ガ ラ ス-金
型 間 に お け る 空 隙 層 の 厚 み に つ い て
Trierの
実 験 に 関 す る 考 察
岸
上
弘
(東洋ガラス株式会社)
On the
Thickness
of Inter
Layer
between
Glass
andMold
(Some Comments in Regard to Trier's
Experiment)
By
Hiromu KISIGAMI
(Toyo Glass Co., Ltd. 2-3, 3 Chome, Yako, Kawasaki shi, Kanagawa)
In the process of glass formation
by the automated
machine
manufacturing,
the
presence of temperature
of glass, especially in the peripheral
areas surrounding
the inner
surface of mold does hold a serious bearing as the deciding factor for success or failure in
securing the desired quality product.
Particularly
does such temperature
find itself heavily
swayed by the extent
of the
magnitude
of the layer's thickness lying inbetween
the mold and glass.
By means
of utilizing
the analogue
computer,
the research
experiment
had been
conducted
by E. Deeg on the movement
of heat at the time of glass formation within
such mold-glass interface.
It was claimed by M. Coenen
through his experiment
that such layer's
presence can
be entirely ignored from being taken into any account whatever.
Using the special method
which is to be the measurment
of the glass viscosity, W.
Trier
estimated
the temperature
distribution
of glass in the blank
mold as well as the
thickness of layer. Following
after his experiment,
this report is made as to the presenta
tion of the theoretical
analysis that was conducted by the author.
Such a thermal
property as thermal
conductivity,
specific heat and specific weight of
glass, together
with the heat transfer and heat radiation
of very thin zone between glass
and mold were treated as the function of temperature.
In this manner,
because it is extremely
difficult under the transint
states, to obtain
some tangible
solution in a strick sense for the non-lineal,
the digital
computer
was
utilized in arriving at the numerical solution.
Thus,
by this means of approaching
upon the procedural,
bases on the comparisions,
it was found from the evaluation actually computed as against
those of the experimental
data, it has thereby been enabled to clarify many aspects which had been left undisclosed
up till now dealing
with the problems
of interface
layer and the mechanism of the heat
flow within the peripheral
layer in between the area of mold-glass interface.
[Received Feb. 24, 1969]
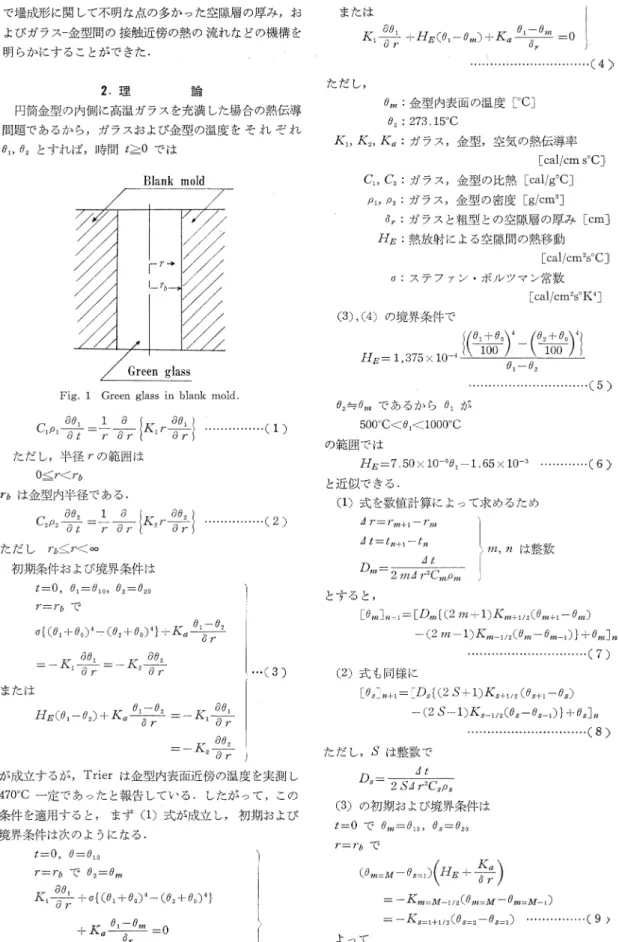
1. 緒 言 自 動 製 壜 機 で 成 形 中 の ガ ラ ス温 度,特 に金 型 内表 面 と の 接 触 近 傍 の 温 度 は製 品 の良 否 を決 定 す る重 要 な要 素 で あ る.こ の 温度 は 特 に ガ ラ ス-金 型 間 に 介 在 す る空 隙 の 厚 み に よ って 大 き く左 右 され る. Deeg1)は ア ナ ロ グ 計 算 機 を用 い て成 形 時 に お け る ガ ラ ス-金 型 の熱 移 動 を研 究 し, Coenen2)は 実 験 な どに よ っ て空 隙 の 存 在 は無 視 で き る と考 えた. Trier3)は,金 型 内 の ガ ラス の 粘 性 係数 を測 定 す る こ と に よ っ て温 度 を 推 定 す る とい う独 自 の方 法 を用 い て,ガ ラ ス 内部 の熱 の 移 動,空 隙 層 の 厚 み な ど を研 究 した. 本 報 告 はTrierの 実 験 につ い て 理 論 解 析 を 行 な っ た もの で あ る.ガ ラ スの 物 性 値,空 隙 層 の空 気 の熱 伝 導 率 お よび ガ ラス-金 型 間 の 放 射 伝 導 な ど は す べ て温 度 の関 数 と して取 扱 った.こ の よ うに,非 線 型 で 非 定 常 とい う 条 件 の も とで は厳 密解 を得 る こ と は極 め て困 難 な ので, 電 子 計 算 機 を用 い て 数 値 解 析 を行 な った.こ うし て,実 測 値 に 基づ い た理 論 計 算 を行 な うこ と に よ っ て,こ れ ま288 Yogyo-Kyokai-Shi 77 [9] 1969 H. KISHIGAMI 8 で壜 成形 に 関 して 不 明 な点 の 多 か った 空 隙 層 の厚 み,お よび ガ ラス-金 型 間 の 接 触 近 傍 の 熱 の 流 れ な ど の機 構 を 明 らか に す る こ とが で きた. 2. 理 論 円筒 金 型 の 内側 に高 温 ガ ラス を充 満 した場 合 の 熱伝 導 問 題 で あ る か ら,ガ ラ ス お よ び金 型 の温 度 を そ れ ぞ れ θ1,θ2とす れ ば,時 間t≧0で は
Fig. 1 Green glass in blank mold.
(1) た だ し,半 径rの 範 囲 は 0≦r<rb rbは 金 型 内半 径 で あ る. (2) た だ しrb≦r<∞ 初 期条 件 お よび 境 界 条 件 は ま た は (3) が成 立 す る が, Trierは 金 型 内 表 面近 傍 の温 度 を実 測 し 470℃ 一 定 で あ った と報 告 し てい る.し た が って,こ の 条 件 を適 用 す る と,ま ず(1)式 が成 立 し,初 期 お よび 境 界 条 件 は次 の よ うに な る. ま た は (4) た だ し, θm: 金 型 内 表 面 の 温 度[℃] θo: 273.15℃ K1, K2, Ka: ガ ラ ス,金 型,空 気 の 熱 伝 導 率 [cal/cms℃] C1, C2: ガ ラ ス,金 型 の 比 熱[cal/g℃] ρ1, ρ2: ガ ラ ス,金 型 の 密 度[g/cm3] δr: ガ ラ ス と 粗 型 と の 空 隙 層 の 厚 み[cm] HE: 熱 放 射 に よ る 空 隙 間 の 熱 移 動 [cal/cm2s℃] σ: ス テ フ ァ ン ・ボ ル ツ マ ン 常 数 [cal/cm2s°K4] (3), (4)の 境 界 条 件 で (5) θ2≒θmで あ る か ら θ1が 500℃<θ1<1000℃ の 範 囲 で は HE=7.50×10-6θ1-1.65×10-3 (6) と近 似 で き る. (1)式 を数 値 計 算 に よ っ て 求 め る た め m,nは 整 数 と す る と, [θm]n+1=[Dm{(2m+1)Km+1/2(θm+1-θm) -(2m-1)K m-1/2(θm-θm-1)}十 θm]n2 (7) (2)式 も 同 様 に [θs]n+1=[Ds{(2S+1)Ks+1/2(θs+1-θs) -(2S-1)K s-1/2(θs-θs-1)}+θs]n (8) た だ し, Sは 整 数 で (3)の 初 期 お よ び 境 界 条 件 は t=0で θm=θ10, θs=θ20 r=rbで (9) よ っ て
(10) (11) (10)式 の θs=1と(11)式 の θm=Mは それ ぞ れ Δt以 前 の値 を用 い て 計 算 し,そ の結 果 の θm=M, θs=1を 用 い て再 び計 算 を繰 返 す.こ うして, 1回 以 前 との 差 の温 度 が10-3℃ 以 下 に 収 束 した場 合,そ の 時 刻 にお け る温 度 分 布 とす る. 3. 計 算 結 果 Trierが 実 験 に 用 い た ガ ラ ス 組 成 は 表-1に 示 す.こ の 組 成 か らSharp4)な ど の 式 に し た が っ て 比 熱 を 推 定 す る と470℃<θ<1100℃ の 範 囲 で は,お よ そ C1(θ1)=0.266+5.40×10-5θ) (12) W. Baillie5)そ の 他6),7)か ら密 度 は ρ1(θ1)=2,500-1.82×10-4θ (13) 図-2に 熱 伝 導 率 と 温 度 と の 関 係 を 示 す.一 点 鎖 線 は Russ8)の 放 射 伝 導 を 伴 な い 場 合 の 実 験 式 で あ る.
Table 1 Composition of green glass.
○ 印 はTrierの 実 験 か ら 求 め た 値 で あ り,本 計 算 で
は 実 線 の よ う に 近 似 す る.す な わ ち
K1(θ1)=2,292×10-10θ13-4.65×10-7θ12
+3.117×10-4θ1-6.494×10-2 (14)
Fig. 2 Thermal conductivity of green glass at various temperature. ガ ラス-金 型 間 に介 在 す る 空 気 の 熱 伝 導 率 は ガ ラ ス外 表 面 の温 度 と金 型 内 表 面 の 温 度 と の平 均 温 度 θ=(θm=M +θs=1)/2に 対 す る熱 伝 導 率 を用 い る. 450℃<θ<850℃ の 範 囲 で は Ka(θ)=7.70×10-5+1.15×10-7θ (15) 金 型 は 鋳 鉄 と し て, 300℃<θ2<600℃ で は 熱 伝 導 率 K2(θ2)は K2(θ2)=0.1203-0.58×10-4θ2 (16) 比 熱,密 度 は そ れ ぞ れC2=0.152cal/g℃, ρ2=7.2g/ cm3(7)∼(11)式 で Δt=0.05,ガ ラ ス 側 の Δr=0 .1 cm,金 型 側 の Δr=0.5と し た. Modulus Mで 解 の 収 束 性 を 調 べ る. (17) Kの 温 度 変 化 に お け る 中 で 最 大 値 を 選 び, C, ρ に つ い て は 最 小 値 を 選 ん で 調 べ れ ば 充 分 で あ る. ガ ラ ス の 物 性 値 か ら最 大,最 小 値 は K1max=2.5×10-2cal/cms℃ C1min=0.291cal/g℃ ρ1min=2.300g/cm3 よ っ て M=0.187(<0.5) 金 型 の 物 性 値 か ら 同 様 に K2max=0.1029cal/cms℃ C2min=0.152cal/g℃ ρ2min=7.29/cm3 M=0,0188(<0.5) 両 者 と もMは0.5以 下 で 収 束 性 は 充 分 よ い. ま ず, Trierの 実 験 か ら(4)式 の 条 件 に つ い て 計 算 を 行 な う. rb=2.24cm, t=0に お け る θ1=1080℃, θ2 =470℃ を 採 用 す る .計 算 値 と実 測 値 と の 差 を 知 る た め,次 式 を 用 い て 検 討 し た.
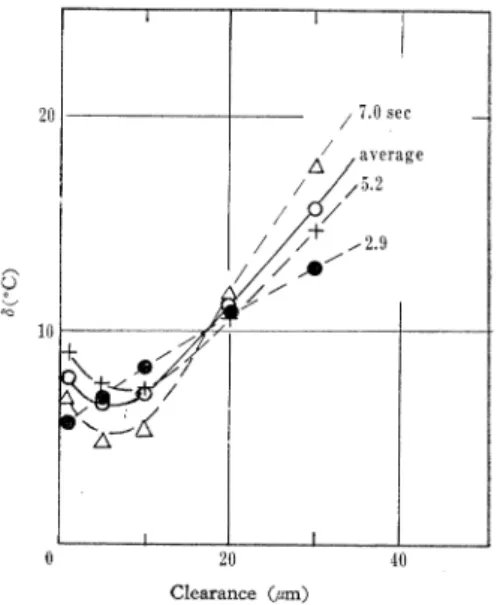
Fig. 3 Resultant relationship obtained between
the gap clearance and ƒÐ where the
mold is held at a constant maximum
temperature of 470•Ž.
290 Yogyo-Kyokai-Shi 77 [9] 1969 H. KISHIGAMI 10
Fig, 4 Temperature distributions of green glass
in the case where the maximum mold
temperature is 470•Ž with filled gob.
(18) た だ し, θpは 計 算 値, Tpは 実 験 値 で あ る. ガ ラ ス が 金 型 に 注 入 さ れ て, 2.9, 5.2, 7.2sec後 に お け る そ れ ぞ れ の σ と,こ れ ら の 全 点 に 対 す る σ に つ い て も 空 隙 と の 関 係 を検 討 し た.図-3に そ の 結 果 を 示 す. 空 隙 が 減 少 す る と σ 値 も 小 さ くな る が, 5μ 以 下 に な る と か え って 増 加 の傾 向 を示 す.空 隙 を5μ に し た 場 合 に最 も実 験 値 に 近 い'わけで あ る か ら,そ の とき の温 度 分 布 を示 す と 図-4の よ うに な る.実 験 と同 様,数 値 計 算 も13.9秒 まで 行 な っ たが,円 柱 の 中心 に近 い とこ ろで は時 間 と とも に計 算 値 が若 干 低 くな る傾 向 に あ る. しか し,金 型 との接 触 面 に近 づ く と両 者 は よ く 一 致 す る.
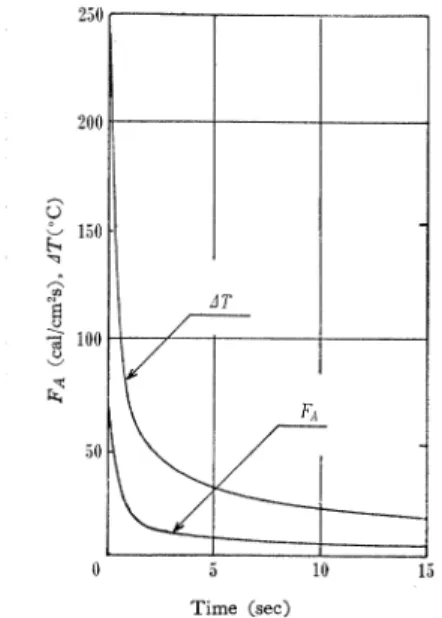
Fig. 5 Time variations resulted from temper ature differences on the surfaces of glass-mold and thermal flux.
金 型 内表 面 と ガ ラ ス外 表 面 との 温 度差 ΔTお よび こ の空 隙 を 通 して 金 型 に流 れ込 む 熱 流FAは 時 間 経 過 と とも に どの よ うな 変 化 をす るで あ ろ うか.図-5に ΔT お よ びFAの 時 間 的 変 化 に つ い て示 す.熔 融 ガ ラ ス が 金 型 に接 触 した 直後 で は ガ ラス 外 表 面 温 度 は急 激 に降 下 す る が,そ の後 の温 度 降 下 は か な り緩 慢 に な る.熱 流 束 も同様 に,接 触 時 で 最 大 以 後 急 速 に低 下 す る.要 す る に 温 度 な らび に熱 移 動 の 急 激 な変 化 は成 形 時 の約1秒 間 に 起 るが,以 後 落 着 い て くる.
Fig. 6 Resultant relationship obtained between
the gap clearance and ƒÐ where the
mold's initial temperature is 400•Ž.
Fig. 7 Temperature distribution of green glass in the
case where the initial temperature of blank
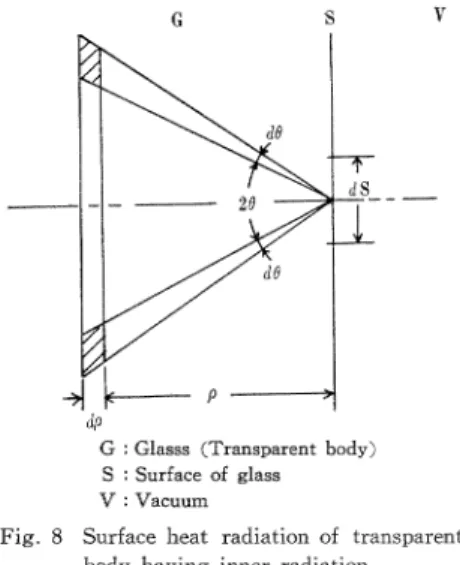
以 上 の 計 算 は金 型 の 内面 温 度 が 成形 中 一 定 とい う条 件 で あ った が,次 い で 一 定 温 度 に予 熱 され た金 型 内 に 熔 融 ガ ラ ス を注 入 した場 合 を考 え る.こ う した 条 件 の も とで 金 型 内 部 の温 度 変 化,こ とに金 型 内表 面 の温 度 変 化 を詳 し く知 る こ と,お よ び空 隙 層 の厚 み を推 定 す る. 二,三 の試 行 計 算 を行 な って金 型 の 予 熱 温 度 を400℃ と推 定 した.し た が って, (3)式 の 初 期 条 件 お よび 境 界 条 件 はt=0で θ1=1080℃, θ2=400℃ とす る.金 型 内 表 面 温 度 を一 定 と した 場 合 と同 様 に空 隙 層 の厚 さ と σと の 関係 を求 め る と 図-6の よ うに な る.結 果 は以 前 の場 合 と同様 約5μ の と き σ が 最 低 と な る. こ の場 合 の ガ ラ ス-金 型 の 温 度 分 布 を 図-7に 示 す. 金 型 内表 面 か ら 若 干 入 った とこ ろで は 約470℃ に な る.し か も,ガ ラ スか ら の熱 流 束 が急 激 に変 化 して い る の に もか か わ らず,短 時 間 の現 象 で あ る た め,そ の位 置 の温 度 は ほ とん ど変 化 し ない. Trierが 実 測 した金 型 内 表 面近 傍 の 温 度 に こ うし た点 につ い て測 った もの と推 察 され る.金 型 内 表 面 の 温 度 は490℃ か ら485℃ へ と時 間 の 経 過 に と も な っ て若 干 降 下 す る. 4. 考 察 4.1 体 内 の放 射 伝 導 が 空 隙 層 の 厚 み にお よぼ す 影 響 に つ い て ガ ラ ス か ら金 型 に到 達 す る エ ネ ル ギ ー はガ ラ ス-金 型 間 に介 在 す る薄 い 空気 の 層(こ れ ま で の 理 論 計 算 で は約 5μ)を 通 る伝 導 性 の 熱 エ ネ ル ギ ー と,ガ ラ ス表 面 お よ び 内部 か ら金 型 内表 面 へ 直 接 伝 達 され る放 射 エ ネ ル ギ ー が あ る.こ の うち,こ れ まで の 計 算 で は考 慮 し な か っ た ガ ラス 内部 か らの放 射 エ ネ ル ギ ー につ い て考 察 し,こ れ が 空 隙 層 の 厚 み に お よぼ す 影 響 を調 べ る. ρ: 表 面 か らの 垂 直 距 離 λ: 波 長 T: 絶 体 温 度 h: プ ラ ン ク常 数 C: 光 速 とす る と,プ ラ ン クの放 射 法 則 よ りエ ネ ル ギ ーEは (18) で 表 わ され る. n: ガ ラ ス の屈 折 率 k(λ): 吸 収 係 数 A(λ) D(λ) とお き,簡 単 のた め一 定 温 度(1080℃)に 熔 融 した平 面 ガ ラ ス につ い て考 え る. 図-8に 示 す よ うに 斜 線 部 の体 積 要 素 か ら 表 面 の 面 積 要 素dSに 達 す る波 長 の 放 射 エ ネ ル ギ ー の 強 さ9)dφ は
Fig. 8 Surface heat radiation of transparent body having inner radiation.
(19)
全反射角 を θ とすれば
物体表面 の単位面積 に到達 す る全放射 は
(20)
た だ し, x=cos θ
Fig. 8 Surface heat radiation of transparent body having inner radiation.
表 面 反 射 損 失 を(n-1)2/(n+1)2と す れ ば 物 体 表 面 か ら真 空 中 に放 射 され るエ ネ ル ギー は (21) こ こ で, Tは ρ の み の 関 数 で あ る か ら ガ ラ ス の 厚 さ を 一 定(=ρ0)と し,温 度 を 一 様 にT0と お け ば, (22) 波 長0.4μ 以 上 で 透 過 率 は お よ そ0.4で あ る 。 し た が っ て,簡 単 の た め に 全 波 長 に つ い てk(λ)=0.916と し, T0=1,353°K, ρ0=2.24cm, n=1.5 (23) と し て,上 式 を 計 算 す る. φs=18.65cal/cm2sを 得 る. ま た,金 型 内 表 面 か ら ガ ラ ス 内 部 に 放 射 さ れ る 熱 量 は
292 Yagyo-Kyokai-Shi 77 [9] 1969 H. KISHIGAMI 12 金 型 内 表 面 温 度 を490℃ とす る と, φK=0.42cal/cm2s よ っ て, φR=φs-φKが 金 型 内 に 吸 収 さ れ る 放 射 エ ネ ル ギ ー と 考 え る.し た が っ て, φR=18.23cal/cm2s 図-5か ら,ガ ラ ス-金 型 の 接 触 直 後 に 空 隙 を 通 る 熱 流 は 約 φI=70cal/cm2sで あ る. 金 型 に 吸 収 さ れ る 熱 流 が φIで あ れ ば 接 触 初 期 の 金 型 表 面 温 度 は 同 一 に な る.し た が っ て,空 気 伝 導 と ガ ラ ス 表 面 か ら の 放 射 す る 熱 流 束 は φI-φRに な る.こ の と き 空 隙 は (24) か ら (25) こ こで δr1, δr2は 内 部 か ら の放 射 を考 え ない 場 合 と, 考 えた 場 合 の 空 隙 層 の厚 み で あ る. 金 型 内 表 面 温 度 が470℃ 一 定 と した場 合, δr2=・6.75 μ金 型 の予 熱 温 度 を400℃ と した 場 合, δr2=7.18μ. い ず れ に して も δr2は δr1の 約40%増 加 を み る程 度 で あ る. 一 般 の物 質 とは異 な り,ガ ラス は透 明 体 な の で 真 の 熱 伝 導 率 に放 射 に よ る 伝 導 が加 わ る. (19)式 か ら も窮 え る が試 料 の厚 み が増 す ほ ど,ま た温 度 が 高 くな る ほ ど放 射 に よ る伝 導 が支 配 的 とな る.こ の事 実 は多 くの実 験 か ら も確 か め られ てい る10),11). 4.2 粘 性 そ の 他 につ い て Okhotionの 計算 式13),14)から,図-9に 示 す よ うに粘 性 係数 の温 度 に対 す る値 を求 めた.ガ ラ ス の初 期 温 度 は 1080℃ で あ る か ら対 数粘 性 係 数log10η=4.4で あ る.ゴ ブ の状 態 か ら膨 脹 して,金 型 内 表 面 に接 触 す る まで は短 時 間 の現 象 で,し か も気 体 を介 在 して い るの で 表 面 温 度 は ほ とん ど降 下 しな い と考 え られ る.よ って,内 部 は ほ ぼ一 様 な粘 性 を有 して い る と考 え られ る.こ の よ うな 粘 性 体 が金 型 内 表 面 に接 触 す る とき,初 期 の粘 性 係 数 の 大 き さ は も ち ろん 内 面 の粗 さ に よ って も空 隙 の厚 み が影 響 を受 け る と考 え られ る12).
Fig. 9 Viscosity of green glass at various temperatures; compositions given in Table 1.
•œ
: Surface temperature of glass•› : Surface temperature of blank mold Fig. 10 Surface temperatures of green glass and
blank mold at various clearansce. (2.9 sec after gob is filled.) It is initial temperature of blank mold.
Trierは 粗 型 内 の ピス トンで 熔 融 ガ ラ ス を 引入 れ て実 験 を行 った が,実 際 に は内 部 か ら数 気 圧 の圧 縮 空 気 で成 形 す るの で 熔 融 ガ ラス で 金 型 内 表 面 に馴 染 み 易 く,空 隙 層 の厚 み は よ り薄 くな る と考 え られ る. ガ ラス表 面 お よ び金 型 内表 面 の 温 度 は 空 隙 層 の 厚 み に よ って どの よ うに変 化 す る か を 図-10に 示 す. 金 型 の予 熱 温 度 を400℃ と し, 1080℃ の熔 融 ガ ラス が注 入 され て2.9秒 後 の 両 表 面 温 度 と 空 隙 層 の 厚 み と の 関係 で あ る. ガ ラ ス と金 型 が完 全 に密 着 して い る場 合,ま た 空 隙 が 存 在 す る場 合 で も,金 型 内表 面 の 温 度 はほ ぼ490℃ 一 定 で 空 隙 層 の厚 み の増 加 に し た が って若 干 下 る傾 向 に あ る. しか し,ガ ラス 表 面 温 度 は これ と は反 対 に空 隙層 の厚 み の 増加 に伴 な って急 速 に 高 ま る傾 向 が あ る.要 す る に 金 型 内表 面 温 度 は 空 隙 の 多 少 に よ っ てほ とん ど影 響 を受 け な い が,ガ ラス表 面 の温 度 は 著 し く影 響 を受 け る.し た が って,金 型 内表 面 お よ び そ の近 傍 の温 度 を測 定 し, 直 ち に ガ ラ ス表 面 お よ び 内部 の温 度 を推定 す る こ とは 危 険 で あ る. 5. 総 括 Trierの 実 験 に 基 づ き熱 的 物 性 値 を温 度 の 関数 と して 非 定 常温 度 分 布 を数 値 解 析 した結 果 (A) 金 型 内 表 面 温 度 が470℃ 一 定 に 保 持 され た場 合,ま た,金 型 の 予 熱 温 度 を400℃ と仮 定 した い ず れ の 場 合 に もガ ラス-金 型 間 の空 隙層 の 厚 み が約5μ の と き は 実測 値 と計 算 値 とが 最 も よ く一 致 す る. (B) ガ ラス か ら金 型 に移 動 す る熱 流 の大 部 分 は空 気
層 を媒 体 とす る熱 の伝 導 に よ る もの で,放 射 に よ る熱 の 伝 達 は僅 かで あ る. (C) 空 隙 層 の厚 み が多 少 変 って も,金 型 の 初 期 温 度 が 変 ら な けれ ば金 型 内表 面 の温 度 は ほ ぼ 一定 で あ る. これ に反 し て ガ ラ ス表 面 温 度 は 空 隙層 の厚 み に よ って 著 し く影 響 を受 け る.し た が って金 型 温 度 を測 定 して 直 ち に ガ ラス の 表 面 温 度 を推 定 す る こ とは危 険 で あ る. 文 献
1) E. Deeg, Glastechn. Ber, 32 [10] 402-413 (1959). 2) M. Coenen, Advan. Glass Techno. July 8-14,
93-102 (1962).
3) W. Trier, Glastechn. Ber. 33 [12] 449-56 (1960)
; J. Am. Ceram. Soc. 44, 339-45, (1961).
4) D.E. Sharp and LB. Ginther, J. Am. Ceram. Soc. 34, 260 (1951).
5) W.L. Baillie., J. Soc. Chem. Ind. 40, 141 (1921).
6) 窯 業 協 会 編,窯 業 工 学 ニ ン ドブ ック, 915(昭41).
7) F.V. Tooley, Handbook Glass Manu., 24 (1953) 8) A. Russ, Sprechsaal 15, 907 (1928).
9) L. Genzel, Glastechn. Ber. 26 [3] 69-71 (1953). 10) I. Huhmann, Glastechn. Ber. 32 [5] 189-97 (1959). 11) N. Neuroth, Glastechn. Ber. 32 [5] 197-98 (1959). 12) W. Giegerich, Glastechn. Ber. 26 [11] 333-41(1953). 13) M.V. Okhotion, Steklo i Keramika, 11 [1] 7 (1954)
Glass Ind. 38, 270 (1937).
14) 森 谷 太 郎 ほ か,ガ ラス 工 学 ハ ン ドブ ック, 74(昭38).
(2/24/1969受 付) 窯 業 協 会 誌77.[9]196g2g3