1 471 1 大阪大学接合科学研究所(〒5670047 大阪府茨木市美穂ヶ丘
111)
Table 1 Characteristics of lasers used in welding or joining. (April 1, 2012)
>CO2laser (Wavelength: 10.6 mm; Farinfrared ray) Laser media: CO2N2He mixed gas (Gas) Average power [CW]: 50 kW (Maximum)
(Normal): 1 kW15 kW
Merit: Easier high power (E‹ciency: 1020) >Lamppumped YAG laser (Wavelength: 1.06 mm; Near
infrared ray)
Laser media: Nd3+: Y
3Al5O12garnet (Solid)
Average power [CW]: 10 kW (Cascade type Max & Fiber coupling Max)
(Normal): 50 W7 kW (E‹ciency: 14) Merits: Fiberdelivery, and easier handling (good ‰exibility) >Laser Diode(LD)(Wavelength: 0.81.0 mm; Nearinfrared ray)
Laser media: InGaAsP, etc. (Solid)
Average power [CW]: 10 kW (Stack type Max.), 6 kW (Fiberdelivery Max.) Merits: Compact, and high e‹ciency (2060)
>LDpumped solidstate laser (Wavelength: About 1 mm; Near infrared ray)
Laser media: Nd3+: Y
3Al5O12garnet (Solid), etc. Average power [CW]: 13.5 kW (Fibercoupling Max.)
[PW]: 6 kW (Slab type max.)
Merits: Fiberdelivery, high brightness, and high e‹ciency (1020)
>Disk laser (Wavelength: 1.03 mm; Nearinfrared ray) Laser media: Yb3+: YAG or YVO
4(Solid), etc. Average power [CW]: 16 kW (Cascade type Max.) Merits: Fiberdelivery, High brightness, High e‹ciency
(1525)
>Fiber laser (Wavelength: 1.07 mm; Nearinfrared ray) Laser media: Yb3+: SiO
2(Solid), etc.
Average power [CW]: 50 kW (Fibercoupling Max.) Merits: Fiberdelivery, high brightness, high e‹ciency
(2030) 1 471 ―( )― Vol. 55, No. 11, 2012
解
説
レーザ溶接技術の最近の発展
片
山
聖
二
1Recent Progress in Laser Welding Technology
Seiji KATAYAMA1
1Joining and Welding Research Institute (JWRI), Osaka University, 111 Mihogaoka, Ibaraki, Osaka 5670047, Japan (Received April 4, 2012, Accepted August 9, 2012)
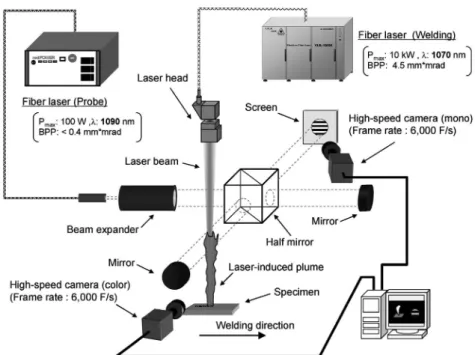
Laser welding processes are more and more used in various industrial ˆelds because high-e‹ciency, high quality and high-power lasers such as ˆber lasers, disk lasers and diode lasers are developed. Remote welding can be used in the car industry due to the de-velopment of high brightness ˆber or disk lasers. Deep penetration welds are produced by welding with a high power single laser or tandem lasers at 1 atm or under low vacuum conditions, or by hybrid welding with a high power laser and a MAG or MIG arc for the heavy industry. Deep welds are also made by the multi-layers method. Focused laser beams of small diameters are also utilized in in-dustrial applications of small parts such as battery cells and glass frames. Laser joining of metal and plastic or CFRP dissimilar materi-als has been newly developed. In-process monitoring and adaptive control are materi-also intensively studied for industrial applications. (http://www.jwri.osaka-u.ac.jp/research/research02_2.html). . は じ め に レーザ溶接法は,亜鉛めっき鋼,高張力鋼,ステンレス 鋼,アルミニウム合金,プラスチックなど,種々の材料の接 合継手の作製が可能であり,また,システム化,ロボット 化,自動化,省力化などが容易であることから,自動車や鉄 道車両,鉄鋼,電子・電機,産業機器や重工業など,各種産 業分野において利用が拡大している13).特に最近,レーザ 装置の高出力化,高品質化,高効率化および高輝度化が図ら れ,レーザ溶接は,約 0.02 mm の極薄板から 50 mm 程度の 厚板までの継手が作製でき,各種製品や構造物の高品質,低 変形,高速,深溶込みの接合法として認められている13). そして,レーザ溶接は,ロボットやスキャナ,治具やモニタ リング装置などの周辺装置と技術の開発により実用化がます ます進展している. そこで本稿では,レーザ溶接・接合に関連する最近のレー ザ装置や周辺機器の発展・展開,レーザ溶接現象の解明・理 解と実用化の状況,および最新のレーザ溶接技術とその開発 動向について解説する. . レーザの発展と溶接への適用 溶接・接合(はんだ付(ソルダリング),ろう付(ブレー ジング)を含む)には,炭酸ガス(CO2)レーザ,パルスま た は 連 続 発 振 の Nd : YAG レ ー ザ , 半 導 体 レ ー ザ ( Laser Diodeか ら LD と 略 称 され る こ と が あ る ), 半導 体 レ ー ザ (LD)励起固体(YAG,YVO4,YLF など)レーザ,ディ スクレーザおよびファイバレーザが利用されている.その溶 接用レーザの特徴をまとめて Table 11)に示す.溶接用レー ザとしては,まず,高出力化が容易で高速・深溶込み溶接が 可能な CO2レーザおよびファイバ伝送が可能で柔軟なラン プ励起(パルスまたは連続発振)YAG レーザが開発され,
2 472
Fig. 1 Typical solid-state lasers. Their pumping, heat trans-fer and laser irradiation are shown4).
Fig. 2 History of development of higher power ˆber lasers5).
Fig. 3 Comparison of processing areas for typical solid-state lasers with respective beam qualities8).
2 472 ―( )― J. Vac. Soc. Jpn. 中・厚鋼板のコイルやパイプ,テーラードブランク材,自動 車ルーフ,電装部品などの溶接に適用されてきた2,3).続い て,それぞれの高出力レーザの高品質化が図られ,スラブ型 の高出力 CO2レーザおよび LD 励起の高出力・連続発振の YAG レーザが開発された.そして,それらは,従来のもの の代用として用いられるだけでなく,リモート溶接用に注目 され,一部利用された.特に,前者は,航空機のパネルスト リンガーの接合において,従来のリベット接合に代わって適 用された溶接に初めて利用されたレーザである.しかし,最 近は,高出力・連続発振の CO2レーザおよび YAG レーザ の装置開発と溶接技術開発はほとんど行われなくなっている. 固体レーザの発振の特徴を表現した摸式図を Fig. 14)に比 較して示す.ランプ励起の YAG レーザでは,YAG ロッド の熱レンズ効果のために品質が悪くなり,それを改善するた め,半導体レーザ励起の固体(YAG または YLF)レーザが 開発された.その後,半導体レーザ励起のディスクレーザま たはファイバレーザが,YAG ロッドに対して薄板化と細線 化を行うことによって冷却能が改善され,さらに Nd3+の代 わりに高含有量の達成が可能な Yb3+がドープされることに よって高品質化・高効率化・高出力化が図られている.一 方,電気―光変換効率が最も高い半導体レーザは溶接用熱源 として直接またはファイバ伝送で用いられるか,ファイバ レーザやディスクレーザの励起用光源として用いられてお り,半導体レーザの開発が重要であることがわかる. 以上の経緯から,今日では,高輝度・高品質・高出力のフ ァイバレーザおよびディスクレーザならびに高効率・高出力 の半導体レーザの開発が活発である18).Fig. 2 はあるレー ザメーカでの高出力ファイバレーザの開発動向を示してい る5).ファイバレーザでの高出力化は近年急速に展開されて きたことがわかる.ファイバレーザは,シングルモードレー ザによる理想的な発振が 10 kW の高出力でも可能であると 言われ,最大50もしくは 100 kW の大出力の装置5)も販売が 可能とされており,装置サイズも小さいという特長がある. また,ディスクレーザでは,1 kW で 50mm のファイバ径が 利用されるものや 0.2 mm 直径のファイバが利用できる 16 kW(BPP8 mmmrad)が市販されている4).なお,BPP は,ビーム品質を表す指標であり,レーザビームの集光時の 角度の半角(a)と集光ビームの半径(v)の積で表記され, この値が小さいほどビーム品質がよいこと意味している.こ れらの固体レーザは,Fig. 38)に示すように,ビーム品質が よいほど,広範囲な領域でも接合が可能になり,高速かつ柔 軟な溶接ができることを示している.すなわち,高品質レー ザは,焦点深度(レイリー長)が深く(長く),集光系レン ズから空間的に離れた位置でも溶融が可能であるため,リ モート溶接用熱源として実用化されている. また,高パワー密度になると,溶接ビード幅が狭くなり, 溶込み深さが非常に深くなる.ただし,高出力・高品質の レーザをレンズで集光すると,熱レンズ効果と言われる焦点 位 置 が 時 間 と 共 に 上 方( レ ン ズ )側 に 移 動 す る こ と が あ る9).伝送ファイバ出口からコリメーションレンズまでの距 離が短い場合,焦点距離が長い集光系(薄いレンズ)を用い た場合,組合せレンズを用いた場合,レンズの冷却が不十分 で中央部と周辺部の温度差が大きい場合,保護ガラスが汚れ ている場合,集光レンズに対するコーティングが不十分な場 合などに起こりやすい.特に,レンズやガラス内に温度分布 が生じたときに起こるため,集光系のレンズや保護ガラスを 冷却し,綺麗に保つ必要がある. 高効率の半導体レーザは,2011年には,4 kW,6 kW, 15 kW の半導体レーザが,それぞれ 0.6 mm 径(NA0.1), 0.4 mm 径(NA0.2),1 mm 径(NA0.2)のファイバで 伝送できるようになり,市販品も入手可能となった.その品 質は従来の高出力 YAG レーザと同等レベルに達している6). レーザ溶接においては,薄板の場合,特に熱影響が問題と なるときは,パルス YAG レーザが利用される.最近は,半
3 473 Fig. 4 Remote laser welding system for several cars17).
3 473 ―( )― Vol. 55, No. 11, 2012 導体レーザを直接またはファイバ伝送で利用したり,さら に,低出力・微細スポット径のディスクレーザやファイバ レーザを連続またはパルス化の条件で利用したりすることが 検討されている.また,パルス YAG レーザの場合,LD 励 起の YAG レーザ装置が開発され,さらに,半導体レーザと 重畳して利用する 2 波長重畳のハイブリッド溶接装置も開 発され,アルミニウム合金の溶接に利用されている10). 一方,厚板の場合,大出力の CO2レーザによる単独溶接 または MAG アークとのハイブリッド溶接が先行して研究開 発され,幾つか実用化されたが,最近は,高出力で柔軟なフ ァイバレーザもしくはディスクレーザが単独で適用される か,または鉄鋼材料もしくはアルミニウム合金に対してはそ れぞれ MAG か CO2アークもしくは MIG アークとのハイブ リッドで利用されている. 最近,ドイツでは,レーザビームの集光状況とシールドガ ス 圧 を 変 え る こ と に よ っ て , 1 つ の 加 工 ヘ ッ ド ( Combi-Head と命名)で切断と溶接ができる装置が開発されてい る11).また,太いファイバ内に細いファイバが内蔵された 形状で,1 本のファイバで伝送し,切断と溶接を切り替えて 使える特殊ファイバも開発されている12).いずれも切断と 溶接が簡単に行える溶接システム開発を目指している. ファイバレーザやディスクレーザは,高出力でも高品質で あり,またパルス化も可能であることから,さらにロボット と組み合わせてほとんどすべての溶接・接合に対応できるた め,更なる利用の拡大が予想されている. なお,レーザ溶接の実用化に際しては,下記のように,安 全と健康衛生面に注意を払う必要がある.直接のレーザ 光はもちろん,反射・散乱光に対しても安全対策を取ること, レーザ溶接時のレーザ誘起プラズマ/プルームと呼ばれる 高輝度発光体を直接には見ないようにすること,火災原 因となるため,溶融スパッタの飛散に対して周辺に可燃物を 置かない対策をとること,蒸発物(ヒューム,超微粒子 など)は人体への悪影響が考えられるため,集塵装置により 吸引処理し,人のいる所に排出されないようにすることなど である.特に,に関しては,レーザ使用者に障害が発生 することを防止する目的で,国際電気標準(IEC)を基に日 本工業規格「レーザ製品の放射安全基準」JIS C 6802 が規 定されている.また,溶接用レーザは,危険度が最も高 いクラス 4 に分類され,レーザ光を直接見ることは失明に 直結することを知っておくこと,レーザの反射光や散乱 光も危険であるため,皮膚防護用作業服を着用し,レーザ照 射時には保護メガネを装着すること,レーザ溶接装置を 加工室内に設置して遮光対策を講じること,などの対策が必 要である. . レーザ溶接技術の研究開発と実用化動向 レーザ溶接は,電池ケースや電装品から自動車用のテー ラードブランク材やドア,ルーフの溶接まで広範囲に利用さ れている.最近は,固体レーザ発振器からファイバ伝送され たレーザとロボットを組み合わせた溶接システムが開発さ れ,自動車用亜鉛めっき鋼のルーフ13)やステンレス鋼製車 両構体14),自動車用 Li イオン電池のボックス15)などの製造 に利用されている.前者の重ね溶接法は,従来の抵抗スポッ ト溶接に代わる技術である.最近のレーザ溶接法としては, 従来の溶接技術を超える高速溶接法,深溶込み溶接法および 微細溶接法が注目され,それらの研究開発が活発である. 現在,高速・高生産性の接合法として最も注目されるのが リモート溶接・スキャナ溶接と呼ばれる技術である.リモー ト溶接には,スキャナ(ミラー)を用いるタイプと用いない タイプがある.特に,ミラーを動かすスキャナタイプでは, レーザの加工点を瞬時に移動させることができ,機械動作 (ロボット等)による移動のロスタイムを画期的に削減する ことが可能である16). まず,ス ラブ型 の高輝 度 CO2レーザ を用いて ,米国 で ジープのスィングドアの溶接に最初に適用され,56箇所の 溶接を32秒で完了する高生産性が実証された16).続いて, 欧州および日本でも自動車ボデー部品および薄鋼板のインパ ネにリモートレーザ溶接が適用され,1 日24時間稼動するラ イ ン が 構築 さ れ た . これ ま で は , ビー ム 品 質 の 高い CO2 レーザによるリモート溶接法が実用化されていたが,最近 は,ファイバレーザやディスクレーザのビーム品質が向上し たことから,リモート溶接用熱源の主流は CO2レーザか ら,ファイバレーザまたはディスクレーザに変わってい る4,5,16,17). 固体レーザの場合,レーザビームをファイバ伝送で多関節 ロボットに装着した溶接ヘッドに導くシステムを構成し,さ らにスキャナと組み合わせて 3 次元のリモート溶接が可能 である.日本でも, 2007年から,リモート溶接システムの 自動車部品量産への適用が始まっており,最近の例を Fig. 4に示すが,LD 励起 YAG レーザやファイバレーザが適用 され,加工時間の短縮が図られている17). 6.9 kW ファイバレーザによるリモート溶接では,約 1 m 離れた位置にある鉄鋼やアルミニウム合金薄板の高速溶融が 可能であること5)が示されている.マイケルソン干渉計の構 成ならびにリモートレーザ溶接時のプルームと干渉計による 干渉縞の同期観察結果とそのとき得られた溶接ビードの表面 と裏面を Fig. 5 および Fig. 618)に示す.大気中において, シールドガスの吹き付けがなく,さらにエアーカーテン(ガ スジェット)やファンによるプルームの抑制がない場合,溶 接中には高輝度のレーザ誘起プルームが高く成長し,それに 伴って温度の高い領域が板上方に形成していき,低屈折率の
4 474
Fig. 5 Michelson interference observation system for visualizing refraction coe‹cient.
Fig. 6 High speed video observation results of laser-induced plume and fringes based upon diŠerent refraction coe‹cients during remote laser welding without and with fan (upper photos), and weld beads made under the same conditions, showing incomplete and full penetration without and with fan, respectively (lower photos).
4 474 ―( )― J. Vac. Soc. Jpn. 領域が広く形成した結果,貫通溶接されなくなる様子が観察 されることがある.一方,ファンを利用した場合,プルーム の成長が抑制され,低屈折率の領域を低く保たれていること がわかる.つまり,リモート溶接では,レーザ誘起プルーム が大きく成長すると,試料上方の屈折率が小さくなり,レー ザビームの集光位置(焦点)が下方へ移動したり,屈折させ られたりして,溶融池形状が変化して溶込み深さが浅くなる ことがある18,19).このため,ファンやブロアーを用いてレー ザ誘起プルームを抑制する対策を取る必要がある19). 一方,深溶込み溶接部の作製に関連して,まず,大出力化 が容易な CO2レーザ溶接法が検討された結果,Ar ガス中に おいて 10 kW 以上の高パワーになると,溶接部の溶込みは, Ar ガスプラズマが生成することによってきわめて浅くなり, He ガス中では He ガスプラズマが生成しないため深い溶込 みが得られるがポロシティが発生しやすいことが明らかにな った.このため,大出力 CO2レーザによる溶接では,シー ルドガスとして Ar ガスが利用できず,また高価な He ガス 中ではポロシティが防止できないため,その後の実用化はあ
5 475 Fig. 7 EŠects of laser power, beam diameter (power density)
and welding speed on penetrations of ˆber laser welds in Type 304 stainless steel plates of 8 or 20 mm in thickness.
5 475 ―( )― Vol. 55, No. 11, 2012 まり伸展しなかった. そこで最近,Ar シールドガス中において,10 kW ファイ バレーザ(波長1.07 mm)や 16 kW ディスクレーザ(波長 1.03mm)によりオーステナイト系ステンレス鋼 SUS 304 やアルミニウム合金 A5083 の深溶込み溶接が行われてい る.その結果,いずれも溶接部の溶込みは Ar ガス中でも レーザ出力の増加に比例して深くなることが明示されてい る.次に,Ar ガス中で,ファイバレーザ出力 6 kW および 10 kW において種々の集光状況で得られたステンレス鋼溶 接部の溶込み深さに及ぼす溶接速度の影響を Fig. 7 に示 す20,21).溶込みは溶接速度の増加に伴って浅くなるが,高速 度ではレーザのビーム径が小さくパワー密度が高いほど深く なることがわかる.一方,低速度溶接では,溶込み深さに及 ぼすレーザ出力の影響が大きくなり,長焦点の集光光学系の 方が深くなる.なお,ビーム径が(例えば,1 mm以上に) 大きくなりすぎ,パワー密度が大幅に低下すると深溶込み溶 接部の形成はできなくなる.以上の結果から,高出力・高パ ワー密度の波長約 1mm のレーザの場合,Ar ガス中でも, 溶込み深さは浅くならないことが確認される.これは,レー ザ溶接中の高輝度なプルーム(発光体)の分光分析の結果, Ar ガスプラズマが生成されていないことからも裏付けられ ている20,21). 次に,溶接欠陥としては,低速度の場合,Fig. 7 に示した ように,部分溶込み溶接においてポロシティ(ブローホー ル,ポア,気孔)の生成が問題となる.キーホール(高パワー 密度のレーザが照射されることによって溶融と蒸発が起こ り,その蒸発の反跳力で溶融池に深く凹むように形成された カギ状の穴)の形成による深溶込みのレーザ溶接時には, キーホール先端から気泡が発生し,それが凝固壁にトラップ されてポロシティとなる.低速度溶接時にはキーホールが崩 れてその先端部が気泡となる場合とキーホール前壁からの蒸 発物が溶融池内に入り混んで気泡となる場合がある.通常の パワー密度では気泡はキーホール底部から発生することが多 く,パワー密度のきわめて高いときにのみビーム集光部下方 のキーホール中間部から発生する場合がある.一方,高速溶 接の場合,ポロシティのない溶接部の形成が可能となるが, レーザのビーム径が 0.3~0.6 mm 程度であると,融液がス パッタとして飛散して消失するためアンダフィルビード(表 面が全体的に窪んだ状態の溶接ビード)となり,さらに超高 速度では,アンダカット(溶接ビードの表面で溶融境界近傍 のみが窪んだ状態)の溶接部が形成する.これに対して, ビーム径が 0.13~0.2 mm とさらに小さい場合の高速度溶接 時には,集光位置でのパワー密度は高くなるが,スパッタの 発生はきわめて少なくなり,ハンピング(高速溶接のために 細長い溶融池が形成し,その表面に噴出されてくる融液が多 く,溶融池後端では,低温側の表面張力が高いことによる作 用によって融液量が半球状に膨れて,その結果前方の融液が 少なくなったところが速く凝固するため溶接後のビード表面 にこぶ状の凸部が周期的に形成された状況)が起こるように なる22).従来,パワー密度が高くなると,スパッタは起こ りやすくなると解釈されてきたが,スパッタはキーホール径 とその周辺の融液量との関係およびプルーム(蒸発物)の噴 出気流に伴うせん断力の大小によって決定されると考えられ る.すなわち,ビーム径が小さくなると,溶融池表面のキー ホール口から噴出される蒸発量が少なくなり,それに伴うせ ん断力が小さくなる.また,キーホール口径が小さくなり, キーホール口周辺の融液量は相対的に増加する結果,プルー ム(蒸発物)の噴出によるキーホールの膨張に対して裕度が あるようになり,スパッタとなりにくくなったことが推察さ れる. 以下に,レーザ溶接現象の理解に基づいてレーザ溶接欠陥 の抑制・防止法に関する成果をまとめる.ポロシティの抑 制・防止法として,適切なパワー密度での貫通溶接を行 う.ただし,この場合,キーホールが裏面に完全に抜けてい る必要がある.適切な条件でパルス変調の溶接を行う. この場合,キーホール先端部から気泡が発生する前にキー ホールをゆっくりと閉じ,その後直ちに再度キーホールを形 成することを繰り返す必要がある.真空中で溶接を行 う.この場合,湯流れは通常のシールドガス中とは異なるよ うになり,気泡の発生がなくなる.レーザビームを前方 に傾けた溶接を行う.この場合,気泡の発生が抑制されると きがある.高速度溶接を行う.この場合,気泡の発生が 減少したり,防止されたりすることによってポロシティが減 少または防止される.適切なシールドガスを採用する. たとえば,オーステナイト系ステンレス鋼および炭素鋼にお いてはそれぞれ窒素ガスおよび炭酸ガスを使うことによっ て,気泡の発生が防止され,ポロシティが防止される. アンダフィルの防止法としては,レーザビームの照射 角度を+20度などの前進角にしてスパッタを低減させるこ とによって,融液の飛散損失を防止する必要がある.ワ イヤを使って,補充する.貫通溶接では,底部に融液が 落ち込まない条件や裏面ビードにハンピングが起こらない条 件を採用する必要がある.また,ハンピングビードの防止 法22)としては,太いビーム径を採用する,溶接速度を 低速化する,焦点位置を板内部に設定し,表面のビード 幅を少し広げるようにする,貫通溶接ビードを採用して 上部表面への融液の噴出を抑制する,などが考えられている. 深溶込みの溶接部を得るための開発は,鉄鋼や重電・重工
6 476
Fig. 8 Effect of laser power on penetration depth of Type 304 welds made in nitrogen shielding gas at 1 atm or 0.1 kPa (low vacuum) under focused or defocused conditions at constant welding speed of 0.3 m/min, and example of deeply penetrat-ed weld bead of about 70 mm in depth producpenetrat-ed at 26 kW, -40 mm (at f=1 m) and 0.1 kPa.
Fig. 9 Glass ‰ames of titanium alloy wires produced by pulsed YAG laser spot welding32).
6 476 ―( )― J. Vac. Soc. Jpn. 業の分野で特に期待されている.変形の低減・防止の観点か らレーザ溶接法が望まれる場合と,ギャップ裕度拡大の観点 からレーザ・アークハイブリッド溶接法が望まれる場合があ る.ステンレス鋼のファイバレーザ溶接において,高集光光 学系でもプルーム制御ガスのノズル径と流量および吹付け位 置と角度ならびにレンズの焦点位置を試料内部に調節するこ とによって深溶込みが可能であることが明らかにされてい る9).さらに,低真空中で焦点距離約 1 m の長焦点の集光光 学系を用いたファイバレーザ溶接またはディスクレーザ溶接 では,Fig. 8 に示すステンレス鋼での溶接部の溶込み深さ の結果から明らかなように,低速度において高パワーで焦点 位置を板表面の下方に設定することによって大気中では得る ことができないほどの深い溶込みが得られている23,24).ステ ンレス鋼およびアルミニウム合金の低真空中でのレーザ溶接 部の溶込み深さは大気圧(約 100 kPa)から約 1 kPa まで真 空度の増加(雰囲気圧力の低下)に従って深くなる(その後 の高真空では深くならない)ことが示されており23,24),真空 中のレーザ溶接は電子ビーム溶接ほどの高真空(0.1 Pa 以 下)を必要としない点が利点である.なお,真空中の溶接で は,溶込み深さの増加の程度は溶接速度が遅いほど顕著であ る. 鉄鋼材料の場合,集光光学系が異なると,キーホール挙動 や溶込み深さが変わり,気泡の発生の有無が変わり,ポロシ ティの生成傾向が異なることがある25).したがって,高出 力レーザ溶接では,集光光学系の選択も重要である.特に, 集光レンズの冷却が十分でないと,熱レンズ効果が起こり, 焦点位置が上方へ移動し,溶接部の溶融状況と溶込み深さが 異なるようになるため注意が必要である8,9,26).また,鉄鋼 材料厚板の貫通溶接の場合,板表面にアンダフィルが起こ り,裏面にハンピングが生じるなど,溶落ちが起こりやすい ので対策が必要である25,27). 欧州では,客船の製造にハイブリッド溶接法が使われてい る28)が,日本でも適用が始まりつつある29).ハイブリッド 溶接では,通常,溶着量を得るためにアーク電流の高い条件 を使う.しかし,アーク力が強くなって,溶融池表面が凹ん で広くなり,表面ビード幅が広くなってアンダフィルが形成 しやすくなる30).このため,最近,ハイブリッド溶接法に おいては,さらにワイヤを添加溶融させる FLA 溶接法31)が 開発されている. 一方,マイクロ溶接・接合の分野では抵抗スポット溶接や はんだ付に替って低入熱レーザ溶接法の利用が拡大してい る.パルス YAG レーザ溶接で作製された眼鏡フレームの例 を Fig. 932)に示す.レーザ溶接では,チタン合金において 高強度でばね性能と意匠性とも良好なものの作製が可能であ ることが明らかにされ,今後も更なる展開が期待されてい る.極細径のファイバレーザやディスクレーザでは,約 50 ~100mm 径の微小溶接部の作製が可能であり,今後,電 子・電気機器分野などでの超精密微細溶接法として,パルス YAG レーザと競合しながら発展することが予想される. さて,レーザ溶接・接合の研究開発や実用化研究に際し, レーザ装置の選定やレーザ溶接法の検討および研究推進のた めには,レーザ装置メーカかジョブショップ,大学や国県地 方の公的研究機関に相談する場合が多い.特に,日本のジョ ブショップでは,パルスまたは連続の YAG レーザ,半導体 レーザ,ディスクレーザ,ファイバレーザなどの各種設備を 保有して賃貸しをし,レーザの特性を把握した技術者が実験 補助を行い,各種企業の研究開発をサポートしている. . 高品質溶接部作製のためのレーザシステムの 知能化 高品質なレーザ溶接部を作製するためには,信頼性のある モニタリングシステムを用い,溶接プロセスを制御すること が望ましい.モニタリング法としては,プリ(前)プロセス, イン(中)プロセスおよびポスト(後)プロセスモニタリン グがある. プリプロセスモニタリングとしては,溶融池前方のギャッ プを溶接中に観察するビデオ画像から計測し,ギャップ幅と 溶接後のアンダフィルとの関連性を前もって求めておき,良 否判定を行う手法が開発されている.一方,プリプロセスモ ニタリングとして,レーザ溶接終了後のビード表面形状を半 導体レーザの反射光を観察して行う方法がある.いずれも テーラードブランク溶接において実用化されている.また, 溶接時の溶融池前方のギャップおよび溶接される位置をビデ オ観察するか,半導体レーザのラインビームの反射光を観察 し,さらに溶接中のキーホール位置を観察して,それらの結 果から溶接位置のずれを計測する手法がある.この方法は, Fig. 10に示すように,レーザ溶接をしたい箇所を半導体 レーザラインの反射光から検知して,溶接ヘッドをそこに追 従して溶接ができるセンシング装置が開発され,10 m/min
7 477 Fig. 10 Sensing and feedback control system with diode laser lines and detection devices for pre-process and post-process, showing good
work of seam tracking during laser welding.
Fig. 11 Schematic arrangement of newly-developed pulsed YAG laser apparatus for in-process monitoring and adaptive control or in-process repairing (upper illustration), and ex-amples of spot weld with hole defect exposed to normal pulsed laser (lower left photo) and sound spot weld subjected to in-process repairing (lower right photo).
7 477 ―( )― Vol. 55, No. 11, 2012 程度の高速度に対応できる装置が市販されている.特に, レーザ溶接では,ビード幅が狭いため,突合せ継手やすみ肉 継手では,センシング装置の適用が必要と考えられている. インプロセスモニタリングについては,レーザ溶接中には 物理現象に基づく情報が多数存在するため,種々検討されて い る . た と え ば , プ ラ ズ マ / プ ル ー ム か ら 放 出 さ れ る 光3340),蒸気/プラズマあるいは溶融池の圧力変化による音 響3741),溶接材料中発生する機械的応力による超音波41), 金 属 蒸 気 も し く は プ ラ ズ マ の 誘 電 率 ま た は プ ラ ズ マ 電 位3741),レーザの反射光(出力)35,41,42),溶融池からの熱放 射光などの計測,ならびに突合せ継手の開先や溶融池および キーホールの直接観察法35,4048)などが検討されている. CO2レーザ溶接の場合,レーザ誘起プルームの発光強度 からアンダフィル状の溶接欠陥の検出が可能とされてい る33,34).また,レーザ誘起プラズマの挙動の検討結果3439)か ら,溶込み深さは,発光およびプラズマ電位の計測信号(最 大と最小の差である平均振幅)と相関し,モニタリング指標 としての有効性が示唆されている. 反射光を利用する方法に関して,YAG レーザの場合,反 射光のみが透過する干渉フィルター(l=1064±5 nm)と Si のフォトダイオードが装備される.一方,CO2レーザ溶 接の場合は,長波長のため,小さい隙間または穴あきの集光 ミラーが利用される.亜鉛めっき鋼板の YAG レーザ重ね溶 接では,溶接中の反射光を測定し,その周波数解析結果か ら,良好な接合部,スパッタの発生によるアンダフィルビー ドの生成やポロシティの生成および未接合の 3 つの接合状 態を推測できる手法が提示され42),実用化されている.溶 込み深さやポロシティとの関連性について示唆された報告も ある35,49)が,今後,さらに検討する必要がある. 連続レーザ溶接時には,熱放射光をモニタリングし,信号 強度とビード幅の相関から,薄板での溶接ビード幅を一定に できる適応制御法が開発されている51,52). 精密・微細溶接に多用されるパルス YAG レーザ溶接で は,材料の表面状態や治具とその押さえの程度などのわずか な差異により不良品が発生する場合がある.そこで,適応制 御型 YAG レーザ装置の模式図と通常の溶接部と適応制御後 の溶接部の例を Fig. 11 に示すように,良品と不良品を判断 するインプロセスモニタリング法が開発され,さらに,数ミ リ秒の短時間の溶接プロセスをマイクロ秒で診断して,常 時,良好な溶接部を得るためのレーザ適応制御法・インプロ セスリペアリング法が開発されている5355).この手法は, 穴あき欠陥の生じない良好な溶接部が常時得られる理想的な 接合法である. 今後,レーザ溶接時には,インプロセスモニタリングや適 応制御法の更なる高度化と接合部の高速検査システムの開発 が必要とされている. . 高品質・高機能なレーザ接合部の作製 レーザ溶接法は,まず,鉄鋼材料やステンレス鋼の溶接に 利用され,続いて,アルミニウム合金,亜鉛めっき鋼,高張 力鋼,耐熱鋼および耐熱合金の溶接に使われ,さらに,プラ スチックや高炭素鋼,チタンの接合に使われるようになり, 最近は,マグネシウム合金,銅,アモルファス合金(金属ガ ラス),ガラスなどの溶接・接合について検討され,種々の 材料の溶接・接合が可能であることが明らかになっている. 特に,ガラスの溶接には,重ね継手に対して極短パルスのフ
8 478
Fig. 12 Examples of laser welds of Al and Cu sheets in Li ion battery59).
Fig. 13 Laser joints of Type 304 and PET plastic before and after tensile shear testing, showing elongation of PET base plastic (Left photos), and TEM photo, electron diŠraction patterns and analytical results of cross section of joint at high magniˆcation (Right photos). 8 478 ―( )― J. Vac. Soc. Jpn. ェムト秒レーザを集光させて適用されている.ナノ秒レーザ やピコ秒レーザでは,溶融部に割れが発生するが,フェムト 秒レーザ溶接では,レーザが非線形に吸収され,低パワー・ 高繰返しの条件で割れのない継手が作製できることが明らか にされており,今後の展開が注目される56). 近年,構造物や部品の軽量化が要望されることが多い.こ れに対応して,多量に使用される鉄鋼材料と軽量のアルミニ ウム合金やマグネシウム合金などとのレーザ異材接合が種々 検討されてきている.鉄鋼とアルミニウム合金のレーザ異材 接合結果については,すでに紹介している2,56)ので,マグネ シウム合金と鉄鋼材料の接合性について紹介する.鉄(Fe) とマグネシウム(Mg)は,Fe と Cu と同様に,金属間化合 物を生成しない組合せである.鉄鋼材料とマグネシウム合金 のレーザ突合せ溶接では,レーザビーム照射部を突合せ継手 界面の位置から鉄鋼材料側に少しずらせる手法により,鉄鋼 材料を溶融させて,その熱によって継手接合界面においてマ グネシウム合金のみを溶融させることによって界面拡散接合 をし,高強度な継手が得られている57).AZ31 合金では,Fe (鉄鋼やステンレス鋼)中への Al の拡散が Mg より広範囲 に起こっている.一方,重ね溶接では,めっきのない裸鋼板 とマグネシウム合金の場合,レーザをどちらから照射しても, Mg がスパッタとして飛散したり,接合部の面積が狭くなっ たりして,良好なビード外観や高強度の接合部を得るのが困 難である.一方,亜鉛めっき鋼板においては,亜鉛を溶融さ せると接合が可能となる結果が得られている.特に,鋼板側 からレーザを照射して部分溶込みの溶接部を作製し,その入 熱で亜鉛めっきとマグネシウム合金を溶融させ,Mg と Zn の混合相を比較的広範囲に生成し,一部 Mg と Fe が直接拡 散接合して,比較的高強度の接合継手が得られている58). 最近,Li イオン電池の製造に際し,電気伝導性の良い銅 とアルミニウムのレーザ異材接合法の開発が要望されている. Fig. 12 に電池電極のレーザ溶接例59)を示すが,重ね溶接性 が種々検討されている.レーザは,一般には,反射率の低い Al 側から照射されている.薄板の溶接であることとレーザ 反射率・熱伝導率の高い銅を用いているため,どのような レーザを,どのような条件で,どちら側から照射したらよい かなどに対する結論は出ていない.数年前に銅に対する吸収 率が高い第 2 高調波のパルス YAG レーザが開発されたが, その溶接性も含めて検討する必要があると思われる. 最近,超軽量であるプラスチックの利用が増加し,金属と プラスチックの接合も要望されている.それらの接合は,通 常,接着剤やボルトなどの機械的な結合で行われるが,接着 剤では,接着に長時間を要する,剥離強度が弱い,有害物質 が排出されるなど,また,機械的な結合では,別の機械加工 工程が必要である,接合用部品が必要である,設計の自由度 が制限されるなど,種々の問題がある.そこで,金属とプラ スチックをレーザで直接接合する簡便な方法が開発されてい る6066).その方法で得られたステンレス鋼 SUS 304 と非結
9 479 Fig. 14 Examples of laser joint of Type 304 and PA-base CFRP sheets, and tensile shear test results of various joints produced under
diŠerent welding conditions, showing high tensile shear load (strength) of joint.
9 479 ―( )― Vol. 55, No. 11, 2012 晶 PET とのレーザ接合サンプルと接合部の拡大 TEM 写真 を Fig. 1361)に示す.引張せん断試験前後のサンプルであ る.試験では,プラスチック母材が伸びて破断し,その荷重 は,幅 30 mm,板厚 2 mm のサンプルで,1500から 4000 N を呈するほど高かった.鉄鋼材料,チタン,アルミニウムな どの金属とポリアミド(ナイロン),ポリエチレンテレフタ レート(PET),ポリカーボネートなどのプラスチックの接 合では,継手強度が十分に高く,プラスチック母材で破断す る継手が得られている6066).レーザは金属の接合界面を溶 融しない程度に加熱させ,プラスチックのみを溶融させる. さらに,高温部では一部のプラスチックが分解して気泡が発 生し,その気泡の発生と急膨張に伴う高圧の発生により,溶 融プラスチックが流動して金属表面に密着し,穴や隙間にプ ラスチックが侵入したアンカー効果,酸化膜を通じてファン デルワールス力や化学結合などの関与する高密着機構の発現 が考えられている.また,異種金属の接合では,局所電池作 用による腐食が問題となる場合がある.これを防止するた め,異種金属間にプラスチックを挟んでレーザ異材接合を行 い,高強度接合継手の作製が可能であることが確認されてい る67). さらに,金属と炭素繊維強化プラスチック(carbon ˆber reinforced plastics: CFRP)とのレーザ接合も可能である. そ の 例 を Fig. 1468)に 示 す が , 条 件 によ って は , PA 基 の CFRP の場合,極めて高い引張せん断強度を有する継手が 得られている.また,プラスチックとセラミックス69)また は金属ガラス70)とのレーザ接合も可能であることが報告さ れている.以上のように,レーザ溶接・接合法は従来の溶接 法では見られないような広範囲な展開を見せている. . 終 わ り に レーザ溶接の適用は順調に増加している.半導体レーザ, ディスクレーザおよびファイバレーザの高パワー化が急速に 進展し,今後の更なる利用拡大が予想される.高速度溶接と してはファイバレーザかディスクレーザによるリモート溶接 法が注目されている.鉄鋼材料やステンレス鋼の深溶込み溶 接としては,高パワーレーザ単独溶接法とハイブリッド溶接 法が検討されている.通常の熱源では溶接できないような微 細部の溶接については,パルス YAG レーザが利用されてい る.薄板溶接に対しては,パルスレーザ,半導体レーザ,デ ィスクレーザおよびファイバレーザによる競合が始まってい る.今後の実用化に際しては,モニタリングや適応制御技術 の開発が重要である.また,高機能化のレーザ異材溶接とし ては,今後の実用化展開が待たれる.本稿がレーザ溶接・接 合法の今後の発展に貢献できれば幸いである. 〔文 献〕
1) S. Katayama: J. of Japan Welding Society,78 (2009) 40 [in Japanese].
2) S. Katayama: J. of Japan Welding Society, 78 (2009) 682 [in Japanese].
3) S. Katayama: J. of Japan Welding Society,80 (2011) 593 [in Japanese].
4) K. Nakamura: Proc. of the 76thLaser Materials Processing Conf., Tokyo, Japan, 76 (2011) 107 [in Japanese].
5) M. Tsuji: J. of High Temperature Society, 35 (2009) 171 [in Japanese].
6) Laserline Web (Web: http://www.laserline.de/diode_laser/di-ode_laser_material_processing.html)
7) Fraunhofer IWS Web; 2009 Annual report (Web; http://www. iws.fraunhofer.de/e_welcome.html)
8) C. Emmelman and S. Lunding: Cong. Proc. of ICALEO 2002, Arizona, USA, 94 (2002). (CD)
9) X. Zhang, E. Ashida, S. Katayama and M. Mizutani: Quarterly J. of Japan Welding Society, 27 (2009) 64s.
10) T. Sakagawa, S. Nakashiba and H. Hiejima: Physics Procedia, 12 (2011) 6.
11) D. Petring: Proc. of the 70thLaser Materials Processing Conf., Osaka, Japan, 70 (2008) 7.
12) R. Brockmann: EALAEuropean Automotive Laser Applications 2011, Frankfurt, Germany, (2011) 293.
13) H. Alder: Proc. of the 59thLaser Materials Processing Conf.,59 (2003) 36.
14) H. Hirashima, T. Umebayashi, M. Taguchi, N. Shimoyama, M. Kamioka, T. Marutani, T. Murata and H. Hiramatsu: Kawasaki Technical Review, No. 160, (2006) 50 [in Japanese].
15) M. Brandner and C. Elsner: EALAEuropean Automotive Laser Applications 2011, Frankfurt, Germany, (2011) 313.
10
480 10
480 ―( )― J. Vac. Soc. Jpn.
[in Japanese].
17) N. Yoshikawa, K. Mori and T. Sakamoto: EALAEuropean Automotive Laser Applications 2011, Frankfurt, Germany, (2011) 323.
18) S. Oiwa, Y. Kawahito, M. Mizutani and S. Katayama: J. of Laser Appl., 23 (2011) 022007.
19) S. Katayama, S. Oiwa, N. Matsumoto, M. Mizutani and Y. Kawahito: Proc. of LIM,5 (2009) 829.
20) Y. Kawahito, K. Kinoshita, N. Matsumoto, M. Mizutani and S. Katayama: Quarterly J. of Japan Welding Society, 25 (2007) 455 [in Japanese].
21) S. Katayama, Y. Kawahito, K. Kinoshita, N. Matsumoto and M. Mizutani: Cong. Proc. of ICALEO 2007, Florida, USA, 100 (2007) 353.
22) S. Katayama and Y. Kawahito: Proc. SPIE, Fiber Lasers VI: Technology, Systems, and Applications, 7195 (2009) 71951R1. 23) Y. Abe, M. Mizutani, Y. Kawahito and S. Katayama: Cong.
Proc. of ICALEO 2010, California, USA,103 (2010) 648. 24) S. Katayama, Y. Abe, M. Mizutani and Y. Kawahito: Physics
Procedia, 12-Part A (2011) 75.
25) S. Katayama and Y. Kawahito: J. of Japan Laser Processing Society, 18 (2011) 69 [in Japanese].
26) X. Zhang, E. Ashida, S. Katayama and M. Mizutani: Cong. Proc. of ICALEO 2008, California, USA, 101 (2008) 374. 27) T. Ohnishi, Y. Kawahito, M. Mizutani and S. Katayama:
Quart-erly J. of Japan Welding Society, 29 (2011) 41 [in Japanese]. 28) M. Litmeyer and H. Lembeck: Proc. of the 70thLaser Materials
Processing Conf., Osaka, Japan,70 (2008) 139.
29) S. Tsubota, H. Goda and T. Ishide: J. of Japan Welding Socie-ty, 80 (2011) 602 [in Japanese].
30) S. Katayama: Hybrid laser-arc welding, ed. by F. O. Olsen, (Woodhead Publishing Limited, Oxford, UK, 2009), p. 28, 299. 31) J. B. Wang, H. Nishimura and S. Katayama: Welding
Technol-ogy, 575 (2009) 90 [in Japanese].
32) H. Nakamura: Proc. of the 75thLaser Materials Processing Conf., Suita, Japan, 75 (2011) 39 [in Japanese].
33) K. Mori and I. Miyamoto: J. of Laser Appl., 9 (2000) 155. 34) K. Mori: Proc. of the 52nd Laser Materials Processing Conf.,52
(2001) 146 [in Japanese].
35) R. E. Mueller, H. Gu, N. Ferguson, M. Ogmen and W. W. Duley: Cong. Proc. of ICALEO 1998, Florida, USA, 85Section C (1998) 132.
36) M. G. Muller, F. Dausinger and H. Hugel: Cong. Proc. of ICALEO 1998, Florida, USA,85Section C (1998) 122. 37) M. Watanabe, T. Nakabayasi, H. Hiraga, T. Inoue and A.
Matsunawa: Quarterly J. of Japan Welding Society, 162 (1998) 169 [in Japanese].
38) M. Watanabe, T. Nakabayasi, H. Hiraga, T. Inoue and A. Matsunawa: Quarterly J. of Japan Welding Society, 162 (1998) 181 [in Japanese].
39) M. Watanabe, T. Nakabayasi, H. Hiraga, T. Inoue and A. Matsunawa: Quarterly J. of Japan Welding Society, 162 (1998) 189 [in Japanese].
40) J. D. Kim: Doctor Thesis of Osaka University (1997). 41) H. K. TonshoŠ, A. Ostendorf, V. Kral and O. Hillers: Cong.
Proc. of ICALEO 1999, California, USA, 87Section E (1999) 109.
42) S. Katayama, M. Takayama and M. Mimutani, T. Tarui and K. Mori: IIW 2003, Bucharest, Romania, IIW Doc. IV83903 (2003) 1.
43) S. Katayama, N. Seto, J.D. Kim and A. Matsunawa: Cong. Proc. of ICALEO 1997, California, USA, 83Section G (1997) 83.
44) P. Abels, S. Kaierle, C. Kratzsch, R. Poprawe and W. Schulz: Cong. Proc. of ICALEO 1999, California, USA, 87Section E (1999) 99.
45) J. Beersiek: Cong. Proc. of ICALEO 1999, California, USA,87 Section D (1999) 49.
46) M. Dahmen, S. Kaierle, P. Abels, C. Kratzsche, E. W. Kreutz and R. Poprawe: Cong. Proc. of ICALEO 1999, California, USA, 87Section D (1999) 29.
47) T. Nakabayashi and K. Yoshida: Preprints of the National Meeting of J.W.S., 68 (2001) 18 [in Japanese].
48) P. Abels, S. Fujinaga, S. Kaierle, S. Katayama, C. Kratzsch, A. Matsunawa, K. Miyamoto, J. Petereit and R. Poprawe: Proc. of the 2nd Int. WLT Conf. on Lasers in Manufacturing 2003, Mun-chen, Germany, (2003) 339.
49) S. Aoki, S. Kimura, K. Nojima and N. Tanizaki: Proc. of the 52nd Laser Materials Processing Conf., 52 (2001) 138 [in Japanese].
50) N. Torii, Y. Ashida, J.-P. Boillot and J. Noruk: J. of Japan Laser Processing Society, 13 (2006) 240 [in Japanese]. 51) Y. Kawahito, M. Kawasaki and S. Katayama: Cong. Proc. of
ICALEO 2007, Florida, USA,100 (2007) 52.
52) Y. Kawahito, T. Ohnishi and S. Katayama: J. Phys. D, 42 (2009) 085501.
53) Y. Kawahito and S. Katayama: The Review of Laser Engineer-ing,32 (2004) 357 [in Japanese].
54) Y. Kawahito and S. Katayama: J. of Laser Appl.,17 (2005) 30.
55) Y. Kawahito and S. Katayama: J. of Japan Laser Processing Society, 12 (2005) 101 [in Japanese].
56) S. Katayama: The Review of Laser Engineering,38 (2010) 594.
57) S. Katayama, M. Morita and A. Matsunawa: Proc. of Designing of Interfacial Structures in Advanced Materials and Their Joints, ed. M. Naka, Osaka, Japan (2002) 747.
58) M. Wahba and S. Katayama: Materials and Design,35 (2012) 701.
59) J. Gedicke, B. Mehlmann, A. Olowinsky and A. Gillner: Cong. Proc. of ICALEO 2010, California, USA,103 (2010) 844. 60) S. Katayama and Y. Kawahito: in Polymers for Adhesion and
Removal Developments and Application, ed. A. Matsumoto (CMC Publishing Co., Tokyo, 2006), p. 175.
61) Y. Kawahito, A. Tange, S. Kubota and S. Katayama: Cong. Proc. of ICALEO 2006, Arizona, USA, 99 (2006) 376 (CD). 62) S. Katayama, Y. Kawahito, A. Tange and S. Kubota: Online
Proc. of LAMP 2006, Kyoto, Japan, #067 (2006).
63) S. Katayama, Y. Kawahito, Y. Niwa and S. Kubota: Proc. of LANE 2007, (2007) 41.
64) S. Katayama, Y. Kawahito, Y. Niwa, A. Tange and S. Kubota: Quarterly J. of Japan Welding Society, 25 (2007) 316.
65) Y. Kawahito, Y. Niwa and S. Katayama: Proc. of the 70thLaser Materials Processing Conf., Suita, Japan,70 (2008) 135. 66) Y. Niwa, Y. Kawahito, S. Kubota and S. Katayama: Cong. Proc.
of ICALEO 2007, Florida, USA, 100 (2007) 461.
67) Y. Niwa, Y. Kawahito, S. Kubota and S. Katayama: Cong. Proc. of ICALEO 2008, California, USA, 101 (2008) 311.
68) S. Katayama, K.-W. Jung, Y. Kawahito: Cong. Proc. of ICALEO 2010, California, USA,103 (2010) 333.
69) Y. Kawahito, K. Nishimoto and S. Katayama: Physics Proce-dia, 12-Part A (2011) 174.
70) Y. Kawahito, Y. Niwa, T. Terashima and S. Katayama: Materi-als Transactions,51 (2010) 1433.