高圧圧縮充填固化体の空げき率評価 日本原子力研究開発機構 東海研究開発センター 原子力科学研究所 バックエンド技術部 須藤 智之・中塩 信行・大杉 武史・三村 竜二 石原 圭輔・里見 慎一・明道 栄人・門馬 利行・小澤 一茂 (2010 年 10 月 21 日受理) 高減容処理施設の高圧圧縮装置は、原子力科学研究所に保管されている低レベル固体廃棄物の うち、原子炉施設等から発生した金属廃棄物について最大約 2,000tの圧縮力で圧縮処理を行う ことにより放射性廃棄物の減容を行うものである。 高圧圧縮処理後の圧縮体を容器に収納し、固型化材料等により容器と一体化した高圧圧縮充填 固化体は、将来のコンクリートピット型廃棄物埋設処分の対象となる。 高圧圧縮充填固化体は、埋設処分に係る法令上の技術基準を満足する必要があり、このうち、 容器への固型化の方法及び耐埋設荷重強度を担保するものとして、固化体内部の空げき率がある。 本稿では、高減容処理施設で実際の廃棄物に適用している処理手順及び方法を模擬して作製し た圧縮体をモルタルにより容器と一体化した高圧圧縮充填固化体について、コンクリートピット 型廃棄物埋設処分を念頭に空げき率の評価を行い、その健全性を確認した。 原子力科学研究所: 〒319-1195 茨城県那珂郡東海村白方白根 2-4
Evaluation of Void Ratio of the Solidified Wastes Containing Supercompacted Wastes
Tomoyuki SUDO, Nobuyuki NAKASHIO, Takeshi OHSUGI, Ryuji MIMURA,
Keisuke ISHIHARA, Shinichi SATOMI, Masato MYODO, Toshiyuki MOMMA and Kazushige KOZAWA
Department of Decommissioning and Waste Management
Nuclear Science Research Institute Tokai Research and Development Center Japan Atomic Energy Agency
Tokai-mura, Naka-gun, Ibaraki-ken
(Received October 21, 2010)
The super compactor in the Advanced Volume Reduction Facilities (AVRF) treats compactible metal wastes mainly generated from research reactors in the Nuclear Science Research Institute of JAEA. Those wastes are compacted with the maximum about 2,000-ton force. The supercompacted wastes are packed into the container and then immobilized with cementitious materials. The solidified wastes containing supercompacted wastes become an object for near surface disposal with artificial barrier (concrete vault disposal). For disposal, the solidified wastes containing supercompacted wastes must be satisfied the technical criteria. One of the important indicators is the void ratio in the solidified wastes to assess the fitness of technical criteria on the method of immobilization into container and on the strength to withstand the load of disposal.
In this report, we manufactured the supercompacted wastes with the ordinary treatment method for actual wastes treated in the AVRF. The supercompacted wastes were immobilized with a mortar grout. The void ratio of the solidified wastes containing supercompacted wastes were evaluated in consideration for concrete vault disposal. As a result, We confirmed the integrity of the solidified wastes containing supercompacted wastes from a point of view of void ratio.
Keywords:Advanced Volume Reduction Facilities, Super Compactor, Supercompacted Waste, Solidified Wastes, Void Ratio
目次 1. はじめに・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・1 2. 高圧圧縮装置の概要・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・3 3. 空げき率の評価方針・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・4 3.1 空げき率の定義・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・4 3.2 評価の進め方・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・4 4. 空げき率の評価・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・5 4.1 圧縮体の作製・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・5 4.2 充填固化体の作製・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・5 4.3 水置換法による空げき率の評価・・・・・・・・・・・・・・・・・・・・・・・・・5 4.3.1 内部空げき率の評価 ・・・・・・・・・・・・・・・・・・・・・・・・・・・・6 4.3.2 上部空げき率の評価 ・・・・・・・・・・・・・・・・・・・・・・・・・・・・6 4.3.3 残存空げき率の評価 ・・・・・・・・・・・・・・・・・・・・・・・・・・・・7 4.4 モルタル充填状況確認・・・・・・・・・・・・・・・・・・・・・・・・・・・・・7 5. まとめ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・8 謝辞 ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・9 参考文献 ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・9 付録 ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・25
Contents
1. Introduction・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・1 2. Outline of the super compactor・・・・・・・・・・・・・・・・・・・・・・・・・3 3. Principle of evaluation of void ratio ・・・・・・・・・・・・・・・・・・・・・4 3.1 Definition of void ratio・・・・・・・・・・・・・・・・・・・・・・・・・・・4 3.2 Progress of evaluation・・・・・・・・・・・・・・・・・・・・・・・・・・・・4 4. Evaluation of void ratio・・・・・・・・・・・・・・・・・・・・・・・・・・・・5 4.1 The manufacture of the supercompacted wastes・・・・・・・・・・・・・・・・・5 4.2 The manufacture of the solidified wastes・・・・・・・・・・・・・・・・・・・5 4.3 Evaluation of void ratio using method of permutation by water ・・・・・・・・5 4.3.1 Evaluation of inside void ratio・・・・・・・・・・・・・・・・・・・・・・6 4.3.2 Evaluation of upper void ratio ・・・・・・・・・・・・・・・・・・・・・・6 4.3.3 Evaluation of remained void ratio・・・・・・・・・・・・・・・・・・・・・7 4.4 Confirm the state of mortar ・・・・・・・・・・・・・・・・・・・・・・・・・7 5. Summary ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・8 Acknowledgement・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・9 References ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・9 Appendix ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・25
図表リスト 表 1 試験体写真一覧 ··· 10 表 2.1 試験体データ一覧 ··· 12 表 2.2 高圧圧縮処理データ一覧 ··· 13 表 3 使用材料一覧 ··· 14 表 4 モルタル配合条件 ··· 14 表 5 モルタル充填条件 ··· 15 表 6 内部空げき率の算出結果 ··· 16 表 7 上部空げき率の算出結果 ··· 18 表 8 残存空げき率の算出結果 ··· 18 図 1 高圧圧縮装置概念図 ··· 19 図 2 圧縮体概念図 ··· 19 図 3 水置換法概念図 ··· 20 図 4 水置換法における空げき率の評価フロー図 ··· 21 写真 1.1 ドラム缶(上面) ··· 22 写真 1.2 圧縮体(上面) ··· 22 写真 2.1 圧縮体(試験体番号 7・配管) ··· 23 写真 2.2 圧縮体(試験体番号 12・形鋼) ··· 23 写真 2.3 圧縮体(試験体番号 13・板材) ··· 23 写真 3.1 充填固化体切断面(配管 試験体番号 1~3) ··· 24 写真 3.2 充填固化体切断面(形鋼 試験体番号 10~12) ··· 24
Figure and Table List
Table 1 List of test pieces picture ··· 10
Table 2.1 List of test pieces data ··· 12
Table 2.2 List of supercompaction data ··· 13
Table 3 List of cementitious materials ··· 14
Table 4 Condition of mixing with a mortar grout ··· 14
Table 5 Condition of immobilizing with a mortar grout ··· 15
Table 6 Results of calculation of inside void ratio ··· 16
Table 7 Results of calculation of upper void ratio ··· 18
Table 8 Results of calculation of remained void ratio ··· 18
Figure 1 Concept of the super compactor ··· 19
Figure 2 Concept of the supercompacted wastes ··· 19
Figure 3 Concept of method of permutation by water ··· 20
Figure 4 Flow to evaluate void ratio using method of permutation by water ··· 21
Photo 1.1 Drums(surface) ··· 22
Photo 1.2 Supercompacted wastes(surface) ··· 22
Photo 2.1 Supercompacted wastes(Test piece No.7・Pipes) ··· 23
Photo 2.2 Supercompacted wastes(Test piece No.12・Section steels) ··· 23
Photo 2.3 Supercompacted wastes(Test piece No.13・Boards) ··· 23
Photo 3.1 A cross section of the solidified wastes(Pipes, No.1~3)··· 24
1. はじめに 原子力科学研究所(旧「日本原子力研究所 東海研究所」)では、研究・開発により発生した低 レベル固体廃棄物(以下、「廃棄物」という。)を対象に、将来の浅地中埋設処分に対応可能な状 態である廃棄体とすること及び処分コスト削減のために廃棄物を減容化することを目的とした高 減容処理施設を建設整備した1)。 高減容処理施設では保管廃棄施設から建家に搬入した廃棄物を各処理設備に適した性状とする ため、あらかじめ材質分別、切断等の前処理を行った後、廃棄物の材質及び性状等に応じて高圧 圧縮処理、溶融処理を行う。処理後の廃棄物は、当面保管廃棄施設に保管し、最終的には、含ま れる放射性物質の種類及び放射能濃度に応じてコンクリートピット型廃棄物埋設施設又はトレン チ型廃棄物埋設施設に埋設処分される。 高圧圧縮処理は、高減容処理施設において当面の減容化並びに廃棄体化のための主力として位 置付けている処理であり、主に原子炉施設等から発生した配管及び形鋼等の金属廃棄物を取り扱 う。 高圧圧縮処理により圧縮された金属廃棄物(以下、「圧縮体」という。)を 200L ドラム缶に収納 した高圧圧縮済保管体(以下、「保管体」という。)にあらかじめ均質に練り混ぜた流動性の良い 固型化材料等を充填することにより容器と一体化した高圧圧縮充填固化体(以下、「充填固化体」 という。)は、将来のコンクリートピット型廃棄物埋設処分の対象となる。 現時点において充填固化体をコンクリートピット型廃棄物埋設施設に埋設する際には、「核燃料 物質又は核燃料物質によって汚染された物の第二種廃棄物埋設の事業に関する規則」に定める廃 棄体の技術基準を満足する必要があり、その中で、「放射線障害防止のため、放射性廃棄物を経済 産業大臣の定める方法により容器に封入し、又は容器に固型化してあること」(以下、「容器への 固型化の方法」という。)及び「埋設された場合において受けるおそれのある荷重に耐える強度を 有すること」(以下、「耐埋設荷重強度」という。)が要求されている。 容器への固型化の方法については、「核燃料物質等の第二種廃棄物埋設に関する措置等に係る技 術的細目を定める告示」において詳細化されており、固体状の放射性廃棄物を容器に固型化する 場合には「固型化に当たっては、あらかじめ均質に練り混ぜた固型化材料若しくは固型化材料及 び混和材料を容器内の放射性廃棄物と一体となるように充填すること。この場合において、容器 内に有害な空げきが残らないようにすること」が定められている。 耐埋設荷重強度については、圧縮体のような強度の高い固体状廃棄物の場合、圧縮体自体の強 度で確保することが可能であると想定され、充填固化体の強度は、固型化材料の強度、内部に残 存する空げき量に依存すると考えられる。 充填固化体中に残存する空げきは、固型化材料等により固型化した固型化部内の内部空げき、 固型化部上部からドラム缶蓋の表面までの上部空げき、これらの和である残存空げきが考えられ、 このうち、廃棄体の技術基準で要求される空げきは上部空げき及び残存空げきである。 日本原燃株式会社が既に実施しているコンクリートピット型廃棄物埋設施設の安全評価方法に 基づき、財団法人原子力環境整備センターがとりまとめた「低レベル放射性廃棄物処分用廃棄体 製作技術について(各種固体状廃棄物)」2)、国による廃棄体確認で用いられる「均質・均一固化
体の廃棄のための確認方法」及び「充填固化体の廃棄のための確認方法」((独)原子力安全基盤 機構)では、均質・均一固化体の内部空げきは予め確認された固型化の方法を適用すればないも のとし、充填固化体の内部空げきは容器と一体となるような充填を行えば低減されているものと している。また、充填固化体の上部空げきに関しては 10%を管理基準とし、残存空げきに関して は均質・均一固化体において有害な空げきと判断した上部空げき率(30%)と比較して十分小さ い場合に、有害な空げきに該当しないものとして基準化している。 本稿では、高減容処理施設で高圧圧縮処理した圧縮体が、既設のコンクリートピット型廃棄物 埋設施設に準用するものとして埋設可能なものであることを確認するため、高減容処理施設で実 際の廃棄物に適用している処理手順及び方法に従い作製した圧縮体に対し、原子力発電所で適用 している「充填固化体の標準的な製作方法」に準じて容器と一体となるようにモルタル充填を行 った場合の充填固化体について、上述した上部空げきについて 10%、残存空げきについて 30%の 基準値を参考として空げき率の評価を行った。
2. 高圧圧縮装置の概要 減容処理棟の高圧圧縮装置(以下、「本装置」という。)は油圧駆動による三軸圧縮方式により、 200L ドラム缶に収納した廃棄物を径方向及び軸方向に圧縮を行うものである。 本装置は、圧縮機構の中心となる高圧圧縮機(成形金型、縮径金型、垂直金型等)、圧縮体ラッ ク、排気ブロア、油圧ユニット等から構成される。本装置の概念図を図 1 に示す。 本装置の圧縮機構は、原子炉施設等から発生する配管及び形鋼等の金属廃棄物に対し、有効な 減容効果を得るために、最大約 2,000tの圧縮力を持つ。また、廃棄物をドラム缶ごと圧縮し、 再び 200L ドラム缶に収納するために、径方向への縮径機能を持つ。 本装置は、チャンバ内に搬入した 200L ドラム缶(写真 1.1)を、まず、成形金型により奥行き 方向に圧縮(成形圧縮:最大約 200t)し、縮径金型により水平方向に圧縮(縮径圧縮:最大約 500t)する。引き続き、垂直金型により圧縮(垂直圧縮:最大約 2,000t)を行う。本装置の高 圧圧縮処理に係る処理能力は1日最大約 50 本である。 本稿で示す圧縮力は廃棄物の性状に応じて圧縮力に変動が生じる垂直圧縮力と定義する。なお、 本装置の圧縮力は油圧の制御を行っている油圧ユニットからシリンダへの供給圧を圧力計にて取 得し、換算を行っている。 本装置により高圧圧縮処理を行った圧縮体はペレット状に成形され(図 2、写真 1.2)、高さ方 向に最も効率的な充填割合を自動計算した上で、ドラム缶に最大4体収納を行い、保管体となる。
3. 空げき率の評価方針 3.1 空げき率の定義 充填固化体中に残存する空げきに関しては、固型化材料等により固型化した固型化部内の内部 空げき、固型化部上部からドラム缶蓋の表面までの上部空げき、これらの和となる残存空げきが 考えられる。これらの空げきから求める空げき率に関してはその定義方法により様々な値を取り 得るため、本稿においては以下のように定義した。 (1) 内部空げき率※1 固型化部の体積に対する内部空げき量の割合 (2) 上部空げき率 ドラム缶の内高に対する上部空げきの高さの割合 (3) 残存空げき率 容器内部の容積に対する残存空げき量(内部空げき量と上部空げき量の和)の割合 3.2 評価の進め方 充填固化体中に残存する空げき率の評価を行うに際しては、高圧圧縮処理による圧縮体の作製、 圧縮体を充填した保管体へのモルタル充填による充填固化体の作製、充填固化体の空げき率の評 価の手順で進めた。 (1) 圧縮体の作製方針 空げき率の評価のための試験体の選定においては、実際の廃棄物を模擬するため、原子炉施 設等から発生する廃棄物のうち、最も数量の多い JPDR 廃棄物の調査を行い、高圧圧縮処理を行 う廃棄物の主体となると考えられる材質と形状を選定するとともに、実際の前処理工程の基準 に従い、試験体の作製を行った。試験体の高圧圧縮処理についても、実際の廃棄物に適用して いる処理手順及び方法に従い行った。 (2) 充填固化体の作製方針 充填固化体の空げき率は充填するモルタルの性状に影響を受けるため、充填に先立ち、モル タルの粘性、強度が充填固化体の作製条件を満たしていることの確認を行うため、試し練り及 び圧縮強度試験を行った。これらの結果を元にモルタル配合条件を決定し、原子力発電所で適 用している「充填固化体の標準的な製作方法」に従い、容器と一体となるような充填を行った。 (3) 空げき率の評価方針 空げき率の評価を行うに際しては、代表的なものとして、容器内の内部空げきを水で置換し、 実測により内部空げき量を算出する方法(水置換法)、内容物の密度(真密度)から算出した圧 縮体の体積と実測により求めた圧縮体の体積とを比較することにより、内部空げき量を算出す る方法(真密度法)が考えられるが、本試験においては実績のある水置換法を主要な評価方法 とし、空げき率の評価を行った。なお、参考として真密度法による空げき率の評価についても 行った(付録)。 ※1 四国電力株式会社の充填性試験3)では残存空げき率と定義している。
4. 空げき率の評価 4.1 圧縮体の作製 空げき率の評価を行うため、前処理工程の基準に従い作製した試験体の写真を表 1、試験体デ ータを表 2.1 に示す。また、実際の廃棄物に適用している処理手順及び方法に従い行った高圧圧 縮処理に際して取得した高圧圧縮処理データを表 2.2 に示す。 高圧圧縮処理の結果、本試験における試験体については、材質、性状等によらず、約 1,000t 以上の垂直圧縮力で高圧圧縮処理が行われ、定型に成形された圧縮体が作製されたことを確認し た。圧縮体の外観を写真2に示す。以下に、算出を行った圧縮力の計算式を示す。 (1) 圧縮力の計算式 2 2
2
d
K
97
.
101
N
…(1) N:圧縮力[tonf] K:供給圧[MPa] d2:垂直シリンダボア直径[m] 高圧圧縮処理後、圧縮体を材質及び性状毎にドラム缶に収納し、保管体を作製した。保管体に 収納した圧縮体数は、圧縮体の高さに応じて3体又は4体となったが、この差異に関しては本試 験結果に影響を与えるものではない。 4.2 充填固化体の作製 充填固化体の作製に先立ち行った試し練りに際しては、モルタルの粘性を確認するため、「プレ パックドコンクリートの注入モルタルの流動性試験方法(P 漏斗による方法 土木学会基準 JSCE-F 521-1999)」に従いPロート試験を行った。粘性を示す基準となる P ロート値については 原子力発電所で適用している「充填固化体の標準的な製作方法」、「低レベル放射性廃棄物処分用 廃棄体製作技術について(各種固体状廃棄物)」2) 及び「コンクリート標準示方書[施工編]」4)で 定める基準値の範囲内である約 25 秒を設定した。また、モルタルの充填速度については、約 20 ~30 ℓ/分を設定した。 圧縮強度試験に際しては、「充てんモルタルの圧縮強度試験方法(土木学会基準 JSCE-G 541-1999)」に従い圧縮強度を測定した。 これらの結果、モルタルの材料分離が発生せず、品質低下がないことが確認できた。また、モ ルタル硬化後の圧縮強度(材齢 28 日における圧縮強度)に関して、平均で約 56MPa が得られ、「充 填固化体の標準的な製作方法」の基準値である 30MPa を超える圧縮強度が確保できた。 充填固化体作製に際して適用した使用材料を表 3、モルタル配合条件を表 4、モルタル充填条件 を表 5 に示す。 4.3 水置換法による空げき率の評価 水置換法は容器内の内部空げきを水で置換し、実測により内部空げき量を算出する方法である。水置換法による空げき率の評価に際しては、保管体に充填した水及びモルタルの充填量の実測値 から、内部空げき量を算出し評価を行った。水置換法概念図を図 3、水置換法における空げき率 の評価フロー図を図 4 に示す。 4.3.1 内部空げき率の評価 内部空げき率は内部空げき量及び固型化部の体積から算出した。なお、内部空げき量は充填 した水及びモルタルの充填量の実測値から算出し、固型化部の体積は固型化部の高さから算出 した。算出結果を表 6 に示す。 内部空げき率は約 2.0~13.0%となり、本試験における全ての充填固化体について、参考値 として設定した四国電力株式会社の充填性試験 3)で確認された約 15%未満の値が得られた。特 に形鋼には約 2.0%という結果になり、ほとんど内部空げきを有していないことが確認できた。 内部空げき率の計算式を以下に示す。 (1) 内部空げき率の計算式
3 4
1 2 2 3 2 5 1 2 3 2 4 3 1H
H
d
W
W
W
W
400
100
V
V
R
…(2) R1:内部空げき率[%] V3:内部空げき量[ℓ] V4:固型化部の体積[ℓ] γ1:水の比重[kg/ℓ] γ2:モルタルの比重[kg/ℓ] W2:保管体の重量[kg] W3:水及び保管体の重量[kg] W5:モルタル及び保管体の重量[kg] d3:ドラム缶の内径[m] H3:ドラム缶の内高[mm] H4:上部空げきの高さ[mm] 4.3.2 上部空げき率の評価 上部空げき率はドラム缶の内高及び上部空げきの高さの実測値より算出した。算出結果を表 7 に示す。 上部空げき率は調整を行うことが可能であることもあり、目標値として設定した約 5%を目 安に充填することが出来、約 4.4~4.7%となった。これより、本試験における全ての充填固化 体について、上部空げきの管理基準 2)とされる 10%未満の値が得られた。上部空げき率の計算 式を以下に示す。 (1) 上部空げき率の計算式100
H
H
R
3 4 2
…(3) R2:上部空げき率[%] H3:ドラム缶の内高[mm]H4:上部空げきの高さ[mm] 4.3.3 残存空げき率の評価 残存空げき率は内部空げき量、上部空げき量、容器内部の容積から算出した。なお、上部空 げき量は上部空げきの高さの実測値から算出し、容器内部の容積はドラム缶の内高の実測値か ら算出した。算出結果を表 8 に示す。 残存空げき率は約 6.3~17.0%となり、本試験における全ての充填固化体について、有害な 空げきの基準値2)とされる 30%未満の値が得られた。残存空げき率の計算式を以下に示す。 (1) 残存空げき率の計算式
2 1 3 2 3 2 1 4 2 3 2 5 1 2 3 2 6 5 3 3d
H
H
d
W
W
W
W
4
100
100
V
V
V
R
…(4) R3:残存空げき率[%] V3:内部空げき量[ℓ] V5:上部空げき量[ℓ] V6:容器内部の容積[ℓ] γ1:水の比重[kg/ℓ] γ2:モルタルの比重[kg/ℓ] W2:保管体の重量[kg] W3:水及び保管体の重量[kg] W5:モルタル及び保管体の重量[kg] d3:ドラム缶の内径[m] H3:ドラム缶の内高[mm] H4:上部空げきの高さ[mm] 4.4 モルタル充填状況確認 モルタル固型化後、ワイヤソーを使用して充填固化体を切断し、断面観察によりモルタルの 充填状況を確認した。充填固化体の切断面を写真3に示す。この結果、圧縮体と容器の間だけ でなく、圧縮体内部についてもモルタルが十分充填されていることが確認できた。5. まとめ 高減容処理施設で実際の廃棄物に適用している処理手順及び方法を模擬して作製した圧縮体に 対し、原子力発電所で適用している「充填固化体の標準的な製作方法」に準じて容器と一体とな るようなモルタル充填を行い作製した高圧圧縮充填固化体について、空げき率の評価を行った。 この結果、本試験の範囲内において約 1,000t以上の垂直圧縮力で高圧圧縮処理を行い作製し た圧縮体について、「充填固化体の標準的な製作方法」に準じてモルタル充填を行えば、高圧圧縮 充填固化体の上部空げき率及び残存空げき率が、財団法人原子力環境整備センターがとりまとめ た「低レベル放射性廃棄物処分用廃棄体製作技術について(各種固体状廃棄物)」2)及び国による 廃棄体確認で用いられる「均質・均一固化体の廃棄のための確認方法」及び「充填固化体の廃棄 のための確認方法」で定める有害な空げきと判断される基準値より十分低い値となることが確認 できた。また、参考として算出した内部空げき率は四国電力株式会社の充填性試験結果 3)を満足 する値となることが確認できた。 これらの結果、本試験で作製した高圧圧縮充填固化体について空げき率の観点からその健全性 が確認でき、高減容処理施設で高圧圧縮処理した圧縮体が、コンクリートピット型廃棄物埋設施 設に埋設可能なものであることを確認した。
謝辞 空げき率の評価を行うに際して、貴重なご意見をいただいた天澤弘也氏(事業推進部門 埋設 事業推進センター 設計技術課長代理)、また、高圧圧縮充填固化体の作製に幅広くご協力頂いた 三菱重工業株式会社の小室敏也氏、坂下章氏、黒川登氏、清水弘氏に深く感謝の意を表します。 参考文献 1) 樋口秀和 他:“高減容処理施設の建設整備及び運転管理について”, JAEA-Technology 2007-038(2007). 2) “技術レポート(改訂1) 低レベル放射性廃棄物処分用廃棄体製作技術について(各種固体 状廃棄物)”,財団法人 原子力環境整備センター 平成 10 年3月. 3) “1,500 トン高圧圧縮廃棄体の充填性試験結果について”,四国電力株式会社 平成 21 年 11 月. 4) “コンクリート標準示方書[施工編]”,土木学会 [2002 年制定].
試験体番号:1 試験体番号:2 試験体番号:3
試験体番号:4 試験体番号:5 試験体番号:6
試験体番号:7 試験体番号:8 試験体番号:9
試験体番号:10 試験体番号:11 試験体番号:12
試験体番号:13 試験体番号:14 試験体番号:15
試験体番号:16
※:換算データ 1 2 1 1 1
H
2
d
W
ρ1:圧縮前密度[kg/m3] W1:重量[kg] d1:ドラム缶の外径[m] H1:ドラム缶の外高[m] 表 2.1 試験体データ一覧 内容物高さ 重量 ドラム缶の外径 ドラム缶の外高 圧縮前密度※ 材質 形状 [mm] W1[kg] d1[m] H1[m] ρ1[kg/m3] 1 636 184 769 25A:50A:100A=約2:1:1 2 642 181 757 25A:50A:100A=約2:1:1 3 642 182 761 25A:50A:100A=約2:1:1 4 832 220 920 25A:50A:100A=約2:1:1 5 832 218 911 25A:50A:100A=約2:1:1 6 752 227 949 25A:50A:100A=約2:1:1 7 552 184 769 25A:50A:100A=約2:1:1 8 632 184 769 25A:50A:100A=約2:1:1 9 462 184 769 25A:50A:100A=約2:1:1 10 702 227 949 -11 602 227 949 -12 532 227 949 -13 512 180 752 板材:配管:形鋼=約18:1:1 14 532 180 752 板材:配管:形鋼=約18:1:1 15 582 181 757 板材:配管:形鋼=約18:1:1 16 552 182 761 板材:配管:形鋼=約18:1:1 炭素鋼 亜鉛鋼板 配管 形鋼 板材 備考 試験体 番号 内容物 0.585 0.89 炭素鋼 ステンレス鋼※:換算データ 2 2
2
d
K
97
.
101
N
1000
H
A
W
2 1 2 N:圧縮力[tonf] K:供給圧[MPa] d2:垂直シリンダボア直径[m] ρ2:圧縮体密度[kg/m3] W1:重量[kg] A:圧縮体底面積[m2] H2:圧縮体高さ[mm] 表 2.2 高圧圧縮処理データ一覧 重量 供給圧 垂直シリンダボア直径 圧縮力※ 圧縮体高さ 圧縮体底面積※ 圧縮体密度※W1[kg] K[MPa] d2[m] N[tonf] H2[mm] A[㎡] ρ2[kg/m3]
1 184 34.6 2049 217 4287 2 181 33.8 2002 212 4316 3 182 33.0 1955 207 4445 4 220 34.6 2049 241 4615 5 218 34.6 2049 241 4573 6 227 34.6 2049 222 5169 7 184 34.5 2044 212 4388 8 184 34.6 2049 220 4228 9 184 34.6 2049 196 4746 10 227 34.7 2055 257 4465 11 227 34.7 2055 241 4762 12 227 34.7 2055 259 4431 13 180 16.0 948 197 4619 14 180 20.4 1208 202 4505 15 181 16.9 1001 187 4893 16 182 23.0 1362 185 4974 種類 配管 配管 配管 (SUS) 形鋼 板材 試験体 番号 0.1978 0.86
種類 記号 材料名 密度 備考 水 W 上水道水 1 羽曳野市水道局 セメント C 普通ポルトランドセメント 3.15 麻生セメント㈱ 細骨材 S 珪砂 6 号 2.61 島根県産 石灰石粉 CT カルタック 2.7 住友大阪セメント㈱ 膨張剤 CSA デンカ CSA#20 2.9 電気化学工業㈱ 混和剤 M100 高性能減水剤 (マイティ 100) 2.5 ㈱花王 水セメント比 (%) 単位量 (kg/㎥) 水 セメント 細骨材 石灰石粉 膨張剤 混和剤 W/C W C S CT CSA M100 約 54 約 400 740 745 350 30 5 表 3 使用材料一覧 表 4 モルタル配合条件
試験体 番号 種類 単位 水量 (kg/㎥) モルタル 温度 (℃) P ロート 値 (秒) モルタル フロー (mm) 充填速度 (ℓ/分) 充填方法 1~3 配管 395 13 24 300×300 27.9 自然充填 4~6 配管 395 12 25 330×330 24.1 自然充填 7~9 配管 (SUS) 400 11 23 320×320 20.1 自然充填 10~12 形鋼 400 10 23 315×315 18.3 自然充填 13~16 板材 395 13 25 330×330 30.4 自然充填 表 5 モルタル充填条件
表 6 内部空 げき率の算出結果 ※:換算データ 水充 填 高さ 保管 体の 重量 水及 び 保管 体の 重量 充填 した 水の 重量 ※ 水 の比重 充填 した 水の 体積 ※ モル タル 及 び保 管体 の 重量 充 填した モ ルタル の重 量 ※ モル タル の比 重 充填 した モル タル の体積 ※ 内部 空げ き量 ※ ドラム 缶 の内 径 ド ラム缶 の内 高 上部 空げ きの 高さ 固型 化部 の高さ ※ 固型 化部 の体 積 ※ 内部 空げき 率 ※ [m m] W2 [kg ] W3 [kg] W4 [k g] γ 1 [kg /ℓ] V1 [ℓ] W5 [ kg] W6 [kg] γ 2 [kg/ ℓ] V2 [ℓ] V3 [ℓ ] d3 [m] H3 [mm] H4 [m m ] H5 [mm ] V4 [ℓ ] R1 [% ] 1~ 3 配 管 5 75 698 123 123 78 1 2 06 2 .12 9 7 26 39 7 9 3 200 1 3.0 4~ 6 配 管 6 98 798 100 100 86 6 1 68 2 .12 7 9 21 39 7 9 3 200 1 0.5 7~ 9 配管 ( SUS) 5 7 4 698 124 124 81 3 2 39 2 .11 113 11 38 7 9 4 200 5. 5 10~ 12 形 鋼 7 1 2 819 107 107 93 0 2 18 2 .12 103 4 3 7 7 95 201 2. 0 13~ 16 板 材 7 5 3 850 9 7 97 91 9 1 66 2 .12 7 8 19 38 7 9 4 200 9. 5 0 .567 8 32 種類 試験 体 番号 790 1.0 0
100
V
V
R
4 3 1
1 2 3 1 4 1W
W
W
V
2 2 5 2 6 2W
W
W
V
2 1 3V
V
V
4 3 5H
H
H
1000
1000
H
2
d
V
5 2 3 4
R1:内部空げき率[%] V1:充填した水の体積[ℓ] V2:充填したモルタルの体積[ℓ] V3:内部空げき量[ℓ] V4:固型化部の体積[ℓ] γ1:水の比重[kg/ℓ] γ2:モルタルの比重[kg/ℓ] W2:保管体の重量[kg] W3:水及び保管体の重量[kg] W4:充填した水の重量[kg] W5:モルタル及び保管体の重量[kg] W6:充填したモルタルの重量[kg] d3:ドラム缶の内径[m] H3:ドラム缶の内高[mm] H4:上部空げきの高さ[mm] H5:固型化部の高さ[mm]※:換算データ
100
H
H
R
3 4 2
※:換算データ100
V
V
V
R
6 5 3 3
1000
1000
H
2
d
V
4 2 3 5
1000
1000
H
2
d
V
3 2 3 6
表 7 上部空げき率の算出結果 表 8 残存空げき率の算出結果 R2:上部空げき率[%] H3:ドラム缶の内高[mm] H4:上部空げきの高さ[mm] R3:残存空げき率[%] V3:内部空げき量[ℓ] V5:上部空げき量[ℓ] V6:容器内部の容積[ℓ] d3:ドラム缶の内径[m] H3:ドラム缶の内高[mm] H4:上部空げきの高さ[mm] ドラム缶 の内高 上部空げ きの高さ ※ 上部 空げき率 ※ H3[mm] H4[mm] R2[%] 1~3 配管 39 4.7 4~6 配管 39 4.7 7~9 (SUS)配管 38 4.6 10~12 形鋼 37 4.4 13~16 板材 38 4.6 種類 試験体 番号 832 内部 空げき量 ※ ドラム缶 の内径 上部空げ きの高さ ※ 上部 空げき量 ※ ドラム缶 の内高 容器内部 の容積 ※ 残存 空げき率 ※ V3[ℓ] d3[m] H4[mm] V5[ℓ] H3[mm] V6[ℓ] R3[%] 1~3 配管 26 39 9.8 17.0 4~6 配管 21 39 9.8 14.7 7~9 配管 (SUS) 11 38 9.6 9.8 10~12 形鋼 4 37 9.3 6.3 13~16 板材 19 38 9.6 13.6 210 種類 試験体 番号 0.567 832図 1 高圧圧縮装置概念図 図 2 圧縮体概念図 単位:mm 油圧ユニット 高圧圧縮機 圧縮体 仮置き ラック 圧縮力:約2000t [処理能力:約10m3/日] HEPA フィルタ ユニット 排気ブロア 200ℓドラム缶 圧縮体収納用ドラム缶 垂直金型 縮径金型 ホイスト 重量測定器 高さ 測定器 供給圧 圧力計 減容処理棟 排気筒へ
図 3 水置換法概念図 内部空げき率
100
V
V
R
4 3 1
上部空げき率100
H
H
R
3 4 2
残存空げき率100
V
V
V
R
6 5 3 3
上部空げきの高さ 4H
ドラム缶の内高 3H
上部空げき量 5V
固型化部の体積 4V
容器内部の容積 6V
固型化部の高さ 4 3 5H
H
H
内部空げき量 2 1 3V
V
V
充填した水の重量 2 3 4W
W
W
充填した水の体積 1V
充填したモルタルの重量 2 5 6W
W
W
充填したモルタルの体積 2V
モルタル及び保管体 の重量 5W
保管体の 重量 2W
水抜き後の保管体 の重量 2W
水 モルタル 上部空げき (内高の約5%) 200ℓドラム缶 圧縮体 内部空げき 水及び保管体の 重量 3W
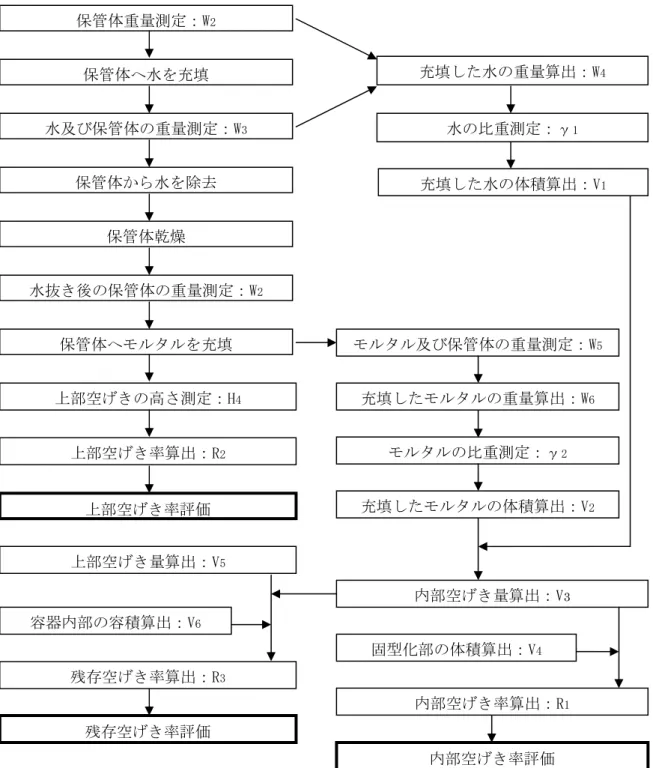
図 4 水置換法における空げき率の評価フロー図 残存空げき率評価 保管体重量測定:W2 保管体へ水を充填 充填した水の重量算出:W4 水及び保管体の重量測定:W3 保管体へモルタルを充填 モルタル及び保管体の重量測定:W5 上部空げき率算出:R2 モルタルの比重測定:γ2 保管体から水を除去 保管体乾燥 水抜き後の保管体の重量測定:W2 充填したモルタルの重量算出:W6 上部空げきの高さ測定:H4 上部空げき率評価 内部空げき量算出:V3 固型化部の体積算出:V4 内部空げき率算出:R1 内部空げき率評価 上部空げき量算出:V5 容器内部の容積算出:V6 残存空げき率算出:R3 充填したモルタルの体積算出:V2 水の比重測定:γ1 充填した水の体積算出:V1
写真 1.2 圧縮体(上面) 写真 1.1 ドラム缶(上面)
写真 2.1 圧縮体(試験体番号 7・配管)
写真 2.2 圧縮体(試験体番号 12・形鋼)
写真 3.2 充填固化体切断面 (形鋼 試験体番号 10~12)
写真 3.1 充填固化体切断面 (配管 試験体番号 1~3)
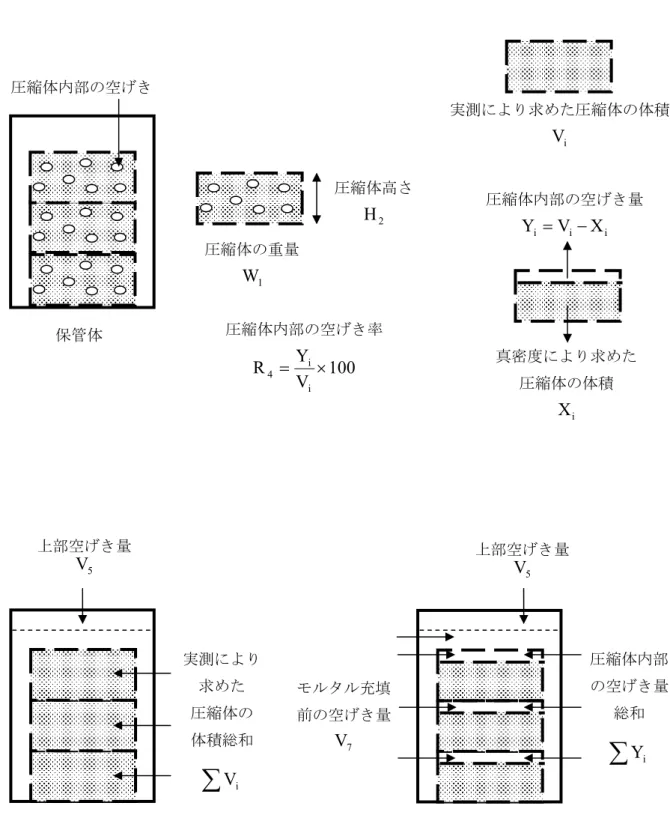
付録 真密度法による空げき率の評価 1. はじめに 充填固化体の空げき率の評価に際しては、水置換法以外に代表的なものとして、内容物の密度 (真密度)から算出した体積と実測により求めた圧縮体の体積とを比較することにより、内部空 げき量を算出する方法(真密度法)が考えられる。ここでは、参考として真密度法から空げき率 の評価を行った。 2. 空げき率の定義 圧縮体の空げきの状態は、圧縮前の材質や形状の影響を受ける。これに対し、充填固化体の空 げきの状態は、モルタルの性状、充填方法だけでなく、圧縮体の空げき量や空げきの状態にも影 響を受ける。これより、真密度法により充填固化体の空げき率の評価を行う場合、圧縮体の空げ きの状態についても考慮する必要があるため、ここでは、圧縮体及び充填固化体に関してそれぞ れ空げき率を算出した。以下に真密度法で評価を行った空げき率の定義を示す。 (1) 圧縮体の空げき率 1) 圧縮体内部の空げき率 実測により求めた圧縮体の体積に対する圧縮体内部の空げき量の割合(圧縮体1体毎) 2) 保管体毎の圧縮体内部の空げき率 実測により求めた圧縮体の体積総和に対する圧縮体内部の空げき量総和の割合(保管体1体 毎) (2) 充填固化体の空げき率 1) 真密度により求めた内部空げき率(以下、「内部空げき率(真密度)」という。) 固型化部の体積に対する真密度により求めた内部空げき量(以下、「内部空げき量(真密度)」 という。)の割合 2) 真密度により求めた残存空げき率(以下、「残存空げき率(真密度)」という。) 容器内部の容積に対する真密度により求めた残存空げき量(内部空げき量(真密度)と上部 空げき量の和であり、以下、「残存空げき量(真密度)」という。)の割合 3. 真密度法による空げき率の評価 真密度法は計算により空げき量を算出するため、充填固化体中に残存する空げき量を理論的に 評価することが可能であるが、内容物の密度と実際の密度に誤差が存在した場合、空げき率につ いても誤差が生じる可能性がある。 ここでは、実測により求めた圧縮体高さ及び重量測定値、真密度から、圧縮体及び充填固化体 の空げき率を算出し、評価を行った。なお、上部空げき率については水置換法と同定義であるた め、ここでは省略した。真密度法概念図を図 A1、真密度法における空げき率の評価フロー図を図 A2 に示す。
3.1 圧縮体の空げき率の評価 圧縮体内部の空げき率は実測により求めた圧縮体の体積及び圧縮体内部の空げき量から算出し た。なお、実測により求めた圧縮体の体積は圧縮体高さの実測値から算出し、圧縮体内部の空げ き量は実測及び真密度により求めた圧縮体の体積から算出した。算出結果を表 A1 に示す。 圧縮体内部の空げき率は本試験の範囲内において、材質、性状によらず、約 31.1~46.6%とな った。また、保管体毎の圧縮体内部の空げき率は約 34.4~44.6%となった。圧縮体内部の空げき 率の計算式を以下に示す。 (1) 圧縮体内部の空げき率の計算式 (試験体:1~6、10~12)
100
H
A
W
1
100
V
Y
R
1 2 1 i i 4
…(5) (試験体:7~9)100
H
A
W
W
1
100
V
Y
R
2 1 2 1 8 2 7 i i 4
…(6) (試験体:13~16)100
H
A
W
W
1
100
V
Y
R
3 1 2 1 8 3 7 i i 4
…(7) (試験体:1~12)100
V
Y
100
V
Y
R
3 1 i i 3 1 i i i i 5
…(8) (試験体:13~16)100
V
Y
100
V
Y
R
4 1 i i 4 1 i i i i 5
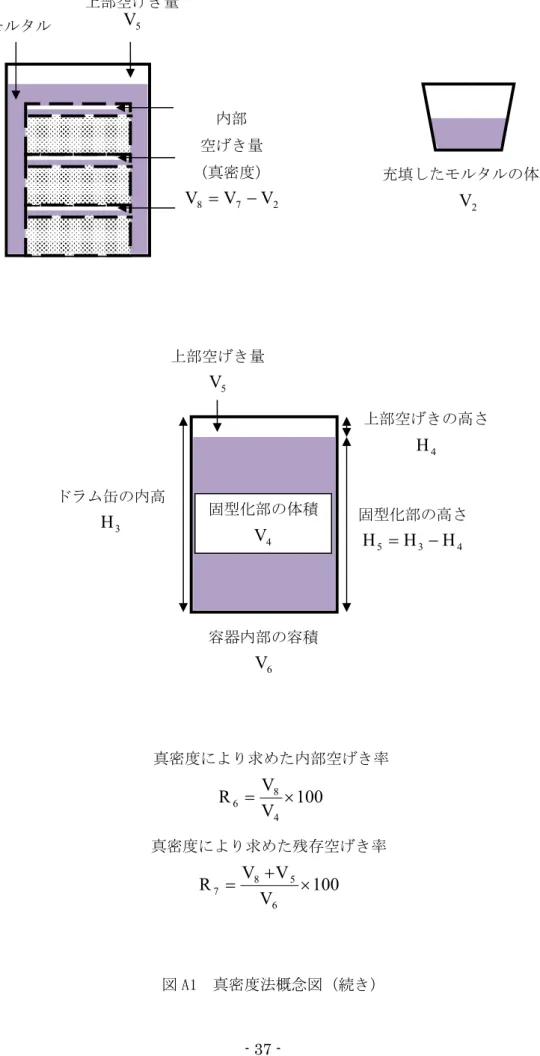
…(9) R4:圧縮体内部の空げき率[%] R5:保管体毎の圧縮体内部の空げき率[%] Vi:実測により求めた圧縮体の体積[cm3] ∑Vi:実測により求めた圧縮体の体積総和[cm3] Yi:圧縮体内部の空げき量[cm3] ∑Yi:圧縮体内部の空げき量総和[cm3] W1:重量[kg] W7:ドラム缶重量[kg]W8:内容物重量[kg] ρ1:炭素鋼密度[g/cm3] ρ2:ステンレス鋼密度[g/cm3] ρ3:亜鉛密度[g/cm3] A:圧縮体底面積[m2] H2:圧縮体高さ[mm] 3.2 充填固化体の空げき率の評価 3.2.1 内部空げき率(真密度)の評価 内部空げき率(真密度)は内部空げき量(真密度)、固型化部の体積から算出した。なお、内 部空げき量(真密度)はモルタル充填前の空げき量及びモルタルの充填量の実測値から算出し、 モルタル充填前の空げき量は実測により求めた圧縮体の体積総和、圧縮体内部の空げき量総和、 固型化部の体積から算出した。算出結果を表 A2 に示す。 内部空げき率(真密度)は約 5.5~18.0%となり、本試験における全ての充填固化体につい て、参考値として設定した四国電力株式会社の充填性試験3)の水置換法で確認された約 15%と ほぼ同様の値が得られた。内部空げき率(真密度)の計算式を以下に示す。 (1) 内部空げき率(真密度)の計算式 (試験体:1~12)
2 5 2 3 2 5 3 1 i 3 1 i i i 5 2 3 2 4 8 6H
d
5
1000
W
W
Y
V
H
d
250
2
100
V
V
R
…(10) (試験体:13~16)
2 5 2 3 2 5 4 1 i 4 1 i i i 5 2 3 2 4 8 6H
d
5
1000
W
W
Y
V
H
d
250
2
100
V
V
R
…(11) R6:内部空げき率(真密度)[%] V4:固型化部の体積[ℓ] V8:内部空げき量(真密度)[ℓ] ∑Vi:実測により求めた圧縮体の体積総和[cm3] ∑Yi:圧縮体内部の空げき量総和[cm3] W2:保管体の重量[kg] W5:モルタル及び保管体の重量[kg] γ2:モルタルの比重[kg/ℓ] d3:ドラム缶の内径[m]H5:固型化部の高さ[mm] 3.2.2 残存空げき率(真密度)の評価 残存空げき率(真密度)は内部空げき量(真密度)、上部空げき量、容器内部の容積から算出 した。算出結果を表 A3 に示す。 残存空げき率(真密度)は約 9.7~21.8%となり、真密度法の場合においても、本試験にお ける全ての充填固化体について、有害な空げきの参考値 2)とされる 30%未満の値が得られた。 残存空げき率(真密度)の計算式を以下に示す。 (1) 残存空げき率(真密度)の計算式 (試験体:1~12)
2 3 2 3 2 5 3 1 i 3 1 i i i 5 4 2 3 2 6 5 8 7H
d
10
1000
W
W
Y
V
H
H
d
250
4
100
V
V
V
R
…(12) (試験体:13~16)
2 3 2 3 2 5 4 1 i 4 1 i i i 5 4 2 3 2 6 5 8 7H
d
10
1000
W
W
Y
V
H
H
d
250
4
100
V
V
V
R
…(13) R7:残存空げき率(真密度)[%] V5:上部空げき量[ℓ] V6:容器内部の容積[ℓ] V8:内部空げき量(真密度)[ℓ] ∑Vi:実測により求めた圧縮体の体積総和[cm3] ∑Yi:圧縮体内部の空げき量総和[cm3] W2:保管体の重量[kg] W5:モルタル及び保管体の重量[kg] γ2:モルタルの比重[kg/ℓ] d3:ドラム缶の内径[m] H3:ドラム缶の内高[mm]H4:上部空げきの高さ[mm] H5:固型化部の高さ[mm] 4. まとめ 高減容処理施設で実際の廃棄物に適用している処理手順及び方法を模擬して作製した圧縮体に 対し、原子力発電所で適用している「充填固化体の標準的な製作方法」に準じて容器と一体とな るようなモルタル充填を行い作製した高圧圧縮充填固化体について、真密度法による空げき率の 評価を行った。 この結果、残存空げき率(真密度)は財団法人原子力環境整備センターがとりまとめた「低レ ベル放射性廃棄物処分用廃棄体製作技術について(各種固体状廃棄物)」2)及び国による廃棄体確 認で用いられる「均質・均一固化体の廃棄のための確認方法」及び「充填固化体の廃棄のための 確認方法」で定める有害な空げきと判断される基準値より十分低い値となることが確認できた。 また、参考として算出した内部空げき率(真密度)は水置換法による四国電力株式会社の充填性 試験3)とほぼ同等の値となることが確認できた。 これらの結果、本試験で作製した高圧圧縮充填固化体について真密度法で空げき率の評価を行 った場合に関してもその健全性が確認できた。
※:換算データ 表 A1 圧縮 体内部の空げき率の算出結果 重量 ドラム 缶 重量 内容物重 量 ※ 圧縮 体 底面 積 ※ 圧縮体高 さ 実測に よ り 求めた圧 縮 体の 体積※ 炭素鋼密度 ステ ンレス 鋼密 度 亜 鉛密度 真密度 に よ り 求めた 圧縮体 の体積 ※ 圧縮体内 部の 空げき 量 ※ 圧 縮体内部の 空げき 率 ※ 実測に より 求 めた圧 縮体の 体積総和※ 圧縮体内 部の 空げき 量総和 ※ 保管 体毎の 圧縮体 内部の 空げき 率 ※ W 1 [k g] W 7 [k g] W 8 [kg] A [㎡ ] H 2 [mm] V i[c m 3 ]ρ 1 [g/cm 3 ]ρ 2 [g/cm 3 ]ρ 3 [g /c m 3 ]X i[ c m 3 ]Y i[ c m 3 ]R 4 [% ] ∑ Vi [c m 3 ]∑ Y i[ c m 3 ]R 5 [%] 184 161 217 4 2923 23439 1948 4 4 5.4 181 158 212 4 1934 23057 1887 7 4 5.0 182 159 207 4 0945 23185 1776 0 4 3.4 220 197 241 4 7670 28025 1964 5 4 1.2 218 195 241 4 7670 27771 1989 9 4 1.7 227 204 222 4 3912 28917 1499 5 3 4.1 184 161 212 4 1934 23233 1870 1 4 4.6 184 161 220 4 3516 23233 2028 3 4 6.6 184 161 196 3 8769 23233 1553 6 4 0.1 227 204 257 5 0835 28917 2191 8 4 3.1 227 204 241 4 7670 28917 1875 3 3 9.3 227 204 259 5 1230 28917 2231 3 4 3.6 180 157 197 3 8967 24919 1404 8 3 6.1 180 157 202 3 9956 24919 1503 7 3 7.6 181 158 187 3 6989 25059 1193 0 3 2.3 182 159 185 3 6593 25199 1139 4 3 1.1 試験 体 番号 561 2 1 種類 0.197 8 23 1242 19 板材 配管 配管 (SU S ) 形鋼 7.85 7.14 1258 02 7. 93 -629 8 4 4 2.1 34.4 -44 .6 39 .2 43 .9 545 3 9 1392 52 545 2 0 13 ~ 1 6 1497 35 524 0 9 1525 05 1~ 3 4~ 6 7~ 9 10 ~ 1 2
100
V
Y
R
i i 4
8 7 1W
W
W
2 i1000
A
H
V
1 1 i1000
W
X
(試験体番号:1~6、10~12) 2 8 1 7 i1000
W
1000
W
X
(試験体番号:7~9) 3 8 1 7 i1000
W
1000
W
X
(試験体番号:13~16) i i iV
X
Y
100
V
Y
R
i i 5
3 1 i i iV
V
(試験体番号:1~12)
4 1 i i iV
V
(試験体番号:13~16)
3 1 i i iY
Y
(試験体番号:1~12)
4 1 i i iY
Y
(試験体番号:13~16)R4:圧縮体内部の空げき率[%] R5:保管体毎の圧縮体内部の空げき率[%] W1:重量[kg] W7:ドラム缶重量[kg] W8:内容物重量[kg] A:圧縮体底面積[m2] H2:圧縮体高さ[mm] ρ1:炭素鋼密度[g/cm3] ρ2:ステンレス鋼密度[g/cm3] ρ3:亜鉛密度[g/cm3] Vi:実測により求めた圧縮体の体積[cm3] ∑Vi:実測により求めた圧縮体の体積総和[cm3] Xi:真密度により求めた圧縮体の体積[cm3] Yi:圧縮体内部の空げき量[cm3] ∑Yi:圧縮体内部の空げき量総和[cm3]
※:換算データ 表 A2 内部 空げき率(真密度)の算出結果 実測に よ り 求め た 圧縮 体の体積総和※ 圧縮 体内部の 空げ き 量総和 ※ 固型化部の 体積※ モ ル タ ル充填前の 空げ き 量 ※ 充填し た モ ルタ ルの 体積※ 内部空げ き 量 ( 真密度) ※ 内部空げ き 率 ( 真 密度) ※ ∑V i[ c m3 ]∑ Y i[ c m3 ]V 4 [ℓ ] V7 [ℓ ] V2 [ℓ ] V8 [ℓ ] R6 [% ] 79 130 97 33 16. 5 試験体番号 125 802 56121 2 0 0 種類 1 ~ 3 配管 139 252 54539 2 0 0 115 4~ 6 130 36 11 3 152 505 52409 2 0 0 100 10 3 78 124 219 形鋼 板材 54520 2 0 0 1 7 22 149 735 62984 2 0 1 114 7~ 9 10 ~ 1 2 13 ~ 1 6 配管 11. 0 11 5. 5 8. 5 18. 0 配管 (SU S )
100
V
V
R
4 8 6
1000
Y
V
1000
V
V
7
4
i
i 2 7 8V
V
V
R6:内部空げき率(真密度)[%] V2:充填したモルタルの体積[ℓ] V4:固型化部の体積[ℓ] V7:モルタル充填前の空げき量[ℓ] V8:内部空げき量(真密度)[ℓ] ∑Vi:実測により求めた圧縮体の体積総和[cm3] ∑Yi:圧縮体内部の空げき量総和[cm3]※:換算データ
100
V
V
V
R
6 5 8 7
表 A3 残存空げき率(真密度)の算出結果 R7:残存空げき率(真密度)[%] V5:上部空げき量[ℓ] V6:容器内部の容積[ℓ] V8:内部空げき量(真密度)[ℓ] 内部空げき量 (真密度)※ 上部空げき量※ 容器内部の 容積※ 残存空げき率 (真密度)※ V8[ℓ] V5[ℓ] V6[ℓ] R7[%] 試験体番号 種類 1~3 配管 9.8 20.4 配管 36 33 210 9.6 9.6 12.7 10~12 形鋼 11 9.8 21.8 7~9 配管 (SUS) 17 4~6 15.0 9.3 9.7 13~16 板材 22図 A1 真密度法概念図 保管体毎の圧縮体内部の空げき率
100
V
Y
R
i i 5
上部空げき量 5V
実測により 求めた 圧縮体の 体積総和
V
i モルタル充填 前の空げき量 7V
圧縮体内部 の空げき量 総和
Y
i 上部空げき量 5V
圧縮体内部の空げき率100
V
Y
R
i i 4
保管体 圧縮体内部の空げき 圧縮体の重量 1W
圧縮体高さ 2H
実測により求めた圧縮体の体積 iV
真密度により求めた 圧縮体の体積 iX
圧縮体内部の空げき量 i i iV
X
Y
図 A1 真密度法概念図(続き) 充填したモルタルの体積 2
V
内部 空げき量 (真密度) 2 7 8V
V
V
モルタル 上部空げき量 5V
真密度により求めた内部空げき率100
V
V
R
4 8 6
真密度により求めた残存空げき率100
V
V
V
R
6 5 8 7
上部空げきの高さ 4H
ドラム缶の内高 3H
上部空げき量 5V
固型化部の体積 4V
容器内部の容積 6V
固型化部の高さ 4 3 5H
H
H
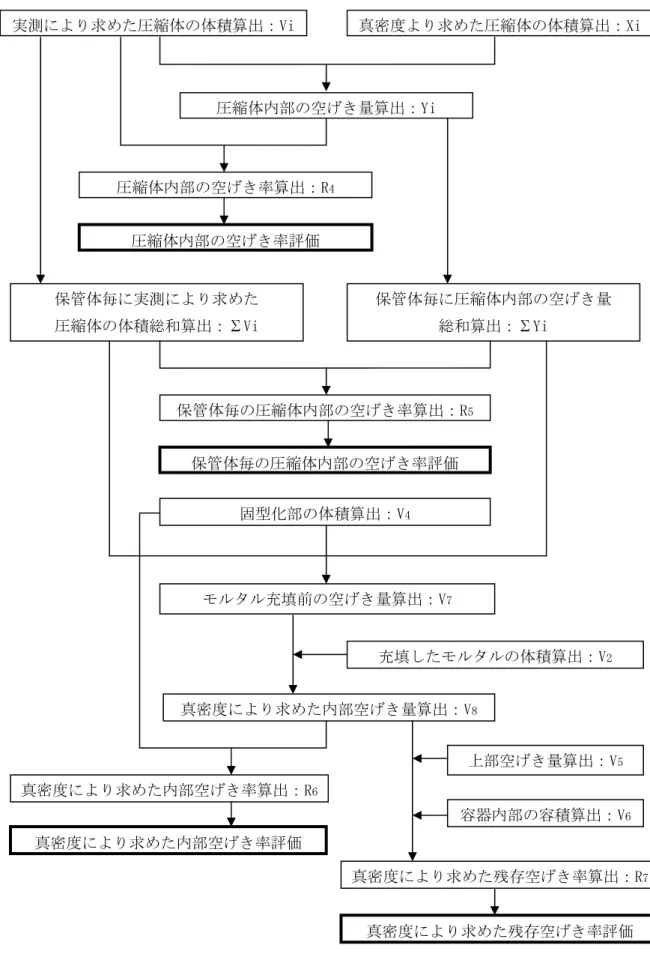
図 A2 真密度法における空げき率の評価フロー図 真密度より求めた圧縮体の体積算出:Xi 圧縮体内部の空げき量算出:Yi 圧縮体内部の空げき率算出:R4 実測により求めた圧縮体の体積算出:Vi 圧縮体内部の空げき率評価 保管体毎に実測により求めた 圧縮体の体積総和算出:∑Vi 保管体毎の圧縮体内部の空げき率算出:R5 保管体毎に圧縮体内部の空げき量 総和算出:∑Yi 保管体毎の圧縮体内部の空げき率評価 固型化部の体積算出:V4 充填したモルタルの体積算出:V2 モルタル充填前の空げき量算出:V7 真密度により求めた内部空げき量算出:V8 真密度により求めた内部空げき率算出:R6 容器内部の容積算出:V6 上部空げき量算出:V5 真密度により求めた内部空げき率評価 真密度により求めた残存空げき率算出:R7 真密度により求めた残存空げき率評価


![図 1 高圧圧縮装置概念図 図 2 圧縮体概念図 単位:mm 油圧ユニット高圧圧縮機圧縮体仮置きラック圧縮力:約2000t[処理能力:約10m3/日]HEPAフィルタユニット排気ブロア 200ℓドラム缶圧縮体収納用ドラム缶垂直金型縮径金型ホイスト重量測定器高さ測定器供給圧圧力計減容処理棟排気筒へ](https://thumb-ap.123doks.com/thumbv2/123deta/6284077.619487/27.892.154.771.124.1135/ユニットラックフィルタユニットブロアドラムドラムホイスト.webp)