笹口技術士事務所 - Copyright 2015, Sam Professional Engineering Consultant
WPS, PQR & WPQ
を理解しましょう!
溶接エンジニアリング講座
笹口技術士事務所
2015 年 10 月 25 日 本解説書の記載内容を、当事務所の許可無く複写または転載することは法律で禁止されています。 本書の内容は、ASME Committee や AI の確認を得たものではありません。実際の Code の解釈や運用にあっては、顧客の溶接エンジニア、あるいは AI の確認を得てください。
SAM PROFESSIONAL ENGINEERING CONSULTANT
笹口技術士事務所 - Copyright 2015, Sam Professional Engineering Consultant 図1 WPS の作成 図2 WPS の内容 1. 溶接認定(WPS/PQR/WPQ について) 1.1 WPS と ASME Section IX 1.1.1 溶接認定とは 製品の溶接部の品質を確保するためには、溶接欠陥をなくすことはもちろん ではあるが、しかしそれだけでは十分ではない。設計上必要な強度や靭性、ま たその溶接部が特殊な使用に耐えうる性能(耐食性や耐割れ性、耐摩耗性など) などを有していることも、溶接部の品質を確保するためには必要な要求事項で ある。しかしながら、出来上がってしまった製品溶接部の各種性能を確認する ことは、ほとんど不可能といわざるを得ない。 一方、溶接を行うためには、溶接施工上のさまざまな条件を事前に決定して おかなければならない。つまり、その条件に従って溶接すれば、その製品の溶 接部に要求される性能が(結果的に)確保できるということを事前に確認して おかなければならない。このことを、“溶接施工法を認定する”という。 同時に、製品の溶接部の品質に一番大きく関与する溶接士や溶接オペレータ の技量も、事前に確認しておく必要がある。つまり、“技量が認定された溶接 士”が製品の溶接作業に従事しなくてはならない。 このように、溶接の認定(Qualification)は、溶接に関するエンジニアリング 業務の中でもっとも重要な位置を占めるもので、溶接施工法の認定と溶接士の 技量認定がある。本章では、1.2 項で溶接施工法認定、1.3 項で溶接士の技量認 定について、詳しく説明する。 1.1.2 WPS の作成 6 章 で 説 明 し たよ う に、 溶 接 設計 の ア ウト プッ ト が WPS (Welding Procedure Specification、溶接施工要領書)である。WPS には溶接施工上必要 な条件が規定されるのであるから、WPS は溶接士や溶接作業に従事する人た ちへの施工(作業)指示書となる。したがって、1.2 項に従って認定された WPS (Qualified WPS)は、溶接作業を行なう工場や現場の作業場に配布され、溶接 士や溶接管理者、溶接検査員が常に確認できるようにされていなければならな い。
笹口技術士事務所 - Copyright 2015, Sam Professional Engineering Consultant 具体的には、次の(1)(2)に示したような条件(Variables)が WPS に規定される。 ただし、この(1)(2)の条件(Variables)がすべてではないので、詳細は ASME IX (1.1.3 項参照)を確認いただきたい。 基本的には、ASME IX が推奨する WPS のフォーマットに従って WPS を作 成すれば、必要な溶接条件(Variables)を網羅できる仕組みになっている。 (1) WPS に規定される溶接条件(Variables)の例:各種溶接方法に共通のもの (a) 継手形状 たとえば、製品の溶接継手は突合せ継手か隅肉継手か、裏当て付きか否か、 さらに、開先角度やルートギャップの許容範囲などを規定する。 (b) 母材の種類と板厚 製品として溶接される材料を明確にする。また、その製品に使用される母材 に対する特別要求事項(たとえば、Ceq の規定など)があれば、記載すること が望ましい。 また、そのWPS がカバーする製品の溶接部の板厚範囲を規定する。 (c) 溶接材料の種類と溶接金属厚さ 使用する溶接材料の種類と棒径(ワイヤ径)を規定する。また、その溶材に対 する特別要求事項があれば、記載することが望ましい。 また、その溶材を使ってできる製品の溶接金属厚さの範囲を規定する。 (d) 溶接姿勢 製品の溶接を行ってよい溶接姿勢を規定する。 (e) 予熱温度とパス間温度 製品の溶接を行うときに許容される、各パス溶接直前の材料の最低温度(予 熱温度)と最高温度(パス間温度)を規定する。 (f) 溶接後熱処理(PWHT) PWHT を行なうか行なわないか、行なう場合は、保持温度と保持時間の範 囲を規定する。 (g) 電源特性と溶接入熱 使用する電源特性(交流か直流か、直流の場合は極性)を規定する。また、 使用する電流、電圧の範囲とともに、許容される溶接入熱の範囲を規定する。 (h) 溶接テクニック 運棒でウィービングを行なうか否か、裏はつりを行うか否か、またその方法、 単パス溶接か多パス(複数パス)溶接か、などを規定する。 (2) WPS に規定される溶接条件の例:特別な溶接方法だけに規定されるもの (a) シールドガス(GTAW, GMAW, FCAW など)
シールドガスの種類、バッキングガスの有無や種類などを規定する。 (b) 電源特性(GMAW, FCAW など)
笹口技術士事務所 - Copyright 2015, Sam Professional Engineering Consultant 図3 ASME IX の理解
1.1.3 ASME Section IX の役割 (1) ASME Section IX の位置づけ
溶接に関する規格とい えば、ASME Boiler and Pressure Vessel Code, Section IX(以下、ASME IX と呼ぶ)がまず引用され る。しかし、このASME IX を正しく理解しているエ ンジニアは意外と少ない。 ASME IX を正しく理解 するうえで、次の2 つのポ イントを挙げたい。 (a) ASME IX は製品の溶接に 関しては、一切、何も規定していない。 ASME IX は、1.2 項、1.3 項で述べるような、溶接施工法と溶接士の技量の 認定のための規格であり、製品の溶接に関する規定には一切触れていない。た とえば、この材料にはどんな溶接材料を使用しなければならないとか、この材 料には何度の予熱が必要かとか、いわゆる製品の溶接に対するスペックについ てはまったく関与していない。したがって、「ASME IX でこの WPS は qualify (認定)されているから、『この製品の溶接にこのWPS を使ってよい』」とい う言い方がしばしばなされるが、これ(『 』の部分)は根本的に間違いである。
他の基本Code や Project Spec.から製品に使用する WPS の規定内容は決ま るのであり、その WPS を認定するためにはどのような PQR (Procedure Qualification Record、溶接施工認定記録) が必要か、を ASME IX は定めてい るにすぎない。
(b) ASME IX は溶接の要求事項として、最も下位に位置する規格である
まず溶接に関する規定はASME IX をベースと考えるべきと思っている方々 には、これは意外な表現かもしれないが、この認識は重要である。
ASME IX の最初のパラグラフ(QG-100)に、それは明確に記述されている。 たとえば、ASME VIII や ASME B31 などで溶接に関する規定があるが、それ はASME IX の規定事項に優先される。もちろん、ASME II, Part C(溶接材 料規格)の規定や、各種Project Spec.の客先要求も然りである。あくまで、基 本Code や Project Spec.などに従って作成された WPS と PQR が、正しく認 定される/する関係(これを Qualified WPS / Supporting PQR という)になっ ているかを、ASME IX に従って判断するのだということを理解されたい。 (2) ASME Section IX と同種の規格
ASME IX は、ASME B&PV Codes や B31 Piping Codes だけでなく、各種 API Codes など、さまざまな規格の Welding Qualification の規格として引用 されている。かなりオールマイティーな規格といってよいだろう。
笹口技術士事務所 - Copyright 2015, Sam Professional Engineering Consultant 図4 施工法の認定 しかしながら、ASME IX と同様に、溶接施工法の認定や溶接士の技量認定 を規定した規格は他にもある。施工法の認定では、最近はEN/ISO 15614-1 が 広く使われ始めているし、溶接士の技量認定ではEN 287-1 がヨーロッパのユ ーザーで要求されることがある。また、Steel Structure の分野では、たとえば AWS Code の中に施工法や溶接士の認定方法が規定されている。国内でも、施 工法の認定規格としてJIS Z 3040 が多くの分野で使われ始めているし、各種 法規によって、施工法の認定方法にそれぞれ独自の細かい規定がなされている のが現状である。 ただし、溶接の認定とは如何にあるべきかという基本的な思想がもっとも解 りやすく整理されているのがASME IX であり、したがって ASME IX の考え 方を理解することが、溶接エンジニアリングの基本であることは、今も変わり ないと考えている。 以下に、ASME IX に従って、溶接施工法の認定(9.2 項)と溶接士/溶接オ ペレータの技量認定(1.3 項)の方法について説明する。 1.2 施工法の認定 1.2.1 WPS と PQR 1.1.1 項で、溶接施工法 を認定することの意味を 説明した。ここでもう一度 復習しておくと、溶接施工 法の認定とは、その WPS に従って溶接すれば、その 製品の溶接部に要求され る性能が(結果的に)確保 できるということを事前 に確認することである。特 に、ASME IX では、溶接 部に要求される性能とは、あくまで機械的性能(引張強度、継手の延性(曲げ 性能)、必要に応じて衝撃性能)を指す。 ちなみに、1.1.1 項で述べたような耐食性や耐摩耗性、あるいは高温クリー プ強度や疲労強度、破壊靱性などは、ASME IX の施工法認定ではカバーでき ない。もし、製品の継手にこういった特別な性能が要求されるときは、客先と 相談の上、別途、適切な試験を実施しなければならない。 WPS に従って溶接した結果、保証できる機械的性能を事前に確認する試験 を”Welding Procedure Qualification Test (溶接施工法確認試験)”と呼ぶ。以下、 この教材ではこれをProcedure Test ということにするが、この Procedure Test の方法はASME IX に規定されている。
笹口技術士事務所 - Copyright 2015, Sam Professional Engineering Consultant 図5 PQR の作成 図6 Qualified WPS Procedure Test は、まず適 当な試験材(Plate or Pipe)を 選び、対象としている WPS に従ってこの試験材を実際 に溶接する。溶接が終わった 試験材の溶接部から、引張試 験片や曲げ試験片など、必要 な機械試験片を採取し、実際 に機械試験を行うわけであ る。 このProcedure Test の結 果、①試験材の溶接に実際に 使 用 し た 溶 接 条 件 (Variables)の記録、と②試験 材から採取した機械試験片 の試験記録、の2 つの記録が 作成される。このProcedure Test の 記 録 を PQR (Procedure Qualification Record)と呼んでいる。つまり、 PQR は 試 験 材 の Welding Record と Mechanical Test Record の 2 つから成るもの で 、 製 品 の 溶 接 を 行 う Manufacturer/Contractor (つまり WPS の作成者)がその PQR の結果を保証(Certify)しなくてはならない。 PQR ができたことで、その WPS は初めて認定されたことになり、それを Qualified WPS と呼ぶ。一方、Qualified WPS の機械的性能を保証する PQR のことをSupporting PQR と呼び、この Qualified WPS と Supporting PQR の両者が一体となって初めて製品の溶接に使用できることになる。ASME IX では、Qualified WPS には必ず Supporting PQR No.が記載されなければなら ない、と規定されている。 1.2.2 WPS と PQR の比較 1.2.1 項の説明から理解していただけるように、本来 WPS と PQR は、その 目的も内容もまったく異なるものである。しかしながら、多くのベンダーから 提出されてくる書類の中には、明らかにWPS と PQR を混同しているものを 見かけることがある。WPS と PQR の中身がそっくりコピーされて堂々と作成 されているのもあるし、フォーマットのタイトルがもともとWPS/PQR となっ ていて、1 枚で両方の内容をカバーしようとしているものもある。当然、これ
笹口技術士事務所 - Copyright 2015, Sam Professional Engineering Consultant 図7 WPS と PQR の比較(1) 図8 WPS と PQR の比較(2) 図9 WPS と PQR の比較(3) らの書類はその内容以前に、その書類の存在目的から言って論外である。 ベンダーのWPS/PQR をレビューする立場にある日揮のエンジニアとして、 きちんとWPS と PQR の違いを理解することは重要である。以下に、WPS と PQR をそれぞれ正確に理 解することを目的として、 両者の違いをさまざまな 視点から比較してみるこ とにする。 (1) WPS と PQR の目的 文 字 通 り WPS は Specification であり、PQR はRecord である。WPS は 溶接設計のアウトプット、 すなわち設計図書である のに対し、PQR は施工法 試験の記録、すなわち品質 記録である。 (2) WPS と PQR の内容 WPS に は 、基 本 的に ASME IX で規定されるす べてのVariables が記載さ れるべきである。さらに、 各ジョブによって特別な 指示項目を記載されるこ とが望ましい(一般的には、 別紙を利用する)。一方、 PQR には、ASME IX で規 定 さ れ る Essential Variables (1.2.3 項参照)だ け最小限記載されればよ いが、それ以外の情報もも ちろん記載してよい。 (3) WPS と PQR の修正 WPS は図面などと同様、 内 容 が 修 正 さ れ れ ば Revision No.を上げて改訂 する必要がある。WPS は 現場に対する重要な指示 書であるから、常に最新の
笹口技術士事務所 - Copyright 2015, Sam Professional Engineering Consultant 図10 WPS と PQR の比較(4) 図11 WPS と PQR の比較(5) 図12 WPS と PQR の比較(6) 情報が記載されなければならない。しかし、PQR は試験記録であるから、本 来Revision はありえない。ただし、PQR で記載ミスがあったりした場合の修 正(Correction)はありうる。 こ の 場 合 、 ベ ン ダ ー の Document Control のルール としてPQR でも Rev. No.で 管理するという方針があれ ば、それは尊重すべきであり、 PQR には絶対に Rev. No.を 付けてはいけない、と言って いるのではない。 (4) WPS と PQR の成立 WPS は設計図書である以 上、図面などと同様、ベンダ ーのしかるべき責任者の承 認(Approval)が必要である。 一方、PQR にはベンダーの QC の 責 任 者 に よ る 保 証 (Certification)が必要である。 保証の内容は、その試験が規 定の規格に従って実施され たことと、その記録が正確で あることの2 点である。PQR には、その保証の宣誓文とし かるべき責任者のサインが 必須である。 (5) WPS と PQR の配布 WPS は溶接作業者への指 示書であるから、作業現場に 配布され、用意されるべきで ある。PQR は、常に検査員 が確認できるように事務所 にファイルされていればよ く、必ずしも作業現場になく てもよい。 (6) WPS と PQR への記載のしか た WPS は実作業に対する指
笹口技術士事務所 - Copyright 2015, Sam Professional Engineering Consultant 示書であり、PQR は試験の結果報告であるから、おのずと記載のしかたが異 なる。たとえば、数値の記入に際しては、WPS では基本的に実施可能な管理 の幅(Range)で記載されるべきである。一方、PQR は記録である以上、実測値 (Single Value)の記入が基本である。 1.2.3 施工法認定のためのルール 1.1.2 項で WPS に規定されるべき Variables(溶接条件)について説明した。 WPS に規定された Variable と PQR に記録された Variable が、それぞれ Qualified WPS / Supporting PQR の関係になっているためのルールを示した ものがASME IX である。つまり、PQR で確認された Variable に対して、製 品の溶接を行うためのWPS には、それぞれ認定される Variable の範囲が定め られている。 以下に、ASME IX の施工法認定のためのルールの中で、基本的な Variables について解説する。
(1) Essential Variable と Nonessential Variable
ベンダーやサブコンが作成した WPS/PQR をレビューするときに、ASME IX で最初に見るところは QW-253 の表である。ここには、使用する溶接方法 ごとに、適用されるVariables がすべて網羅されている。 QW-253 の表では、各 Variable がそれぞれ次の 3 つのうちのどれかに分類 されている。 ・ Essential Variables
・ Supplementary Essential Variables ・ Nonessential Variables
それぞれの意味を以下に説明するが、WPS とその Supporting PQR を見比 べて、WPS の Essential Variables(継手に衝撃性能が要求される場合は、 Supplementary Essential Variables も含む)が、PQR の Essential Variables に対して、ASME IX で規定されている認定範囲以内にあることを確認するの が、WPS/PQR のレビューのポイントである。
(a) Essential Variables
さまざまな溶接条件のうち、溶接継手の機械的性能を左右するような重要な 因子をEssential Variable と呼ぶ。この Essential Variable が Supporting PQR の認定範囲から外れると、別のPQR が必要になる。つまり、WPS に規定され たEssential Variable の範囲が、その Supporting PQR に記載された Variable に対してASME IX に示された認定範囲内にあることを確認しなければならな い。
(b) Supplementary Essential Variables
溶接継手の靭性(衝撃性能)にのみ影響を与える因子を Supplementary Essential Variable と呼び、その溶接構造物の基本設計製作コード(ASME VIII や ASME B31 など)で製品の継手に衝撃試験が要求される場合は、これを Essential Variable とみなすことになっている。したがって、衝撃性能が要求 されない継手のWPS/PQR では、これは Nonessential Variable と同等である。
笹口技術士事務所 - Copyright 2015, Sam Professional Engineering Consultant 図13 母材の P-No. 図14 母材の板厚 (c) Nonessential Variables Nonessential Variable は、継手の機械的性能には直接影響を与えない因子 であり、これが変更してもWPS を改訂するだけでよく、新たな PQR は必要 としない。Nonessential Variables も、溶接を行うために必要な条件であるか ら、もちろんWPS に記載する必要があるが、PQR には必ずしも記録される必 要はない。 (2) Essential Variables の解説
(a) Base Metals P-Number(母材の種類) ASME IX では、基本的 に溶接に供するすべての 母材に対し、その材質に応 じてP-Number (P-No.)と いう番号を与え、区分して いる。さらに、鉄鋼材料に つ い て は 、P-No. の 下 に Group Number (Gr-No.) の区分を行なっている。 たとえば、引張強度が 60ksi(軟鋼クラス)の鉄 鋼材料であるSA-36, SA-106 Gr.B, SA-283 Gr.C, SA-516 Gr.60 など は、板でもパイプでも型鋼 でも、製造方法に関係なく P-No.1, Gr-No.1 に区分さ れる。また、オーステナイ ト系ステンレス鋼ならば、 材料の形状や製造方法に 関係なく304, 304L, 304H, 316, 316L、さらに 321 や 347 もすべて P-No.8, Gr-No.1 に区分される。 そして、ASME IX では、 あるP-No.に区分された材 料を使って確認されたPQR なら、同じ P-No.に区分されるどの母材に対する WPS をも認定(Qualify)できる、となっている。たとえば、SA-240 Type 304 (Plate)で試験した PQR があれば、304 相当のステンレス鋳鋼品 SA-351 CF8 で製造するバルブの溶接を行うためのWPS を(他の Variables もすべて認定 範囲内にあれば)認定(Qualify)することができるわけである。
笹口技術士事務所 - Copyright 2015, Sam Professional Engineering Consultant 図15 溶材の F-No. 図16 溶材の A-No. 図17 溶接金属の厚さ このことは、なるべく数少ないPQR で、効率よくなるべく多くの WPS を Qualify するべき、という ASME IX の最も基本的な思想を反映している。 Base Metal の種類に対する認定範囲については、QW-424 に詳細が規定さ れている。
(b) Base Metals Thickness (母材の板厚) ASME IX では、38mmt 以上の極厚板の場合を除 いて、基本的にはPQR で 使用した試験材の板厚の2 倍の厚さまでのWPS を認 定(Qualify)できる。 Base Metal の板厚の認 定 範 囲 に つ い て は 、 QW-451 に詳細が規定され ている。
(c) Filler Metals F-Number (溶接材料の種類) 母材のP-No.と同様、溶 接 材 料 も F-Number (F-No.)で区分されている。 ただし、鉄鋼材料のSMAW 用被覆溶接棒(一般に手溶 接棒と呼ばれる)が、フラ ックスの種類によって、 F-No.1 から F-No.5 に区分 されている以外は、F-No. はあまり施工法の認定に 関与しない。一方、鉄鋼材 料の溶接材料については、 その溶接金属の成分によ ってA-Number (A-No.)が 追加される。 これらの F-No., A-No. については、溶接材料メー カーのカタログなどで、溶 接材料のブランド ごとに それぞれ該当するF-No.と A-No.が明記されているの
笹口技術士事務所 - Copyright 2015, Sam Professional Engineering Consultant 図18 予熱温度
図19 パス間温度 で、参考にされたい。
(d) Deposited Weld Metal Thickness(溶接金属厚さ)
ASME IX では、(b)の母材の板厚だけでなく、溶接金属の肉厚も Variable となっている。母材の板厚(肉厚)と溶接金属の肉厚はどこが違うのか、と疑 問に思うかもしれないが、これは余盛を考慮するとかいうことではない。 通常、1 種類の溶接方法で継手の全板厚を完全溶込み(Full Penetration)溶接 する場合は、母材の板厚と溶接金属の肉厚は同じである。しかし、製品の溶接 が部分溶込みの開先溶接の場合は、WPS では使用する母材の板厚と要求され る溶接金属の溶込み深さ(溶接金属厚さ)を、それぞれ別に規定する必要があ る。別の例では、配管の溶接で初層にティグ溶接(GTAW)を使用し、その後被 覆アーク溶接(SMAW)を行う場合は、WPS では GTAW と SMAW のそれぞれ の溶接金属の肉厚を規定するとともに、それぞれの認定範囲が Supporting PQR に記録されたそれぞれの溶接方法の溶接金属厚さによって決まってくる ことになる。 したがって、この溶接金 属厚さは、特に2 種類以上 の溶接方法をコンビネー ションで使用するときに は、非常に重要となる。溶 接金属厚さの認定範囲に ついても、母材の板厚と同 様、QW-451 に詳細が規定 されている。
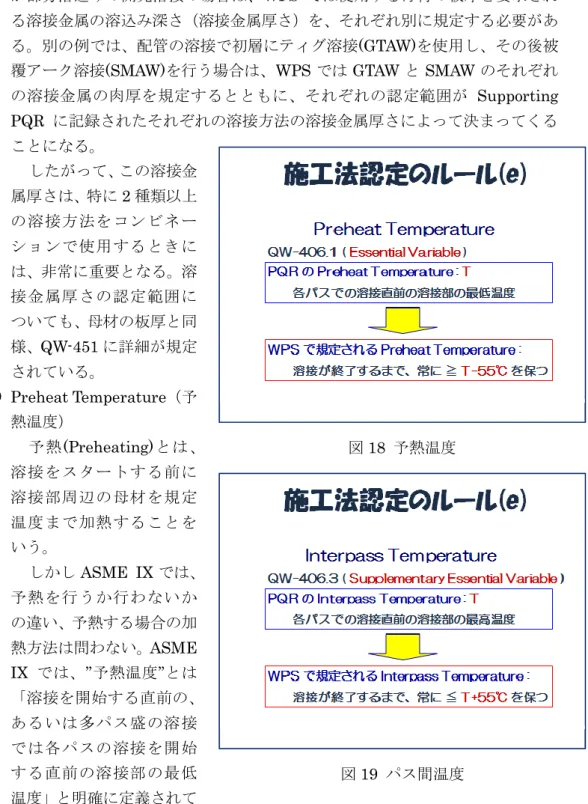
(e) Preheat Temperature(予 熱温度) 予熱(Preheating)とは、 溶接をスタートする前に 溶接部周辺の母材を規定 温度まで加熱することを いう。 しかしASME IX では、 予熱を行うか行わないか の違い、予熱する場合の加 熱方法は問わない。ASME IX では、”予熱温度”とは 「溶接を開始する直前の、 あるいは多パス盛の溶 接 では各パスの溶接を開始 する直前の溶接部の最低 温度」と明確に定義されて
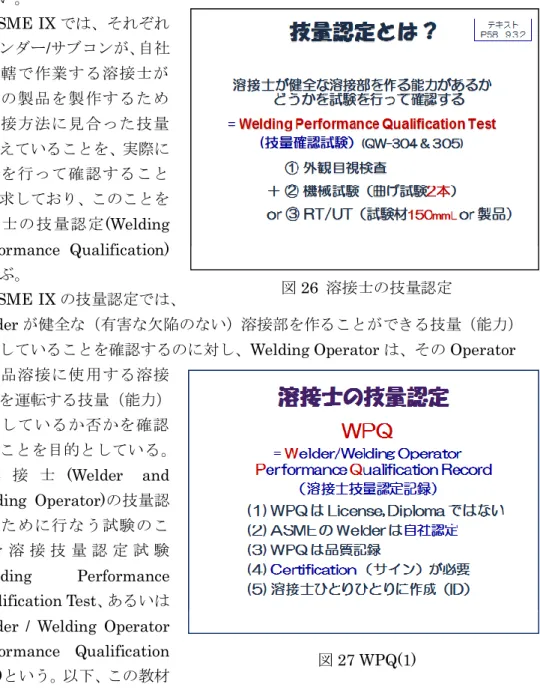
笹口技術士事務所 - Copyright 2015, Sam Professional Engineering Consultant 図20 PWHT 温度 図21 PWHT 保持時間 いる。 したがって、冬場の韓国で予熱バーナーを使って溶接部を 50℃に加熱する ことと、夏のサウジアラビアの炎天下で材料が自然に50℃まで加熱されている のは、WPS 上は同じことである。つまり、どちらも予熱温度は 50℃である。 多パス盛の溶接では、溶接中も各パスの開始直前で常に規定された予熱温度 (最低温度)が保持されていなければならない。 ASME IX では、PQR で実測した予熱温度(各パスの直前の溶接部の温度の 中でもっとも低いもの)より、WPS の予熱温度が 55℃以上下回ってはならな い、と規定されている。解りやすくいえば、Supporting PQR の予熱温度が 95℃ の場合は、WPS の予熱温度は常に 40℃以上に保持されるように規定されてい なければならない。 もう一つ、ASME IX では、”パス間温度”を「溶接を開始する直前の、ある いは多パス盛の溶接では各パスの溶接を開始する直前の溶接部の最高温度」と 定義されている。つまり、予熱温度もパス間温度も同じもので、ただその最低 温度が予熱温度、最高温度がパス間温度と区別されるだけである。 したがって、製品の溶接 を行っている間は、常に WPS で規定された予熱温 度以上、かつパス間温度以 下に保持しながら溶接さ れなければならない。ただ し 、 パ ス 間 温 度 は Supplementary Essential Variable と規定されてい るので、継手に衝撃性能が 要求される場合にのみ、 WPS の パ ス 間 温 度 は Supporting PQR のパス間 温度より 55℃以上上回っ てはならないことになる。 (f) Postweld Heat Treatment
(溶接後熱処理) ASME IX では、溶接後 に行ういかなる熱処理も 溶接後熱処理(PWHT)と呼 ぶ。したがって、通常理解 されている応力除去焼鈍 (SR)だけでなく、オーステ ナイト系ステンレス鋼の
笹口技術士事務所 - Copyright 2015, Sam Professional Engineering Consultant 図22 シールドガス 溶接部に実施される固溶化熱処理や安定化熱処理も PWHT である。ただし、 炭素鋼の厚板やCr-Mo 鋼で行なわれる直後熱(Postheating)は、PWHT とはみ なされない。 PWHT の有無と保持温度の範囲は重要な Essential Variable であるが、保 持時間については、一部の材料を除き、Supplementary Essential Variables となっている。 一般に、SR の場合は変態点(下部変態点、A1変態点)以下で熱処理される ので、保持温度に関係なく PWHT を行なうか行なわないかが Essential Variable となるケースが多い。PWHT の保持温度の区分は、QW-407.1 に規定 されている。 PWHT の保持時間については、継手に衝撃性能が要求される場合にのみ、 製品(WPS)で実施される PWHT の最長保持時間(コードで要求される最少時 間ではない)に対し、PQR で確認した PWHT の保持時間がその 80%以上にな っていなければならない。したがって、WPS には、本来 PWHT の保持時間の 上限も規定されるべきである。 (g) Shielding Gas(シールドガス) GTAW, GMAW, FCAW のようなガスシールドア ーク溶接では、シールドガ スの種類や、混合ガスの場 合の混合比などの変更は Essential Variable である。 また、よく問題になる Backing Gas の種類や有 無などは、施工法の認定で はEssential Variable では ない。つまり、あくまで ASME IX の規定内では、 PQR で Argon Gas
Backing を行なって試験しても、実際の製品の WPS では Gas Backing を行な わないで施工できることになる。このあたりがASME IX の解釈でよく誤解さ れるのであるが、先の1.1.3 項で解説したように、たとえば設計コードや客先 スペックで、初層TIG には Backing Gas を使うように要求されていれば、WPS には「Backing Gas あり」と規定しなければならないのである。製品の溶接に Backing Gas が要求されない場合は、仮に Backing Gas を行って作成した PQR でも、それをSupporting PQR としても良い、と ASME IX は言っているのに すぎないのである。つまり、ASME IX は、(裏波の酸化などの懸念がなければ) Backing Gas の有無が継手の機械的性能(引張強度や靭性)に影響を及ぼさな いと判断しているわけである。
笹口技術士事務所 - Copyright 2015, Sam Professional Engineering Consultant 図23 溶接姿勢 図24 溶接入熱 「Backing Gas なし」と書いていいと言っているのではない。これは非常に重 要な認識なので、あらためて1.1.3 項の説明を理解して欲しい。 (h) Welding Positions(溶接姿勢) これ以降の2 項は、ASME IX の Essential Variables で は な い が 、 と も に 重 要 な Supplementary Essential Variables なので、追記して おく。 継手に衝撃性能が要求さ れ る 場 合 は 、 製 品 の 溶 接 (WPS)を立向上進で溶接す る場合は、PQR も立向上進 溶接で試験しなければなら ない。逆に言えば、立向上進 で行なったPQR は、すべて の溶接姿勢のWPS を認定(Qualify)できる。 したがって、衝撃性能の要求のあるなしに関わらず、ASME IX に従って Procedure Test を行なう場合は、試験材が板の場合は立向上進(3G-upward)で、 パイプの試験材を使う場合は立向上進を含む水平固定管(5G) (溶接姿勢の記号 については1.3.3 項参照)で行なうのが通常である。
(i) Heat Input(溶接入熱) 溶接の結果、パスごとに、 溶接方向の単位長さ当りに 加えられたジュール熱を溶 接入熱と呼ぶ。 一般に、入熱が高くなると、 溶接金属ならびに母材の溶 接熱影響部の靭性が低下す る。したがって、継手に衝撃 性能が要求される場合は、 PQR で確認した最大入熱量 を 上 回 っ て 、 製 品 の 溶 接 (WPS)を行なうことができ ない。 PQR を作成するときは、その PQR が将来、衝撃性能を要求される継手の WPS を認定(Qualify)するケースがあることを想定して、必ず各パスの入熱を 実測しておくことが望ましい。 (3) 確認試験の方法 1.2.1 項で説明したように、PQR を作成するためには、Procedure Test の溶
笹口技術士事務所 - Copyright 2015, Sam Professional Engineering Consultant 図25 Welder と Welding Operator 接でさまざまなEssential Variables を記録した上、試験材から必要な機械試 験片を採取し、機械試験を行わなければならない。 ASME IX で要求される機械試験片は、QW-451 に規定されている。ただし、 ASME IX の基本要求は、引張試験と曲げ試験のみであり、たとえば衝撃試験 片の採取方法などは(一部、ASME IX にも要求事項はあるが)、基本コードや 客先スペックを確認しなければならない。もちろん、コードやスペックの要求 で、硬さ試験やマクロ観察試験、ミクロ観察試験等々を実施する場合は、おの おの該当する要求事項に従って試験片を採取し、試験を行わなければならない。 また、PQR の作成、すなわち Procedure Test の実施は、あくまでベンダー /サブコンの自主管理であり、PQR の Certification(証明)は必ず施工者が行 なわなくてはならない。 日揮は、ベンダー/サブコンへの発注者の立場であるので、もちろんできる 限りProcedure Test には立会い、できあがった PQR には立会いのサインをす ることが望ましい。また、契約によって日揮の客先や第三者検査機関(TPI)の 立会いが要求されている場合は、立会い項目を明確にしたうえで、確実にPQR への客先/TPI の Endorsement のサインを受ける必要がある。これは、日揮の QC 部門の重要な責務である。
ASME IX では、Procedure Test には非破壊試験が要求されない。これは、 Procedure Test が溶接部の機械的性能を確認するという目的からいって、至極 当然のことである。ただし、1.1.3 項(2)で述べた EN/ISO 15614-1 などの他の 規格では、Procedure Test の試験材に非破壊試験が要求される場合があるので、 注意が必要である。
1.3 溶接士の技量認定
1.3.1 Welder と Welding Operator 溶接施工法の認定が、製 品溶接部の品質を確保す る上で極めて重要である ことは、これまでの説明で 十分に理解していただい たはずである。もう一つ、 製品の溶接部の品質を左 右するものが、実際に製品 の溶接を行う作業者の技 量である。実際の溶接作業 を考えたときには、むしろ WPS/PQR の確認よりも、 溶接作業者の技量が問題 になる場合の方が多いか もしれない。
笹口技術士事務所 - Copyright 2015, Sam Professional Engineering Consultant 図26 溶接士の技量認定
図27 WPQ(1)
ASME IX では、溶接作業者の名称を”Welder”と”Welding Operator”に明確 に 区 別 し て い る 。 溶 接 方 法 は 、 手 動 溶 接 (Manual) 、 半 自 動 溶 接 (Semi-automatic)、機械溶接(Machine)、自動溶接(Automatic)に分けられる。 ASME IX では、このうち、手動溶接と半自動溶接に従事する溶接作業者を溶 接士(Welder)、機械溶接と自動溶接に従事する溶接作業者を溶接オペレータ (Welding Operator)と定義している。
ただし、この教材では、Welder と Welding Operator を特に区別する必要 がないときは、それらを総称して「溶接士」(広義の溶接士)と呼ぶことがあ るので、ご注意いただきたい。
1.3.2 Welder Performance Qualification Test
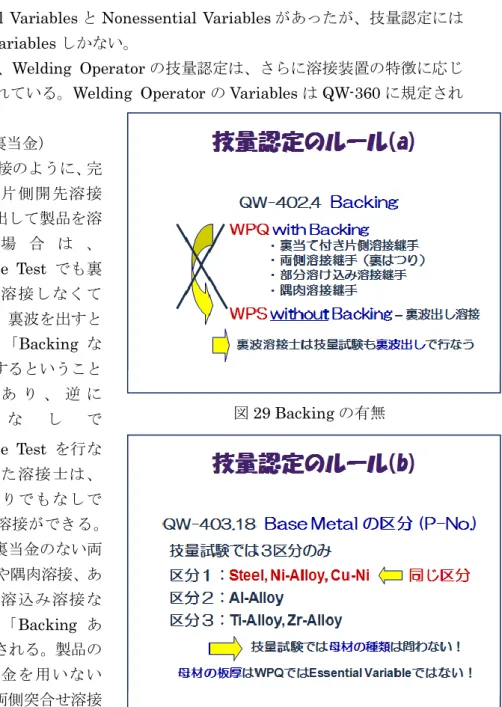
製品の溶接に従事する溶接士(Welder and Welding Operator)は、必ず認定 された作業者(Qualified Welder / Qualified Welding Operator)でなければな らない。 ASME IX では、それぞれ のベンダー/サブコンが、自社 の管轄で作業する溶接士が 自社の製品を製作するため の溶接方法に見合った技量 を備えていることを、実際に 試験を行って確認すること を要求しており、このことを 溶接士の技量認定(Welding Performance Qualification) と呼ぶ。 ASME IX の技量認定では、 Welder が健全な(有害な欠陥のない)溶接部を作ることができる技量(能力) を有していることを確認するのに対し、Welding Operator は、その Operator が製品溶接に使用する溶接 装置を運転する技量(能力) を有しているか否かを確認 することを目的としている。 溶 接 士 (Welder and Welding Operator)の技量認 定のために行なう試験のこ と を 溶 接 技 量 認 定 試 験 (Welding Performance Qualification Test、あるいは Welder / Welding Operator Performance Qualification Test)という。以下、この教材
笹口技術士事務所 - Copyright 2015, Sam Professional Engineering Consultant 図28 WPQ(2)
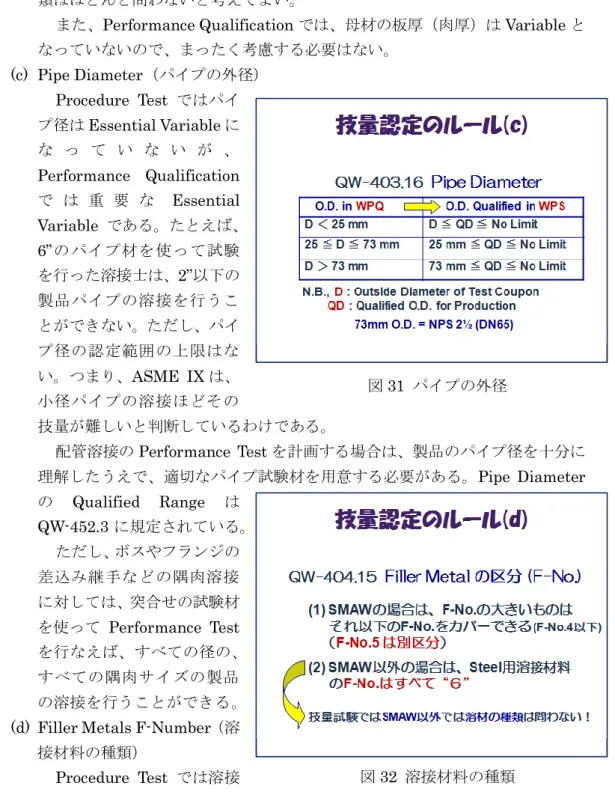
ではこれをPerformance Test ということにするが、この Performance Test の 方法もASME IX に詳しく規定されている。 Performance Test は、ま ず 適 当 な 試 験 材(Plate or Pipe)を選び、対象としてい るWPS に従ってこの試験材 を実際に溶接する。溶接が終 わった試験材の溶接部の目 視検査を行った後、試験材か ら曲げ試験片を採取し、曲げ 試験を行って溶接部に欠陥 のないことを確認するか、あ るいは試験材に放射線透過 試験(RT)か超音波探傷試験 (UT)を行なって、溶接部に有 害な欠陥がないことを確認する。 このPerformance Test の結果、①試験材の溶接に実際に使用した溶接条件 (Variables)、と②目視検査および曲げ試験片の試験結果あるいは RT/UT の結 果のどちらか、の2 つの記録が作成される。この Performance Test の記録を WPQ (Welder / Welding Operator Performance Qualification Record)と呼ん でいる。WPQ の場合は、さらに、その試験の結果から認定される作業範囲 (Qualified Range)も記載されなければならない。これが WPQ と PQR の大き な違いである。その溶接士を管轄する責任のあるベンダー/サブコン(通常は WPS を作 成し た Manufacturer/Contractor) がそ の WPQ の 結果 を保 証 (Certify)しなくてはならない。つまり、PQR と同様に溶接士の資格も自社認定 である。
WPQ ができたことで、その Welder / Welding Operator は初めて認定され たことになり、それをQualified Welder / Qualified Welding Operator と呼ぶ。
Performance Test を行なうための WPS は Qualified WPS でなければなら ない。つまり、ASME IX に従えば、PQR の作成が先で、Performance Test が後ということになる。ということは、Procedure Test の試験材の溶接を行う 溶接士は、必ずしもQualified Welder / Qualified Welding Operator である必 要はなく、逆にProcedure Test が合格して PQR ができた場合は、その試験材 の溶接を行った溶接士は、自動的にその技量も認定(Qualify)される。 この点は、溶接士の技量が免許制で保証される日本のような風土とは根本的 に異なる。国内の規格では、施工法認定試験を行うためには、免許を持ってい る(公的資格のある)溶接士が試験材を溶接しなければならないのが普通であ るので、注意されたい。
笹口技術士事務所 - Copyright 2015, Sam Professional Engineering Consultant 図29 Backing の有無
図30 母材の種類 1.3.3 技量認定のためのルール
(1) 技量認定における Essential Variable
Performance Test を行なって合格した溶接士は、ASME IX のルールに従っ て、それぞれの認定作業範囲(Qualified Range)が与えられる。実際に、製品の 溶接に用いるWPS の Variables の範囲が、この WPQ に記載された Qualified Range の中にあることが確認されて、初めてその溶接士は、製品の溶接に従事 できることになる。
Performance Qualification(技量認定)に必要な Variables は、Procedure Qualification(施工法認定)の Variables に比べれば少ないが、それぞれの試 験の目的の違いから、おのずと確認すべきVariables も異なってくる。
以下に、Welder の技量認定のための Variables を解説する。施工法認定に はEssential Variables と Nonessential Variables があったが、技量認定には Essential Variables しかない。
ちなみに、Welding Operator の技量認定は、さらに溶接装置の特徴に応じ て簡略化されている。Welding Operator の Variables は QW-360 に規定され ている。 (a) Backing(裏当金) 配管の溶接のように、完 全溶込みの片側開先溶接 で、裏波を出して製品を溶 接 す る 場 合 は 、 Performance Test でも裏 波を出して溶接しなくて はならない。裏波を出すと いうことは、「Backing な し」で溶接するということ と 同 義 で あ り 、 逆 に Backing な し で Performance Test を行な って合格した溶接士は、 Backing ありでもなしで も、製品の溶接ができる。 ただし、裏当金のない両 側開先溶接や隅肉溶接、あ るいは部分溶込み溶接な どはすべて「Backing あ り」とみなされる。製品の 継手に裏当金を用いない 場合でも、両側突合せ溶接
笹口技術士事務所 - Copyright 2015, Sam Professional Engineering Consultant 図31 パイプの外径
図32 溶接材料の種類
などはWPS には「Backing あり」と記載されなければならない。同様に、両 側突合せ溶接で Performance Test を行なった場合は、WPQ には「Backing あり」と記録する必要がある。
(b) Base Metals P-Number(母材の種類)
Procedure Test と同様、Performance Test でも母材の P-No.は Essential Variable ではあるが、認定区分が広く、たとえば鉄鋼材料を使って試験すれば すべての鉄鋼材料とニッケル合金の溶接ができるので、アルミニウム合金やチ タン合金など特殊な材料を除けば、Performance Qualification では母材の種 類はほとんど問わないと考えてよい。
また、Performance Qualification では、母材の板厚(肉厚)は Variable と なっていないので、まったく考慮する必要はない。 (c) Pipe Diameter(パイプの外径) Procedure Test ではパイ プ径はEssential Variable に な っ て い な い が 、 Performance Qualification で は 重 要 な Essential Variable である。たとえば、 6”のパイプ材を使って試験 を行った溶接士は、2”以下の 製品パイプの溶接を行うこ とができない。ただし、パイ プ径の認定範囲の上限はな い。つまり、ASME IX は、 小径パイプの溶接ほどその 技量が難しいと判断しているわけである。 配管溶接のPerformance Test を計画する場合は、製品のパイプ径を十分に 理解したうえで、適切なパイプ試験材を用意する必要がある。Pipe Diameter の Qualified Range は QW-452.3 に規定されている。 ただし、ボスやフランジの 差込み継手などの隅肉溶接 に対しては、突合せの試験材 を使って Performance Test を行なえば、すべての径の、 すべての隅肉サイズの製品 の溶接を行うことができる。 (d) Filler Metals F-Number(溶
接材料の種類)
笹口技術士事務所 - Copyright 2015, Sam Professional Engineering Consultant 図33 溶接金属の厚さ 図34 溶接姿勢 (Plate) 材料のF-No.はあまり問題 にならないと説明したが、 Performance Test では、鉄 鋼材料の手溶接棒(F-No.1 ~5)に認定範囲の制限が ある。しかし、それ以外の 溶接では、基本的に溶接材 料 の 種 類 は Essential Variable とはならない。 (e) Deposited Weld Metal
Thickness(溶接金属厚さ) Performance
Qualification では母材の
板厚はVariable ではないが、溶接金属厚さは重要な Essential Variable である。 ただし、Performance Test で 12.7mm(1/2”)以上の溶接金属厚さを、3 層以 上で盛り上げた場合は、認定される溶接金属厚さは無制限となるので、特に、 板材を使って試験を行う場合は、板厚12.7mm 以上の試験材を使うことがのぞ ましい。 また、Procedure Test と同様、2 種類以上の溶接方法をコンビネーションで 使う場合は、それぞれの溶接方法の溶接金属厚さに対してQualified Range が 規定されるので、Performance Test を行なうときには、必ず溶接方法ごとに溶 接金属の厚さを実測しておく必要がある。 (f) Welding Positions(溶接姿勢)
溶接姿勢もPerformance Qualification の重要な Essential Variable である。 溶接姿勢の認定範囲は、QW-461.9 に詳細にまとめられているので、よく理解 されたい。 現場の溶接を想定して、 すべての溶接姿勢(F, H, V, O)ができるように溶接士 を 認 定(qualify) した い 場 合 は 、Performance Test に 板 材 を 使 う 場 合 は 、 2G(横向), 3G(立向), 4G(上 向)の 3 姿勢の試験のすべ てに合格しなければなら ない。パイプの試験材を使 う場合は、斜め45°に傾斜 させた固定管(6G)を溶接 すれば、すべての姿勢(F, H, V, O)の溶接が認定される。
笹口技術士事務所 - Copyright 2015, Sam Professional Engineering Consultant 図36 Gas Backing 図35 溶接姿勢 (Pipe) ASME IX でよく誤解さ れていることの一つに、溶 接姿勢の表記の問題があ る。ASME IX では、溶接 姿 勢 は Flat(F, 下 向 ) 、 Horizontal(H, 横 向 ) 、 Vertical(V, 立 向 ) 、 Overhead(O,上向)の 4 姿 勢に区分される。これらは、 製品の溶接部の開先の向 き と 溶 接 方 向 に よ り 、 360°あらゆる形状の構造 物の溶接に対して、必ず4 つの姿勢のどれかに区分されるように、F, H, V, O の姿勢が定義されている。 この詳細は、QW-461 を見ていただきたい。従って、WPS などで溶接姿勢を 記載する場合は、F, H, V, O などの表記を用いるのが基本である。
一方、それらの表記とは別に、ASME IX では Procedure Test や Performance Test を行なうときの試験材の設置のしかたとして、板の突合せの試験では 1G, 2G, 3G, 4G、パイプの突合せの試験では 1G, 2G, 5G, 6G などの Test Position と呼ばれる姿勢が定義されている。これは、溶接するときの試験材の置き方を 決めているのであって、製品の溶接姿勢とは基本的には関係ない。 具体的に説明すると、溶接試験を行うときに、平板の試験材を壁のように立 てて、溶接を立向(上進か下進)で行なうときに、このTest Position(試験姿 勢)を 3G と呼ぶのであって、このときの試験材の傾きも垂直面から±15°以内 になければならないと定められている。 つまり、1G, 2G などの表記は、あくまで Test Position(試験姿勢)であり、 製品の溶接姿勢の表記には用いられない。従って、先にも説明したように、溶 接姿勢を記載する場合 は、WPS には必ず F, H, V, O の表記を使用しな ければ現実に不都合が 生じてくる。一方、PQR や WPQ の溶接姿勢は、 実際に試験で採用した Test Position を記録と して記載するのである から、1G, 2G などの記 号を使用すべきである。 (g) Gas Backing(裏面から のガス保護)
笹口技術士事務所 - Copyright 2015, Sam Professional Engineering Consultant 先 に 、Procedure Qualification では Baking Gas の有無は Essential Variable ではないと説明したが、Performance Qualification においては、 Backing Gas の有無は重要な Essential Variable である。
片側溶接で裏波出しが要求される継手においては、Performance Test で Gas Backing を行って裏波溶接した溶接士は、製品の溶接でも Gas Backing が必 ず必要となる。逆に、技量試験でBacking Gas を行わないで裏波溶接を行い合 格した溶接士は、製品にGas Backing が要求される継手でも要求されない継手 でも、溶接することができる。
製品のWPS に「Gas Backing なし」と規定されている場合は、そこにアサ インする溶接士を選ぶ場合に、WPQ をよく確認して選ばなければならない。 具体的な例を挙げると、ステンレス鋼でQualify された TIG (GTAW) Welder は、試験では Argon Gas Backing を必ず行っているはずなので、製品で Backing Gas を必要としない軟鋼の配管溶接の TIG 溶接ができない。軟鋼よ りステンレス鋼のTIG 溶接の方が難しいからといっても、ASME IX では認め られないわけである。 (2) 確認試験の方法 1.3.2 項で説明したように、WPQ を作成するためには、Performance Test で溶接に使用したEssential Variables を記録した上、溶接部の目視検査を行 い、さらに、曲げ試験あるいはRT を行なって溶接部に有害な欠陥のないこと を確認しなければならない。 ASME IX で要求される曲げ試験片は、QW-452.1 に規定されている。 Performance Test における RT の方法と判定基準は、QW-302.2 に規定されて いる。ASME IX で Performance Test を行なうときは、RT の判定基準は ASME IX で独自に定めた基準に従わなければならない。 また、PQR と同様に、WPQ の作成、すなわち Performance Test の実施も、 あくまでベンダー/サブコンの自主管理であり、WPQ の Certification も必ず施 工者が行なわなくてはならない。 一般に、現場の溶接士に対してはPerformance Test に日揮の検査員が立会 うが、ベンダーの工場溶接士に対しては立会いが要求されるケースはまずない といってもよい。従って、日揮は、ベンダーへの発注者の立場として、製品の 溶接にアサインされる予定の溶接士(Qualified Welder and Qualified Welding Operator)のリストを入手し、合せて彼らの WPQ をチェックし、製品の溶接 に足りる認定範囲を保持していることを確認する必要がある。
現場の溶接士のPerformance Test では、単に溶接後の試験材の目視検査や RT Film のチェックだけでなく、試験材の肌合せの様子や溶接中のアークの安 定度、適切なグラインダ使用法などのチェック、さらに溶接士の態度やマナー なども合せて確認しておきたい。また Procedure Test と同様、Performance Test にも客先や第三者検査機関(TPI)の立会いが要求されている場合は、立会 い項目を明確にしたうえで、確実にWPQ への客先/TPI の Endorsement のサ インを受ける必要がある。これも、特に現場のQC 部門の重要な責務である。
笹口技術士事務所 - Copyright 2015, Sam Professional Engineering Consultant 図37 資格の更新(1) 図38 資格の更新(2) (3) 技量認定資格の更新 ASME IX では、いったん認定を受けた溶接士の資格は、基本的に永久に継 続される。したがって、特別なケースがない限り資格の更新は必要ない。ただ し、特にASME Stamp Job の場合は、Authorized Inspector (AI)が Qualified Welders / Qualified Welding Operators の認定の失効の有無を確認するので、 ASME IX の要求事項を知っておくべきである。その意味で、最後に、ASME IX に基づくPerformance Qualification の失効(Expiration)と更新(Renewal)につ いて解説しておく。一般ジョブではほとんどこのような問題が生じることはな いので、参考のためにコードに関わる知識として留めておいていただきたい。 (a) Expiration と Renewal
ASME IX では、Qualified Welder / Welding Operator が、認定を受けたあ る溶接方法について6 ヶ月 以上作業をしなかった場 合は、その溶接方法の技量 認定が失効(Expire)する。 したがって、溶接士を管理 する施工者は、常にすべて の溶接士が6 ヶ月以上のブ ランク無しに製品の溶接 業務に従事していること を確認し、記録しておく必 要がある。 6 ヶ月以上仕事をしない まま認定が失効してしま った場合は、その溶接方法 を使って、どのような試験 材(鋼種、板or 管、板厚、 パイプ径、試験姿勢など) を用いてでも、1 セットの 試験を行って合格すれば、 失効したすべての認定が 更新(Renew)される。もち ろん、認定が失効したまま、 その溶接士が将来も作業 をする予定がないのなら、 その認定を更新する必要 もなく、試験も行う必要が ない。 (b) Revoke と Restoration
笹口技術士事務所 - Copyright 2015, Sam Professional Engineering Consultant う一つの条件が規定されている。 たとえば、ある溶接士に限って、その溶接士が認定されているにもかかわら ず特定の業務において極めて多くの溶接欠陥を頻発する場合など、製品の溶接 部の品質を確保することに疑問が生じた場合は、その溶接士に対してその特定 業務をカバーする認定の取り消し(Revoke)が要求される。ちなみに、ASME Stamp Holder の場合は、QC Manual の中で、この Revoke を決定するための 手順を明確に規定しておかなければならない。 その認定を取り消された溶接士は、問題を生じた製品の溶接に近い条件の試 験材を用いて、必ず再試験を行い、必ず合格しなければならない、とASME IX には規定されている。なぜならば、もしその再試験で不合格になった場合は、 それまでにその溶接士が溶接した製品の品質がすべて疑問視されてしまうた めである。再試験を行って合格した時点で、取り消されていたその溶接士の認 定は復活(Restore)する。 認定が復活した溶接士を、それ以降も製品の溶接作業に従事させるか否かは、 もちろん、その施工者の判断に委ねられるわけである。ASME の Code Stamp が要求されるジョブでは、本来、このような溶接士の維持管理が求められてい ることだけは理解したい。