低圧加圧溶浸法による金属基複合材料の作製と特性評価
水本将之*・香川明男*・大貝 猛*
Fabrication and Characterization of Metal Matrix Composites by Low Pressure Infiltration Method
by
Masayuki MIZUMOTO
*, Akio KAGAWA
*and Takeshi OHGAI
*The microstructure control technique and mechanical properties of particle or randomly oriented fiber reinforced metal matrix composites fabricated by LPI process were examined. SiC particles and fibers were used as reinforcement, while Al-4mass%Cu alloy, Al-7mass%Si alloy and AZ91 alloy were used as matrix. A mixture consisting of aluminum particles and reinforcements was prepared as a preform to control the distribution of SiC particles and fibers in MMCs. MMC specimens were fabricated by infiltrating the molten matrix alloy into the preform by pressing the melt surface with a low pressure of Ar gas. MMC specimens showed high performance in thermal cycling test as well as an excellent wear resistance. Vickers hardness of FRMMC specimens was almost constant on the different sections and the physical and mechanical properties were found to be isotropic.
Key words
Low-pressure infiltration process, Metal matrix composite, Vickers hardness, Thermal expansion, Wear resistance
1.緒言
軽量,高比強度等の諸特性に優れる金属基複合材料 (Metal Matrix Composite)の製造法の中で,高圧加圧溶 浸法は,生産性に優れるため広く用いられる製造法で ある.しかし,高圧加圧溶浸法では,溶浸時の圧力に 耐えうる強度のプリフォームの作製を要することや加 圧のための設備を要するため,製品が高コストになる 問 題 が あ る . 著 者 ら は , 粒 子 強 化 金 属 基 複 合 材 料
(Particle Reinforced MMC)の製造プロセスに関する研 究で,強化粒子と金属粒子から成るプリフォームを用 いる低圧加圧溶浸法(Low Pressure Infiltration Process) を開発した1-3).LPI法では,強化粒子の体積分率およ び分布を高精度に制御したPRMMCを,0.2MPa程度の 低い溶浸圧力で作製することができる.本研究では,
LPI法によるPRMMCおよび繊維強化金属基複合材料
(Fiber Reinforced MMC)の作製条件を調べ,その組 織制御法を明らかにした.また,得られたPRMMCお
よびFRMMCの機械的および物理的諸特性について評
価した.
2.粒子強化金属基複合材料
2.1 実験方法
マトリックス合金にはAl-4mass%および12mass%Cu 合金を,強化粒子には,振動ふるい機を用いて選別し たAl2O3およびSiC粒子(粒径:20~150µm)を用い た.また,PRMMC中の強化粒子の分布および体積分 率を制御するために,純アルミニウム粒子(平均粒径:
100µm)と強化粒子を任意の割合(10~90mass%)で 混合した混合粒子を調製し,プリフォームとして用い た.実験は,底部にノズル部を持つ石英管内に,Fig.1
平成 17 年 12 月 14 日受理 http://www.lb.nagasaki-u.ac.jp/reports/kougaku/default.html
* 材料工学科(Department of Materials Science and Engineering)
のように下部からアルミナボール(粒径:1mm),プ リフォームおよびマトリックス合金の順に配置した.
高周 波 誘導 加 熱に よ りマ ト リッ ク ス合 金 を溶 解 し,
1123Kで保持した後, Ar ガスにより溶湯表面に所定
の圧力を加えてプリフォーム中にマトリックス合金溶 湯を溶浸させた.得られた PRMMC を,光学顕微鏡,
EDX-SEMおよびTEMを用いて組織観察を行った.
2.2 溶浸圧力に及ぼす強化粒子の粒径の影響
溶浸に必要な圧力の粒子径依存性を調べるために,
溶浸圧力および強化粒子の粒径を変化させて,SiC 粒 子のみの粒子充填層に溶浸させた.粒子充填層中に溶 浸する溶湯前面には,Fig.2に示すような毛管圧Pγおよ び粘性抵抗Pfが作用する.Pγは粒子間隙に溶浸する際 に必要な圧力であり,Pfは粒子/溶湯間の摩擦による抵 抗圧である.従って,溶湯が粒子充填層中に溶浸する ためには,Pγと Pfの和よりも大きな圧力∆P が必要と なる.PγとPfはそれぞれ以下のように表される4).
( γ ) θ
γ
4
LV/ D
Pcos
P = −
(1)( )
P Pf
K L V
P = µ /
(2)θは接触角[deg],γLVは溶湯/ガス界面エネルギー[N/m], DPは粒子径[m],µは溶湯の動粘度[Pa・s],Kは透過率,
LPおよびVPはそれぞれ溶浸深さ[m]と溶浸速度[m/s]で ある.式(2)の透過率Kは次式で表される4).
2 3
2
ε / 180 ( 1 − ε )
= D
PK
(3)εは粒子充填層中の空隙率である. これらの式に SiC およびマトリックス合金の各種パラメータ 5,6)を代入 し,各粒子径における溶浸に必要な臨界圧力P*を計算 した結果を実験結果とともに Fig.3 に示す.図中の〇 印は粒子充填層中に完全に溶浸したことを,×印は溶 浸できなかったことを示しており,実験結果は計算値 と良く一致している.
次に,強化粒子と金属粒子から成る混合粒子層に溶
湯が溶浸する場合について考える.強化粒子および金 属粒子は球状かつ同じ大きさと仮定した.さらに,混 合粒子層中の粒子は fcc 構造に配列し,金属粒子は溶 浸の際に溶解し,空隙として作用すると仮定したとき の空隙率εは次式で表される7).
( fR)
m ⎟ = − −
⎠
⎜ ⎞
⎝
− ⎛ −
= 1
2 1 3 4
4 2
1 3 π π
ε
(4)mは金属粒子によって置換された強化粒子の数,fRは 置換率(Replacement Fraction: fR=m/4)である.(1)-(4) 式を用いて求めた各置換率fRでの臨界圧力P*を,SiC 粒子を用いた実験結果とともに Fig.4 に示す.fRが高 Fig.2 溶浸前面の圧力バランス
Fig.3 臨界圧力P*の粒子径依存性
Fig.4 置換率fRによる臨界圧力P*の変化 Fig.1 低圧加圧溶浸実験装置の模式図
くなるにつれて,すなわち混合粒子中の金属粒子分率 が高くなるにつれてP*は減少している.実験結果は計 算値とほぼ一致しており,強化粒子と金属粒子を混合 した混合粒子を用いることにより臨界圧力が著しく減 少することが示唆された.強化粒子の体積分率を VP
=10~90mass%となるように調製した混合粒子を用い て作製した種々の Al-Cu 合金複合材料の体積分率 VP
と溶浸後の試料における強化粒子の面積分率の比較を
Fig.5に示す.破線は,溶浸中に強化粒子が移動しなか
った場合の面積分率と VPの関係である.VPが小さい ほど,面積分率は高分率側にずれる傾向が見られたが,
そのずれは小さく,LPI法によりPRMMC中の強化粒 子の分布を高精度に制御できることがわかった.
3.繊維強化金属基複合材料
3.1 実験方法
マ ト リ ッ ク ス 合 金 に は Al-4mass%Cu 合 金 , Al-7mass%Si合金およびMg基合金(AZ91)を,強化 繊維にはSiC繊維(直径14µm,長さ1mm)を用いた.
FRMMC 中の繊維の分布および配向性を制御するため,
粒径の異なる純アルミニウム粒子(平均粒径150µmお
よび 10µm)と SiC粒子を任意の割合で混合した混合
粒子を用いた.SiC 繊維を混合粒子とポリエチレング リコール中で混合し,その混合物を円柱状(直径15mm,
高さ20mm)に成形後,773Kで焼成してプリフォーム とした.プリフォームは,Fig.1に示すように配置した.
AZ91 合金を用いた場合には,石英管の代わりにステ ンレス管を用いた.高周波誘導加熱によりマトリック ス合金を溶解,保持後, Ar ガスにより溶湯表面に所 定の圧力を加えて,プリフォーム中に合金溶湯を溶浸 させた.溶湯温度は,これまでのLPI法に関する研究
1,2)から1123Kとした.作製したFRMMCの組織を光学
顕微鏡,EDX-SEMおよびTEMを用いて観察した.ま
た,FRMMC 中の繊維の配向性を,画像解析により評 価した.
3.2 FRMMC 中の強化繊維の配向性制御
これまでのLPI法によるFRMMCの作製および組織 制御に関する研究から,粒径の異なる金属粒子をそれ
ぞれ50mass%混合した混合粒子をプリフォーム中に導
入することにより,ランダム配向FRMMCが得られる ことがわかっている8).Fig.6にAZ91合金複合材料の 代表的な組織を示す.Fig.6(a)に示すように,SiC繊維 の劣化は観察されなかった.Fig.6(b)に SiC 繊維/マト リックス界面近傍のTEM像を示す.TEM-EDXにより 各相の同定を行った結果,反応層は観察されなかった.
これは,Cai らによるコンポキャスティングにより作
製した SiCP/マグネシウム合金複合材料についての報
告と同様であった9,10).Mg17Al12相がSiC 繊維の周囲 に優 先 的に 析 出し て いる の が観 察 され , 界面 構 造は SiC,Mg17Al12およびα-Mgの順で構成されていた.Cai らは10),Mg17Al12 はSiCと濡れ性が良く,SiC上に直 接核生成することができると報告していることから,
Mg17Al12を介したSiC繊維とマトリックスの界面接合 は高い接合強度を示すと考えられる.
FRMMC 中の繊維の配向性を定量的に評価するため
に,Fig.7 中に示すような角度αおよびβを,溶浸方向
に垂直な断面において画像解析により測定した.Fig.7 にランダム配向SiCf/Al-Cu 合金複合材料および AZ91 合金複合材料における角度αおよびβ の分布を示す.
Fig.7(a)に示す角度αの分布から,いずれの試料におい
Fig.5 体積分率VPと溶浸後の強化粒子の面積分率 の関係
Fig.6 SiCf/AZ91 合金複合材料の界面近傍の組織
ても繊維は溶浸方向に垂直な面においてランダムに配 向していることがわかる.一般に,加圧溶浸法により 作製したランダム配向FRMMC中の繊維は,溶湯の流 動により溶浸方向に垂直に配向する傾向がある.しか し,LPI法により作製したFRMMCでは,Fig.7(b)に示 すように,角度βの分布のピークは高角度側に現れて いない.従って,LPI法により FRMMC中の繊維を 3 次元的にランダムに配向させることができた.
4.PRMMC および FRMMC の特性評価
4.1 実験方法
LPI法により作製したPRMMCおよびFRMMCの強 化材/マトリックス界面の接合強度および熱膨張挙動 を調べるために,TDAを用いて室温から473Kの温度 範囲で熱サイクル試験を行った.また,ビッカース硬さ 試験により,PRMMC中の強化材/マトリックス界面の 接合強度およびFRMMCの物理的および機械的特性の 異方性を評価した.さらに,乾式ピンオンディスク型摩 耗試験機を用いて,9.8N の荷重で摩耗試験を行った.
摩耗試験中は, 1分毎に試料の重量損失を測定した.
4.2 粒子強化金属基複合材料 (1) PRMMC の熱膨張挙動
Fig.8に20vol%および40vol%SiCP/Al-Cu合金複合材 料の熱サイクル試験結果を示す.熱膨張係数は試験中 ほとんど変化しなかった.3 点曲げ試験で得られた荷 重-変位曲線に現れるセレーションは強化材/マトリ ックス界面の剥離を示すと報告されているが11),本研 究で得られた膨張-収縮曲線には,セレーションは現 れなかった.従って,サイクル試験中に界面剥離が生 じなかったことがわかる.また,平均熱膨張係数は,
20vol%および 40vol%SiCP/Al-Cu 合金複合材料におい て,それぞれ 19.3×10-6K-1および 15.9×10-6K-1であっ た.これらの値は,複合則およびShaperyモデル12)に よる計算値に近いことから,強い界面接合が得られた ことがわかった.
(2) 硬さ試験による界面接合強度の評価
20vol%SiCP/Al-Cu合金複合材料において,強化粒子 のビッカース硬さ(HV)を測定した.Fig.9 に,高い 界面接合強度を持つ試料と低い界面接合強度を持つ試 料における硬さ試験の結果の例を示す.Murtyら13)は,
強化粒子/マトリックス界面の接合強度が高いほど,硬 さは高くなると報告している.しかし,本研究では高 い接合強度の試料における硬さはほぼ一定であり,低 い接合強度の試料における硬さは,大きなばらつきを 示した.強化粒子がマトリックスに強く接合している 場合には,圧子を押し込む際に強化粒子周辺のマトリ ックスが均一に弾性変形するため,一定の硬さを示す Fig.7 ランダム配向 SiCf/Al-Cu および AZ91 合金
複合材料における角度αおよびβの分布
Fig.8 (a)20 および(b)40vol%SiCP/Al-4mass%Cu 合 金複合材料の熱膨張挙動
と考えられる.一方,弱く接合している場合には,弾 性変形は不均一になると考えられる.すなわち,部分 的に接合した界面によりマトリックスが局所的に変形 し,その変形量は界面の大きさに依存するため,硬さ の値は大きなばらつきを示したと考えられる.
Fig.10に,20vol%SiCP/Al-Cu合金複合材料の熱膨張 挙動に及ぼす界面接合強度の影響を示す.高い接合強 度の試料では,試験中の熱膨張係数はほぼ一定であっ たが,低い接合強度の試料では,熱膨張係数は熱サイ クル数とともに増大した.熱サイクル中に界面の剥離 が生じた場合,マトリックスの熱膨張をSiC粒子によ って抑制することができなくなり,サイクル数の増加 とともに界面の剥離も進行するため,熱膨張係数が増
大したと考えられる.従って,熱サイクル試験と硬さ 試験の結果の関係から,強化材/マトリックス界面の接 合強度は,強化粒子のビッカース硬さ試験により定性 的に評価できることがわかった.
4.3 繊維強化金属基複合材料
(1) ランダム配向 FRMMC の熱膨張挙動
Fig.11に,ランダム配向 SiCf/AZ91 合金複合材料の 熱膨張挙動を示す.試験中の熱膨張係数は,ほぼ一定 であった.先述のPRMMCにおける結果と同様に,膨 張-収縮曲線にセレーションが現れなかったことから,
試験中に界面剥離は生じなかったと考えられる.この ことから,FRMMC中のSiC繊維/マトリックス界面は 高い接合強度を持つことがわかった.次に,ランダム
配向SiCf/Al-Cu合金複合材料の物理的性質の異方性を
評価するために,溶浸方向に平行および垂直な方向に ついて熱膨張係数を測定した.溶浸方向に平行および 垂直な方向における平均熱膨張係数は,それぞれ23.4
×10-6K-1および22.6×10-6K-1であった.それぞれの方 向の熱膨張係数はほぼ等しいことから,LPI 法により 作製したランダム配向FRMMCは,等方的な物理的性 質を持つことが示唆された.
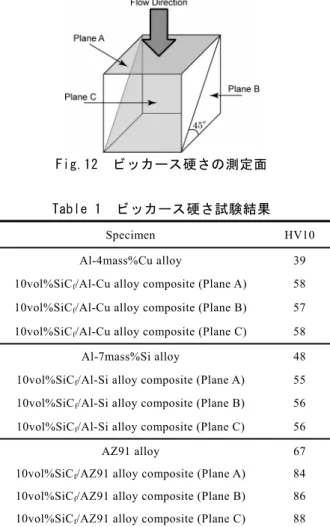
(2) ランダム配向 FRMMC のビッカース硬さ
LPI法により作製したランダム配向FRMMCの機械 的性質の異方性を評価するために,種々のFRMMCに ついてビッカース硬さ試験を行った.ビッカース硬さ は,Fig.12に示すような3つの面で測定した.得られ た結果を,マトリックス合金の硬さとともに Table 1
に示す.FRMMC の硬さはそれぞれの試料において,
いずれの面においてもほぼ一定であり,測定面への依 存性はなかった.このことから,LPI 法により作製し たランダム配向FRMMCは,等方的な機械的性質をも つことがわかった.
Fig.9 SiCP/Al-Cu 合金複合材料におけるビッカー ス硬さ.(a)高い界面接合強度,(b)低い界 面接合強度
Fig.10 SiCP/Al-Cu 合金複合材料の熱膨張挙動に 及ぼす界面接合強度の影響
Fig.11 ランダム配向 SiCf/AZ91 合金複合材料の熱 膨張挙動
(3) ランダム配向 FRMMC の摩耗特性
LPI 法により作製したランダム配向繊維強化複合材 料の耐摩耗性を評価するために,SiCf/Al-Cu 合金複合 材料について乾式摩耗試験を行った.比較のために,
LPI 法により作製した 20vol%および 40vol%SiCP/Al-4 mass%Cu 合金複合材料および 20vol%SiCf+P(粒径:
100µm)ハイブリッド強化複合材料についても試験を 行った.得られた結果をFig.13に示す.いずれのMMC
も,マトリックス合金と比較して高い耐摩耗性を示し た.特に,ハイブリッド強化複合材料の耐摩耗性は高 く,強化材の体積分率が半分であるにもかかわらず,
40vol%SiCP/Al-Cu合金複合材料と同等の耐摩耗性を示 した.
4.結論
粒子強化金属基複合材料
(1) 溶浸前面における圧力のバランスから求めた溶浸 に必要な臨界圧力と実験結果は良く一致した.また,
強化粒子と金属粒子を混合することにより,臨界圧力 が著しく減少した.
(2) 熱サイクル試験中,熱膨張係数はほぼ一定で,膨張
―収縮曲線にセレーションは観察されなかったことか ら,SiC粒子/マトリックス界面で剥離が生じなかった ことがわかった.
(3) 室 温 か ら 473K に お け る 平 均 熱 膨 張 係 数 は , 20vol%SiCP/Al-Cu 合 金 複 合 材 料 で 19.3×10-6K-1, 40vol%SiCP/Al-Cu合金複合材料では15.9×10-6K-1であ った.これらの値は,複合則およびShapery モデルに よる計算値に近い値であった.
(4) ビッカース硬さと熱サイクル試験の結果の関係か ら,強化粒子/マトリックス界面の接合強度を,ビッカ ース硬さ試験により評価できることがわかった.
繊維強化金属基複合材料
(1) FRMMC中のSiC繊維の配向性を,LPI法により3 次元的にランダムに配向させることができた.
(2) 熱サイクル試験中,熱膨張係数はほぼ一定で,膨張
―収縮曲線にセレーションは観察されなかったことか ら,SiC繊維/マトリックス界面で剥離が生じなかった ことがわかった.
(3) SiCf/AZ91合金複合材料のSiC繊維/マトリックス界 面に反応層は観察されなかった.SiC 繊維は,界面に 優先的に析出したMg17Al12相を介して,マトリックス と強く接合していることがわかった.
(4) 熱膨張係数とビッカース硬さはほぼ一定であった ことから,ランダム配向SiC繊維強化複合材料は,等方 的な機械的および物理的特性を持つことがわかった.
(5) LPI法により作製した複合材料は,高い耐摩耗性を
示した.特に,20vol% SiCf+Pハイブリッド強化複合材 料は,優れた耐摩耗性を示した.
参考文献
1) M. Mizumoto, T. Murano and A. Kagawa: J. Japan Inst. Metals: Vol.66, No.4, pp.371-376, 2002.
Fig.12 ビッカース硬さの測定面
Table 1 ビッカース硬さ試験結果
Specimen HV10
Al-4mass%Cu alloy 39
10vol%SiCf/Al-Cu alloy composite (Plane A) 58 10vol%SiCf/Al-Cu alloy composite (Plane B) 57 10vol%SiCf/Al-Cu alloy composite (Plane C) 58
Al-7mass%Si alloy 48
10vol%SiCf/Al-Si alloy composite (Plane A) 55 10vol%SiCf/Al-Si alloy composite (Plane B) 56 10vol%SiCf/Al-Si alloy composite (Plane C) 56
AZ91 alloy 67
10vol%SiCf/AZ91 alloy composite (Plane A) 84 10vol%SiCf/AZ91 alloy composite (Plane B) 86 10vol%SiCf/AZ91 alloy composite (Plane C) 88
Fig.13 種々の MMC の摩耗試験結果
2) M. Mizumoto, T. Murano and A. Kagawa: Materials Transactions, JIM, Vol.43, No.10, pp.2629-2634, 2002.
3) M. Mizumoto, Y. Tajima and A. Kagawa: Materials Transactions, JIM, Vol.45, No.5, pp.1769-1773, 2004.
4) D.M. Stefanescu, S.R. Giese, T.S. Piwonka and A.
Lane: AFS Trans. 104, pp.1233-1248, 1996.
5) D.M. Stefanescu, A. Moitra, A.S. Kacar and B.K.
Dhindaw: Metall. Trans. 21A, pp.231-239, 1990.
6) Japan Foundary Engineering Society: Imono Binran, Maruzen, p.4, 1996.
7) D.M. Stefanescu, T.S. Piwonka, S.R. Giese and A.
Lane: AFS Trans. 101, pp.789-796, 1993.
8) M. Mizumoto, H. Ezaki, A. Kagawa, Material Science Forum, 475-479, pp.2559-2562, 2005.
9) Y. Cai, D. Taplin, M.J. Tan, W. Zhou, Scr. Mater. 41, pp.967-971, 1999.
10) Y. Cai, M.J. Tan, G.J. Shen, H.Q. Su, Mater. Sci. Eng.
A282, pp.232–239, 2000.
11) M.H. Lin, W. Buchgraber, G. Korb and P.W. Kao:
Scripta Materialia 46, pp.169-173, 2002.
12) R.A. Shapery: J. Compos. Mater., 2, pp.380-404, 1968.
13) B.S. Murty, S.K. Thakur and B.K. Dhindaw: Metall.
Trans. 31A, pp.319-325, 2000.
14) Y. Nishida: Introduction to Metal Matrix Composites, CORONA PUBLISHING CO., LTD, p.142, 2001.