1. 緒言
JIS-SUJ2材は転がり軸受用鋼として最も一般的である。 通常,SUJ2材の熱処理工程は,高級炭化水素ガスを原料と した高温の吸熱型変性ガス雰囲気下で一定時間保持後に焼 入れ冷却する。高温保持中に,炭化物がオーステナイトに 溶け込み,オーステナイトに炭素が固溶した状態で急冷さ れ,マルテンサイト変態して転位密度が増えるため高い硬 さを発現する。一般的に,吸熱型変性ガスは低炭素鋼の浸 炭処理に用いられるが,SUJ2材の場合は元々鋼中に十分 な炭素量を有するため,外部からの炭素供給は必要ない。 吸熱型変性ガスを用いる理由は表面の脱炭やスケール発生 を抑制するためである。 コスト削減,管理の平易化のため,SUJ2材の加熱を吸熱 型変性ガス雰囲気中ではなく,不活性ガス中でおこなう場 合がある。吸熱型変性ガス雰囲気中で保持した場合とほぼ 同じ熱処理品質が得られるが,依然として炉の昇降温に時 間を要するため,昼夜にわたる連続操業が必要である。 この問題の解決策として,高周波誘導加熱の利用が有望 である。高周波誘導加熱は被加熱対象に直接誘導電流を流 し,その自己発熱を利用して加熱する1)ため,熱処理炉を 用いる必要がなく,任意のタイミングでの加熱の開始およ び停止が可能である。また,大気中で加熱するため被加熱 対象の表面が酸化されるが,短時間加熱であればその影響 域は表面層のみにおさまる。 一方,高周波誘導加熱の欠点として生産性の低さが挙げ られ,それを補うために,通常は高温加熱が採用される。 炭化物のオーステナイトへの溶込速度は高温ほど速い2)た め,加熱時間を短縮できることになる。しかしながら,オー ステナイト化温度を900℃以上とする場合,SUJ2材のオー ステナイト単相域から焼入することになり,オーステナイ ト+セメンタイト二相域から焼入される炉加熱の場合と特 性が異なる可能性がある。 過去にもSUJ2材の焼入れ後の残留炭化物量と各種特性 との関係が調査されているが,それらは炉加熱を想定した 900℃未満の均熱であり2–6),高周波誘導加熱を想定した高 温短時間加熱時の特性は評価されていない。また,残留炭 化物量を変化させるために均熱温度を変えており2,5,6),そ の影響を分離して系統的に調べた報告はない。 炭化物の溶込み過程についてはX線回折やDilatometerを 用いて調査されている7–9)が,熱処理後の残留炭化物量に 主眼を置いた報告はない。 そこで本研究では,均熱温度,保持時間および残留炭化 物量の関係を実験的に明らかにし,均熱温度と残留炭化物 量が熱処理後の残留オーステナイト量,硬さ,旧オーステ ナイト結晶粒度,マルテンサイトブロックサイズに及ぼす 影響を調査した。加えて,大気加熱による表面の脱炭量に ついても検討した。SUJ2材の焼入れ組織に及ぼす高周波誘導加熱条件の影響
結城 敬史
1)*・佐藤 美有
1)・大木 力
1)Influence of Induction Heating Condition on Quenched Structure of JIS-SUJ2 Steel
Hiroshi Yuki, Miyu Sato and Chikara ohki
Synopsis : When JIS-SUJ2 steel is hardened by induction heating, high temperature austenitizing is applied in order to achieve high productivity. In this
case, SUJ2 is quenched from the single-phase austenite zone. As a result, the properties of SUJ2 may be different from the conventional fur-nace process involving SUJ2 quenched from the two-phase austenite / cementite zone. In this study, we experimentally investigated the rela-tion between the amount of undissolved carbide, austenitizing temperature, and durarela-tion. Addirela-tionally, we developed a predicrela-tion formula for undissolved carbide in the single-phase austenite zone. The formula is consists of the Arrhenius equation and the Kolomogorov-Johnson-Me-hl-Avrami equation. Subsequently, the effect of austenitizing temperature and amount of undissolved carbide on hardness, retained austenite content, prior-austenite grain size, and martensite block size were investigated.
Key words: heat treatment; bearing steel; induction heating; grain size; retained austenite.
平 成28年6月24日受 付 平 成28年11月25日受 理 平 成28年12月28日J-STAGE早 期 公 開(Received on Jun. 24, 2016 ; Accepted on Nov. 25, 2016 ; J-STAGE
Advance published on Dec. 28, 2016)
1) NTN(株)先端技術研究所(Advanced Technology R&D center, NTN Corporation, 5-105 Hidamarinooka Kuwana Mie 511-0867) * Corresponding author : E-mail : [email protected]
DOI : http://dx.doi.org/10.2355/tetsutohagane.TETSU-2016-058
2. 実験方法
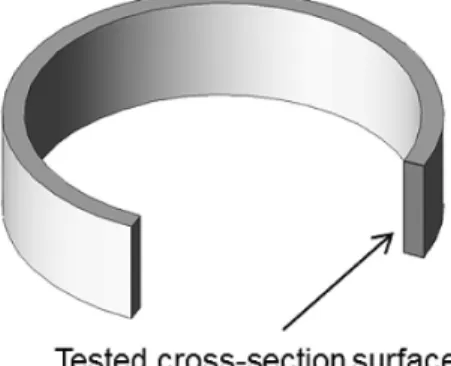
2・1 均熱温度および残留炭化物量を変更した試験片作製 方法 Table 1に試験に供したSUJ2材の化学成分を示す。すべ ての試験に本材料の球状化焼鈍材を用いた。 Fig.1に試験片の外観写真を示す。被加熱対象は外径60.3 mm,内径53.7 mm,幅15.3 mmのリング状試験片とし加熱 コイルは外径103 mm,内径74 mm,幅22 mmのシングル ターンコイルとした。高周波電源は直列共振型とし,電流 周波数は80 kHzとした。試験片温度が均熱温度に到達す るまではコイル電流1300 Armsの一定とし,均熱温度に到 達後はコイル電流をフィードバック制御して均熱保持し た。試験片の温度は,外径面幅方向中央部に溶接した熱電 対で測定した。Fig.2に均熱温度900℃,保持時間57 sとし た場合の温度履歴を例示する。各均熱温度で所定時間保持 した後,70℃の焼入油(コールド油,焼入強烈度Hが約0.14 cm−1)で表面温度が100℃に到達するまで冷却した。 焼もどしは180℃×2 hもしくは240℃×43 sとし,前者 は炉加熱後大気放冷,後者は誘導加熱後大気放冷した。い ずれの条件でも焼もどし後硬さは同等である。 試験水準は,均熱温度を900,950,1000℃の3水準とし た上で,残留炭化物量を3.5∼12.1%の範囲で様々に変更し た。残留炭化物量は保持時間を変更することで調整可能で ある。保持時間は均熱温度900℃の場合は11∼316 s,950℃ の場合は3∼65 s,1000℃の場合は0.7∼10.3 sの範囲で調節 した。 2・2 組織観察方法 観察位置は熱電対溶接位置近傍とした。Fig.3に観察断面 の模式図を示す。ピクリン酸エタノール溶液で腐食後,走 査型電子顕微鏡(SEM)で観察し,画像解析により残留炭 化物面積率を測定した。偏析の影響を排除するため,偏析 方向に垂直に15枚連続で2000倍で撮影し,その平均値を 求めた。本研究では残留炭化物面積率を残留炭化物量と定 義した。 旧オーステナイト結晶粒はピクリン酸を主成分とする現 出溶液で腐食後,光学顕微鏡にて観察した。結晶粒度の解 析はASTMの切断法10)によりおこなった。 マルテンサイトブロックサイズは電界放出型走査型電子 顕微鏡/電子線後方散乱回折法(FE-SEM/EBSD法)を用い て観察した。 2・3 残留オーステナイト測定 電解研磨によって表面を0.1 mm除去し,X線回折法(α (211)とγ(220)を比較する簡易法)を用いて残留オーステ ナイト量を測定した。測定位置は熱電対溶接位置近傍とし た。 2・4 脱炭量測定 Fig.3に示した当該試験片断面に対し,外径表面から0.5 mm深さまで,EPMAの線分析(スポット径2 µm,測定間隔 2 µm)を行った。炭素濃度は炭素濃度が既知の校正用試料 から検量線を作成し算出した。Fig. 1. Photograph of a test piece. (Online version in color.)
Fig. 2. Temperature variation during induction heating.
Fig. 3. Schematic illustration of the observed cross-section. Table 1. Chemical Composition of the SUJ2 steel used in the
present study (mass%).
C Si Mn P S Ni Cr Mo Cu
1.02 0.31 0.41 0.008 0.003 0.07 1.33 0.03 0.08
3. 実験結果
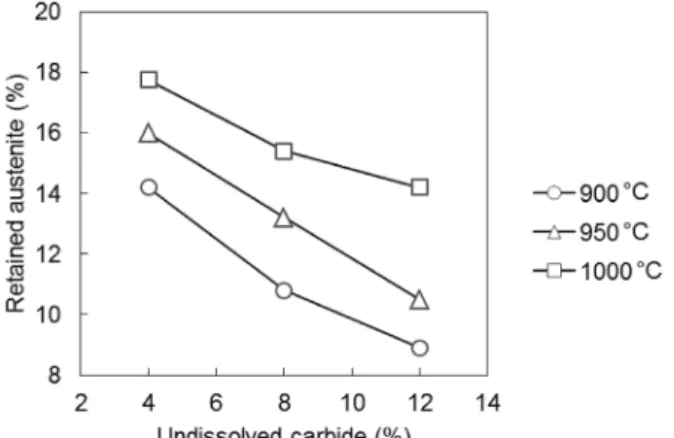
3・1 均熱温度・保持時間と残留炭化物量の関係 Fig.4に均熱温度を900℃,均熱時間を70 sとした場合の 炭化物分布を例示する。各条件での残留炭化物量を測定 し,均熱温度,保持時間の関係を整理した。Fig.5に実験結 果を示す。 次に過去の報告11) と同様にKolomogorov-Johnson-Mehl-Avramiの式12((1)式)とアレニウスの式((2)式)を用い) て近似式を作成した。 (1) (2) ここで,fは炭化物の溶解率,Kは速度定数,tは時間(s),T は絶対温度,Rは気体定数,n,A,Qは定数である。 球状化焼鈍材の組織はフェライトと球状化セメンタイ トで構成され,炭素はすべてセメンタイト中に存在すると 仮定すると,初期の炭化物量は15.6%と計算できる。フェ ライトの密度は7860 kg/m3,セメンタイトの密度は7680 kg/m3 13)とした。無限時間均熱保持後の残留炭化物量を0% と仮定し,Fig.5の実験結果を用いて(1),(2)式中の未知 数n,A,Qを最小二乗法により決定した。その結果,加熱 温度T(℃),時刻t(s)での残留炭化物量M(%)の予測式 ((3)式)を構築できた。 (3) Fig.6に各条件での残留炭化物量の実測値と(3)式によ る予測値の関係を示す。決定係数(寄与率R2)は0.968で あったため,少なくとも均熱温度900∼1000℃の範囲内に おいて(3)式は精度よく残留炭化物量を予測可能である。 3・2 均熱温度および残留炭化物量が材料組織に及ぼす影響 全実験条件の中から均熱温度900,950,1000℃の3水準, 残留炭化物量約4,8,12%の3水準の合計9水準を対象と して残留オーステナイト量,硬さ,旧オーステナイト結晶 粒度を測定した。また,均熱温度900,950℃の2水準,残留 炭化物量4,8,12%の3水準の合計6水準を対象としてマ ルテンサイトブロックサイズを測定した。 Fig.7に残留オーステナイト量の測定結果を示す。均熱温Fig. 4. Undissolved carbide particles observed by SEM.
Fig. 5. Undissolved carbide fraction of all tested conditions, as a function of the duration time with various heating temperatures.
Fig. 6. Comparison between experimental and predicted values of undissolved carbide fraction(%), according to the formula (3).
Fig. 7. Influence of austenitizing temperature and undissolved carbide fraction on retained austenite content.
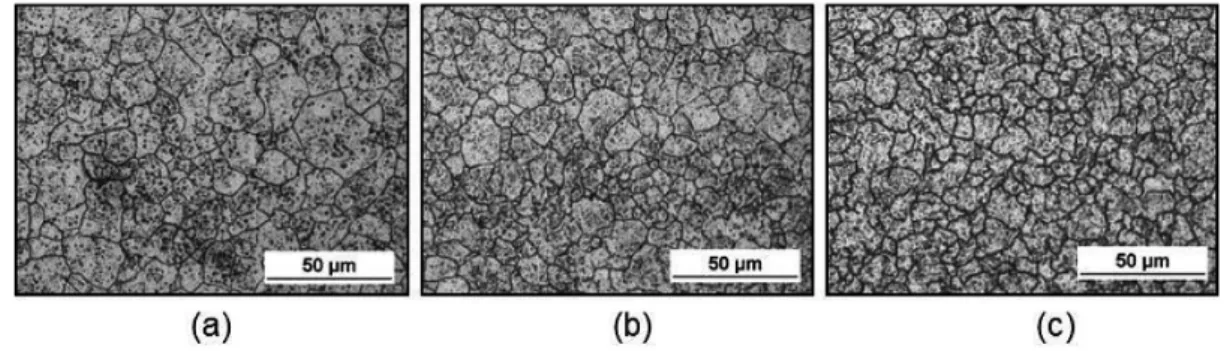
度が高いほど,および残留炭化物量が少ないほど残留オー ステナイト量が多くなる傾向となった。同一の残留炭化物 量の場合,均熱温度が高い方ほど残留オーステナイト量が 多い傾向にあった。 Fig.8に硬さ測定結果を示す。均熱温度が900℃の場合, 残留炭化物量が少ないほど硬くなる傾向にある。均熱温度 が950℃の場合,残留炭化物量12%の場合よりも8%の場 合の方が硬いが,4%の場合は逆転する。これは,残留オー ステナイト量の割合が増大することに起因すると考えられ る。均熱温度1000℃の場合,残留炭化物量が多い,すなわ ち固溶炭素量が少ない場合でも高硬さであった。均熱温度 が1000℃の場合は均熱時間が非常に短いが,オーステナイ ト中での炭素の拡散係数は非常に大きい14)ため,固溶炭素 が十分拡散し,均熱温度が900,950℃の場合と同等の硬さ が得られていると考えられる。 Fig.9に均熱温度を900℃とした場合の旧オーステナイト 結晶粒を例示する。Fig.10に結晶粒度測定結果を示す。残 留炭化物量が多くなるほど結晶粒度番号が大きくなる傾 向にあるが,残留炭化物量4%の場合でも結晶粒度番号は9 番程度であり,炭化物のピン止め効果により結晶粒の粗大 化を抑制できている。均熱温度が高いほど結晶粒は大きく なるが,その差は微少であり,本実験範囲内では均熱温度 の結晶粒度に及ぼす影響は小さいと言える。 Fig.11に均熱温度900℃とした場合のマルテンサイトの
Fig. 8. Influence of austenitizing temperature and undissolved
carbide fraction on hardness. Fig. 10. Influence of austenitizing temperature and undissolved carbide fraction on prior-austenite grain size.
Fig. 9. Prior-austenite grain structures of samples heated at 900 °C. Dissolved carbide fraction : (a) 4%, (b) 8%, and (c) 12%.
Fig. 11. Martensite IPF maps of samples heated at 900 °C. Dissolved carbide fraction: (a) 4%, (b) 8%, and (c) 12% (Online version in color.) Fig. 11. Martensite IPF maps of samples heated at 900 °C. Dissolved carbide fraction: (a) 4%, (b) 8%, and (c) 12% (Online version in color.)
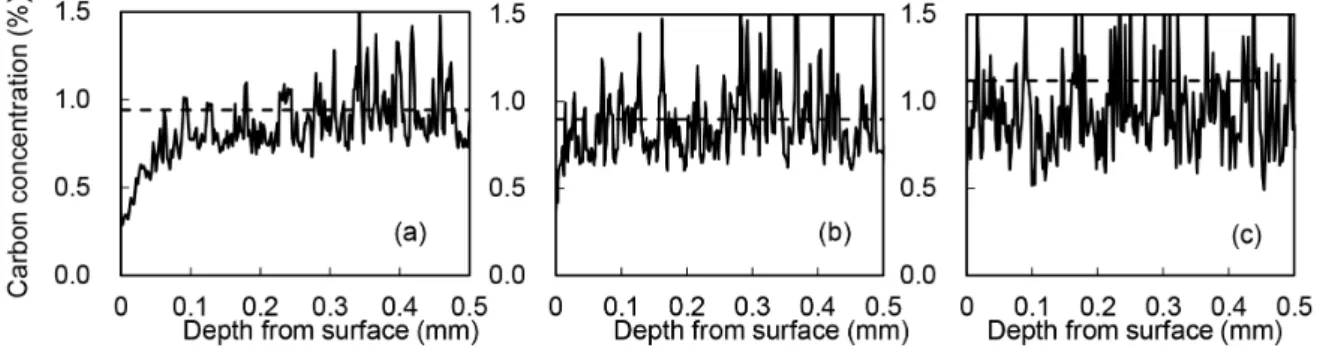
結晶方位を例示する。方位差5度未満で構成される結晶を 1ブロックとして,円相当直径を算出し,これをマルテン サイトブロックのサイズとみなした。Table 2に各評価水準 でのマルテンサイトブロックサイズの最大値,最小値,平 均値を示し,Fig.12にマルテンサイトブロックサイズの平 均値と残留炭化物量の関係を示す。平均値は残留炭化物量 8%の場合に,4%および12%の場合よりも小さい傾向がみ られた。 3・3 脱炭量 Fig.13に均熱温度を900℃とした場合の炭素のEPMA分 析結果を例示する。スポット径が2 µmであるため,焼もど しマルテンサイト,残留オーステナイト,残留炭化物,お よび焼もどしで生じたε炭化物を分離することはできな い。表面炭素濃度が内部の平均炭素濃度を下回ることを脱 炭,その深さを脱炭深さと定義し,脱炭深さを調査した。 Fig.14にその結果を示す。いずれの均熱温度においても残 留炭化物量12%では脱炭は生じておらず,残留炭化物量 4%および8%ではわずかに脱炭し,脱炭深さは最大で残留 炭化物量8%の場合に0.02 mm程度,4%の場合に0.08 mm 程度であった。
4. 考察
ここでは,均熱保持後のSUJ2材の残留炭化物量の予測 式について考察する。3・1節では任意の均熱温度での残留 炭化物量を予測するために定数nを温度によらない値とし たが,ここでは,定数n,Kを均熱温度毎に算出し直した。 Kolomogorov-Johnson-Mehl-Avramiの式を再度示す。 (1) (2)式の両辺に対して2回自然対数をとると次式を得る。 (4) 縦軸にln ln(1/1-f)を,横軸にln tを取りFig.5の各条件を 均熱温度ごとにプロットし,得られた近似直線(Fig.15)の Table 2. Martensite block size determined from IPF maps.Temperature
(°C) Undissolved carbide (%)
Martensite block size (μm)
Max Min. Ave.
900 4 2.49 0.15 0.35 8 1.77 0.15 0.33 12 3.03 0.09 0.34 950 4 3.39 0.15 0.37 8 2.13 0.09 0.33 12 2.07 0.15 0.35
Fig. 12. Influence of austenitizing temperature and undissolved carbide fraction on martensite block size.
Fig. 13. Carbon concentration profiles of samples heated at 900 °C. Dissolved carbide fraction : (a) 4%, (b) 8%, and (c) 12%. (Broken lines indicate average carbon concentration in each case)
Fig. 14. Influence of austenitizing temperature and undissolved carbide fraction on maximum decarburization depth.
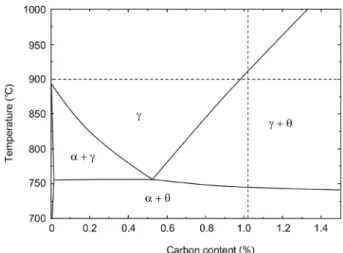
傾きと切片からn,Kを求めた。Table 3にその結果を示す。 950℃と1000℃ではnがほぼ一致しているが,900℃で のnはそれらより2割程度小さい。これは,900℃と950, 1000℃では炭化物の溶け込みの形態が異なるためと推測さ れる。SUJ2の平衡状態図上で900℃,1.02 mass%Cの点が Acm線より低温側にあると考えると,平衡状態で炭化物が 残存するため,これがnの差異の原因の可能性がある。そ こで,熱力学平衡計算ソフトウェアFactSageを用いて試験 材の成分における平衡状態図を計算し,900℃における平 衡セメンタイト量を算出した。Fig.16に平衡状態図を示す。 計算結果では,平衡時のセメンタイトの体積率は約0.2% となり,この値を用いて均熱温度900℃の場合のnを再度 計算すると0.4860が得られた。差異は縮小したものの,ま だ,950,1000℃のnよりも値が小さい。 時間指数nは反応の進みやすさを意味するので,900℃の 場合には950,1000℃の場合より炭化物が溶解しにくい過 程が存在すると考えられる。炭化物の溶解過程は大きく2 段階にわけられる。第1段階は炭素の拡散炭化物溶解を律 速する過程,第2段階は合金元素の拡散が律速する過程で ある。第1段階ではオーステナイト変態も同時に進行する。 均熱温度が910℃以上の場合はフェライト全体が瞬時に オーステナイト化する15)が,910℃未満の場合は,オース テナイト化に必要な炭素が炭化物から供給される必要があ る。したがって,均熱温度900℃の場合は950,1000℃と比 べてオーステナイト化に時間を要することとなる。しかし ながら,900℃は910℃との差異が小さいため,変態に必要 な炭素量がわずかであり,オーステナイト化は短時間で完 了する15)ため,nの差異の原因にはならないと考えられる。 第2段階を律速する合金元素の拡散速度は,第1段階を 律速する炭素の拡散速度と比べて非常に遅いため,炭化物 の溶解過程の大部分は合金元素の拡散に律速されることと なる。したがって,nの差異は合金元素の拡散速度の差異 に起因すると考えられる。均熱温度が950,1000℃の場合 は平衡状態で炭化物が完全に溶解するが,900℃の場合は Fig.16に示したように炭化物が残留するため,900℃の場合 は合金元素が拡散しにくいと予想される。 (3)式を900℃未満に拡張する場合,平衡状態での炭化 物量を考慮した上で炭化物溶解過程に関する更なる検討が 必要である。
5. 結言
本研究では,JIS-SUJ2材の焼入れ加熱時の均熱温度,保 持時間と残留炭化物量の関係を明らかにし,残留炭化物 量の予測式を構築した上で,焼入れ後硬さ,残留オーステ ナイト量,旧オーステナイト結晶粒度,マルテンサイトブ ロックサイズおよび表面の脱炭深さを調査した。検証範囲 は,加熱温度900∼1000℃,残留炭化物量3.5∼12.1%であ る。以下にその結果をまとめる。Fig. 15. Plots of ln ln(1/(1-f)) vs ln t for different austenitizing temperature. (a) 900 °C, (b) 950 °C, and (c) 1000 °C. Fig. 16. Equilibrium phase diagram of SUJ2 steel. Table 3. Values of n and K in fomula (2) for different
austenitizing temperatures determined from the plots shown in Fig.15.
Temperature (°C) n K
900 0.4754 9.52 × 10–2
950 0.5733 1.41 × 10–1
1) 900∼1000℃の均熱温度範囲におけるSUJ2材用の残留 炭化物量予測式を構築した。残留炭化物量M(%)は,均 熱温度T(K),保持時間t(s)から,下式で予測可能であ る。 2) 残留オーステナイト量は均熱温度が高いほど,および 残留炭化物量が少ないほど多くなる。焼入れ後硬さは, 均熱温度900℃の場合は残留炭化物量が少ないほど高く なり,均熱温度950℃の場合も同様であるが,残留炭化 物量4%の場合には逆転する。旧オーステナイト結晶粒 は,残留炭化物量が少ないほど結晶粒が大きくなる傾向 があり,均熱温度の影響は小さい。 3) 焼入れ後のマルテンサイトブロックサイズの平均値は 残留炭化物量8%の場合に,4%および12%の場合より も小さい傾向がみられ,約0.35 µm程度であった。 文 献
1 ) V.Rudnev, D.Loveless, R.Cook and M.Black: Handbook of Induction Heating, Marcel Dekker, New York, (2003), 44.
2 ) S.Shiko, K.Okamoto and S.Watanabe: Tetsu-to-Hagané, 54(1968), 1353.
3 ) M.Ueno, T.Mitsuhashi and Y.Nakano: Tetsu-to-Hagané,
41(1955),1102.
4 ) M.Ueno and Y.Nakano: Tetsu-to-Hagané, 43(1957), 39.
5 ) K.Monma, R.Maruta, T.Yamamoto and Y.Wakikado: J. Jpn. Inst.
Met., 32(1968), 1193.
6 ) K.Monma, R.Maruta, T.Yamamoto and Y.Wakikado: J. Jpn. Inst.
Met., 32(1968), 1198.
7 ) J.Epp, H.Surm, O.Kessler and T.Hirsch: Metall. Mater. Trans. A,
38(2007), 2371.
8 ) J.Epp, H.Surm, O.Kessler and T.Hirsch: Acta Mater., 55(2007), 5959. 9 ) W.Song, P.Choi, G.Inden, U.Prahl, D.Raabe and W.Bleck: Metall.
Mater. Trans. A, 45(2014), 595.
10) JIS G 0551: Steel-Micrographic determination of the apparent grain size, (2013).
11) T.Fujita and N.Suzuki: NTN Tech. Rev., 80(2012), 23.
12) J.Burke: The Kinetics of Phase Transformations in Metals, Pergamon Press, New York, (1965), 46.
13) 新版 鉄鋼材料と合金元素,日本鉄鋼協会,東京,(2015), 397.
14) C.Wells, W.Batz and R F.Mehl: Trans. AIME, 188(1950), 553. 15) M.Hillert, K.Nilsson and L.-E.Torndahl: J. Iron Steel. Inst.,