──自動車工場の品質管理に関する日米比較──
齋 藤 毅
(社会学研究科産業関係学専攻博士課程後期)
1.はじめに 2.分析視角
2−1.「リーン生産方式」の適用をめぐる議論の弱点
2−2.経営管理研究の必要 −賃金管理と方針管理−
2−3.品質管理への着眼
3.両国の組織的特徴──賃金管理からみる品質管理への仮説的含意──
4.現場品質管理の国際比較──方針管理からみた品質管理の実際──
4−1.アメリカの現場品質管理
(1)米国型現場品質管理の伝統と変容 −米国工場改革の到達点−
(2)現下の米国型現場品質管理の困難 −担い手の不在−
4−2.日本の現場品質管理
(1)製造ライン内部における品質対策とその担い手
(2)製造ライン外部での再発防止をめぐる連携 5.おわりに
1.は じ め に
本稿の目的は,グローバル競争時代における日本企業の経営方式の特質を,
自動車工場の品質管理に焦点をあてた国際比較を通じて明らかにすることであ る。
1970年代以降日本経済が国際的地位を確立したが,なかでも脚光を浴びた のが自動車産業であったことは周知の事柄である。特に欧米では,日本車メー カーの競争力の源泉である日本的生産システムへの関心が高まった。アメリカ
―237 ―
では,MITがこれを「リーン(無駄のない)生産方式」と命名し,大規模な 調査を通じて,この生産方式を採用する日本の工場が品質と生産性の両面にお いて優れていることを指摘し,このリーン生産方式こそが,21世紀の世界の 自動車産業がめざすべき次世代モデルだとする収斂仮説を提言した(Womack et al.[1990])。
この調査報告以降,欧米の主要自動車メーカーでは概ね,日本のリーン生産 方式がベンチマークすべき対象となっており,その意味では上記MITの収斂 仮説が半ば実証されたかにみえる。しかし,欧州でのリーン生産方式導入の実 態をみると,収斂仮説は必ずしも妥当するものではない。例えば,ドイツ自動 車企業の組立職場におけるリーン生産方式の導入事例では,ドイツ生産システ ムに特徴的な熟練工が,従来まで入ることがなかったライン作業に従事するこ ととなる。その結果,熟練工の職務統合によるドイツ的なリーン生産システム の追求がなされ,熟練工が本来もつ技能水準よりも低い作業に就くために熟練 工の潜在能力が十分に活用されないというドイツ特有の問題が生じている(S.
Roth.[1997])。ここに見出されるのは,リーン生産モデルの適用は,各国固
有の歴史的・社会的条件の影響を受けて実施されるため,その適用の仕方はそ れぞれの国柄に応じて多様な形態を採りうるということである。さらに言え ば,必ずしも「日本化」を伴わない,各国の歴史的・社会的コンテクストに適 合した独自の生産職 場 改 革 の 道 が あ る と い う こ と で あ る 。(Kochan et al .
[1997], Durand et al.[1999])。
一方,欧米の自動車企業が向かうべき方向にあった,わが国日本に目を転ず れば,日本企業の競争力の国際比較優位に関して多様な議論が展開されてき た。上で触れたように,1980年代には,自動車や家電等,加工組立産業を中 心に日本企業の国際競争力の強みが強調され,その国際的普遍妥当性が主張さ れた。しかし,90年代以降のバブル崩壊とともにそれらの評価が一転し,戦 後の日本の経営方式の遺産に対する否定的見解,さらには成果主義をはじめと するアメリカ経営手法に追従する見解までもが主張された。こうした議論の混 乱は,景気変動の時代趨勢に影響されたものであり,一種の時代的ブームにす
―238 ―
ぎない。日本の経営方式に関する肯定・否定の混乱に揺れてきた過去の論争 は,単なるブームとしてではなく,わが国の経営方式がもつ競争力の本質を,
改めて国際比較をとおした実証研究によって明確化することが必要である。本 稿の目的は,日本の経営方式がもつ国際競争力の源泉を,日米の自動車工場の 品質管理がどのように実施されているかに関する国際比較研究を通して明らか にすることにある。
2.分 析 視 角
本稿の課題は,したがって,次の2点に整理できる。第1は,日本車メーカ ーが国際市場の舞台に躍り出た1980年代以降,欧米の自動車企業各社は対日 キャッチアップを実現するために,いかなる生産システムのあり方を模索して きたのかを確認すること。第2は,そうした欧米各社がキャッチアップするプ ロセスで苦労している領域に対して日本車メーカーはどのように業務遂行を実 践しているのか,その処理様式に着目した分析を行うことである。以上の2点 を明らかにすることにより,日本の経営方式の特質と課題を明確に描き出すこ とが本稿の目的となる。
2−1.「リーン生産方式」の適用をめぐる議論の弱点
先進各国の生産システム改革に関する研究は,上述したように,「リーン生 産方式に収斂するのか,しないのか」をめぐって議論がなされてきた。各国自 動車生産職場改革の収斂と拡散を探った代表的な研究のひとつとして,Katz &
Darbishire[2000]‘Converging Divergences’ をあげることができる。彼らは,
(ア)国々によって生産職場改革の態様には違いがみられることから必ずしも リーン生産方式等への収斂はないと主張するとともに,そうした国別相違をも たらす要因をその国独自の歴史や社会的条件に求める。ただし,その歴史的・
社 会 的 な 規 定 要 因 を 抽 象 論 的 に 理 解 す る ( 例 え ば 上 述 の Kochan et al .
[1997])のではなく,(イ)「国固有の労使関係システム」(労働条件の決定機
―239 ―
賃金
集権
分権
生産システム 国 の 労 使 関 係
職場組織 技能形成
構)に着目して制度論的に理解している(p. 2, pp. 12−13)。Katz たちの研究 の意義は,したがって,「各国生産職場改革のあり方」が「国ごとの歴史的・
社会的コンテクストの相違」に決定づけられるということを制度論的に解き明 した点にある。彼らの分析枠組みを図示すれば,[図表1]の通りである。本 節では,Katzたちの具体的な分析結果を通してその分析手法の意義と限界を 探り,そのことによって本稿の課題と分析視角を明確化したい。
まず,Katz たちの主張を簡潔に紹介すれば,大きく次の2点に整理でき る。第1の主張は,1980年代以降の各国生産職場改革をみる限り「収斂」現 象はみられないというものである。先進各国に共通にみられる現象は,「各国 労使関係システムの分権化」とそれに伴う「生産システム類型の国内レベルで の拡散」である(pp. 265−266, p. 281)。すなわち,先進各国の国内部では,協 約カバー率ならびに組合組織率の低下等により労働条件の決定機構の分権化が 進んでおり,その結果,リーン生産方式のみならず,さまざまなタイプの生産 システムの普及が可能になっており,したがって,リーン生産方式への「収 斂」はないと主張する(p. 267)。
Katzたちは拡散現象にみられる生産システムを,[図表2]に示すように3 類型に分類している。Katzたちは,職場組織(構成員の権限や役割の程度),
賃金の水準,技能形成,組合の有無・発言力の四点に着目して,次の3つの生 産システム類型の存在を提起している(p. 10)(1)。その3類型とは,漓「低賃 金型」,滷「日本志向型」(=リーン生産方式),澆「労使共同運営型」である
図表1 生産システムの決定要因:Katzたちの分析枠組み
(出所)Katz and Darbishire[2000]にもとづき作成。
―240 ―
(各類型の詳細については[図表2]参照)。これらの類型の発見を通じてKatz たちが主張しようとしたのは,調査対象7カ国すべての国内部においてこれら 多様な生産システム類型が普及していること,つまり「国内レベルでの拡散」
が確認されることから,リーン生産方式等への「収斂」はないということであ る。
Katzたちの第2の主張は,各国共通に「国内レベルでの拡散」がみられる とはいえ,この拡散のし方には国毎の違い(「国際レベルの拡散」と呼ぶ)が あるということである。すなわち,一般的に「国内レベルでの拡散」が進行す ると,国毎の個性が消滅するのではないかと思われるが,Katz たちの分析結 果によれば,「各国内部での生産システム類型の分布は国毎に違いがあり」,そ
────────────
1 なお,Katzたちはこれら3類型に加えて,もうひとつの生産システム類型として
「Human Resource Managementパターン」の存在を指摘しているが(以下HRM型 と略記),ここでは説明の煩雑さを避けるため省略した。「HRM型」は経営主導で 集権的な職場運営,ならびに組合代用戦略の二点によって特徴づけられている。こ こでいう組合代用戦略とは,ノンユニオンであるにもかかわらず,賃金水準が比較 的高く,従業員のキャリア展開を重視する戦略のことである。このHRMパターン を,本文で触れる3類型との関係で位置づければ,職場運営が集権的で,組合が無 い点では,漓の低賃金型に似通っているものの,他方で賃金水準の高さと技能形成 重視の点では低賃金型とは異なり,むしろ滷の日本志向型や澆の労使共同運営型に 近似している。したがって,「HRM型」は漓の低賃金型と滷の日本志向型の間に 位置づけられている。
図表2 生産システム類型:Katzたちの分析結果
漓低賃金型 滷日本志向型 澆労使共同運営型 職場組織 経営主導
⇒集権的。
現場職制主導
⇒やや分権的。
準自律的な運営
⇒分権的。
賃金 低賃金
⇒労働搾取。
出来高給。
高賃金
⇒高待遇。
年功と成果評価による賃金。
高賃金
⇒高待遇。
職能給。
技能形成 高い離職率 stabilization(?) Career development(?)
組合 組合なし
⇒参加なし。
組合有り,企業別組合
⇒御用組合,参加が限定的。
組合有り,労使協議制
⇒参加的労使関係。
(出所)Katz and Darbishire[2000],p. 10, Figure 1. 1.にもとづき作成。
(注)上の3類型に加えて,もうひとつの類型として「HRM型」が提起されている が,便宜上省略する。詳細は脚注1を参照されたい。
―241 ―
れゆえ国別相違の消滅はないと主張する。また,この「国際レベルの拡散」が 残る背景として,「国固有の労使関係システム」の影響を指摘している(pp. 267
−268, 282−283)。
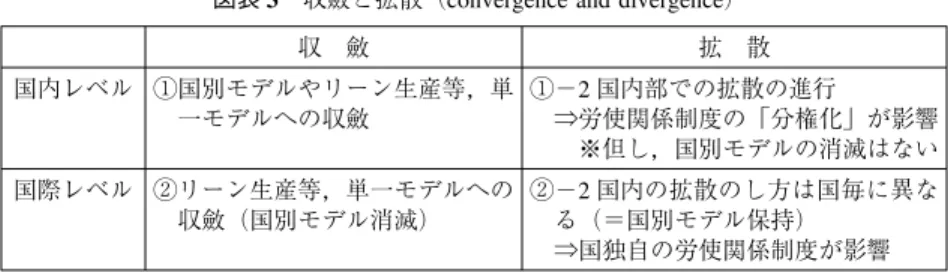
以上のKatzらの主張をまとめれば[図表3]のように整理できる。先進各 国で共通に生じている生産職場改革の方向性(Converging)は,漓−2の「国 内レベルでの拡散」にあるものの,この国内的な拡散はぞれぞれの国独自の労 使関係システムの影響を受けるため,滷−2の「国際的レベルの拡散」,すな わち国々の個性は消滅せずに存続するということである。したがって,これ ら,国内と国際の両レベルにおける「拡散」(divergence)のために,リーン生 産方式等,単一モデルへの「収斂」はないというのが結論である。
以上がKatzたちの著作 Converging Divergences における主張である。こ の著作の意義は既に述べたように,「各国間の生産現場改革の違い」を「国固 有の労使関係制度」と関連づけて理解することにより,各国生産システムのあ り方を決定づける要因を制度論的に理解した点にある(前掲の[図表1]参 照)。つまり,諸制度のトータルな結びつきが具体的な生産システムを決定づ ける,という認識方法にその意義があったと考える。
しかし,この著作にはこうした方法的意義があるものの,他方で次のような 問題点がある。それはKatz らの生産システムの類型化である。彼らは,調査 対象国のすべてに共通に3つの生産システム類型が普及していると述べている が(勿論,上述のとおり,これら3類型それぞれの普及の度合は国毎に異な る),Katzたちの類型化のし方に問題がある。前掲の[図表2]をみればわか
図表3 収斂と拡散(convergence and divergence)
収 斂 拡 散
国内レベル 漓国別モデルやリーン生産等,単 一モデルへの収斂
漓−2国内部での拡散の進行
⇒労使関係制度の「分権化」が影響
※但し,国別モデルの消滅はない 国際レベル 滷リーン生産等,単一モデルへの
収斂(国別モデル消滅)
滷−2国内の拡散のし方は国毎に異な る(=国別モデル保持)
⇒国独自の労使関係制度が影響
―242 ―
るように,「漓低賃金型→滷日本志向型→澆労使共同運営型」の順に,労働者 の自律性(autonomy),待遇・格差是正,参加度が高まっている。つまり,Katz たちは「労働疎外」の克服度の観点から類型化をおこなっているのである。そ のため,Katzたちの生産システム類型には競争力,すなわち,経営の目的達 成の視点が含まれておらず,疎外論的視点のみによる理解に陥っている。実 際,類型澆の労使共同運営パターンは特に生産性の点で必ずしも上手くいって いない(例えば,Rubinstein and Kochan[2001]によるGMの子会社「サター ン」の事例を参照)。
2−2.経営管理研究の必要 −賃金管理と方針管理−
Katzたちの意義は既に述べたように,生産システムを理解する際に,「制度 間の相互補完性」を踏まえてとらえる制度論的な認識方法にある。たしかに
「リーン生産方式の適用の可能性と限界性」を理解するには,彼らの主張する 制度論的な分析は不可欠である。ただし,この課題を明らかにするには,単に 労働疎外論の視点だけでなく,同時に生産性の視点,すなわち「経営管理」を も念頭に置く必要がある(1)。この総合的理解によってはじめて各国間における
「リーン生産方式の適用の可能性と限界性」が明らかになる。なかでも「賃金 管理(動機づけ)」と「方針管理(組織過程)」の仕組みが各国間においてどう なっているのか,その制度的理解を加える必要がある。「賃金管理」とは,従 業員に金銭的インセンティヴを与える仕組みのことである。この賃金について はKatzたちの著作においても一定の言及がなされているものの,その分析は 必ずしも十全になされていない。というのは,上に指摘したように,Katz た ちの関心は「労働疎外」の克服や「格差」の是正といった社会公正にあるため に,賃金の「水準」=待遇に分析の重きが置かれ過ぎ,経営の目的達成の視点 からの分析が不足しており,賃金の「決め方」=動機づけの側面から分析をお こなう必要がある。このことによって各国生産システム改革を競争力の視点か らとらえ直すことが可能になるからである。特に,現場労働者一人一人の創意 工夫や個性の発揮等を問う「個人別査定賃金」の有無,すなわち賃金決定の個
―243 ―
別化が動機づけにとって重要である。
一方,「方針管理」については,Katzたちの著作だけでなく既存の労働研究 では管見によれば殆どとり扱われてこなかった(2)。ここでいう方針管理とは,
工場を例にとれば,工場の組織目標である方針を工場→部→課等,組織の各レ ベルにブレークダウンし,同時にこの委譲した権限が確実に遂行されるように 会議体等を通じてその進捗を管理する仕組み(いわゆるPDCAの管理サイク ル)のことである。「賃金管理」と関連づけていえば,賃金インセンティヴに よって確保される組織メンバー個々人の働きぶりを組織全体の目的達成につな がるようにコントロール(統制)するための仕組みが「方針管理」である。但 し,コントロールといっても,一定の自由裁量が付与された上での管理である 点に留意されたい。したがって,「賃金管理」のインセンティヴに加え,「方針 管理」のコントロールの内実を探り,これら二つの視点の総合的把握にもとづ いて,競争力を維持・向上すべく各国自動車企業ではどのような目的達成様式 のあり方が追求されているのかを理解する必要がある。
2−3.品質管理への着眼
上で述べた経営管理,特に方針管理の視点から自動車工場の競争力を比較分 析するにあたって,本稿では,品質管理に注目した分析を行う。どうして品質 管理に着目するのかといえば,次の2つの理由による。第1に,自動車工場を 例にとれば,工場の主要目標には品質のみならず原価,生産性,納期などある が,品質はとりわけ重要である。というのは,品質不良があると,稼働率(生 産性)に響く,手直し等するのに余分な工数を要し,労務費の増加を招く。し たがって,品質の確保を前提にして,はじめて生産性向上や原価低減が成立す るからである。
品質管理に注目する2つ目の理由は,能率やコストに比べて,末端の作業者 個人の参加が要求されるという意味で,組織の結束力ないし組織メンバー間の 連携が最も問われる。すなわち,品質の管理は,方針管理の巧拙が工場の目的 達成に最も影響しやすい領域であると考えるからである。
―244 ―
2−4.研究方法
研究方法としては既存文献サーベイと事例研究の方法を用い,対象として は,一国の競争力を代表すると考えられる自動車産業の代表的企業をとりあ げ,日本とアメリカの国際比較をおこなう。このうちアメリカ企業について は,石田光男著[2007][2008]「アメリカ自動車工場の苦闘(上)(下)」の詳 細な記述に依拠している。他方,日本企業については,2007年1月から2008 年2月までの間に,石田光男教授とともに実施したヒアリング調査にもとづい ている。本稿で国際比較分析を採用する理由は,たとえば,日本人研究者が日 本企業を,外国人研究者が自国企業を調査するというように,自国を対象とし た調査では,自国にとって平凡な事実がもつ意味や意義が見落とされることが 多く,事実発見が難しい。ところが,ある国の研究者が相手国企業を調査した 場合,相手国にとって平凡な事実にむしろ感動をよび,事実発見を生みやす い。つまり,自国を十分に理解するには,まず,外国を正確に分かることが重 要だと考える。このようなわけで国際比較分析を実施し,このことによって外 国企業の経営のあり様を十分に理解するとともに,その結果としてわが国の経 営の特質と課題を浮き彫りにしたい。
また,国際比較を実施するにあたって何故アメリカの工場を取り上げるのか といえば,日本の製造業が国際競争力を示し始めた80年代から,「生産システ ム」の議論が自動車産業を中心にはじまり,アメリカでは,対日キャッチアッ プの視点から「チームコンセプト」等議論が盛んにおこなわれることとなっ た。しかし,この議論は,米国工場の実態を調べずに理念的議論の欠陥が放置 されたまま,1995年以降はアカデミズムの関心から脱落してきた。既存研究 にはこうした問題があることから,米国工場の実態調査をおこなう必要があ る。
以上の経緯から,本稿では,日米の自動車工場を対象とする国際比較分析を おこない,米国工場改革の実状を確認するとともに,日本の経営方式の競争力 に関する再評価を試みる。ただし,日米両国の生産性や競争力の格差がどうな ったかを確認するのではなく,両国の競争力の基盤をなす歴史的・社会的違い
―245 ―
を明らかにしたい。この競争力の組織的基盤ともいえる制度的な内実を確認で きれば,海外から先進と目されるシステムを無批判に取り入れることの限界性 が分かるだけでなく,これまで見過ごされてきた日本の特徴がもつ有効性と限 界を明確化することが可能となる。
3.両国の組織的特徴
──賃金管理からみる品質管理への仮説的含意──
本稿の主題である,日米両国の品質管理それ自体の分析に入る前に,まず両 国の組織的特徴を確認する。具体的には,漓経営組織,滷組合組織,澆組合組 織の階層性についてとらえてみたい。これら組織の諸要素の理解を通じて,両 国の品質管理の比較分析を行う上での理論仮説を設定する。なお,分析の対象 は,一つのアメリカ工場と一つの日本工場である。以下,アメリカ工場はA 工場,日本工場はJ工場とよぶ。
漓経営組織。A工場の経営組織は,本社,事業所(plant),工場(area),職 場(department)の各レベルからならなり,一般的な組織形態である。この点 はJ工場もほぼ同様である。
滷組合組織。このような経営組織のなかで,労働組合がどの部分を組織化し ているかに注目してみれば,両国の違いは顕著である。両国の組合員の範囲を 列記した[図表4]をみれば分かるように,生産部門の生産労働者だけで組合 が組織されている点にA工場の特徴がある。すなわち,職長(Supervisor)を はじめとする監督層の組織化がアメリカ労働法の禁止事項であるために,職長 以上の監督層は組合員に含まれず,しかも,生産技術(生産技術部門と生産部 門に配置)も組合員ではないということである。ただし,生産技術部門に所属
図表4 組合員の範囲 A工場 生産労働者,保全労働者から構成。
職長以上の監督層は非組合員。生産技術も除外。
J工場 一般作業者から係長まで組合員。これは生産技術を含む全部署が該当。
―246 ―
する保全労働者は組合員である。したがって,A工場では,組合員の範囲が 生産部門の生産労働者に限定されているのである。これに対してJ 工場で は,生産技術を含む全部門の,係長クラスまでの監督層が組織化されており,
それゆえ組合員の範囲の点でA工場と大きく異なる。
また,A工場のもうひとつの特徴は,企業負担の専従組合役員の多さにあ る。A工場では,組合員数3000人に対して70名もの専従役員が存在してお り,しかも,うち2名を除き会社側が彼らの給与を全額負担している。これに 対して,J工場の場合はどうか。残念ながらJ工場の専従役員の数の詳細は分 からないため,石田[2007]により確認された,他の日本企業の自動車工場の 事例を参考にしよう。その報告によれば,専従役員は4, 5名と少数であり,
且つ彼らの給与は組合員が負担しているという(石田[2007],p. 78)。この ことを,A工場における会社負担による組合役員の多さと比較すれば,両国 の違いは明らかである。A工場では,どうして,これほど多数の専従役員を 抱える必要があるのか。この点は後に明らかにする。
澆組合組織の階層性。さらに,組合員内部の階層性に注目して両国を比較す れば,階層が無い点にA工場の特徴がある。従来のA工場における賃金管理 は,「職務分類制度」(job classification)を特徴とし,より高い賃率の職務への 異動(昇進)は先任権により運用されてきた。1990年代以降,職務分類制度 により細分化されていた職務群が統合され,その結果,生産労働者(team op-
erator)の賃金は全員一律26.16ドルの時間賃率へと変わった。こうした変化
はあるものの,人事考課がない点は従来と同様である。ただし,90年代の改 革後は全員が同じ賃率で働くようになったとはいえ,労働者のなかでも,7人 程の生産労働者から編成される職場組織のリーダーである「team coordinator」
(以下TCと略記)は,生産労働者の時間賃率の僅か0.5ドル増し(年収では
約2% 増し)である。また,「保全労働者」の賃率は生産労働者のそれとは異
なる。これらの点を考慮したとしても,組合員内部の階層は大要,無きに等し い。つまり,全員が同じ賃率の職務に就いていても,個人の働きぶりによって パフォーマンスに差が生じると思われるが,人事考課がなく,賃金体系はない
―247 ―
のである。一般的にアメリカといえば,自由競争主義の国というイメージが強 いが,生産労働者に限っていえば,それとは逆に労働者間競争の排除=平等主 義が2000年以降もなお堅持されていることがわかる。
これとは対照的に,J工場の場合,働きぶりや技能の個人差を評価する人事 考課,ならびに等級区分(昇格するキャリア)があり,組合員内部に階層性が ある。さらに,近年,改革風潮としての成果主義とは一定の距離を置いてきた J工場においてさえも,かつて全員(一般〜係長級まで)を万遍なく定期昇給 させていた「年齢給」を改め,中高年の賃金カーブを抑制し,その抑制分を組 長・係長級の役職者に充てることで,役職クラスの昇給感を上昇させる「役割 給」を導入す る な ど , 人 事 考 課 に よ る 処 遇 差 を 拡 大 す る 傾 向 に あ る ( 畑
[2008])。
以上のことを整理したものが図表5である。J工場には個人の働き方や技能 を緻密に評価する報酬決定の仕組みがあるのに対し,A工場ではそれが全く ないことを比較すれば,両国の違いは一目瞭然である。
潺品質管理への含意:賃金管理と方針管理へ。上にみた報酬決定の違いは,
両国の労働や経営のあり方と関係があると考えられる。はじめに,労働につい て指摘すれば,報酬決定の個別化の有無に注目した賃金管理の側面からみれ ば,次のことが指摘されよう。A工場のばあい,生産労働者の賃金は集団的 に一律的に決定される。このような平等主義的な報酬決定の下では,働きぶり に個人差が発生しない設定になっていると予想される。なぜなら,賃金は一定 であるにもかかわらず,労働に絶えず個人差が発生する仕組みになっていれ ば,労働者の不満を処理できず安定的な制度たり得ないからである。したがっ て,A工場の労働は,作業を標準化し,その作業を平等に分担することとな る。しかも,標準作業以外の「非定常業務」,すなわち,品質や設備の不具合
図表5 組合組織の階層性 A工場
階層なし。ただし,team coordinatorは0.5ドル増し。また,保全労働者は別賃率。
J工場
9つの等級がある。一般→TL(旧班長)→組長(職長)→工長(係長)というキャリア。
―248 ―
を感知したり,そうした不具合への原因推定や作業標準の改善を行う等,品質 や生産性の維持向上に寄与する業務は,標準作業に置き直せないため,排除さ れる。これに対して,報酬決定の個別化を特徴とするJ工場での労働は,こ れとは逆に,標準作業はあるものの,標準化された作業の分担は個人の技能や 働きぶりによって差異を生み,しかも,非定常業務までもが追加される。
以上の賃金管理に関する両国の制度的差異からみても,両国の工場労働の違 い,すなわち,市場の変動や国際競争への製造現場の対応力に違いがあると推 察できる。ここからさらに,工場全体の目標を達成するにあたって,A工場 はJ工場と異なる方式をとらざるを得ないと推論できる。A工場のばあい,
品質向上や原価低減にかかわる非定常業務の遂行を現場労働者に依存できない ために,品質向上や原価低減といった工場の目的達成に際して困難をともなう と予想される。したがって,A工場における目的達成の仕方を観察する際の 焦点は,現場的知恵の動員を促すインセンティヴを欠くなかで,工場の目的達 成がいかに追求されているかに絞られる。何故か。A工場の製品市場が国際 市場から切り離されたものでない以上,A工場にあっても,グローバル競争 が要請する品質や生産性の水準の達成圧力は無視できず,その要請水準を実現 するとなれば,従来の経営と生産現場との関係に軋轢を生むのは避け難いから である。その対立がどのように処理されて工場の目的達成が試みられているの か,その処理様式を確認する必要がある。先に指摘した企業負担の専従役員の 多さ,TCの存在等は,A工場特有の目的達成様式を示唆している以上,品質 管理に対する両国の違いを生み出す制度的要因を賃金管理の側面からとらえて きた。しかし,品質管理へのアプローチの両国の違いは,方針管理という経営 管理の側面からの制度的理解を加えることによって,より本質に迫る理解がえ られる。この理解を通して,80年代以降の米国で盛んにおこなわれた「チー ムコンセプト」論などは,方針管理アプローチによる事実確認をおこなえば,
このコンセプトに託された内実を明らかにすることができる。
―249 ―
4.現場品質管理の国際比較
──方針管理からみた品質管理の実際──
本節の課題は次の二点にある。第1は,1980年代以降,A工場において生 じてきた現場品質管理の変化とその意味について検討することである。A工 場では,前節の賃金管理からの接近でみたように,A工場では,報酬決定に おいて人事考課や昇進ルートを欠いており,そうした賃金インセンティヴが乏 しい下では,工場の目標である品質向上や原価低減等を達成するにあたって労 働者からの協力を継続的に確保することは困難である。そういう制約があるな かで,A工場はいかにして工場の目的達成を追求しているか,その内実を明 らかにすることが本節の第2の課題である。そして,そこで浮き彫りとなる A工場が苦労している領域にかんして,日本の工場であるJ 工場はいかに対 処しているのか,その処理のし方を確認することが本節のもうひとつの課題で ある。
以上のように,A工場の困難を J工場がいかに処理しているかという意味 での国際比較分析を行い,このことによって日本の経営方式がもつ特質を明確 化することが本節の目的である。工場の主要目標のひとつである品質に着目し て上の二つの課題を明らかにしたい。
なお,資料出所については既に冒頭の2節で指摘したとおり,A工場につ いては石田光男[2007][2008]「アメリカ自動車工場の苦闘」の調査結果に大 きく依拠している。他方,J工場については,2007年1月から2008年2月に かけて,石田光男教授とともに実施した3回のヒアリング記録にもとづいてい る。この調査は日本の大手自動車メーカーB社の組立工場(3種類のコンパ クトカーを混流生産している第2組立ライン)を対象にしたものである。主な 調査対象者は,J工場組立部に所属する課長2名,工長(係長)と工長クラス 1名ずつである。
―250 ―
4−1.アメリカの現場品質管理
本項の課題は,前節の賃金管理アプローチから見出された仮説を,方針管理 アプローチによって検証することにある。その仮説とは,A工場の場合,工 場レベルで品質向上や原価低減の目標などを設定したとしても,そうした目標 が職場レベルの生産労働者個人にまでは降りきらない,すなわち,現場労働者 からの協力を継続的に確保し難いのではないかということである。しかし,A 工場がグローバル競争で生き残るためには製品市場が要請する水準の品質やコ スト等を実現しなくてはならない。したがって,職場レベルで品質向上や原価 低減等のための業務である非定常業務を誰かが担わなくてはならない。それは 誰が担うのか,その結果,現場における品質管理活動はどのように運営されて いるのか。それは当初のねらいどおりに上手く行っているのか,いないのか。
仮に上手く行っていないとすればそれはどうしてなのか。これらの諸点を確認 することが,ここでの課題である。
以下,本項では次の三点を明確にすることにしたい。第1に,アメリカ工場 では現場品質管理はどう変わったのかを確認する。そこでは,1980年代から のアメリカ工場での試みとして,品質管理が製造現場で実施されるようになっ たことを指摘する。しかし,そうした努力があるものの,日本との比較でアメ リカの現場品質管理活動を検討してみれば,多くの問題点があることがわか る。特にここでは現場品質管理の担い手の技能不足の問題を指摘する。これが 第2の課題である。第3に,こうしたアメリカの現場品質管理の困難の原因は どこにあるのかについて考察する。そこでは,形式的な仕組みは整備されたも のの,労使当事者たちのものの考え方は変わり難いことを指摘する。具体的に は,労働者への不信から検査業務を労働者に任せないこと,現場監督者は生産 労働者にたいして傲慢であること等である。最終的には,これらの問題の根本 的な原因のひとつは,内部労働市場がないことに求められる。
(1)米国型現場品質管理の伝統と変容 −米国工場改革の到達点−
アメリカ工場の現場品質管理について,A工場を例にとれば,以前と比べ
―251 ―
れば大きく変わった。ここでは,近年の仕組みを検討する前にまず,変化の起 点である従来の仕組みを概観し,次いで,そうした従来の仕組みがどのように 変わったのかについて紹介する。この作業を通じて,アメリカ自動車工場にお いて1980年代から始まった対日キャッチアップに向けての努力はいかなるも のであったかを明らかにしたい。
かつて1970年代までのアメリカ現場品質管理の状況はおよそ次のように整 理できる(石田2008, pp. 3−5)。組立のラインの最終工程(ファイナル・ライ ン)に検査員を配置し,検査員が品質不良を発見するとエンジニアーにフィー ドバックされ,彼が不良の処理をしていた。その最終工程の検査員は,品質課 の組合員であり,組立課(製造側)の責任ではなった。また,品質問題への対 策を講ずるのは専らエンジニアーであり,製造現場とは無関係であった。しか も,現場での再発防止策のひとつとして,ライン労働者への指導があるが,こ れは労働者からの質問や議論は一切受け付けない,一方的なものであった。し たがって,従来のアメリカ工場の品質管理はエンジニアーと生産労働者の階級 差を反映して,エンジニアー主導の管理体制であり,製造現場の関与はなかっ た。つまり,当時のアメリカ工場では製造側の協力なしに品質管理が行われて いたのである。
しかし,日系の北米進出工場での視察を契機に,従来のやり方を改めざるを 得なくなった。上で述べたように,かつてのアメリカ工場では,検査箇所が最 終工程だけであった。そのため,組立ラインの中途で発生した欠陥品は一本の 組立ラインの最終に行くまでの間に上から部品が組み付けられてしまい,不良 の発見がきわめて困難であった。しかも,仮にこうした困難があるなかで品質 不具合が検出されたとしても,一度組み付けた部品をまた分解しなければなら ず,その処理に相当の時間と労力,ならびに巨大な手直しスペースを要した。
しかし,手直しスペース等をさほど要せずに品質対策を実現していた日系の北 米進出工場ヌミ(NUMMI)での視察を契機に,アメリカ工場では従来のやり 方を改め,製造現場での「品質の作り込み」の重要性を自覚するようになっ た。つまり,品質対策を最終工程で講じるか,それともライン中途での作りこ
―252 ―
みで行うかの違いが,日米の競争力格差をもたらす要因の一端であるという認 識に至ったということである。
こうした経緯から,米国工場はエンジニアーを中心とした旧来の品質管理体 制を改変する方向へと向かった。そこで推進された新たな品質管理体制を,A 工場を例にとり概観する。ここでは,A工場に導入された仕組みとその担い 手に注目して理解する。2005年時点でのA工場の現場品質管理体制は大要次 のようである(石田[2008],pp. 5−10)。組立作業がすべて終わった後に続く 最終検査ラインに行く中途,すなわち,組立ラインの内部に(ア)特別の検査 工程「Verification Station」を設置し(以下VSと略記),そこで把握した品質 不良の内容を一件ずつ(イ)「ブルー・カード」という用紙に記載し(以下BC と略記),その検査情報をもとに,(ウ)生産現場の職長(Supervisor)が中心 となって品質対策にあたる体制を整備するようにした。これら各仕組みの詳細 は次のとおりである。
(ア)VSの設置
車体,塗装,組立の各課の最終の工程で検査を行う以外に,製造各課の内部
にVerification Stationと呼ばれる検査工程を設置し,品質不具合の発生を早期
に把握できるようにした。組立を例にとれば,課内に6つのVSがあり,担当 者は品質課の組合員である。ここで着目すべきは,このVSの担当は品質課で あり,組立課ではない点にある。VSは組立ラインの内部に設定されているた め組立課がそれを担当するのが自然だと思われるが,A工場ではそうなって いない。これは生産現場に検査を任せると生産量を上げるためにわざと不良を 見逃すと,経営側がライン労働者にたいして不信をいだくためである。どうし て労働者が不良を見逃すのか,この点については後述する。もちろん労働者の ジョブ・ローテーションにも,上と同様の理由から検査業務が含まれていな い。
なお,品質不良の把握方法には,先述した「ファイナル・ライン」と上記 VS工程の他に,ライン労働者一人一人が品質不良をチェックし,ライン停止 コードを引くというやり方があるが,この労働者個人によるチェックがA工
―253 ―
場で実施されているかどうかは不明である。
(イ)ブルー・カード(BC)の導入
このVSの担当者が品質不具合を発見すると,VSが設置されている職場の
Supervisorに連絡し,そのSupervisorが不良の内容を「ブルー・カード」と呼
ばれるチェック表に記載する。記入されたBCはその後,問題発生箇所のSu- pervisorに回付される(3)。
(ウ)製造現場へのフィードバックとQuality Meetingによる組織的規制 こうして品質不良の発生の知らせ(=BC)を受けたSupervisor は,理想的 には,TCと相談しながら対処する。そのようにしてSupervisor は24時間以 内に何らかの対策をとり,その問題対処の内容をBCに記載して毎日開催され ている「Quality Meeting」に回答しなくてはならない。この「Quality Meet- ing」はPlant Manager(工場長),Area Manager(製造各課の課長),Superinten-
dent(係長)に加えて品質課の課長が出席し,記入されたBCにもとづいて品
質不良の状況,対策が毎日確認される。現場でSupervisorがとった対策に不備 があれば,Plant ManagerがArea Managersを,Area ManagerがSuperintendent を,そしてSuperintendentがSupervisorを叱責するというように,上司と部下 の関係は険悪なものにならざるを得ない。それゆえ品質不良の発生の知らせ
(=BC)を受けたSupervisorは,直属の上司であるSuperintendentからの叱責 を免れるために,品質対策において最善を尽くしたことを示さなくてはならな い。
(エ)標準作業表の見直し
製造現場でとりうる品質不良対策のひとつとして,標準作業表への品質の落 としこみがある(A工場では標準作業表を「BPP」(Best People Practice)と呼 称)(4)。これがA工場でも実施されるようなった。ここでいう,BPPへの品質 の落としこみとは,BPPの作業の進め方に問題があればそれを指摘し,その 改善をBPPに織り込んでいくことである。このBPPの書き換えは,当初はエ ンジニアーが担当していたが,1999年以降,この役割をチームコーディネー ター(TC)に委ねつつある。
―254 ―
以上をまとめると,図表6のようになる。アメリカ自動車工場の現場品質管 理の変化の要点は次の三点である。第一に,製造各課の内部でも検査業務をお こなうようになったこと,第二に,そこでチェックされた検査情報はBCに記 載され,現場第一線の管理者である職長にフィードバックされるようになった こと,最後に,記入されたBCにもとづいて現場での品質不良の発生状況や対 策を経営に報告しチェックする仕組みが整備されるようになったこと,の三つ である。つまり,品質管理業務の一部が製造現場に委譲されるようなったので ある。
(2)現下の米国型現場品質管理の困難 −担い手の不在−
上にみたように,VSの導入により組立課の内部で品質不良を把握し,その 検査情報はブルーカード(BC)への記載を通じて,発生工程のSupervisor に フィードバックされるようになった。しかし,こうしたアメリカなりの努力が みられるものの,事態は円滑に進行しない。その理由のひとつは,仕組みの担 い手たちの技能不足にある。この点を具体的にみてみよう。
はじめに,現場第一線の監督者である職長Supervisorの問題点を指摘する。
図表6 概観:A工場における現場品質管理の変容 旧来(1970年代ごろ) 近年(2005年時点)
不良の発見 最終検査ラインでの発見。
品質課の組合員が担当。
最終検査ラインに加えて,VSの設置。
⇒製造の内部でも検査を実施。
但し,担当者は依然として品質課。
BCへの記載 なし Supervisorが記入。
cf.)上はVS。最終検査ラインの場合,検
査員自身が記入。
応急措置 エンジニアーが処理。 SupervisorがTCと話し合って処理。Prob- lem Solverも参加。
⇒問題処理に製造側が関与。
再発防止 不明 標準作業表の見直し。当初はエンジニアー が担当。近年,TCへ委譲する傾向(稀 に,Supervisorが担当)。
(出所)石田[2008]にもとづき作成。
―255 ―
職長はBCによって品質不良の知らせを受けても,その約半数が外部人材であ り,現場的知識に乏しいため,不良の原因究明・再発防止を十分におこなうこ とができない(5)。これを100% 内部昇進者が職長につく日本と比較すれば,監 督業務に対する両国の認識には巨大な隔たりがあるといえる。具体的にA工
場のSupervisorはどのような行動をとるのか。SupervisorはBCが回付されて
も,不良の発生原因は一般作業者の責任にして,原因究明を十分に行わずに済 ますことが多い(6)。また,Supervisor は不良をよく出す(=BCの発給が多 い)作業者にたいして無給の自宅待機を命じる権利を付与されており,この権 利を背景に作業者をおどすことで不良の発生(=BCの発給)を抑えようとす る。そのため,BCの発給は一般作業者にとって恐怖の対象になっている(石
田2007, pp. 120−121)。いわゆる「強制にもとづく管理」である。労働者も当
然,こうしたSupervisorのやり方に対して甘んじているわけではない。労働者 は組合役員Committee Personを通して苦情処理に訴え,労使紛争を招くこと になる。
こうした事態に陥らないために,現場経験者からの協力を得たいところであ る。Supervisor以外で,品質指標の達成のための非定常業務を担うことが期待 される人材としては,(ア)一般作業者,労使が共同で選出する(イ)「チーム コーディネーター」(以下,TCと略記),ローカルの任命役員である(ウ)「Prob-
lem Solver」が考えられる。このうち,まずTCを取り上げ,発生した問題へ
の対応力を検討しよう。
(ア)一般組合員に対しては,短期的には人事考課がなく,中長期的にみて も,昇進ルートが整備されていない。そのため,一般作業者からの創意工夫の 発揮を継続的に確保し続けることは困難である(p. 129)。また,1990年代初 めに欠勤対策や改善促進策としてジョブ・ローテーションの導入の試みがあっ たが,数時間おきに1回ローテーションを回す等,機械的な運用であったた め,労働者からの反発を招き,結局,ローテーションは安定的な制度たり得て いない(pp. 130−132)。
(イ)のTCは,一般組合員の時給にたいして僅か2%(0.5ドル)増しの賃金
―256 ―
が給付されるものの,短期的には人事考課がなく,また,中長期的にみても,
TCから職長への昇進ルートが整備されていない。それゆえTCからの協力を 継続的に確保し続けることは難しい(7)。しかも,TCだけが特別に訓練を受け ることは不平等だとする組合の反対があるために,TCは十分な訓練を受ける ことができない(pp. 130−132)。これらの理由から,TCもまた,品質不具合 に対して有効に対処できない(8)。
(ウ)それでは,ローカルの任命役員である「Problem Solver」はどうか。任命 役員三職種のうちProblem Solverは現場品質管理に関わる。具体的には,組立 ラインの最終で品質不良が生じた際の問題処理,BCを職長へ回付すること,
品質関連のデータを事業所レベルで管理するProcess Control Managers の補 佐,にあたる。これら品質関係業務に専念するProblem SolverはTCを経験し た者が就く。しかし,上述,TCをはじめとする技能形成が上手くいっていな い。また,Problem Solverを含むローカル任命役員の設定は事業所毎の裁量に 委ねられているため,特にProblem Solverの存在は著しく不安定である。例え ば,要員削減目標の達成の圧力が強まると,真っ先に削減されるのがProblem Solverである。
小括
本項では,米国の自動車工場における品質管理の伝統とその変容を,現場品 質管理活動を支える仕組みとその担い手に注目して概観してきた。以上は次の ように整理することができる。第1に,上述のVS, BC, BPPの導入にみられ るように,製造ライン内部にチェック工程を設置し,発見した後の品質不良の 内容はBCに記載して製造現場にその不良の処理を委ねることによって,品質 不良を早期に発見し防止するための仕掛けが整備されるようになった。つま り,これらの形式的な仕組みを見る限り,これまでの米国工場には無かった
「工程内で品質を作り込む」という考え方が浸透しつつあるといえる。その意 味では,米国の品質管理思想に大きな変化が生じつつある。第2に,しかし,
そうした一連の仕組みを運用する「担い手」に着目してみると,米国の品質管
―257 ―
理思想が変わったとはにわかには言い難い。というのは,労使双方の思想は変 わってない。具体的には,製造しながらの検査は有効だと考えられるが,労使 の「信頼関係」の欠如を反映して検査業務は生産労働者に委ねていないこと。
また,Supervisorの懲戒権の行使のし方に象徴されるように,1970年代に見受 けられた「威圧にもとづく管理」をよしとする現場管理思想は,新世紀を迎え てもなお根強く残っている。したがって,2005年時点の米国の工場改革の状 況は,形は整えたが,労使当事者たちの考え方は変わり難く,それゆえ精魂の こもらないものであったといえる。
第3に,しかしながら,TC とProblem Solverのみに限られているとはい え,彼らに現場的知識の動員を募った点は,アメリカの歴史的・社会的制約を 踏まえれば,注目すべき対応であった。ここにアメリカなりの努力が垣間見え る。なぜなら,組合員内部に差をつけない平等主義が当たり前の米国ブルーカ ラーの世界に僅かとはいえ賃率差を設けてTCや任命役員を設定したからであ る。その意味では紆余曲折はあるものの,こうしたアメリカなりの努力は評価 すべきものがある。
4−2.日本の現場品質管理
J工場については,前節の賃金管理を見る限り,報酬決定の個別化が進んで いるため,上のようなA工場がもつ課題とは無縁であり,工場の方針が製造 現場の末端まで貫徹され,非定常業務の遂行に現場作業者一人一人が協力して いる。本項では,一人一人の協力をいかに統合して工場の品質向上目標の達成 へと導いているのか,その目的達成プロセスを確認する。
(1)製造ライン内部における品質対策とその担い手
組立の検査工程は,組み付け作業が全部終わった後に続く最終検査ライン
(品質管理部検査課が管轄する)以外に,組立工程の内部に特別の検査工程
(「Quality Gate」と呼ばれる)が設置されている。調査対象である第二組立 で,Quality Gate(以下QGと略記)は5工程である(9)(10)。このように組立ラ
―258 ―
イン中途に検査工程をわざわざ設置する理由は,後ろの工程に進んで部品等が 組み付けられると見えにくくなるため,その前にチェック(検査)するためで ある。このQGの工程担当者は組立課の現場の作業者である(11)。組立ライン 内部の検査工程の担当が生産現場ではなく品質課の責任であるA工場との違 いに着目すべきである。
普通の作業工程ではもちろんのこと,このQuality Gate工程でも品質不良が 発見されると,その工程作業者が「ひも」を引いてトラブルの発生を知らせ る。すると(ア)「チームリーダー」(以下TLと略記)がただちにその工程に 駆けつけ応急措置をとる。その間に(イ)Quality Gateが設置されている組の 組長(職長)もしくはTLが来て発生工程を特定し,不良の発生した組にフィ ードバックする。他方,(ウ)発見された品質不良とその処理の内容は,普通 の作業工程の場合,上記TLが措置した後にTL自身によって「帳面」に記載 される。以上(ア)〜(ウ)が,組立のライン内部での(on-line)品質対策の大 まかな流れである。
上記(ア)の「不良を発見した後の処理」の詳細は次のとおりである。普通 の作業工程で品質不良が発見されると,その工程作業者が「ひも」を引いてト ラブルの発生を知らせる。ひもを引いた後の処理はおおまかに言えば,品質不 良の深刻度によって漓軽易な問題と滷やや重い問題に分けられる。
漓の軽易な問題とは,品質不良が発生した場合,ラインを止めないと直せな いか,ラインが動きながらでも手直しできる程の簡単なものかどうかを判断し て処理するのであるが,いずれにしてもライン上で手直しができる場合をい う。このライン上の(on-line−)手直しは「チームリーダー」が行う。工程作 業者には異常があった場合「絶対手直ししちゃいかん」ということが徹底され ている。
ライン上で手直しができないものについては,上記ライン外者が「あとで手 直しが必要なので組立ラインから「跳ね出し」てください」という旨をしめす 紙を車に貼り,後ろの工程に流す。これが滷のやや重い問題である。その後 は,貼り紙をした車をあとで直しにくくならないように組み付けながら送って
―259 ―
行き,組立ライン最終部でラインから「跳ね出し」て,解析チーム(「手直し 組」と呼ばれる)が全部直す。この解析チームは長い組立ラインの最終組だけ に所属し,しかもその人員はわずか3名である。組立(第21・22課)全体か らみれば,解析担当者の数はごく少数にすぎない。だから当然,解析チームだ けでは処理に「間に合わないケース」が出てくる。そういうときは,その不具 合を出したところの組長か,チームリーダーに「手直しに来い」と呼びつけ て,後で直してもらう。
他方,発見された品質不良の内容は「帳面」に記載される。普通の作業工程 では,上記のチームリーダーが処理終了後に「この番号の車の,この部位のこ んな手直しをしました」ということを,班毎に置いてある「帳面」に記入す る。「帳面」に記載された不良の内容は後でパソコンに打ち込まれる。こうし て集まった検査情報はどのように活用されるかについては後述する。
(2)製造ライン外部での再発防止をめぐる連携
先に,発見された品質不良の内容は「記帳」され,後でパソコンに入力され ると述べた。こうして集められた検査情報はどのように活用されるのか。検査 情報はすべてまとめて,毎直(毎日二回)20分程度開催されている「組長ミ ーティング」にかけられる。この「組長ミーティング」は日々いろいろある品 質不良に対して不具合対策のやり方や方向性を課長以下で話し合うための会議 である。出席者は製造各課の課長,工長(係長に相当)とその下の組長(職 長)まである。現場第一線の監督者である組長が参加する点で,製造現場に根 ざした会議運営がなされているといえる。この会議体を起点にして,品質不良 の再発防止に向けた対策が実施されている。品質対策は原因によって漓製造現
図表7 ライン内部での品質対策とその担い手
発見 措置 記帳
普通の工程 一般作業者が紐を引く TL TL
QG QG担当者が紐を引く TL QGが記入し後でパソコンへ入力。
解析 手直し組 不明
最終検査ライン 品質管理部検査課 不明 直接パソコンへ入力
―260 ―
場で処理できるもの,滷設計の問題,澆部品の問題に分けられる。上記検査情 報をはじめとする現場からの情報を区分けするのは工長である(12)。
漓製造現場で処置できるものへの対策
品質不具合の原因が作業者の習熟の未達にある場合は,現場ではどのように 対応するのか。組長が当該作業員のところに行き,直接指導にあたる。実際に 作業手順を再現しながら「忘れなのか,誤品なのかとか,そんないろんな項 目,分類がありますけれども,それ(不良の発生原因)を詳しく」検証する。
この検証結果をもとに「あそこまでこういうふうだったから,こうしなさいと かっていう[ふうに],そこですぐにアクションを起こす」ようにしている,
と言う。質問「そこでちょっと分からないのが,1分のタクトタイムで流れて ますよね,仕事してなきゃいけないのに,こう,言われて困っている(横で指 導されると困るのではないか?)…」答え「ライン外者(=チームリーダー)
っていうのがおりましてですね,その者が,やはり代わって作業をやりなが ら,その技能員に教える」という。つまり,作業のやり方に問題があれば,ラ イン脇で組長がその作業員の指導にあたり,その間の当該作業員の仕事はライ ン外者がライン入りしてカバーしているということである。
滷設計の問題への対策
例えば,作業のしにくさの問題は,どのようにしてその改善がなされるの か。その実態を十分に理解できていないが,およそ次のようである。作業のし にくさの問題が生産現場から指摘されると,製造現場出身の優秀者である「ト ライ」が窓口となって,技術員室(工場のエンジニア)へ報告し,この技術員 室が設計技術者(本社のエンジニア)に改善要請をおこなう。
澆の部品不良が原因の場合はどうか。部品それ自体が「悪いときはだいたい
「品質係」を通して「品質管理部の受け入れ」」にその改善を要望する(13)。その 後,実際に改善を行うのは「品質管理部の検査課と技術員室」である。「品質 管理部」の組織はおおまかには,「検査課」と「技術員室」から構成される。
この両者の分業は概要次のようである。現場で片がつくものは「品質管理部検 査課」が担当し,技術的なものはエンジニアー(「品質管理部技術員室」)が担
―261 ―
当する。後者の場合,上記「受け入れ」と「品質管理部技術員室」と部品メー カーの3者間連携となる。
以上を整理すれば図表8のようになる(14)。
(4)小括
以上,J工場の現場品質管理にかんする事例調査結果を紹介した。その分析 結果を要約すれば次の通りである。
漓現場で品質不良を発見した後の処理の流れについて,まず「ライン外者」
が「ライン上で処理」を試みるが,これで措置がとれない場合は,その車に貼 り紙をして後ろの工程に流し,ライン最終で「跳ね出し」をして「解析チー ム」が処理している。
滷発見された不良の内容は,上記ライン外者が処理した後に「記帳」されて おり,これがもとになって,発生工程の職場にフィードバックされるだけでな く,毎直開催の「GLミーティング」会議等を通じて,検査情報が当該職場を 越えて共有化されている。
澆他方でまた,「記帳」された検査情報がもとになって,(ア)監督者層は改 善策を考案しており,その改善案の実施に際しては,(イ)例えば部品不良や 作業のしにくさの問題であれば,「品質係」や「技術員室」を通じて,設計や 部品メーカーにたいして改善を要望している。ここに見出されることは,現場 での不良の「発見」とその「記帳」という生産現場での地道な活動が起点とな って,開発,部品メーカーにまで及ぶ,全社的な品質向上の取り組みがなされ
図表8 部品不良の改善に至る経緯
【組長ミーティング】
現場の要望 → 品質係 → 品質管理部(受入れ) → [軽易な問題]
工長 品質管理部(検査課)が対処
↑ [やや重い問題]
組長 品質管理部(受入れ,技術員
室),部品サプライヤーの3 者で相談
―262 ―
ているということである。
なお,以上の取引メーカーまでをも巻き込んで関係者全員が一体となって工 場の品質目標の達成に向けて取り組むことを要請する要因の一端は,方針管 理,すなわち,組織各レベルで開催される定例の会議によってマネジャーにた いして恒常的にプレッシャーが働いているためである。しかし,本論文では,
日米両国の方針管理について十分に考察することができなかった。この点は今 後の課題としたい。
5.お わ り に
ここまでの国際比較分析の結果から,工場の目標達成において米国工場がい かに苦労しているか,その困難さをよく理解できた。同時に,このことによっ て,労使の信頼関係,労使間のコミュニケーションの良さ,そして内部昇進制 度など,普段,われわれ日本人が当たり前のものとみなしている日本の特徴 が,いかに重要であるかを改めて確認することができた。今後も,この,あた りまえの日本の特徴を,はっきりと戦後の遺産として自覚していく必要があ る。
だが,日本にも問題が無いわけではない。アメリカの工場の困難とは対照的 に,日本の工場では賃金管理をはじめとする,現場の知恵を活かす仕組みが制 度的に確保されており,市場要請への対応に長けた目標達成方式がある。しか し,そうした強みが同時に,働きすぎ,企業生活と家庭生活のバランスの確保 の難しさ等の労働問題を生む危険性をはらんでいる。この種の労働問題をめぐ る政策的議論が盛んであるが,議論を多少とも実りあるものにするには,まず その事実確認が必要である。なかでも,労働時間など勤務体制の決定に関して 労働組合がどのように合意しているかを,海外との国際比較を通して確認する 必要がある。何故か。わが国で労働組合の存在意義が問われている現状をふま えれば,労働組合の役割を理論的に問い直す上で,諸外国の労働組合活動を観 察することは有効であると考えるからである。今後,アメリカだけでなく,ヨ
―263 ―
ーロッパ諸国も含めた国際比較研究を行う必要がある。
謝辞
本稿は,2007年1月から2008年2月にかけて,日本の大手自動車メーカーB社の 組立工場を対象に実施したヒアリング記録にもとづいている。この調査は指導教官で ある同志社大学石田光男教授とともに行われた。ご多忙のなか,快く調査に応じてく ださった企業の関係者の一人一人のご厚意に心から感謝を申し上げたい。また,上記 ヒアリング調査,ならびに本稿の論文執筆において,石田光男教授より多岐にわたる 貴重なご指導をいただいた。記して,感謝の意を表したい。
注
盧 「経営管理」については野中[1985]を参照。
盪 方針管理の観点から自動車工場の能率管理を詳細に分析した研究として,石田光 男他編著『日本のリーン生産方式』がある。
蘯 VSで発見された不良のBCへの記入はVS担当者自身が行う場合もある。勿 論,BCはVSだけでなく最終工程からも発給されており,最終工程で発見され た不具合は検査員(auditor)が書くことが多い。これら二箇所から発給されたBC はいずれも,不良の発生工程に責任をもつSupervisorに回付される。この発生工 程の特定は誰が行うのか。また,すぐに特定できるのかについては明らかでな い。それを検査員が行うにせよ,Supervisorが行うにせよ,彼らは現場的知識に 乏しいため,問題処理がスムースに進まないことが予想される。
盻 品質不良の原因は作業者の習熟の問題だけではない,部品の問題や設計の問題な ど,現場では対処できな
眈 A工場の前艤装には16名の職長がおり,その半数は派遣である。残り半数につ いて,3名が内部昇進者であり,5名は大卒技術者の初任者である(石田[2007],
pp. 117−118)。このことから,職長の技能不足は顕著である。
眇 こうしたSupervisorの怠慢は,原因究明を十分に行わずに済ます,Quality Meeting の場で上司からチェックされるのではないか,いずれSupervisorの不備は顕在化 すると思われるが,上司も上司で事なかれ主義であるため,問題が包み隠されて しまう。
眄 多くの非定常業務を任せられる割に一般作業者の賃金の2% 増ししかもらえない ことから,TCへの応募者は少ないのではないか,TCになると基本的にライン作 業から離れられる点で魅力,試験での評価は甘めであり応募者全員が合格。TC はどのような人がなるのか。計算力等を問う筆記試験と質疑応答。結局,作業者 にとっての唯一の魅力は「ライン業務から離れられる」ことにある。そのため,
TCという役職は労働者にとっての魅力である。
―264 ―