エ ンジン用熱流束計の高精度化に関する研究 (熱流束計構成材料の検討 )
2 7 9
エ ンジン用熱流束計の高精度化 に関す る研究 (熱流束計構成材料の検討)
長瀬 慶紀
1)
・寺嶋 豊明2)
・田坂 英紀3)
St udyonI mpr o ve me nto fHe a tFl uxPr o bef orEng l ● ne ( Exami na t i o no fHe a tFl uxPr obeMa t e r i a l s )
Ybs hi no r i NAGAS E
,Tbyo a ki TERASHI MA
,Hi de n o r i TAS AKA
Abs t r ac t
I n t e ma lc omb us t i o ne ng l ne Sa r er e qui r e df o re f fi c i e n t i z a t i o nmo r et ha nt hef o r m e rf o rt he e a r t he n vi r o nme n t a li mp r o ve me n
t.Toi mpr o vet het h e r ma le f fi c i e nc ya ndc ombus t i bi l i t
y,t h e g a sf lO wi nc yl i nde rofe ng l nei si n t r od uc e d. Ho we ve r ,i ti sdi f fi c ul tt os a yt oma ket hei nt e ma l c o mb us t i one ngl nehi g hl ye f fe c t i vea st hebe s twa y .Thepu
rpos eo ft hi sr e s e a r c hi spa i e d a t t e n t i o nt ot her a t i oofe l e c t r i c a lr e s i s t i vi t y ofwi r eb ybod yofhe a tnu xpr o b ea nds u r f a c e t he r mo ph ys i c a lpr o pe r t y ofc o ns t i t ue n
t.Thehe a tf lu xp r o be sa r ep r o d ue da ndc a r r i e dou tt h e q ua n t i t a t i vee xpe r i me n t s .Th ehe a tml Xp r o beus e df わ ra ni n t e ma lc o mbus t i one ngl nei s de t e r mi ne db yi mpr o ve me n to ft heme a s u r e me n ta c c ur a c ya ndr e l i a bi l i t y.
Ke y wo r ds :
He a tnu xpr obe , Co ns t a n tvol u mec o mbus t i o nbo mb , Qua n t i t a t i vehe a tf lu xe xpe r i me n t , Ra t i oofe l e c t r i c a lr e s i s t i vi t y, The m o ph ys i c a l p r o pe r t yofc o ns t i t ue n t
1.
はじめに内燃機関は,環境問題が深刻 になっている現在,従来に も増 して高効率化を求め られ るよ うになった。火花点火機 関において,熱効率や燃焼性 を向上 させ るために筒内ガス 流動の積極的な導入が行われているが,筒内ガス流動を導 入す ることは,燃焼室壁面‑の伝熱現象の促進や熱損失, 燃焼室各部の熱負荷の増大など,機関全体の高効率化を図 る上で最良の方法 とは言い難い。
本研究の 目的は,筒内燃焼における燃焼室壁面‑の熱流 束を計測す る熱流束計か ら得 られ る熱流束 に影響 を与 え
1 ) 機械システム工学科助教授
2 ) 機械システム工学専攻院生 3 ) 機械システム工学科教授
る因子 として,熱流束計表面の母材 と素線 の電気抵抗値の 割合,また熱流束計の構成材料の熱物性値に着 目し,種々 の熱流束計を製作 し,定容燃焼容器 を用い,燃焼を単純化 させた定量的な検定を行 うことにより,熱流束計の計測精 度及び信頼性 を向上 させ,内燃機関に用いる熱流束計を決 定す ることである。
2.
実験装置及び計測方法2.1熱流束計構造
今年度製作 した熱流束計の構造を図 1に示す。以下,コ ンスタンタン :
C o n
,鍋 :c u
,秩 :F e
,クロメル :C h r
,ア ルメル :Al u
と略記する。C o n
母材c o n
‑てu
熱流束計,. C h r
母材C h r ‑ A l u
熱流束計C h r
母材C h r ‑ F e
熱流束計は内接点な しの構造 を
,C h r
母材c h r ‑ C u
熱流束計は内接点あ り の構造を している。熱流束計の母材 は ¢3.2mmの丸棒の両端を平行な平面 に仕上げ,長 さ 10.0mの垂直円柱 としたもので,この母 材 の片側端面 より中心軸に平行で深 さが異なる
3
つの小 孔 a,b , C
を設けている。小孔 aには ¢0.65m の素線を挿入 し,母材の表面 と揃 え,厚 さ 10.0〃mの銅薄膜によって表面接点を形成 した。
小孔 bは母材表面か らの距離が 5.0m になるように開け られ, ¢0.65m の素線先端 と底部を電気的に溶接す る。
小孔 Cには, ¢0.65m の素線を挿入 し,前述の 2本の素 線 と対を成 している。これ ら2組の熱電対か ら得 られる熱 起電力か ら表面接点 と内接点の温度を計測す る。
2. 2
絶対値検定絶対値検定計測システム図を図 2に示す。
絶対値検定は,定容燃焼容器に取付けた熱流束計より求 めた熱流束 (以後,壁側熱流束)を高圧インジケータか ら 取込んだ圧力 より算出される容器全体の熱流束 (以後,ガ ス側熱流束)を基準 とし,比較することで定量的に検定を 行 うものである。
壁側熱流束は,熱流束計表面温度か ら各計測点の熱流束 が算出され,その各計測点の熱流束に代表面積を掛け合わ せ,その総和を燃焼室壁面の総面積で除 したもの とす る。
Platedcopperfilm
0〃m thick) J適 3.2m恥 .二
SurfaceJunction 1
C
eh
r Jr m e
unCtilr o d
o.
nl 】 i ⊂⊂喜>>
i ミ ミ
§
§ i ミ 萱ミi
i 至
t
a
〜 モ i a
ミ
㌔ L妻…Iチiメチi董//IチI、H d l e:〝 a 〝.
H o l e:〝 b 〝
▼‑1H o l e:〝 C 〝 i L一 一
」 J適 .3.2胤 し (10〃m th喜
⊂>
⊂ ▼ ・ . . > ■
⊂L喜∫⊃つ ⅠnneC
Surfaceh
Jr Jr
unct:̲ m e
un1
モ i
〜 モ モ 隻 i i i a ミ
〜 ら ミ
モ
〜
ナナff夏千iチi i
〜 モ モ ミ i + I . 辛
汁, / ‑ i 〜 l二 l g . i l l E ,
L l E H l E d l e:
l E l I E . I f .
I F H H o o l l e! e.
C uwi r e
¢0.65m
( a )
内接点あ り( b)
内接点な し 図1
熱流束計の構造ガス側熱流束は圧力 より算出され るが,予混合気燃焼中 は熱発生 と熱損失が同時に起 こっているため,正確な熱流 束を求めることができない。しか し,燃焼終了後は既燃ガ スについての単純な熱損失のみになるので,熱力学第 1法 則 より壁面‑の熱流束を求めることができる占そのため, ガス側熱流束 ピーク値以降の減衰過程を評価する。
実験方法は,予め予混合気生成 タンクに当量比
1
のプロ パンと空気の予混合気を充填 し,十分に擾拝する.真空ポ ンプにより定容燃焼容器内を真空状態に し,予混合気を充 填圧 0.1MPa になるように充填す る。予混合気充填後, 容器内の混合気が静止 した と考えられ る時間 (約1
分間) 放置 し,容器中心で点火を行い,高圧インジケータか ら圧 力を,全 32点の熱流束計か ら表面接点温度を同時に取 り 込む。計測終了後は,容器内の既燃ガスを真空ポンプにより充分排出 し,その後大気開放を行 う。
以上の操作を 1サイクル として,それぞれの熱流束計に 対 して 100回の実験を行 う。
3. 絶対値検定結果
3 . 1
ガス側熱流束絶対値検定では,圧力より算出され るガス側熱流束を基 準 とする。
実験データの母集団が 100個以上では,平均値に発生す る差は微小であるとい う実験的な根拠 1)に基づき,各熱流 束計の実験有効データ数を 100個 とした。
口 蓋
亡
票経
て: i
ig
gn
ga
&l r
三 不 語 Vessel湖Air
こ二p
Ipropane
p 亡 . : r
」,,L!p.Vacuum .㌔stirer Manometer(Hg) 図 2 絶対値検定計測システム図
エ ンジン用熱流束計の高精度化に関する研究 (熱流束計構成材料の検討 )
2 8 1
本年度製作 した3種の熱流束計の本検定時の圧力 ・ガス 側熱流束及び昨年度の本検定における圧力 ・ガス側熱流束 を比較 した。結果 を図
3
に示す。図 よ り,それぞれの圧力 ・ 熱流束波形の形状はほぼ一致 してお り,圧力の ピーク値で の差 も1 . 2 %
以内に収まっている。よって,本検定の再現 性 と精度 を十分 に確認す ることができた。以上のことよ り,昨年度の
4
種 と今年度の3
種 を併せた7
種類の平均波形 を基準 とし,ガス側熱流束波形に決定す ることに した。3 . 2
電気抵抗値の割合について3 . 2 . 1
熱流束計の内接点の有無の影響熱流束計の内接点の有無の影響 を調査す るため,昨年度 製作 した
C o n
母材C o n ‑ C u
熱流束計の定常成分を取除いた 熱流束 と内接点を取除いたC o n
母材C o n ‑ C u
熱流束計の熱 流束を比較 した。その結果,両熱流束計の平均熱流束波形 は近い波形 を示 していることがわかった。従 って,内接点 を無 くした ことによる熱流束波形への影響 はない ことが 判明 した。3 . 2 . 2
実験用熱流束計前述 したよ うに,内接点を取除いたことによる熱流束波 形‑の影響はないことがわかったため,ここで製作 した熱 流束計は内接点を取除いた構造 を している。
昨年度の絶対値検定において
,Fe
母材Fe ‑ Co n
熱流束 計 とC o n
母材C o n ‑ Fe
熱流束計の結果は,同 じ構成材料の 組み合 わせ の熱流束計であるにもかかわ らず壁側熱流束 波形に相違がみ られた。しか し,熱流束計の構造 ・構成材00 ′人U
420 0 0 0 ︻ N u J J h 邑 x n 屯 1 Ca H [t !
d∑
]91n S S 9 1d
0. 1 0. 2 0. 3 0. 4 Ti mea洗e rI 伊i t i onl s e c ]
図3
再現性の確認 (圧力 とガス側熱流束)表 1 各種材料の熱物性値
Ma t e r i a l ¶l e r ma l C O n d u c t i v i t y
Th e r ma ld i 凪l S i v it y Ll W/ ( m. K) ] a 【 m 2 / S ] Co n 2 3 . 3 6 . 0 4 0
×104Fe 6 7 . 4 1 8 . 6 2
×10̀Ch r 1 3 . 8 3 . 7 5 7
×10̀Al u 2 9 . 4 6 . 2 8 1
×1
04料は同一であ り,熱流束計が単純な熱電対 と考えると,単 に母材 と素線 を入れ換 えただけであるため,このような差 が出るのは考えにくい。そ こで,この2種類の熱流束計の 相違について検討 してみた ところ,熱流束計表面の母材 と 素線の電気抵抗値の割合が異なっていた。そのため,今年 度は,熱流束計表面の母材 と素線の電気抵抗値の割合が壁 側熱流束波形 に影響 しているのではないか と考え,この仮 説を確認す るために
C h r
母材c h r ‑ Al u
熱流束計を,また, 一般 的に熱流束計は測定対象物の材料 を使用 したほ うが よい と言われていることか ら定容燃焼容器 と同材料であ る鉄を使用 したc h r
母材C h r‑Fe
熱流束計を製作 し,絶対 値検定を行った。なお,ここで各熱流束計の熱流束算出に 用いた熱物性値は,昨年度の本研究2)
において,母材 と素 線の電気的極性 を見た ときに,負脚側の熱物性値を用いる べきだ とい う結論 よ り,負脚側の熱物性値を用いている。表1に壁側熱流束算出に用いる熱物性値
3)
を示す。この仮 説確認のため,母材 と素線の電気抵抗値の割合 と壁側熱流 束に相関関係があることが示 された場合,電気抵抗値の割 合を考慮す ることで,より高精度の熱流束計測が可能 となる。
3 . 2 . 3
ガス側熱流束 と壁側熱流束熱流束計の構成材料の
C h r
に着 目LAl u
母材Al u 一
七hr 熱流束計,c h r
母材C h r ‑ Al u
熱流束計,c h r
母材c h r ‑ Fe
熱流束計の3種類 の熱流束計の絶対値検定結果 を比較 し た。結果を図4
に示す。また,熱流束計の構成材料のC o n
に着 目LC o n
母材C o n ‑ F e
熱流束計,Fe
母材F e ‑ C o n
熱流 束計,c o n
母材c o n 一 ℃u
熱流束計の3
種類の熱流束計の絶 対値検定結果を比較 した。結果 を図5
に示す。図4より,電気抵抗値の割合が異なる種々の熱流束計 と ガス側熱流束の間には,電気抵抗値の割合が
1
か ら離れて い くとガス側熱流束に近づいてい くことがわかる。しか し, 図5
か らは,電気抵抗値の割合が異なる種々の熱流束計 と ガス側熱流束の間には明確な関係がみ られない。よって,熱流束計表面の母材 と素線の電気抵抗値 の割 合は壁側熱流束に影響 していないことがわかる。
3. 3
壁側熱流束算出時に用いる熟物性値図
4
のC h r
母材C h r ‑ Fe
熱流束計の壁側熱流束に着 目し てみると,負脚側の熱物性値 を用いて壁側熱流束を算出 し ているにも関わ らず,これまでの絶対値検定において最 も ガス側熱流束によい一致を示 しているC o n
母材c o n ‑ c u
熱 流束計の壁側熱流束 よ りピー ク値で約 2.5倍の差が発生 している。これは,熱流束計があくまで単純な熱電対 と考 えると理解 しがたい。昨年度の本研究において,同様の問題が発生 している。
そこで,母材の熱物性値が近 く,素線の材料が同 じである
C o n
母材c o n ‑ F e
熱流束計 とC h
r母材c h r ‑ F e
熱流束計で比 較を行う ことに した。 まず,c o n
母材c o n ‑ F e
熱流束計 とC h r
母材c h r ‑ F e
熱流束計をF e
の熱物性値を用いて壁側熱 流束の比較を図 6に示す。図より,両熱流束計の壁側熱流 束は近い波形を示 していないが,ガス側熱流束 よりも明 ら かに大きい波形 を示 している。ここで
,C o n
母材C o n ‑ F e
熱流束計においてC o n
の熱
物 性値 を用いると壁側熱流束がガス側熱流束 に近づいた こ とを考えると,C h
r母材c h rFe
熱流束計もC o n
に熱物性 値の近いC h r
の熱物性値 を用いれば壁側熱流束がガス側 熱流束に近づ くのではないか と考えた。そこで,C o n
母材C o n ‑ F e
熱流束計にC o n
の熱物性値を用いた ときとC h
r母 材C h r ‑ F e
熱流束計にC h r
の熱物性値を用いた ときの壁側 熱流束 との比較を図6
に示す。図より,両熱流束計の壁側 熱流束がガス側熱流束に近づき,非常に類似 した熱流束波 形 を示 してい るこ とがわか る。 この こ とは,Al u
母材Al u ‑ C h r
熱流束計 とC h r
母材c h r ‑ Al u
熱流束計においても,同様のことが言 える。
よって,熱流束算出には,熱流束計の母材 と素線の電気 的極性 を見た ときの負脚側 の熱物性値 を用いるのではな く,母材 と素線の
熱
物性値 を比較 し,小 さい方の熱物性値 を用いる必要があると考えられ る。3 . 4 熟物性値について
3 . 4 . 1
実験用熱流束計電気抵抗値の割合以外 にも様々な因子を検討 したが,熱流 束に影響す る因子を見つけるには至 らなかった。そこで,
これまでの絶対値検定実験結果 より,ガス側熱流束に最 も よい一致を示 している
C o n
母材c o n ‑ C u
熱流束計を基準 と1
[zt n J Jh
邑x
nLI tB a
HI̲ ‑‑ I ‑‑ 1、 ー ll ・‑‑‑ ‑‑1■lt
しけJリ‑
1り= ‑ ‑
ダー㌔ ‑ー
wa us i d eh e a tmI X 電気抵抗値比率
‑ ‑ C h r 母材Ch r ‑ Al u 熱流束計 ( Al u 物性) 0. 1 07 4 一・ 一Al u 母材Al u‑ Chr 熱流束計 ( Al u 物性) 0. 01 7 3
‑‑でh r 母材ch r ‑ Fe 熱流束計 ( Fe 物性) 03396
\ 一 十He a tmⅨcak u ht e& o m p r e s s u r e
\ヽ\ ̲ \
、 \ i : ■
ゞ こ こ二 二十 1 = : l T = 1 ・ こ て 0 ′0 5 4 3 0 0 0 0 [z
uJき
M]X
ntItB a H
‖H︻zuJJhM]XnTJ1VaH
0. 1 0. 2 0. 3 0 . 4 Ti mea 洗e ri g m it i onl s e c ]
図4 電気抵抗値の割合変化
(熱流束計構成材料
Al u
に着 目)0 . 1
0. 2 0. 3 0. 4
Ti mea 洗e rI gl i t i onl s e c ]
図5
電気抵抗値の割合比較(熱流束計構成材料
C o n
に着 目)0 0. 1 0. 2 0. 3 0 . 4
Ti mea 洗e rI gl i t i onl s e c ]
図 6 物性値 を変更 した場合の壁側熱流束エ ンジン用熱流束計の高精度化に関する研究 (熱流束計構成材料の検討)
2 8 3
し,壁側熱流束に影響す る因子を見つけることができると 考えた。そこで,熱流束計の表面薄膜 と素線に同材料を用 い,母材に比較的近い熱物性値を有する材料を用いること で,母材の変化が壁側熱流束に与える影響及び熱流束計の 構成材料の電気的極性 について確認することにした。製作 した熱流束計は
,C o n
に比較的近い熱物性値を有するC h r
を用いたC h r
母材C h r ‑ Cu
熱流束計である。3. 4. 2
ガス側熱流束 と壁側熱流束c h r
母材c h r l二 u
熱流束計 とC o n
母材c o n ‑ C u
熱流束計の 絶対値検定結果を図7
に示す。図より,両熱流束計は非常 に類似 した熱流束波形 を示 してお り,熱流束計の素線 と表 面薄膜に同材料を用い,母材に比較的近い熱物性値を有す る材料を用いた熱流束計では,壁側熱流束に大きな差が見 られず,ガス側熱流束によい一致を示す ことがわかった。よって,母材の熱物性値の差が
C o n
とC h r
で異なっても母 材の影響は少ないことがわかる。また,両熱流束計の電気 的極性をみた場合,c h r
母材C h r l: u
熱流束計は,母材が 正側になる。それに対 しC o n
母材C o n ‑ C u
熱流束計は,母 材が負側になる。従って,熱流束計の構成材料の電気的極 性 を考慮 しなくて も壁側熱流束に影響がないことも確認 できた。3 . 4. 3
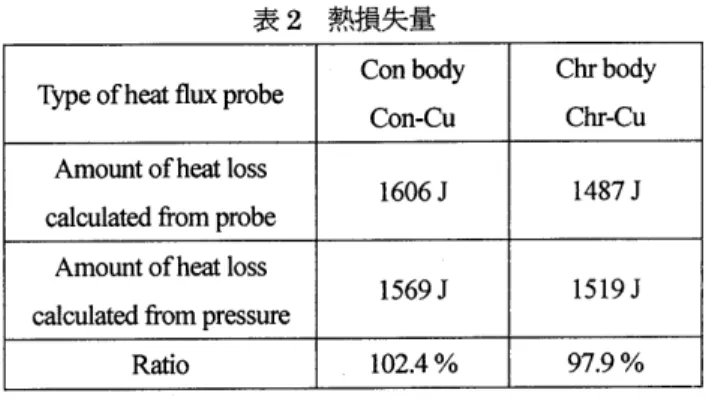
熟損失量ガス側熱流束の熱損失量を基準 とし
,C o n
母材C o n ‑ C u
熱流束計,c h r
母材C h r ‑ C u
熱流束計の熱損失量を比較 し た。結果を表 1に示す。表より
,C o n
母材c o n ‑ c u
熱流束計の熱損失量は,ガス側 熱流束の熱損失量に対 して約2%
大きく, C h r
母材C h r ‑ Cu
熱流束計の熱損失量は,ガス側熱流束の熱損失量に対 して 約2%
小 さくなっている。5
43 2 1 0 0 0 0 0
[
zu JJv t M ]
Xn
utt Za H
0
0.1 0. 2 0. 3 0. 4
Ti mea 洗e rl 伊i t i on[ s e c]
図
7
ガ ス側熱流束に対する壁側熱流束表 2 熱損失量
T y p e o fh e a tf lu xp r o b e Co nb o d y Ch rb o d y Co n ‑ Cu Ch r ‑ Cu
Amo u nt o f h e a tl o s s
c a lc u l a t e d &o mp r o b e 1 6 0 6J 1 48 7J
Amo u nt o fh e a tl o s s
c a l c u l a t e d f ro mp r e s s u re 1 5 6 9J 1 51 9J
しか し,この差が減衰過程において,実験による誤差な のか,熱流束計による計測誤差なのか明確になっていない が,両熱流束計 ともガス側熱流束の熱損失量に対 して
3%
以内に収まっている。そのため,両熱流束計は非定常の入 力には十分な精度を有 していると考える。
4. まとめ
熱流束計か ら得 られ る熱流束に影響す る因子の検討 を 行い,定量的検定を行った結果,以下の結論を得た。
1.熱流束計表面の母材 と素線の電気抵抗値の割合に着 目 し定量的な検定を行ったが,熱流束計表面の母材 と素線 の電気抵抗値の割合が壁側熱流束に影響 していないこ
とが判明 した。
2.C o n
母材C o n ‑ {u
熱流束計 とC h r
母材C h r 一 ℃u
熱流束計 で絶対値検定を行った結果,両熱流束計 ともガス側熱流 束によい一致を示 した。同時に,母材がクロメル とコン スタンタンで異なっていても母材の熱物性値の違いが 壁側熱流束に与える影響は少ない。3.
熱流束計の構成材料の電気的極性を考慮 しなくても壁 側熱流束に影響がないことが判明 した。謝辞
本研究を進 めるにあた り,協力 していただいた友松重 樹助手,木村正寿技官に感謝の意を示す.
参考文献