ ン レス鋼 と極 め て異 な った傾 向 を示 し,引 張せ ん 断 強 さの 変化 が大 き く,ま た予 熱波 形 は後 熱 波 形 に く ら べ て 常 に 小 さ い 値 を 与 え て い る. 24S-T3の 後 熱 波 形 の 引張 せ ん 断 強 さはaが2∼3cycle で 飽 和 して い る と こ ろ か ら,2∼3cycle以 後 の 降下 電 流 の付 加 は 引張 せ ん 断 強 さの増 大 に何 ん ら寄 与 して い な い.一 般 に24S-T3の 通 電 時 間 と 引張 せ ん 断 強 さ との 間 に はFig.8の ご とき 関係 が あ り,2∼3cycleの 通 電 時 間 で 引 張 せん 断 強 さは 最 大 値 に 達 す る.こ の よ うに 2∼3cycle以 後,正 常 な 溶 接 電 流 が 流 れ て も引張 せ ん 断強 さは増 加 しな いの で2∼3cycle以 後 の 降下 電 流 が 引張 せ ん 断 強 さ に 影 響 し な い のは 当 然 で あ る.い っぽ う,予 熱 波 形 にお い て はt=6∼7cycleで も な お 電 源 電 圧 変 動 の な い 場 合 の 引 張 せ ん断 強 さに 到 達 して い な い.換 言 す るな らば,通 電初 期 の1∼2cycleの 電 源電 圧 降下 で も引 張 せ ん 断強 さを 減 少 させ る こ と にな る・ 電 源 電 圧 降 下 の 大 き さと軟 鋼 の 引張 せ ん 断 強 さ と の関 係 をFig9に 示 す が,溶 接 条 件 は 一般 にAク ラス の条 件 と呼 ばれ る条 件 に近 い 場 合 で あ る.な お(a)は 全 通 電 時 間 の丁 度 中間 時 期t=5cycleで 電 源 電 圧 が 変 動 し た場 合 で あ り,(b)は 通 電 中の 電 源電 圧 の 正 常 な る時期 が2cycleで あ り,電 源 電 圧 の 降下 して い る期 間 が8 cycleの 場 合 で あ る.い ず れ の場 合 も 電 圧 降 下 量 に 比例Fig. 7 Correlation between tensile shear strength and time of variation of source voltage in aluminum allay
Fig. 8 Influence of welding time on tensile shear strength in aluminum alloy
Fig. 9 Influences of time and magnitude of drop of source voltage on tensile shear strength in mild steel
Fig. 10 Influences of time and magnitude of drop of source voltage on ten-sile shear strength in mild steel
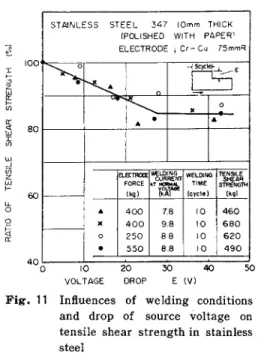
Fig. 11 Influences of welding conditions and drop of source voltage on tensile shear strength in stainless steel して 引 張 せ ん 断強 さ は減 少 す るが,予 熱 波 形 は後 熱波 形 の場 合 よ り もつ ね に 引 張 せ ん断 強 さが 大 きい .こ の よ う に電 源 電 圧 の 大 巾な 変 化 範 囲 に おい て,軟 鋼 の予 熱 波 形 の 溶 接 結 果 は 後 熱 波 形 の 溶接 結 果 よ り も電 圧 変化 に よ る 悪 影 響 の度 合 い が少 な い.ま たFig。10はBク ラスの 条 件 に近 い場 合 で,予 熱 波形 に よ る引 張 せ ん 断強 さ は, 約50Vま で の 電 源 電 圧 降下 に ほ とん ど影 響 を受 けて い な い.し か し後 熱 波 形 は 約30Vま で 徐 々に 減 少 し,そ れ 以 上 の電 圧 降下 で はほ ぼ 一 定 の 強 さ と な る.こ の一 定 値 は正 常 な溶 接 電 流 の み ・5cycle通 電 し た 時 に得 られ る 引張 せ ん 断 強 さに 等 しい値 で あ る,以 上 の よ うにA, B両 条 件 に て,正 常 な 溶 接 電 流 が5cycle通 電 され た 場 合 の両 条 件 の 比 較 を す るな らば,後 熱 波 形 で は ほ とん ど差 は認 め られ ず,予 熱 波 形 で はBク ラス の条 件 が電 源 電 圧 降 下 の 影響 を 受 け に くい.ま た ス テ ン レス鋼 の溶 接 条 件 を4種 類 変 え た場 合 の電 源 電 圧 降 下 量 と 引張 せん 断 強 さ との 関 係 をFig.11に 示 す が,溶 接 条 件 の差 に よ るい ち じ る しい差 違 は認 め られ ず,軟 鋼 と 同様 の傾 向 に あ る, 24S-T3の 予 熱 波形 の場 合 の 電 源 電 圧 降下 量 と引張 せ ん 断 強 さ との 関係 をFig・12∼Fig.14に 示 す が,軟 鋼 や ス テ ン レス鋼 と は 明 ら か に 傾 向 が異 な って い る. Fig.12は 電 極 加 圧 力270kg,溶 接 電 流22kA,通 電 時 間8cycleの 溶 接 条 件 を選 定 し,全 通電 時 間8cycle の う ち初 期 の2∼5cycle間 に0∼80Vの 電 源 電 圧 降 下 を 与 え,以 後 正 常 な電 圧 に復 した 場合 の結 果 で あ る. 通 電 初 期 の2cycleの 間,電 源 電 圧 が 降 下 し引 張せ ん 断 強 さが最 も低 下 す るの は,電 源電 圧 が 約20V降 下 し た場 合 で あ り20V以 上 の大 き な電 圧 降 下 で は,か え っ て 引 張 せ ん 断強 さは 増 加 し,100V以 上 の 電 圧 降下 で は ま った く電 圧 変 動 の ない 状 態 と同 じ結 果 が 得 られ るよ う に な る.極 端 な例 と して 溶 接 機1次 電 圧 に 等 しい電 圧 降 下 が 通電 初 期 の2cycle間 に 生 じ た 場 合 は,全 通 電 時 間 が2cycle短 縮 され た こ とに な るが,Fig.8に よれ 52
1089
溶
接
学 会
誌
第34巻(1965)第10号Fig. 12 Influences of time and magnitude of drop of source voltage on sile shear strength in aluminum
alloy Fig. 13 Influences of welding current and
drop of source voltage on tensile shear strength in aluminum alloy
Fig. 14 Influences of welding conditions and drop of source voltage on tensile shear strength in aluminum alloy ば 通電 時間 が8cycleと6cycleと で は 引 張 せん 断 強 さに差 が認 め られ ない こ とか ら,Fig.12がv曲 線 特 性 を描 くこ とは 容 易 に 理 解 で き る,ま た通 電 初 期 の3 cycleお よば5cycleの 間,電 源 電 圧 が 降下 した場 合 も 同様 の 傾 向 を示 し,そ れ ぞれ30V,40Vの 降 下 で 引張 せ ん断 強 さが 最低 値 とな る.全 通 電 時 間 に わ た り電 源 電 圧 が 降 下 した場 合 は点 線 で 示 す ご と く,電 源 電 圧 降 下 量 が 増 す に つれ て 単 調 に 引張 せ ん 断 強 さが 減 少 し,約40V の 降 下 で すで に強 さは得 られ な くな る.こ の よ うに 同 一 電 源 電圧 降下 にお いて は 降 下 時 間 が長 い ほ ど引 張 せ ん 断 強 さは低 く,曲 線 は交 叉 しな い.一 般 に通 電 初 期 の 降下 電 流 の作 用 と して は溶 接 部 の温 度 を 高 め,条 件 い か ん に よ って は ナゲ ッ トを形成 す る こ と も あ るが,ア ル ミニ ウ ム 合 金で は 加 熱作 用 が 後続 電 流 の 電 流 密度 の低 下 を きた す もの と考 え る,以 上 の よ う な 傾 向 は電 極 加 圧 力270 kg,通 電 時 間8cycle,溶 接 電流20・6∼24.5kAの 条 件 に お いて もFig・13(b)の よ うに 類 似 して い る.溶 接 電 流 の 大 き さ によ り引張 せ ん 断強 さの 絶 対 値 は大 き く異 な るが,電 圧 降下 量 に対 す る引張 せ ん 断 強 さの変 化割 合 はFig.13(a)の ご と くほ ぼ 同 一 の傾 向に あ る. Fig.14は24S-T3を 電 極 加 圧 力150kg,270kg, 400kg,溶 接 電 流19kA,22kA,24.5kA,通 電 時 間8 cycleで そ れ ぞれ 溶 接 す る場 合 に,通 電 初期 の2cycle 間,電 源 電 圧 が降 下 した時 の電 圧 降 下 量 と 引張 せ ん断 強 さ との 関 係 で あ る.電 極 加 圧 力150kgの 条 件 で は電 源 電 圧 変 動 の影 響 が ほ とん ど認 め られ な い.こ の 加 圧 力 の 小 ざ い場 合 は大 きい 場合 に くらべ て 高温 に いた る まで 変 形 を 受 け に くい た め で あ り,Fig。8の 低 加 圧 力 の場 合 に は 通 電 時 間 が 引 張 せ ん 断強 さの 向上 に比 較 的 寄与 して い る点 は,こ の 間 の事 情 を 物 語 る もので あ る.す な わ ち アノ[ミニ ウ ム合 金 に お いて も軟 鋼 や ス テ ンレス 鋼 の場 合 と同様 に,電 源電 圧 の降 下 現 象 の み か ら溶 接条 件 を 吟 味 す るな らば,低 加 圧力 の溶 接条 件 で は高 加圧 力 の溶 接 条 件 よ り も均 一性 に 富む 溶 接 結 果 を得 る こ とがで き る.、 53
論文
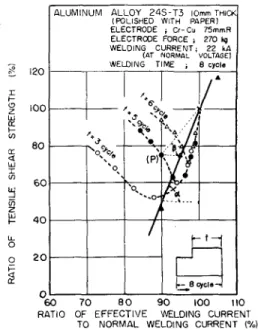
橋本,田 沼:点 溶接 中 の電 源 電 庄 変 動 が 溶 接 強 さに お よ ぼす 影 響 につ いて 以 上 の ご と く予 熱 波 形 に よ る24S-T3の 溶 接 に お いて は,わ ず かの 電 源電 圧 が溶 接 結 果 を 大 き く左 右 す る場 合 や,大 き な電 源電 圧 降 下 が 結 果 的 に何 ん のRyeも 与 え て い な い場 合 な どが あ る.そ こで 電 源 電 圧 変 化 の い か な る場 合 が 最 も引 張 せ ん 断強 さ に悪影 響 を お よ ぼ す か,ま た 電 源 電 圧 変 動 か ら生 ず る変動 溶 接 電 流 の 等 価 電 流 と引 張 せ ん 断 強 さ との 関係 に つ い て 考 察 す る.ま ず,電 源 電圧 が 正 常 な 場 合 を 考 えFig.15(a)の よ う に,溶 接電 流to(kA)がT(cycle)流 れ,そ の 結 果得 られ た溶 接 部 の 引張 せ ん 断 強 さがso(kg)で あ った と す る,ま た全 通 電 時 間 に わ た り電 源 電 圧 が 降下 し溶 接 電 流11(kA)がT(cycle)流 れ て 得 ら れ る溶 接 部 の引 張 せ ん 断強 さがs,(kg)で あ った とす る な ら ば,溶 接 電 流 値 と 引張 せ ん 断強 さ と の関 係 を 次 の ご と く表 わ す こ とが で き る. 〓こ こでtanα とは 被 溶 接 材 に よ って 異 な る係 数 でFig. 4か ら決 定 で き る値 で あ る,た と え ば24S-T3に お い て は電 極 加 圧 力270kg,通 電 時 間8cycleの 場 合 は 約 45kg/kAで あ る.次 に 電 源 電圧 の 変 動 の た め にFig. 15(b)の よ うな予 熱 波 形,す な わ ちIZ(kA)がT-t (cycle),続 い て 為(kA)がt(cycle)の 間,通 電 して得 られ た 溶 接 部 の 引 張 せ ん 断 強 さ がs,(kg)で あ る と仮 定 す る.こ の 予 熱 波 形 を実 効 値 の等 しい等 価 電 流le(kA) で 表 わ す な らば,1eは 次 の よ うに表 わせ る. 〓(2) した が って等 価 電 流Ie(kA)と 引張 せ ん 断 強 さ と の間 に は,次 の 関係 式 が成 立 す る. 〓(3) ま た,溶 接 中 に電 流 変 化 の な い 溶 接 電 流1、(kA)と 溶 接 中 に 変動 す る溶 接 電 流 の 等 価 電 流re(kA)と が 同 一 強 さを得 る とす るな らば両 者 の 関 係 は(1),(3)式 よ り 〓と な る. こ の よ うに変 動 電 流 を 等 価 電 流 に 変換 す る とい う思 想 でFig.12を 書 き換 え た ものがFig.16で あ り,横 軸 お よ び縦 軸 は正 常条 件 に お け る溶 接電 流 値 お よび 引 張 せ ん 断 強 さ に対 す る百 分 率 で 目盛 って あ る .実 線 は全 通 電 時 間 にわ た って 電 源 電 圧 が 降下 した時 の 等 価 溶 接電 流 と 引 張 せ ん 断 強 さ との 関係 を 示 して い る。 また点 線 は通 電 初 期 の2cycle,3cycleお よび5cycleの 間,電 源 電Fig. 15 Corpelation between tensile shear strength and effective welding current
Fig. 16 Correlation between tensile shear strength and effective welding cu-rrent in aluminum alloy
圧 が 降下 した 場 合 を 示 す.な お実 線 の 勾 配 がtanα で あ り,× 印 と各 点 とを 結 ぶ線 分 の 勾 配 がtanβ で あ る. た と えば 全 通 電 時 間 に わ た って 電 源 電 圧 が 降下 し,IQ= 90%,(11=0.91「)の 場 合 の 引張 せ ん断 強 さは〓 の値 の 約50%に 減 少 して い る.ま た 変動 波 形 の Pな る条 件 で はle;100%の 値 の 約75%と な って い る, こ の値 は 前 者 の 場合 の〓 の 強 さに 相 当 す る.こ の よ うに β<α の 領 域 に お い て は,た と え 等 価電 流値 が 同 じで も,変 動 電 流 の方 が無 変 動 電流 よ り も大 きい 引 張 せ ん 断強 さを 与 え,β>α の領 域 に お い て は 逆 の結 果 が 得 られ る.こ こで注 目す べ き こと は β≦ α と な る等価 電 流 は,電 圧 降 下 時期 が初 期 の2cycleの 場 合 に は96∼100%,3cycleの 場 合 に は93∼100%, 6cycleの 場 合 に は90∼100%の 範 囲 内 で あ り,こ れ ら
54
1091
溶
接 学
会
誌
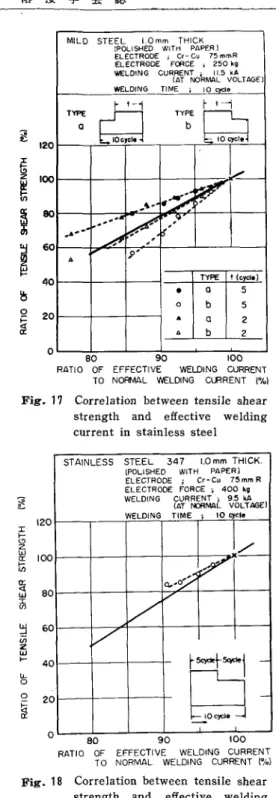
第34巻(1965)第10号Fig. 17 Correlation between tensile shear strength and effective welding current in stainless steel
Fig. 18 Correlation between tensile shear strength and effective welding current in stainless steel
を 正 常電 源 電 圧 か らの 電 圧 降 下 量 で示 せ ば,10∼15%以 内の電 圧 降下 範 囲で あ る. 24S-T3と 同様 の 考 え か た で 軟 鋼 お よび ス テ ンレ ス 鋼 に つ いて 求 め た 結 果 がFig・17・Fig・18で あ る.い ず れ も実 線 の 勾 配がtanα で あ り,× 印 と 他 の 点 とを 結 ぶ 線 分 の 勾 配 がtanβ で あ る.軟 鋼 の 予 熱 波 形 (Typea)の 勾 配tanβaは 降 下 時 間 に ほ とん ど無 関係
にtanα よ り大 き く,後 熱 波形(Typeb)の 勾 配tan
Ybはtanα よ り小 さい.こ れ は 予熱 波 形 の電 流 に よ る
引 張 せ ん 断 強 さが 等 価電 流 の等 しい無 変 動 電 流 に よ る強 さよ り も大 き く,後 熱電 流 波 形 の場 合 は 前 者 と逆 の傾 向 に あ る こ とを 示 して い る.ま た ス テ ンレ ス鋼 で は 後熱 波
形 の時 のtanβ はFig.18の ご と くtanα よ りやや 大
き く,軟 鋼 に くらべ て降 下 電 流 が 引 張 せ ん 断強 さ の増 加 に対 し有 効 に 作 用 して い る よ うで あ る. 4.結 論 点 溶 接 中 の電 源 電 圧 降下 量 や 降 下 時期 が溶 接 強 さに い か に作 用 す るか に つ いて 実 験 した 結 果,次 の よ うな結 論 が得 られ た. (1)全 通 電 時 間 に わ た って 起 る電 源電 圧 変動 が 引張 せ ん 断 強 さに お よ ぼ す影 響 の度 合 は,被 溶 接 材 や 溶 接 条 件 に よ り異 な るが,一 般 に ア ル ミニ ウ ム合 金 は軟 鋼 や ス テ ン レ ス鋼 に 比 較 して電 源 電 圧 の 影 響 を受 けや す い,ま た 電 源 電 圧 降 下 の み か ら溶 接 条 件 を 検 討 す るな らば,比 較 的 低 加 圧 力 の溶 接 条 件 が 高 加 圧 力 の溶 接 条 件 よ り も安 定 な 溶 接 結 果 を得 る. (2)軟 鋼 や ス テ ン レ ン鋼 に お け る通 電 初期 の電 源 電 圧 降下 は,通 電 後 期 の電 源 電 圧 降 下 よ り も引張 せ ん断 強 さに お よぼ す影 響 が少 な く,ア ル ミニ ウム合 金 に おい て は逆 に 大 きい. (3)ア ル ミニ ウ ム 合 金 に お い て は 通 電 初 期 の3 cycle以 内 に電 源 電 圧 降 下 が 発生 す る と 溶 接 強 さが い ち じる し く低 下 し,し か も10%程 度 の比 較 的 小 さな 電圧 降 下 が溶 接結 果 に最 悪 の影 響 を 与 え る. (4)軟 鋼 や ス テ ン レス鋼 に お い て は電 源 電 圧 降 下 量 が 増大 す るに つ れ て 引張 せ ん 断 強 さは単 調 に減 少 す る傾 向 に あ るが,ア ル ミニ ウ ム合 金 の通 電 初 期 にお け る電 源 電 圧 降 下 量 と引張 せ ん 断強 さ との 関 係 はV曲 線 特 性 を描 き,溶 接 強 さを最 低 にす る降 下 電 圧値 が存 在 す る, (5)引 張 せ ん 断 強 さ の大 小 を 等 価電 流 の大 小 の み で 関係 づ け る こ とは一 般 に困 難 で,た と え等 価 電流 が等 し くて も電圧 変 動時 期,変 動 量 な ど に よ って 強 さは 変化 す る. な お,本 報 告 は 電 源電 圧 変 動 が 溶 接結 果 に与 え る影 響 の 一実 験 例 に す ぎず,実 際 には,も っと複 雑 な 変 動 が起 って い る もの と考 え られ る.こ の 問題 の一 連 の研 究 と し て,今 後 な お,こ れ らの防 止 対 策 法 の 研究 等 を 実 施 し, 点 溶 接 部 の 品 質 向上 に 寄与 した い. 最 後 に,本 研究 の結 果 に つ いて 御 討 議 と御 指導 をい た だ い た 大 阪 大 学 安 藤 弘平 教 授 に 対 し,こ こに深 甚 の謝 意 を 表 します. 55