1
プラスチック製ライナーを用いた CFRP 圧力容器の 構造設計に関する研究
日本大学大学院
生産工学研究科 機械工学専攻
黒 澤 彬 元
2
目次
第 1 章 序論・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・1 1.1 研究背景・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・1 1.2 従来の研究・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・4 1.3 本研究の目的・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・8 1.4 本論文の構成・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・10
第 2 章 Type-4 容器の基本仕様・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・15 2.1 緒言・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・15 2.2 Type-3容器の仕様・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・15 2.3 空気呼吸器用 Type-4 容器の構造設計・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・16 2.3.1 プラスチックライナーの設計・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・16 2.3.2 口金の設計・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・17 2.3.3 プラスチックライナーの構成・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・18 2.3.4 基本仕様容器(Basic model)の設計・・・・・・・・・・・・・・・・・・・・・・・・・・・・・18 2.3.5 Basic modelの構造・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・19 2.3.6 Type-4 容器の質量・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・20 2.4 結言・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・20
第 3 章 有限要素法解析・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・45 3.1 緒言・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・45 3.2 Type-4容器のFEM解析の方法・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・45 3.2.1 解析を行う容器の種類・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・45 3.2.2 材料物性値・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・48 3.2.3 解析条件・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・51 3.2.4 評価基準・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・51 3.3 FEM 解析結果・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・52 3.3.1 容器 A(Type-3 容器)・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・52 3.3.2 容器B(Basic model)・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・52 3.3.3 容器C(Modified model_1)・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・53 3.3.4 容器Ⅾ(Modified model_2)・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・53 3.3.5 容器E(Modified model_3)・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・53 3.4 結言・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・54
3
第4章 空気呼吸器用Type-4容器のFW成形・・・・・・・・・・・・・・・・・・・・・・・・・・・・・72 4.1 緒言・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・72 4.2 Type-4 容器の FW 成形方法・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・72 4.2.1 FW成形・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・72 4.2.2 エポキシ樹脂のゲル化・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・74 4.2.3 エポキシ樹脂の完全硬化・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・74 4.3 性能評価試験用容器の成形・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・75 4.4 結言・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・76
第 5章 Type-4 容器の性能評価試験・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・94 5.1 緒言・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・94 5.2 容器の評価基準・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・95 5.3 破裂試験 ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・95 5.3.1 破裂試験の方法・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・95 5.3.2 破裂試験の結果・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・96 5.3.3 FEM 解析結果と実験結果の比較・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・97 5.4 落下後の破裂試験 ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・98 5.4.1 落下後の破裂試験の方法・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・98 5.4.2 落下後の破裂試験の結果・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・99 5.5 圧力サイクル試験 ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・100 5.5.1 圧力サイクル試験の方法・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・100 5.5.2 圧力サイクル試験の結果・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・101 5.6 落下後のサイクル試験・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・101 5.6.1 落下後のサイクル試験の方法・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・101 5.6.2 落下後のサイクル試験の結果・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・102 5.7 欠陥試験・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・102 5.7.1 欠陥試験の方法・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・102 5.7.2 欠陥破裂試験の方法・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・103 5.7.3 欠陥破裂試験の結果・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・103 5.7.4 欠陥サイクル試験の方法・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・104 5.7.5 欠陥サイクル試験の結果・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・104 5.8 ボス部の強度確認試験・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・104 5.8.1 ボス部の強度確認試験の方法・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・104 5.8.2 トルク試験の方法・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・105 5.8.3 トルク試験の結果・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・105 5.8.4 ボス強度試験の方法・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・106
4
5.8.5 ボス強度試験の結果・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・106 5.9 結言・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・107
第 6 章 結論・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・151 6.1 本研究で得た成果・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・151 6.2 今後の課題・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・153
参考文献・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・154
謝辞・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・159
5
Study on structural design of CFRP pressure vessel using plastic liner
Akimoto Kurosawa
Graduate doctoral Program of Mechanical Engineering
Abstract
CFRP pressure vessels are lightweight and achieve high filling pressures. Hence, they are used in high-pressure vessels such as self-contained breathing apparatus (SCBA), compressed natural gas (CNG) vessels, and fuel cell vehicles (FCV) hydrogen vessels.
There are two types of CFRP pressure vessels depending on the material of the liner: type- 3 pressure vessel using a metal liner and type-4 pressure vessel using a plastic liner.
Recently, research and development of type-4 pressure vessels, which are lighter than type-3 pressure vessels, has been actively conducted, and consequently, hydrogen storage containers for FCV have been put to practical use.
However, the production scale and operating conditions differ greatly between high- pressure vessels, such as FCV hydrogen vessels, and pressure vessels used in SCBA. Thus, it is not appropriate to apply the same manufacturing method and design standards for pressure vessels used in SCBA as in FCV hydrogen vessels.
Therefore, in this study, we set the design target of the type-4 pressure vessel used for small SCBA and carried out the structural design of the type-4 pressure vessel, then we manufactured a prototype of the pressure vessel. Specifically, the thermoplastic polymer liner was molded using blow molding method, which is suitable for high-mix low-volume production. After the structural design was performed by a finite element method (FEM), the type-4 pressure vessel was prototyped using filament winding process. Furthermore, we conducted performance evaluation tests such as a burst test, fatigue life test, and impact resistance test on the prototype of the type-4 pressure vessel.
As a result, it became clear that the weight of the developed type-4 pressure vessel was 20% lighter than that of the conventional type-3 pressure vessel.
1
第
1
章 序 論1.1
研 究 背 景近 年 , 軽 量 化 に よ る 燃 費 向 上 や , 性 能 向 上 の 観 点 か ら , 鉄 鋼 材 料 や ア ル ミ ニ ウ ム 合 金 な ど の 金 属 材 料 と 比 較 し , 比 強 度 , 比 剛 性 に 優 れ た , 繊 維 強 化 プ ラ ス チ ッ ク( F i b e r R e i n f o r c e d P l a s t i c s : F R P )が 注 目 さ れ て い る 1 ).F R P と は プ ラ ス チ ッ ク を 繊 維 で 補 強 し た 材 料 で あ り , 炭 素 繊 維 や ガ ラ ス 繊 維 な ど の 繊 維 材 料 を 強 化 材 , プ ラ ス チ ッ ク を 母 材 と 呼 び , 一 般 的 に 炭 素 繊 維 を 強 化 材 に 用 い た F R P を 炭 素 繊 維 強 化 プ ラ ス チ ッ ク (C a r b o n F i b e r R e i n f o r c e d P l a s t i c s : C F R P) , ガ ラ ス 繊 維 を 用 い た も の を ガ ラ ス 繊 維 強 化 プ ラ ス チ ッ ク (G l a s s F i b e r R e i n f o r c e d P l a s t i c s : G F R P) と 呼 ぶ .
表 1 . 1 に 金 属 材 料 と F R P に 使 用 さ れ て い る 代 表 的 な 繊 維 と , そ れ ら を 用 い た 複 合 材 料 の 引 張 強 さ , ヤ ン グ 率 , 比 重 量 を 示 す 2 ). 表 1 . 1 か ら F R P は 金 属 材 料 に 比 べ て 比 強 度 , 比 剛 性 に 優 れ て い る こ と が 確 認 で き る . こ れ ら の 特 徴 か ら ,F R P は 強 度 を 確 保 し つ つ 軽 量 化 が 要 求 さ れ る 分 野 で 活 用 さ れ て い る .
近 年 ,F R P の 性 能 向 上 や 研 究 が 進 め ら れ て い く 中 で , 適 用 製 品 範 囲 の 拡 大 が 進 ん で お り , 多 種 様 々 な 分 野 へ の F R P の 活 用 が 期 待 さ れ て い る . 特 に , 繊 維 が 持 つ 繊 維 方 向 の 引 張 に 対 す る 比 強 度 ・ 比 剛 性 の 高 さ を 最 大 限 に 生 か す こ と が で き , 耐 腐 食 性 も 高 い こ と か ら , F R P 複 合 容 器 へ の 適 用 が 期 待 さ れ て い る .
F R P 複 合 容 器 と は , ラ イ ナ ー(金 属 製 ま た は プ ラ ス チ ッ ク 製 の 薄 肉 容 器)の 外 表 面 に , C F R P ま た は G F R P を フ ィ ラ メ ン ト ・ ワ イ ン デ ィ ン グ 法(以 下 ,F W 法 3 )) に よ り 巻 き つ け 強 化 し た 圧 力 容 器 の こ と で あ る .F W 法 と は 樹 脂 含 浸 連 続 繊 維 を 回 転 す る ラ イ ナ ー に 繊 維
2
張 力 を 作 用 さ せ な が ら 任 意 の 角 度 で , 連 続 的 に 巻 き 付 け る 成 形 方 法 で あ る . こ の F W 法 に は , ラ イ ナ ー 全 面 の 子 午 線 方 向 及 び 鏡 部 の 補 強 を 目 的 と し , ラ イ ナ ー 円 筒 胴 部 及 び 鏡 部 に 繊 維 を 螺 旋 状 に 巻 く ヘ リ カ ル 巻 き と , ラ イ ナ ー 円 筒 胴 部 の 周 方 向 の 補 強 を 目 的 と し , ラ イ ナ ー 胴 部 に 繊 維 を 軸 方 向 と ほ ぼ 直 角 に 巻 く フ ー プ 巻 が あ る .
一 般 的 に 高 圧 ガ ス 容 器 は , そ の 構 造 ・ 材 質 に よ り 図 1 . 2 に 示 す よ う な Typ e - 1~Typ e - 4 の 容 器 に 分 類 さ れ る 4 ).
①Typ e - 1 容 器
金 属 製 の 継 目 な し 容 器 で あ る . 安 全 性 が 高 く 長 い 歴 史 を 有 し て い る . な お , 強 度 や 製 造 コ ス ト の 面 か ら , 一 般 的 に は 鉄 鋼 材 料 が 用 い ら れ て お り 4 種 類 の 容 器 の 中 で は 破 裂 圧 力 が 小 さ い 容 器 で あ る .
②Typ e - 2 容 器
金 属 ラ イ ナ ー の 胴 部 に F R P を 周 方 向 に F W 成 形 ( フ ー プ 巻 ) し た 複 合 容 器 で あ る .
③Typ e - 3 容 器
金 属 ラ イ ナ ー に フ ー プ 巻 き と , ヘ リ カ ル 巻 き に て ラ イ ナ ー 全 体 に F R P を F W 成 形 ( フ ル ラ ッ プ ) し た 複 合 容 器 で あ る .
④Typ e - 4 容 器
Typ e - 3 容 器 の ラ イ ナ ー を 金 属 か ら プ ラ ス チ ッ ク に 代 え ,F R P を フ ル ラ ッ プ し た 複 合 容 器 で あ る 5 ).
高 圧 ガ ス 容 器 は Ty p e - 1 の 金 属 製 の 容 器 か ら 実 用 化 が 始 ま り , 航 空 宇 宙 分 野 や 民 生 品 自 動 車 へ の 用 途 の 拡 大 , 技 術 の 発 展 に 伴 い ,Typ e - 2,Ty p e - 3 そ し て Typ e - 4 容 器 の よ う な 複 合 容 器 が 開 発 さ れ , 軽 量 化 さ れ て き た .
3
な お ,F R P 複 合 容 器 の 歴 史 は ,1 9 5 0 年 代 の ロ ケ ッ ト モ ー タ ー ケ ー ス の 開 発 等 の 航 空 宇 宙 分 野 が 起 源 と さ れ て い る 6 ). 世 界 初 の 民 生 用 F R P 複 合 容 器 は ,1 9 7 6 年 に S C I 社 と L u x f a r 社 が 特 別 認 可 7 )を 取 得 し た G F R P 容 器 で あ る . 一 方 で 日 本 に お け る 最 初 の 民 生 用 の 一 般 複 合 容 器 は ,1 9 8 2 年 に 川 重 防 災 株 式 会 社 と 株 式 会 社 旭 製 作 所 が 特 別 認 可 を 取 得 し た , ア ル ミ ニ ウ ム 合 金 製 ラ イ ナ ー に G F R P を フ ル ラ ッ プ し た G F R P 複 合 容 器 で あ る 8). 初 期 に 製 造 ・ 販 売 さ れ た F R P 複 合 容 器 の 多 く は , 金 属 製 の ラ イ ナ ー に G F R P を フ ル ラ ッ プ し た G F R P 複 合 容 器 だ っ た 9 ).
ア ル ミ ニ ウ ム 合 金 ラ イ ナ ー に , G F R P を フ ル ラ ッ プ し た G F R P 容 器 の 場 合 は , 同 一 圧 力 , 同 一 容 積 の C r - M o( ク ロ ム ・ モ リ ブ デ ン 鋼 ) 製 の 容 器 と 比 較 し , 約 1/2 程 度 の 質 量 に 軽 量 化 す る こ と が 可 能 で あ る . さ ら に C F R P を フ ル ラ ッ プ し た C F R P 複 合 容 器 の 場 合 は ,1/3 程 度 ま で 軽 量 化 が 可 能 で あ る 9 ). 現 在 , 民 生 用 に 普 及 し て い る F R P 複 合 容 器 の 多 く は , ア ル ミ ニ ウ ム( A L )合 金 製 の ラ イ ナ ー に エ ポ キ シ 樹 脂 を 含 侵 し た 炭 素 繊 維 を フ ル ラ ッ プ し た Typ e - 3 の C F R P 複 合 容 器 が 主 流 と な っ て い る .
ア ル ミ ニ ウ ム 合 金 ラ イ ナ ー に C F R P を フ ル ラ ッ プ し た Typ e - 3 の C F R P 複 合 容 器 は , 軽 量 で 高 い 充 て ん 圧 力 を 実 現 で き る た め , 医 療 用 酸 素 容 器( H o m e O x yg e n T h e r a p y:H O T )や , 消 防 士 が 使 用 す る 陸 上 空 気 呼 吸 器 用 容 器 ( S e l f - C o n t a i n i n g B r e a t h i n g A p p a r a t u s:S C B A )な ど の 一 般 複 合 容 器 や , 圧 縮 天 然 ガ ス 自 動 車 や 燃 料 電 池 自 動 車( F u e l C e l l Ve h i c l e:F C V )の 燃 料 タ ン ク 等 の 自 動 車 分 野 , 航 空 宇 宙 機 器 等 の 軽 量 化 が 要 求 さ れ る 多 様 な 分 野 で , 幅 広 く 使 用 さ れ て い る .
し か し な が ら , こ の Ty p e - 3 容 器 は ラ イ ナ ー に 金 属 材 料 を 採 用 し て い る た め , 容 器 自 体 の 軽 量 化 に は 限 界 が あ る . そ の た め 近 年 で
4
は , 燃 料 タ ン ク の 更 な る 軽 量 化 に よ る , 燃 費 向 上 や 性 能 向 上 の 観 点 か ら , ラ イ ナ ー 材 料 を 従 来 の ア ル ミ ニ ウ ム 合 金 か ら , よ り 比 重 の 軽 い プ ラ ス チ ッ ク を ラ イ ナ ー 素 材 に 採 用 し た Typ e - 4 容 器 の 研 究 ・ 開 発 が 自 動 車 分 野 で 進 め ら れ て い る 1 0,1 1 ). 特 に わ が 国 で は , 平 成 2 2 年 7 月 に 使 用 圧 力 7 0 M P a 用 の 圧 縮 水 素 自 動 車 燃 料 装 置 用 容 器 の 技 術 基 準 1 2 )が 制 定 さ れ , 国 内 に お け る Ty p e - 4 容 器 の 実 用 化 が 始 ま っ て い る 1 3 , 1 4 ). 図 1 . 3 に 国 内 で 実 際 に 使 用 さ れ て い る Typ e - 4 容 器 で あ る ト ヨ タ の 燃 料 電 池 自 動 車 M I R A I の 水 素 燃 料 用 C F R P 製 圧 力 容 器 を 示 す .
1.2
従 来 の 研 究F R P 複 合 容 器 は , 軽 量 で 高 い 充 て ん 圧 力 を 実 現 で き る た め , 1 9 5 0 年 代 に 誕 生 し て 以 降 , 軽 量 化 が 要 求 さ れ る 分 野 で 広 く 使 用 さ れ て い る . こ こ で は , 過 去 に 実 施 さ れ た F R P 容 器 に 関 す る 研 究 に つ い て 述 べ る .
(1)F R P 容 器 の 設 計 に 関 す る 研 究
は じ め に ,F R P 複 合 容 器 の 成 形 に 用 い ら れ る F W 法 は 複 合 材 料 の 成 形 法 の 中 で も , 高 圧 ガ ス 容 器 や シ ャ フ ト , パ イ プ 等 の 円 筒 部 材 を 高 強 度 か つ , 最 も 容 易 に 成 形 す る こ と が 可 能 な 成 形 方 法 で あ る 1 5 , 1 6). こ の F W 法 は ,1 9 4 7 年 に ア メ リ カ で 航 空 機 用 圧 力 容 器 用 に 開 発 さ れ , そ の 後 民 生 用 F R P 容 器 の 需 要 の 高 ま り と と も に ,1 9 6 0 年 代 に 民 生 用 F R P 容 器 に 応 用 さ れ る よ う に な っ た .
こ の F W 法 は , 樹 脂 含 浸 連 続 繊 維 に 繊 維 張 力 を 作 用 さ せ な が ら ラ イ ナ ー に 巻 き つ け ,F R P 容 器 を 成 形 す る . し か し , 成 形 時 に 作 用 さ せ る 繊 維 張 力 に よ り , 直 前 に 巻 か れ た 層 の 繊 維 張 力 に 緩 み が 生 じ る こ と に よ り ,F R P 複 合 容 器 の F R P 層 の 破 断 ひ ず み は 試 験
5
片 の 破 断 ひ ず み よ り も 小 さ く な る こ と が 確 認 さ れ て い る 1 7 ). そ の た め , F W 成 形 で は , 繊 維 や 樹 脂 な ど の 使 用 材 料 の 他 に も , 繊 維 を 巻 く 順 番 ( 積 層 構 成 ) や , 繊 維 張 力 の 値 , 成 形 時 間 等 の 成 形 条 件 も 破 裂 圧 力 に 影 響 を 与 え る 要 因 と な る . ま た ,C o h e n ら 1 8 , 1 9 )は F W 成 形 時 に 作 用 す る 繊 維 張 力 の 他 に , 繊 維 の 切 断 の 有 無 や , 成 形 時 間 等 の 成 形 条 件 及 び ,F R P 層 の 積 層 構 成 が 破 裂 圧 力 に 及 ぼ す 影 響 を 検 証 し た .
F R P 複 合 容 器 の 巻 き 方 に は , 円 筒 部 に 繊 維 を 巻 き 付 け る フ ー プ 巻 と , 容 器 の 円 筒 胴 部 と 鏡 部 を 巻 く ヘ リ カ ル 巻 が あ り , フ ー プ 巻 は 円 筒 胴 部 の 強 度 , ヘ リ カ ル 巻 は 鏡 部 を 含 め た 容 器 全 体 の 強 度 に 寄 与 し て い る .
山 脇 ら 2 0 )は , ヘ リ カ ル 巻 き の 円 筒 殻 の 内 圧 強 度 に つ い て 解 析 と 実 験 を 行 い , 従 来 の F W 円 筒 殻 の 内 圧 強 度 の 設 計 の 指 標 と な っ て い た , 網 目 理 論 が 巻 き 角 度 5 5° 近 傍 に し か 適 用 で き な い こ と を 検 証 し た . さ ら に , こ れ ま で ,F R P 複 合 容 器 の 鏡 部 の 設 計 に は 繊 維 方 向 応 力 ( 繊 維 の 引 張 り 強 さ ) の み で 強 度 を 分 担 す る 網 目 理 論 が 設 計 の 主 流 だ っ た が , 網 目 理 論 で は 内 圧 を 作 用 さ せ た 初 期 段 階 で FT( 繊 維 直 角 方 向 の 引 張 り 強 さ ) ,FL T( 繊 維 と 樹 脂 の せ ん 断 強 さ ) 破 損 を 起 こ し や す い . そ の た め ,F u k u n a g a ら 2 1 )はσT
( 繊 維 直 角 方 向 の 応 力 ) ま た は ,εT( 繊 維 直 角 方 向 の ひ ず み ) が ゼ ロ と な る 条 件 を ,L i a n g ら 2 2 )は ラ イ ナ ー の 形 状 係 数 に 基 づ く 鏡 部 の 設 計 方 法 を 提 案 し て い る . な お , 竹 花 2 3 , 2 4 )は , フ ー プ 巻 き が 破 裂 圧 力 に 及 ぼ す 影 響 に つ い て 検 証 し , フ ー プ 層 の 端 部 位 置 (フ ー プ 層 の 巻 き 始 め の 位 置 と , 巻 終 わ り 位 置 )と 破 裂 圧 力 の 関 係 性 を 破 裂 試 験 と 有 限 要 素 法 (F i n i t e E l e m e n t M e t h o d,F E M) 解 析 で 明 ら か に し て い る . さ ら に , 近 年 で は ,F R P 複 合 容 器 の 設 計 か ら 開 発 終 了(認 可 取 得 )に 至 る ま で ,F E M 解 析 に よ る 解 析 結 果 が 要 求 さ れ て い る . そ こ で ,X u ら 2 5 )は ,F E M 解 析 に お い て , 破
6
裂 圧 力 を 予 測 す る 際 に 用 い る 複 合 材 の 破 損 則 に つ い て 検 証 し , 最 大 応 力 説 ,H o f f m a n 則 ,Ts a i - H i l l 則 ,Ts a i - Wu 則 2 6 )の 4 つ の 破 損 則 で 算 出 し た 破 裂 圧 力 と 破 裂 実 験 の 結 果 を 比 較 し て い る .
F R P 複 合 容 器 の 最 適 化 に 関 す る 研 究 で は , ア ル ミ ニ ウ ム 合 金 ラ イ ナ ー の 板 厚 や C F R P 層 の 成 形 条 件 等 を 設 計 変 数 と し た , 検 証 結 果 が 報 告 さ れ て い る .
K i m ら 2 7 , 2 8 )は 遺 伝 的 ア ル ゴ リ ズ ム (G e n e t i c A l g o r i t h m:G A) に よ り ,F R P 層 ( ヘ リ カ ル 層 と フ ー プ 層 ) の p l y 数 や , ヘ リ カ ル 層 の 巻 き 角 度 , ラ イ ナ ー の 板 厚 を 変 数 と し て ,C F R P 複 合 容 器 の 質 量 が 最 小 と な る 最 適 設 計 の 検 証 を し て い る . ま た ,L i u ら 2 9 )は 人 工 免 疫 シ ス テ ム( A r t i f i c i a l I m m u n e S ys t e m:A I S )に よ り , 破 裂 圧 力 を 一 定 条 件 と し ,C F R P 層 円 筒 胴 部 の 板 厚 と , 半 径 を 設 計 変 数 と し た 場 合 に , 容 器 質 量 が 最 小 と な る 最 適 設 計 の 検 証 を 行 っ て い る . さ ら に ,X u ら 3 0 )は 適 応 型 遺 伝 的 ア ル ゴ リ ズ ム (A d a p t i v e G e n e t i c A l g o r i t h m:A G A) に よ り , 破 裂 圧 力 を 一 定 条 件 と し , C F R P 層 円 筒 胴 部 の 板 厚 と , 半 径 を 設 計 変 数 と し た 場 合 の 最 適 設 計 に つ い て 検 証 を 行 っ て い る .
な お , 近 年 で は , 応 力 解 析 の 予 測 値 と 破 裂 試 験 結 果 の 比 較 の み な ら ず , 破 裂 試 験 に お け る 破 裂 起 点 の 予 測 や , 高 温 曝 露 が 破 裂 圧 力 に 及 ぼ す 影 響 等 の 検 証 も さ れ て い る .
倉 田 3 1)ら は ,Typ e - 3 C F R P 合 圧 力 容 器 の 破 裂 試 験 と 高 速 度 ひ ず み の 測 定 を 行 い , 各 所 の 弾 性 波 の 到 達 時 刻 の 差 か ら 破 壊 起 点 の 予 測 を 行 っ た . さ ら に , マ ク ロ フ ラ ク ト グ ラ フ ィ に よ り , 破 裂 後 の 各 フ ィ ラ メ ン ト の 破 断 長 さ と 積 層 構 成 か ら , 破 断 位 置 の 特 定 方 法 に つ い て 検 証 を 行 っ た .
本 田 3 2)ら は , 高 温 曝 露 し た 後 に 冷 却 し た Typ e - 3 容 器 を 用 い て 室 温 に お け る 破 裂 試 験 を 行 い , 高 温 曝 露 の 温 度 と 保 持 時 間 が 破 裂 圧 力 の 低 下 や , 破 裂 起 点 に 及 ぼ す 影 響 を 検 証 し た .
7
(2)Typ e - 4 容 器 に 関 す る 研 究
一 般 的 に Typ e - 4 容 器 に 用 い る プ ラ ス チ ッ ク 製 の ラ イ ナ ー は , ブ ロ ー 成 形 や 射 出 成 形 , 回 転 成 形 等 , 一 般 的 な プ ラ ス チ ッ ク 容 器 を 製 造 す る 方 法 3 3,3 4 )で 製 造 さ れ て い る . さ ら に , こ れ ら の 製 造 方 法 で ラ イ ナ ー の 鏡 部 と 胴 部 を 別 々 に 成 形 し た 後 に , 胴 部 と 鏡 部 を 熱 溶 着 さ せ た 溶 接 ラ イ ナ ー も 報 告 さ れ て い る 3 5 ). し か し な が ら , こ れ ら の 射 出 成 形 や , 回 転 成 形 等 の 製 造 方 法 は 一 般 的 に は 大 量 生 産 を 前 提 と し て し た 製 造 方 法 で あ る た め 設 備 費 用 が 高 価 で あ る . さ ら に , 空 気 呼 吸 器 用 容 器 は , 自 動 車 用 の 燃 料 タ ン ク と 比 較 し , 生 産 量 や 付 加 価 値 が 異 な る た め , 同 様 の 製 造 方 法 や ラ イ ナ ー 素 材 で は 金 型 等 の 設 備 費 な ど , コ ス ト の 点 で 課 題 が 残 る .
富 岡 ら は 3 6,3 7 ), 自 動 車 用 燃 料 タ ン ク 用 の Typ e - 4 容 器 の 圧 力 サ イ ク ル 試 験 (疲 労 寿 命 試 験 )を 実 施 し , 圧 力 サ イ ク ル の 作 用 圧 力 が 残 存 破 裂 強 度 に 及 ぼ す 影 響 に つ い て 評 価 し て い る . ま た , 容 器 の 生 産 時 点 か ら , 車 両 に 搭 載 さ れ 使 用 期 限 を 迎 え る ま で の 圧 力 を 想 定 し , 落 下 試 験 や 常 温 圧 力 サ イ ク ル 試 験 等 の 各 試 験 を 連 続 し て 1 個 の 容 器 に 作 用 さ せ る ,E n d - o f - L i f e に て , 落 下 試 験 や 常 温 圧 力 サ イ ク ル 試 験 等 を 実 施 し た 容 器 を 破 裂 さ せ , そ の 後 の 残 存 破 裂 強 度 に つ い て 検 証 し て い る 3 8 ).
以 上 ,F R P 複 合 容 器 (Typ e‐3,Typ e‐4 容 器 ) に 関 す る 従 来 の 研 究 を 概 説 し た が , そ れ ら の ほ と ん ど が , 自 動 車 の 燃 料 タ ン ク
(C N G や F C V) の 性 能 評 価 に 関 す る 検 証 で あ る . ま た , 現 在 国 内 で は , ト ヨ タ よ り 燃 料 電 池 自 動 車 の 燃 料 タ ン ク の Typ e - 4 容 器 が 開 発 さ れ , そ れ に 関 す る 特 許 3 9)も 無 償 公 開 さ れ て い る こ と か ら , 国 内 に お け る 燃 料 電 池 自 動 車 用 の Ty p e - 4 容 器 の 製 造 方 法 や 設 計 技 術 は 概 ね 確 立 さ れ て い る と 考 え ら れ る .
8
こ の 一 方 で , 一 般 複 合 容 器 用 の Typ e - 4 容 器 に 関 す る 研 究 成 果 は 発 表 さ れ て い な い . そ の た め , 空 気 呼 吸 器 用 容 器 の よ う な 小 型 で 多 品 種 少 量 生 産 に 適 し た Typ e - 4 容 器 の 製 造 方 法 の 確 立 や , 一 般 複 合 容 器 の 性 能 を 満 足 す る 積 層 構 成 の 検 証 な ど が 課 題 と し て 残 っ て い る .
1.3
本 研 究 の 目 的一 般 複 合 容 器 に 代 表 さ れ る 空 気 呼 吸 器 用 容 器 は , 消 防 士 の 火 災 現 場 に お け る 活 動 や , 安 全 確 保 の 上 で 必 須 と な る . さ ら に , 消 防 活 動 は , 消 火 ・ 救 命 な ど の 緊 急 な 対 応 が 要 求 さ れ る た め , 空 気 呼 吸 器 用 容 器 に は , 容 易 な 装 着 性 お よ び , 装 着 後 の 機 敏 な 作 業 , 装 着 者 の 体 力 消 耗 を 最 小 限 に す る こ と が 要 求 さ れ て い る . そ し て , 空 気 ガ ス を 充 て ん す る 容 器 の 質 量 は , 装 着 者 の 負 担 に 大 き く 関 わ っ て く る た め , 軽 量 化 は 大 き な 課 題 で あ る . 現 在 , 国 内 で 使 用 さ れ て い る 空 気 呼 吸 器 用 容 器 の 多 く は , 鋼 製 容 器 と 同 等 の 基 本 性 能 を 有 し な が ら , 鋼 製 容 器 と 比 較 し 1 / 3 と い う 大 幅 な 軽 量 化 が 可 能 で あ る Ty p e - 3 の C F R P 複 合 容 器 と な っ て い る 4 0 ).
こ の た め 更 な る 軽 量 化 の た め に は , プ ラ ス チ ッ ク ラ イ ナ ー に F R P を フ ル ラ ッ プ し た Ty p e - 4 容 器 の 適 用 が 考 え ら れ る が , 現 在 国 内 で は ,Typ e - 4 一 般 複 合 容 器 の 技 術 基 準 は 制 定 さ れ て い な い .
国 内 で 空 気 呼 吸 器 用 Typ e - 4 容 器 を 設 計 ・ 製 造 す る た め に は , 欧 州 に て 制 定 さ れ て い る B S E N 1 2 2 4 54 1 )ま た は ,I S O - 1111 94 2 )を 用 い る 必 要 が あ る が , い ず れ の 規 格 で も , 日 本 国 内 で 製 造 す る 場 合 は , 経 済 産 業 大 臣 の 特 別 認 可 取 得 が 必 要 と な る .
そ こ で 本 研 究 で は , 空 気 呼 吸 器 用 Typ e - 4 容 器 の 実 用 化 を 最 終 目 標 と し , 多 品 種 少 量 生 産 に 適 し た ブ ロ ー 成 形 で 成 形 し た 高 密 度 ポ リ エ チ レ ン( H D P E )を ラ イ ナ ー 素 材 に 採 用 し た 空 気 呼 吸 器
9
用 Typ e - 4 容 器 の 構 造 設 計 と 性 能 評 価 試 験 を 実 施 し た . 具 体 的 に は , 有 限 要 素 法 を 用 い た 応 力 解 析 ,F W 試 作 成 形 , 破 裂 試 験 価 ) や , 圧 力 サ イ ク ル 試 験 ( 疲 労 寿 命 の 評 価 ) , 落 下 試 験 ( 耐 衝 撃 性 の 評 価 ) 等 の 評 価 試 験 を 実 施 し , 空 気 呼 吸 器 用 Ty p e - 4 容 器 の 常 温 に お け る 強 度 試 験 の 結 果 と , 従 来 の Typ e - 3 容 器 に 対 し て の 軽 量 化 率 に つ い て 検 証 し た .
特 に , 空 気 呼 吸 器 用 容 器 は 自 動 車 用 の 燃 料 タ ン ク と 異 な り 高 い 安 全 率 と 耐 衝 撃 性 が 要 求 さ れ る . 自 動 車 用 の 燃 料 タ ン ク で は , 充 て ん 圧 に 対 す る 安 全 率 は 2 . 2 5 倍 で あ り , 落 下 試 験 ( 耐 衝 撃 性 ) で 要 求 さ れ る 性 能 は 疲 労 寿 命 の み と さ れ て い る が , 空 気 呼 吸 器 用 容 器 の 場 合 は , 充 て ん 圧 力 に 対 し 3 . 4 倍 と 高 い 安 全 率 が 要 求 さ れ て い る . さ ら に , 落 下 試 験 に お い て は , 疲 労 寿 命 の 他 に , 通 常 の 破 裂 圧 力 と 同 等 な 高 い 残 存 破 裂 圧 力 を 満 足 す る 必 要 が あ る . し か し 空 気 呼 吸 器 用 Typ e - 4 容 器 の 耐 衝 撃 性 の 向 上 に 関 す る 研 究 は 行 わ れ て い な い .
本 研 究 で は , 空 気 呼 吸 器 用 Typ e - 4 容 器 の 破 裂 圧 力 や 落 下 後 の 破 裂 圧 力 を 向 上 さ せ る こ と が で き る 積 層 構 成 を F E M に よ る 応 力 解 析 と 破 裂 試 験 で 検 証 し た . こ の 点 が 本 研 究 の 最 大 の 特 色 と い え る .
10
1.4
本 論 文 の 構 成本 論 文 は 「 プ ラ ス チ ッ ク 製 ラ イ ナ ー を 用 い た C F R P 圧 力 容 器 の 構 造 設 計 に 関 す る 研 究 」 と 題 し , 全 6 章 で 構 成 さ れ て い る . 以 下 に 各 章 の 概 要 を 示 す .
第 1 章 の 「 序 論 」 で は , 容 器 の 種 類 と ,F R P 複 合 容 器 の 特 色 と 実 用 例 に つ い て 説 明 し , 空 気 呼 吸 器 用 Typ e - 4 容 器 の 実 用 化 と 残 さ れ た 課 題 , 本 研 究 を 行 っ た 目 的 に つ い て 述 べ る .
第 2 章 の 「Typ e - 4 容 器 の 基 本 仕 様 」 で は , 本 研 究 で 使 用 す る Typ e - 4 容 器 の 基 本 設 計 を 行 い , 仕 様 の 決 定 や Typ e - 4 容 器 の 軽 量 化 率 に つ い て 検 証 し た 結 果 に つ い て 述 べ る .
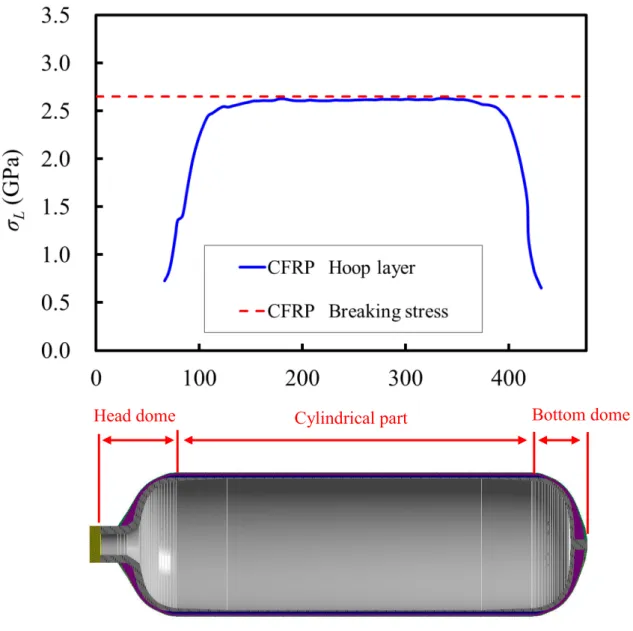
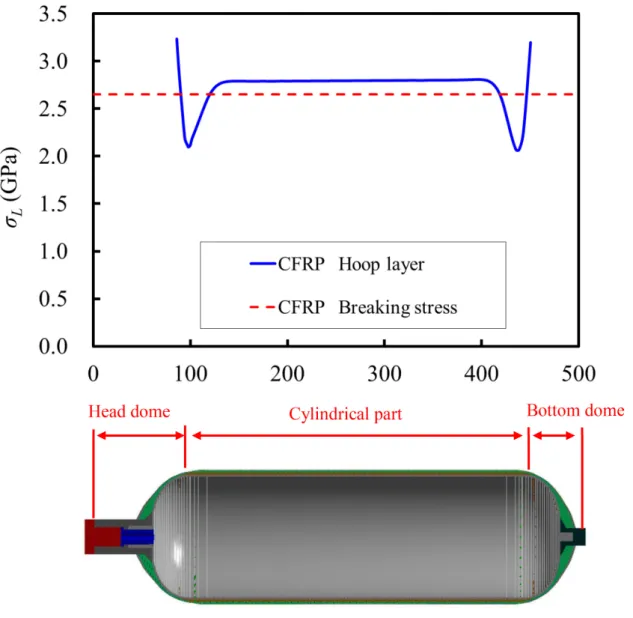
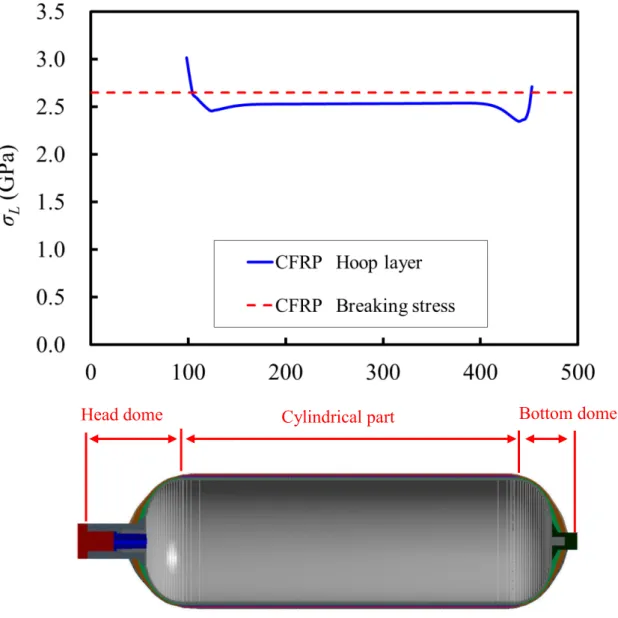
第 3 章 の 「 有 限 要 素 法 解 析 」 で は ,Ty p e - 4 容 器 の 応 力 解 析 を 行 い , 破 裂 圧 力 を 満 足 可 能 な 積 層 構 成 の 検 証 を 行 っ た 結 果 に つ い て 述 べ る .
第 4 章 の 「 空 気 呼 吸 器 用 Typ e - 4 容 器 の F W 成 形 」 で は , 性 能 評 価 試 験 に 用 い る Typ e - 4 容 器 の 製 作 方 法 に つ い て 述 べ る .
第 5 章 の 「Typ e - 4 容 器 の 性 能 評 価 試 験 」 で は ,Typ e - 4 容 器 を 用 い て 実 施 し た , 各 種 性 能 試 験 の 結 果 と 考 察 に つ い て 述 べ る .
第 6 章 の 「 結 論 」 で は , 本 研 究 で 得 ら れ た 成 果 に つ い て 述 べ る .
11
11
表1.1 金属および強化用繊維の力学的性質
Modulus of elasticity [GPa] Tensile strength [GPa] Specific weight [kN/m3]
Metal High tensile steel 210 1400 76
Aluminum alloy 69 240 26
Fiber Glass fiber 75 2500 25
Carbon fiber 230 3000 17
FRP GFRP 42 1400 20
CFRP 140 1600 16
12
12
図1.1 フィラメントワインディングの概要図
Creel
Resin bath
Control panel
Liner
13
13
図1.2 圧力容器の種類
a) Type-1vessel:Metal
b) Type-2 vessel:Metal liner + Hoopwrap
c) Type-3 vessel:Metal liner + CFRP,GFRP(Hoopwrap,Helicalwrap)
d) Type-4 vessel:Plastic liner + CFRP,GFRP(Hoopwrap,Helicalwrap)
14
14
図1.3 MIRAIに搭載された水素燃料タンク用Type-4容器
15
15
第
2
章Type-4
容 器 の 基 本 仕 様2.1
緒 言第 2 章 で は , 本 研 究 で 用 い る 空 気 呼 吸 器 用 Type-4 容 器 の 基 本 設 計 を 行 っ た .2.2 節 で は , 本 研 究 で 用 い る Type-4 容 器 を 設 計 す る に あ た り , 形 状 , 寸 法 の ベ ー ス と し た 4.7L の Type-3 容 器 の 仕 様 を 述 べ る .2.3 節 で は Type-4 容 器 の 基 本 仕 様 を , そ し て 2.4 節 で は 結 言 と し て 第 2 章 で 得 ら れ た 成 果 を ま と め る .
2.2 Type-3
容 器 の 仕 様本 研 究 で 用 い る Type-4 容 器 を 設 計 す る に あ た り 寸 法 , 形 状 や 内 容 積 等 の 基 本 仕 様 の ベ ー ス と し た ,Type-3 容 器 の 仕 様 を 表 2.1 に 示 す . こ の Type-3 容 器 は , 現 在 市 販 さ れ て い る 4.7 L の Type-3 空 気 呼 吸 器 用 容 器 で あ り , ア ル ミ ニ ウ ム 合 金 ラ イ ナ ー に 強 度 分 担 層 で あ る CFRP を フ ル ラ ッ プ し , そ の 上 に 保 護 層 の GFRP を フ ル ラ ッ プ し た 構 成 と な っ て い る.表 2.2 に 4.7L Type-3 容 器 の 積 層 構 成 を 示 す .
な お , Type-3 容 器 は , 国 内 の 製 造 規 格 KHKS01214 3)が 制 定 さ て い る た め , こ の KHKS0121 に 準 拠 し 設 計 お よ び 製 造 を 行 っ た .
最 高 充 て ん 圧 力 ( 使 用 圧 力 ) は 29.4MPa と し , 耐 圧 試 験 圧 力 は 49.0MPa, 最 小 破 裂 圧 力 は 100.0MPa(使 用 圧 力 29.4MPa×3.4 倍 ) と し た .
16
16
2.3
空 気 呼 吸 器 用Type-4
容 器 の 構 造 設 計2.3.l
プ ラ ス チ ッ ク ラ イ ナ ー の 設 計燃 料 電 池 自 動 車 用 の Type-4 容 器 用 に 使 用 さ れ て い る プ ラ ス チ ッ ク 製 ラ イ ナ ー は , 量 産 性 の 観 点 か ら 射 出 成 形 で 製 造 さ れ て い る . し か し な が ら 空 気 呼 吸 器 用 容 器 の 生 産 数 量 は 月 産 数 百 本 程 度 で あ る . そ の た め 射 出 成 形 に よ る 空 気 呼 吸 器 用 容 器 の ラ イ ナ ー 製 造 は 金 型 や 成 形 機 等 の 設 備 償 却 を 考 え る と 適 切 な 選 択 で は な い . そ の た め , 空 気 呼 吸 器 用 容 器 に 用 い る プ ラ ス チ ッ ク ラ イ ナ ー の 製 造 方 法 に は , 多 品 種 少 量 生 産 に 適 し た 成 形 方 法 を 採 用 す る 必 要 が あ る . そ こ で , 本 研 究 で 使 用 す る プ ラ ス チ ッ ク ラ イ ナ ー の 製 造 方 法 に は , 樹 脂 材 料 の 製 造 方 法 の ー 種 で あ り , 多 品 種 少 量 生 産 に 適 し て い る ブ ロ ー 成 形 法 4 4)を 採 用 し た . さ ら に , こ の ブ ロ ー 成 形 は , 射 出 成 形
4 5 )や 回 転 成 形 4 6 )等 の 製 造 方 法 と 比 較 し , 初 期 設 備 費 用 が 抑 え ら れ る た め , 空 気 呼 吸 器 用 ラ イ ナ ー の 製 造 方 法 に 最 も 適 し て い る と い え る . さ ら に ラ イ ナ ー の 材 質 に は , ブ ロ ー 成 形 で , 良 好 な 成 形 性 を 有 す る 高 密 度 ポ リ エ チ レ ン (HDPE) を 採 用 し た .
図 2.1 に 本 研 究 に て 設 計 し た , プ ラ ス チ ッ ク ラ イ ナ ー の 寸 法 , 形 状 を 示 す . な お 本 ラ イ ナ ー の 形 状 は , 2.2 節 で 述 べ た , 内 容 積 4.7L の Type-3 容 器 の ア ル ミ ニ ウ ム 合 金 製 ラ イ ナ ー と 同 じ と し た . プ ラ ス チ ッ ク ラ イ ナ ー の 設 計 板 厚 は 2mm と す る .
図 2.2 に 本 研 究 に 用 い た ブ ロ ー 成 形 の 金 型 を , 図 2.3 に ブ ロ ー 成 形 し た プ ラ ス チ ッ ク ラ イ ナ ー を 示 す .
17
17
2.3.2
口 金 の 設 計プ ラ ス チ ッ ク ラ イ ナ ー は , Type-3 容 器 に 用 い ら れ て い る 金 属 製 ラ イ ナ ー と 比 較 す る と 材 料 強 度 が 低 い た め , プ ラ ス チ ッ ク ラ イ ナ ー 単 体 へ の バ ル ブ 装 着 が 不 可 能 で あ る . そ の た め , プ ラ ス チ ッ ク 製 ラ イ ナ ー の 充 て ん 口 部 に は バ ル ブ 装 着 用 の 金 属 製 の 口 金 を 装 着 す る 必 要 が あ る . さ ら に , FW 成 形 後 に 繊 維 が 積 層 さ れ な い ラ イ ナ ー の 底 端 部 を 補 強 す る た め の 口 金 も 装 着 し な け れ ば な ら な い .
そ こ で , 本 研 究 で は ,Type-4 容 器 の バ ル ブ 装 着 用 の 頭 部 ボ ス 口 金 と , 底 端 部 を 補 強 す る 底 部 ボ ス 口 金 と , 気 密 性 を 確 保 す る た め の シ ー ル 用 口 金 を 設 計 ・ 製 作 し た . な お , こ れ ら の 口 金 は ア ル ミ ニ ウ ム 合 金 (A606l-T6) で 作 製 し た.A6061-T6 は , 一 般 複 合 容 器 に 代 表 さ れ る 空 気 呼 吸 器 用 容 器 や 医 療 用 酸 素 容 器 の ラ イ ナ ー 材 料 に 採 用 さ れ て い る こ と か ら ,Type-4 空 気 呼 吸 器 用 容 器 の 口 金 の 材 質 と し て 適 正 と 言 え る . 図 2.4,2.5,2.6,2.7 に 本 研 究 で 設 計 し た 口 金 の 図 面 を 示 す .
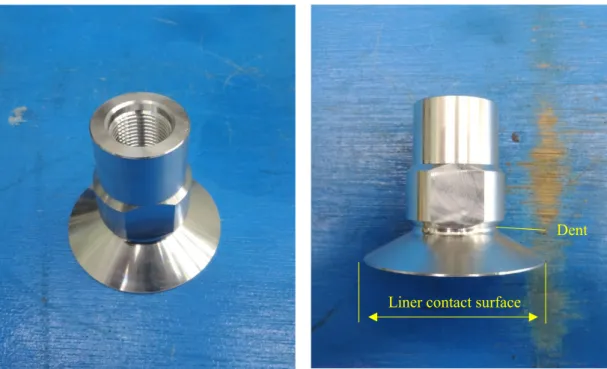
本 研 究 で は , 図 2.4, 図 2.5 に 示 す よ う に ,2 種 類 の 頭 部 ボ ス 口 金 を 設 計 し た . 図 2.4 の 口 金 は , 頭 部 ボ ス 口 金 a と し , 製 造 コ ス ト な ど を 鑑 み 単 純 な 構 造 の 頭 部 ボ ス 口 金 と し た . 図 2.8 に 頭 部 ボ ス 口 金 a の 外 観 形 状 を 示 す . 一 方 で , 図 2.5 の 口 金 は , 頭 部 口 金 a に て 確 認 さ れ た ,R 部 の 強 度 不 足 と , FW 成 形 後 の 頭 部 口 金 の 密 着 性 不 足 を 解 決 し た , 頭 部 ボ ス 口 金 b と し た . こ の 口 金 は , 強 度 向 上 の た め R 部 の 増 肉 と , ラ イ ナ ー 接 触 面 を 拡 大 さ せ た . ま た 口 金 の 緩 み を 抑 制 す る た め に , く び れ を 追 加 し た 形 状 と し た . 図 2.9 に 頭 部 ボ ス 口 金 b の 外 観 形 状 を 示 す .
図 2.6 は ,Type-4 容 器 の 気 密 性 を 確 保 す る た め , 頭 部 ボ ス 口 金 と プ ラ ス チ ッ ク ラ イ ナ ー 内 に 装 着 さ れ る シ ー ル 用 口 金 で あ る . 図 2.10 に シ ー ル 用 口 金 の 外 観 形 状 を 示 す . な お , 容 器 に 装 着 す る 際 は 同 図 に 示 す よ う に О リ ン グ 溝 に О リ ン グ を 取 り 付 け て 使 用 す る .
18
18
そ し て , 図 2.7 は 底 部 の 強 度 向 上 と ,FW 成 形 の 際 に 底 部 を 固 定 す る 底 部 ボ ス 口 金 で あ る . 図 2.11 に 底 部 ボ ス 口 金 の 外 観 形 状 を 示 す . 本 研 究 で は ,Type-4 容 器 の FW 成 形 の 際 に 底 部 を 心 押 し 軸 で 固 定 し な が ら 繊 維 を 巻 き 付 け た た め , 心 押 し 用 の 穴 を 設 け た .
2.3.3
プ ラ ス チ ッ ク ラ イ ナ ー の 構 成図 2.12に 頭 部 ボ ス 口 金 aを 装 着 し た ラ イ ナ ー の 全 体 図 を , 図 2.13 に は 頭 部 ボ ス 口 金 b を ラ イ ナ ー の 全 体 図 を 示 す . 組 立 図 に 示 す よ う に , ブ ロ ー 成 形 し た プ ラ ス チ ッ ク 製 ラ イ ナ ー の 充 て ん 口 に 頭 部 ボ ス 口 金 を , 底 部 に は 底 部 ボ ス 口 金 を 装 着 す る . 図 2.14 に 頭 部 ボ ス 口 金 a を 装 着 し た ラ イ ナ ー の 外 観 を , 図 2.15 に は 頭 部 ボ ス 口 金 b を ラ イ ナ ー の 外 観 を 示 す . こ の よ う に ,Type-4 ラ イ ナ ー は , 金 属 単 体 の Type-3 の ラ イ ナ ー と は 異 な り , ラ イ ナ ー が 複 数 の 部 品 で 構 成 さ れ て い る . そ の た め , 気 体 充 て ん 時 と 充 て ん 後 に プ ラ ス チ ッ ク 製 ラ イ ナ ー と バ ル ブ 取 付 け 用 口 金 と の 接 合 部 か ら 気 体 が 漏 れ な い よ う に す る 必 要 が あ る . そ こ で , 本 研 究 で は О リ ン グ を 装 着 し た シ ー ル 口 金 を 頭 部 口 金 の ね じ 部 か ら 内 部 に 挿 入 し た . シ ー ル 口 金 を 装 着 す る こ と で , 図 2.16 に 示 す よ う に , プ ラ ス チ ッ ク 製 ラ イ ナ ー の 充 て ん 口 部 内 面 を , O リ ン グ に て シ ー ル し , 気 体 が 内 部 か ら 漏 れ る の を 防 ぐ 構 造 と し た .
2.3.4
基 本 仕 様 容 器 (Basic model
) の 設 計本 研 究 で 設 計 す る Type-4 容 器 の 基 本 的 な 寸 法 ・ 形 状 は , 2.2 節 に て 述 べ た 4.7 L の Type-3 容 器 と 同 等 と す る . そ し て ,Type-3 容 器 の ア ル ミ ニ ウ ム 合 金 ラ イ ナ ー を プ ラ ス チ ッ ク 製 ラ イ ナ ー に 置 き 換 え た 構 造 の Type-4 容 器 を Basic model と す る .
Basic model の 最 高 充 て ん 圧 力 ( 使 用 圧 力 ) は , Type-3 同 じ 29.4MPa と し た . な お ,1 章 で 述 べ た よ う に 現 在 , 国 内 で は ,Type-4
19
19
一 般 複 合 容 器 の 技 術 基 準 は 制 定 さ れ て い な い . そ の た め 本 研 究 で は , 欧 州 で 使 用 さ れ て い る 製 造 規 格 EN12245 と ,EN 規 格 の ベ ー ス と な っ た ISO11119 に 準 拠 し 耐 圧 試 験 圧 力 ( 試 験 圧 力 ) や , 最 小 破 裂 圧 力 を 設 定 し た . し か し な が ら , EN12245 で は , 破 裂 圧 力 が 低 下 し や す い 落 下 試 験 ( 耐 衝 撃 試 験 ) に お い て も 同 様 の 最 小 破 裂 圧 力 が 要 求 さ れ る . そ の た め , 本 研 究 で は , 最 小 破 裂 圧 力 よ り も 高 い 破 裂 圧 力 ( 設 計 破 裂 圧 力 ) を 独 自 に 設 定 し た .
本 研 究 で 用 い る Type-4 容 器 の 耐 圧 試 験 圧 力 は 44.1MPa( 使 用 圧 力 ×1.5 倍 ) , 最 小 破 裂 圧 力 は 88.2MPa( 耐 圧 試 験 圧 力 44.1MPa×2) と し た . な お 設 計 破 裂 圧 は ,Type-3 容 器 の 最 小 破 裂 圧 力 と お な じ 100.0MPa( 使 用 圧 力 ×3.4 倍 ) と し た . 表 2.3 に Basic model の Type-4 容 器 の 仕 様 を 示 す .
2.3.5 Basic model
の 構 造Basic model の Typ e-4 容 器 は , 図 2.17 に 示 す よ う に プ ラ ス チ ッ ク ラ イ ナ ー に FW 法 に て 強 度 分 担 層 で あ る CFRP を フ ル ラ ッ プ し , さ ら に 容 器 最 外 層 に は 保 護 層 の GFRP を フ ル ラ ッ プ し た 構 成 と な っ て い る . 図 2.17 に 示 す α は 容 器 中 心 軸 か ら の 繊 維 配 向 角 度 で あ り , α=90° の 場 合 を フ ー プ 層 , α ≠90°の 場 合 を ヘ リ カ ル 層 と 呼 ぶ . ド ー ム 部 の ヘ リ カ ル 層 の 繊 維 角 度 α は , 式 (2.1) を 満 足 す る よ う に 決 定
し た 4 7 ).
(2.1)
こ こ で は ,rxは 繊 維 が 巻 き 付 け ら れ る 容 器 部 の 半 径 ,r は 口 金 半 径 と し た ( 図 2.18) . こ の 条 件 に よ り 成 形 し た Basic model の 詳 細 な 板 厚 構 成 と 繊 維 角 度 を 表 2.4 に 示 す .
sin
r
xα
=r
20
20
2.3.6 Type-4
容 器 の 質 量表 2.5 に Type-3 容 器 と ,Type-4 容 器 の 質 量 の 比 較 を 示 す . 同 表 に 示 す よ う に , 本 研 究 で 設 計 し た Type-4 容 器 の 質 量 は 2.2kg で あ り , 市 販 品 の 4.7 L Type-3 容 器 の 2.7kg と 比 較 す る と 約 20% 程 度 の 軽 量 化 が 可 能 で あ る . こ れ は , そ れ ぞ れ の ラ イ ナ ー の 質 量 差 に 起 因 し て い る こ と が 確 認 で き る .Type-3 容 器 の ア ル ミ ニ ウ ム 合 金 ラ イ ナ ー の 質 量 が 1.10kg で あ る の に 対 し ,Typ e-4 容 器 の プ ラ ス チ ッ ク 製 ラ イ ナ ー は 0.55kg と 約 半 分 の 質 量 と な っ て い る . 本 設 計 で は , ア ル ミ ニ ウ ム 合 金 ラ イ ナ ー と プ ラ ス チ ッ ク ラ イ ナ ー の 内 容 積 や 外 観 寸 法 は 同 じ で あ る が ,HDPE の 比 重 が 0.95 と , ア ル ミ ニ ウ ム 合 金 の 比 重 2.7 と 比 較 し 小 さ い た め , 軽 量 化 が 実 現 で き た .
2.4
結 言2 章 で は , 空 気 呼 吸 器 用 Type-4 容 器 の 基 本 設 計 を 行 い , 本 研 究 に 使 用 す る Type-4 容 器 の 仕 様 を 決 定 し た .
(1) ラ イ ナ ー の 寸 法 形 状 と 質 量
本 研 究 で 用 い る Type-4 容 器 用 の プ ラ ス チ ッ ク ラ イ ナ ー は , 4.7L の 高 密 度 ポ リ エ チ レ ン の プ ラ ス チ ッ ク ラ イ ナ ー に ア ル ミ ニ ウ ム 合 金 の 口 金 を 装 着 し た 構 成 と し た . な お 組 立 後 の プ ラ ス チ ッ ク ラ イ ナ ー の 総 質 量 は , ベ ー ス と し た Type-3 容 器 の ア ル ミ ニ ウ ム 合 金 ラ イ ナ ー 質 量 と 比 較 し , 半 分 の 質 量 を 目 標 と す る .
(2) Type-4 容 器 の 仕 様
本 章 で 設 計 し た 空 気 呼 吸 器 用 Type-4 容 器 は , 内 容 積 や 寸 法 , 形 状 , 使 用 圧 力 は , 市 販 品 の Type-3 と 同 じ と し た が , 耐 圧 試 験 圧 力 や , 最 小 破 裂 圧 力 は ,EN 12245 に 準 拠 し た .
21
21
(3) Type-4 容 器 の 軽 量 化
本 研 究 で 用 い る Type-4 容 器 は , 同 内 容 積 の Type-3 容 器 と 比 較 し 20%の 軽 量 化 を 実 現 可 能 で あ る .
22
22 表2.1 4.7L Type-3空気呼吸器用容器の仕様
Internal volume 4.70 L
Filling pressure 29.4 MPa
Test pressure 49.0 MPa
Minimum burst pressur 100.0 MPa
Outer diameter .140 mm
Overall length .450 mm
23
23
表2.2 4.7L Type-3容器の板厚と繊維角度
Liner(AL) Reinforcement layer(CFRP) Reinforcement layer(GFRP)
1 layer 2 layer 3 layer 4 layer 5 layer
Thickness 1.5 mm 1.85 mm 1.85 mm 0.3 mm 0.56 mm 0.22 mm
Fiber angle 90° ±18.8° 90° ±14.2° 90°
24
24 Unit:mm 図2.1プラスチックライナーの形状寸法
25
25
(a)金型外観
(b)金型内面
図2.2 ブロー成形の金型
26
26
図2.3 高密度ポリエチレン製ライナーの外観
27
27 Unit:mm 図2.4頭部ボス口金aの形状寸法
Liner contact surface
R-part thickness
28
28 Unit:mm
Liner contact surface
R-part thickness
Dent
図2.5頭部ボス口金bの形状寸法
29
29 Unit:mm 図2.6シール口金の形状寸法
30
30 Unit:mm 図2.7底部ボス口金の形状寸法
31
31
図2.8 頭部ボス口金aの外観形状
Liner contact surface
32
32
図2.9 頭部ボス口金bの外観形状
Liner contact surface
Dent
33
33
図2.10 シール口金の外観形状
34
34
図2.11 底部ボス口金の外観形状
35
35 Unit:mm 図2.12頭部ボス口金aを装着したライナーの形状寸法
36
36 Unit:mm 図2.13頭部ボス口金bを装着したライナーの形状寸法
37
37
(a) ライナー全景
(b) 頭部拡大
図2.14 頭部ボス口金aを装着したライナーの外観