九州大学学術情報リポジトリ
Kyushu University Institutional Repository
木材の研磨布加工におけるAE発生挙動と研削機構に 関する研究
松元, 浩
九州大学農学研究科林産学専攻
https://doi.org/10.11501/3150848
出版情報:Kyushu University, 1998, 博士(農学), 課程博士 バージョン:
1 実験
1.1 研削装置とAE計測法
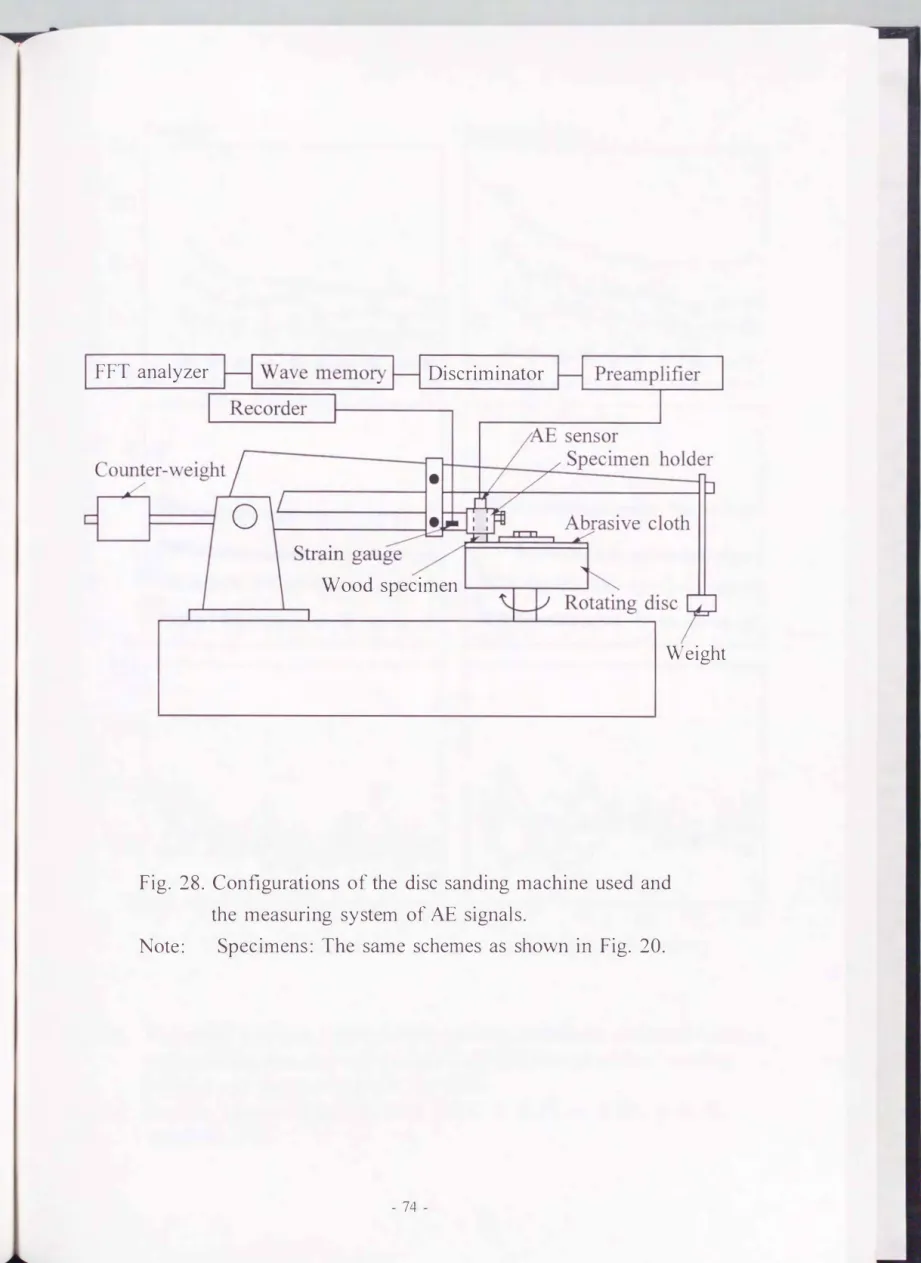
本実験の研削装置とAE信号計測の概略をFig.28に示すご 実験に 供した研門iJ装置は, 前節と同様のディスク研削方式のものである。
また, AEセンサの取り付け方法も前節と同様である。 研削中のA
E信号は, アリアンプで20dB増幅し, さらにディスクリミネータ
において 40dB増幅するとともにバンドパスフィルタを通したc こ
のAE原信号をウェーブメモリに記憶し, FFTアナライザに読み出 してRMS電圧を求めた。
1.2 被削材, 研磨布と 研削条件
被削材には, Fig.20に示した試験体と同じく, 研削面 15mm(L) X 15mm(R), 長さ45mm(T)のスブルース気乾材(含水率14.0%, 比重 0.48, 平均年輪111届0.9mm)を供試し, 研磨布には溶融アルミナ砥粒の 粒度の異なる6種類(#40, #60, #80, #100, #150, #240)を用いたc
また, 研削条件は研削速度を0.32m/sに一定とし, 研削圧力を0.11,
0.30, 0.55, 0.72kgf/cm2の 4段階に変化させ, 柾目面の縦ならびに横 研削を10分間行った。 実験では, 各研削条件における研削能率をl
- 65 -
『司�
分毎に測定するとともに, 被削材保持具と一体の金属級パネにスト レンゲージを貼付し, それより得られるひずみをペンレコーダに記 録することによって水平(接線)方向の研削抵抗を求めたc また 各研
自IJ条 件について, 研削時間に伴う研磨布の表面 状態をCC D カメラ からパソコンに取り込み, それを画像解析装置によって2値化処理 を行い? 同づまり率を求めた。 この目づまり率は? 一定面積(15mm
x 15mm)あたりの面積率をもって表している= さらに, 各研自Ij圧力 こついて, 砥粒粒度#40および岸240における未使用と研削時間 10分 のものについて, 研磨布と被削材の聞に圧力測定フィルム(2シー
ト タ イ プ, 厚 さ 02. mm, 測定可能圧力 範 囲 2 � 6kgf/cm2)をは さみ,
そのフィルムの状態をスキャナからパソコンに取り込んだ。 そして?
フィルムの発色部分を接触部分とみなして画像解析装置で2値化処 理し, 接触面積および 1cm2あたりの切れ刃数(砥粒切れ刃密度)を 求めたc
2 結果と考察
2.1 研削性能およびRMS電圧の研削時間に伴う変化
粒度#40の研磨布における研削能率, 研削抵抗およびRMS電圧の 研削時間に伴う変化を研削圧力をパラメータとしてFig.29に示す。
研削能率は, いずれの研削圧力においても研削時間の経過に伴い次
第に低減する傾向を示す。 この傾向は縦ならびに横研削とも同様で
あるが, 横研円iJの方が常に高い研削能率を示す。 また, 研削抵抗は,
いずれの研削圧力においても研削初期 1 0秒の聞に急激に低下し,
その後研削時間の経過に伴い定常値に近づく ような漸滅傾向を示し たJ なお, この研両IJ 抵抗の場合, 縦研削と横研削の間に大きな違い は認められなかった。 一方, RMS電圧は, データにバラツキがあ
るが, いずれの研削圧力においても研削時間の経過と ともに低減し , 横研削の方が縦研削より高い値を示す傾向が認められるc なお, 以
上の傾向は他の粒度の研磨布においても同様に認められた(Figs.30
'"'-' 34) G
これらの結果よ り , RMS 電圧は研削抵抗より研削能率の研削時 間に伴う変化に類似し, 研削方向の違いにも対応している ことがわ かる 3 また? 研削能率, 研削抵抗および RMS電圧の研削時間に伴 う低下は, 前節までのベルト研削やディスク研削における結果と同 様に, 研磨布の砥粒摩耗や目づまりの進行, すなわち砥粒切れ刃に
加わる圧力の低減による砥粒切込み量の減少によるものと推察さ れ
る
2.2 研削性能およびRMS電圧の圧力依存性
研削開始後 1 分および 10 分における研削能率 , 研削抵抗お よび RMS電圧と研削圧力の関係をFigs.35および36に示す。 縦ならびに
- 67 -
横 研商Ijとも, いずれの粒度の 研磨布においても 研削圧力の増加, す たわち被削材への砥粒切込み量および砥粒切れ刃密度の増加に伴い 研削能率は直線的に増加し, その増加率は粒度の小さい研磨布ほど
|高くなった。 また研削抵抗も直線的な増加傾向を示し, その増加率 は粒度の小さい研磨布ほど若干高くなる傾向が認められる。 一方,
RMS電圧においては, いずれの粒度においても, 研削圧力 の増加
こ 伴い増 大する傾向を示した。
以上のように, RMS電圧の圧 力依存性は研削能率および研削抵 抗とほぼ同様であることがわかる。
2.3 研削性能およびRMS電圧の粒度依存性
研削開始後l分および10分における研削能率, 研削抵抗および RMS電圧と砥粒粒度の関係をFigs.3 7および38に示すc 縦ならびに 横研自Ijとも, いずれの研削圧力においても研削能率は粒度の小さい 研磨布ほど高い値を示し, その傾向は研削圧力が増加するほど明確 になった。 また, 研削抵抗は, 研削開始後l分の場合にはいずれの
研削圧力においても粒度の影響をあ まり受けておらず, 研削開始後 10分の場合は, 研削圧力の低い場合には粒度の影響をあまり受け ないが, 研削圧力が高くなると粒度の小さい研磨布ほどやや高い値 を示した。 一方, RMS電圧については, 粒度による一義的変化は みられず, 粒度再80 '"'-'#150付近において極大値を示す傾向になって
いる。 前節でしきい値電圧を変化させて求めた AE計数率の粒度依 存性は, AE計数率が砥粒切れ刃密度と砥粒切込み量に依存するた
め, マキシマムカーブを示すものと推察したが, 今回のRMS電圧 の結果もそれを支持しているc
2.4 目づまり率の研削時間に伴う変化
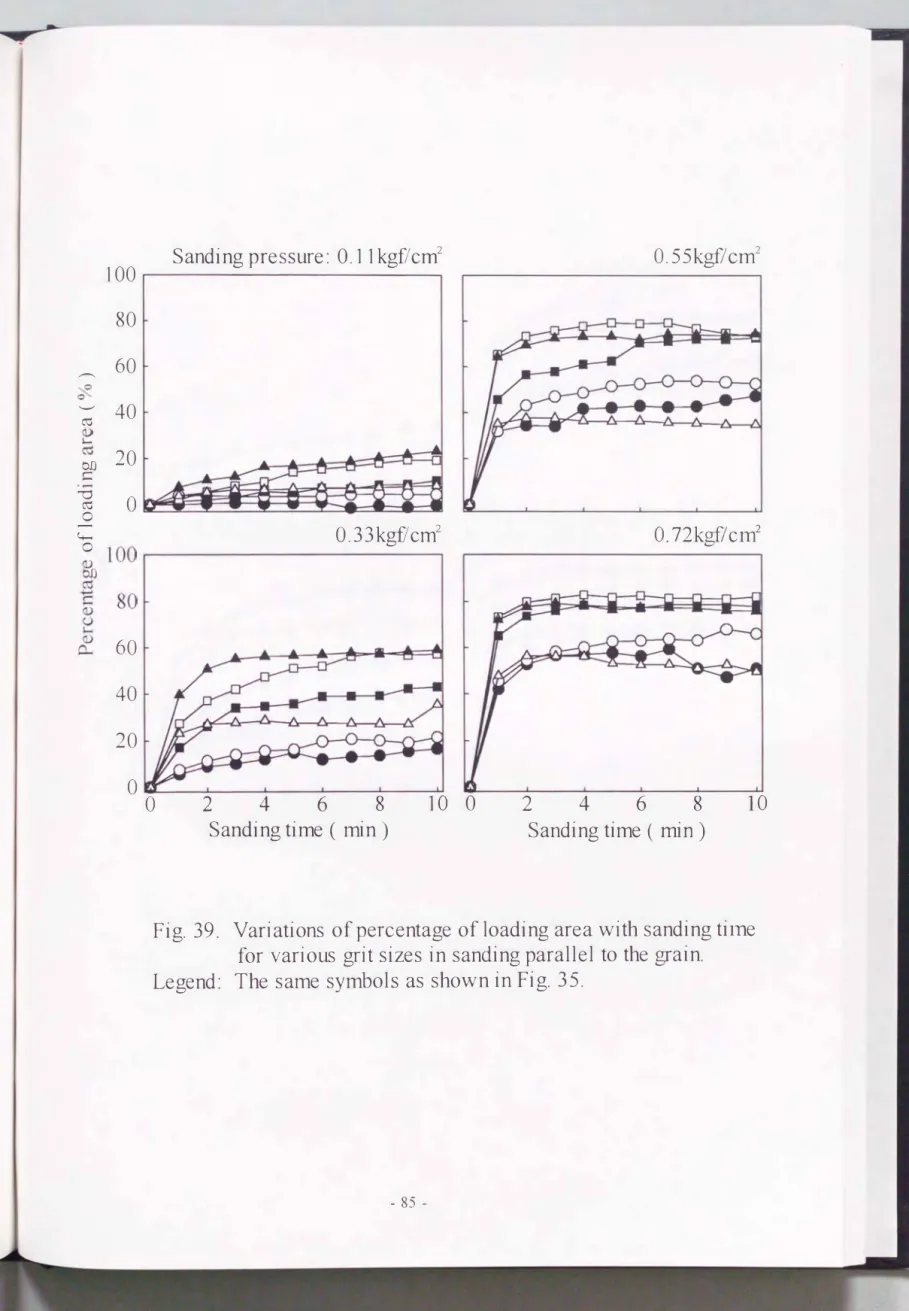
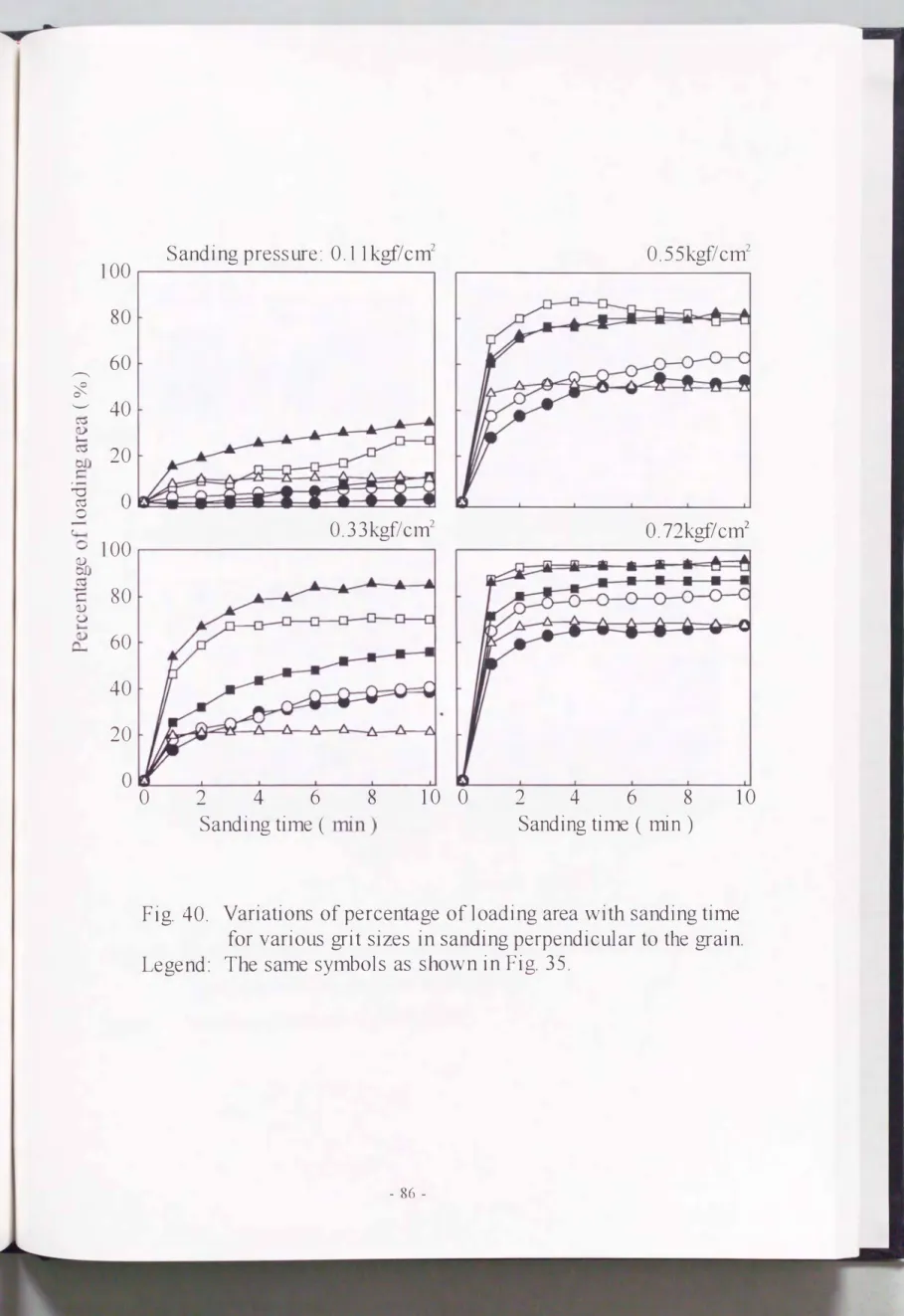
縦ならびに横研削過程の各研削圧力における研削時間に伴う目づ 主り率の変化を粒度をパラメータとしてFigs.39および40に示す。
目づまり 率は研削初期に急激に増加し, その後研削時間の経過に伴 い漸増する傾向を示した。 また, 目づまり率は, 全体的に粒度の大 きい研磨布ほど高い値を示す傾向を呈したが, 粒度岸240の研磨布に おいて は低い値であった。 この原因は, 前節でも述べたが, 粒度 岸240の研磨布の場合, 本実験の研削圧力範囲においては摩擦作用が 顕著となるため, 切り屑の生成が少なくなる結果, 目づまり率は低 い値を示したものと考えられる。 この研削機構の違いが, 本研究の ディスク研削方式におけるRMS電圧や前節におけるAE計数率がマ キシマムカーブを示す要因の一つになっていると考えられる。 また,
目づまり率は, いずれの粒度の研磨布においても, 研削圧力が高く なると研削量の増加に伴い研磨布に堆積する切り屑量が増加するた め高い値を示した。 さらに, 目づまり率は研削量の多い横研削の方 が縦研向Ijに比べ高い値となっている。 以上の自づまり率の結果より,
- 69 -
RMS 電圧の研 削 時 間 に 伴 う変化についても, 研削性能 の場合と同
様に研磨 布 の 目づまりの 影響 を強 く 受 けており? 研削時 間に伴う研 削性能およびRMS電圧の低下は, 目づまりの増加に伴う砥粒切込 み量の減少によるものであることが明らかとなったc
2.5 研磨布と被削材の接触面積と砥粒切れ刃密度
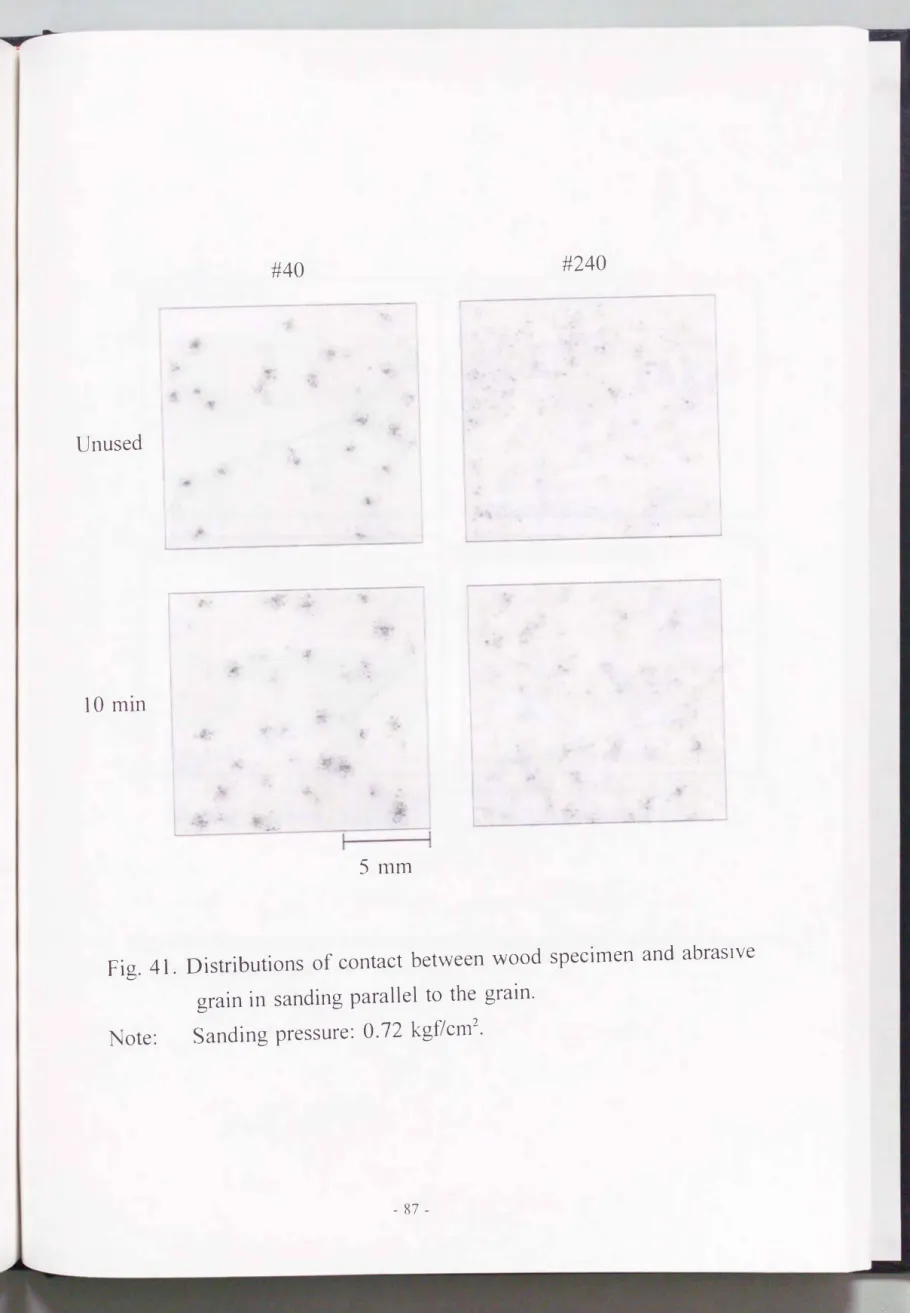
圧力 測 定 フィルムに現れ た 縦 研削に おけ る研磨布 と被削 材聞 の接 触状態の一例をFig.41に示すc これは研削圧力O.72kgf/ cm 2の場合の,
砥粒粒度#40および#240の研磨布における未使用と研削時間10分の ものを比較したものである。 なお, 発色部分の色が濃い所ほど高い 圧力 で 接触 して い るこ とを示す。 粒度桝Oの研磨布において は7 接 触点は少ないもののlつ1つの接触点の色が濃く面積が大きい。
方 , 粒j支 岸240の研磨布においてはヲ 接触点は 多 い が lつlつの接触 点の色は薄く面積は小さい。 これより, 研同Ij性能の高い低粒度の研 磨布においては , 砥 粒 が被削材に 対して高圧力で日食い込 ん で おり, 一方, 研削性能の低い高粒度の研磨布においては被削材に対して多 数の砥粒 によ って低圧力 でH食い込 んでい ること が分かる。
砥粒粒度#4 0 と#240 の研磨布 を用 いた縦 ならびに 横 研削に おけ る 接触面積と研削圧力の関係をFig.42に示す。 いずれの粒度の研磨布
においても, 未使 用 , 研削 時間10分 とも研削圧力の増大と ともに 接触面積が増大することが明らかである。 なお, 本実験においては,
接触面積の研削時間に伴う大きな違いは認められず‘ また研削方向 および砥粒粒度の違いも明確には現れなかった。
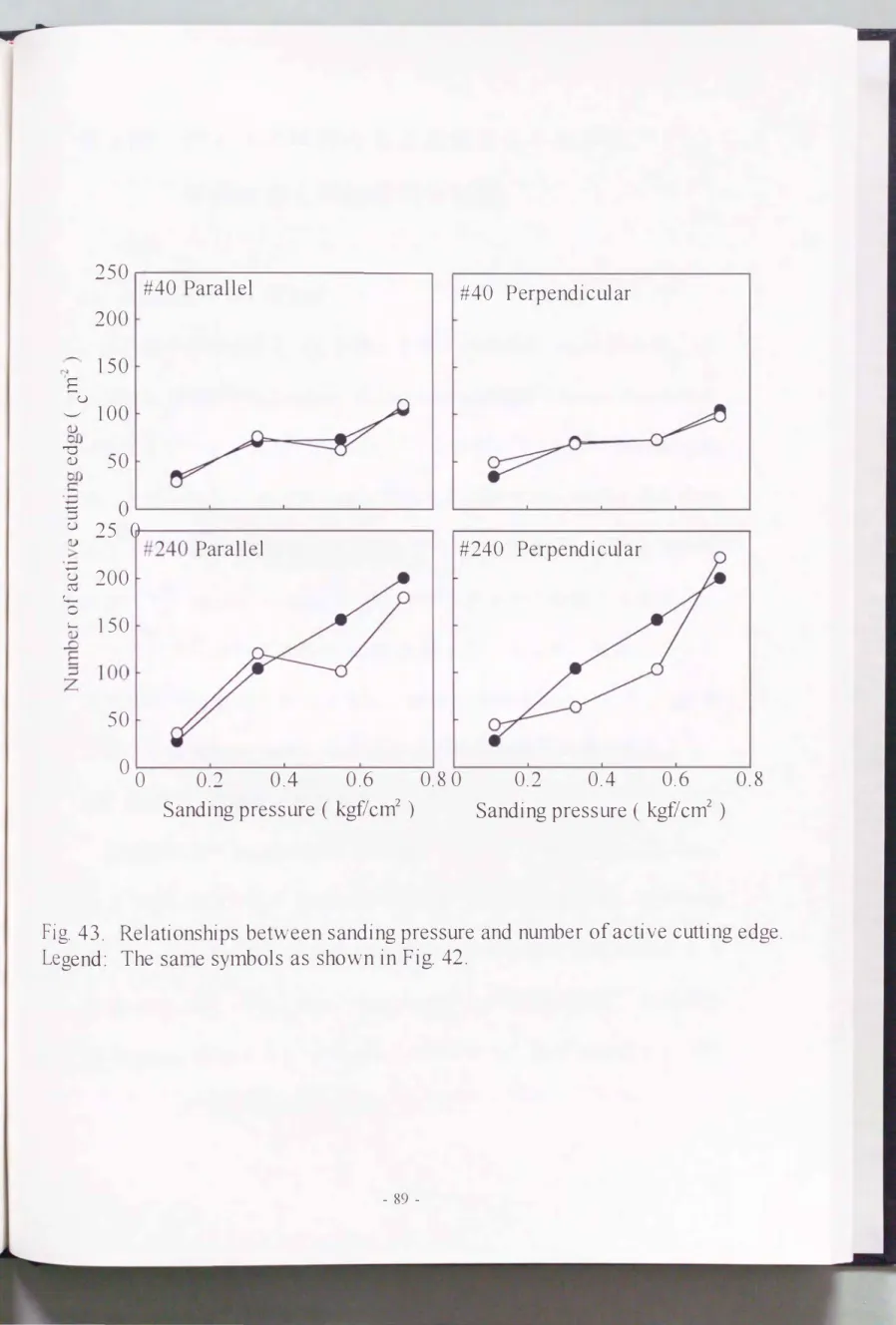
同様な研削条件における砥粒切れ刃密度と 研向Ij圧力の関係を Fig.43に示す。 いずれの粒度の研磨布においても, 研削圧力の噌大 とともに砥粒切れ刃密度は増大し, 粒度#240の研磨布の方が砥粒切 れ刃密度が高く, しかも研削圧力の影響を強く受けた。 また, 砥粒
切れ刃密度についても研削方向や研削時間による明確な違いは認め られなかった。 浜本( 1980) 62)は, 定圧ディスク研出IJ実験において,
研磨布上に薄く白色塗料を吹き付ける方法を用いて砥粒作用切れ刃 包二度を観察しているが, それによると7 砥粒作用切れ刃密度は研削 初期に急に増加し定常期に入って後, 緩やかに増加し終期まで継続 するという結果を報告している。 しかし, 本実験では大きな変化は
認められず? これは, 本実験条件では砥粒の自生作用が活発に行わ れなかったものと考えられる。
3 摘要
本節では, ディスク研削装置を用いた縦ならびに横研削過程の AEと研削性能に及ぼす研削圧力の影響を短時間研削実験によって 検討するとともに, 研磨布の目づまりや研磨布と被削材開の接触状 態を観察し, 木材の定荷重研削過程における AE発生機構について
- 71 -
考察したの 得られた結果は以下の通りである。
( 1 )縦ならびに横研削とも, 研同IJ時間の経過に伴い, 研自IJ能率,
研削抵抗およびRMS電圧とも低下するが, RMS電圧の研削時間に 伴う変化は研削能率のそれと類似したc また横研削の研削能率は縦 研削に比べ大きく, これはRMS電圧の呈する傾向と対応した。 こ の研自iJ性能およびRMS電圧の研削時間に伴う変化は? 前節ま での ベルト研自iJおよびディスク研削における結果と同様に, 研磨布の砥 粒摩耗や目づまりの進行, すなわち砥粒切れ刃に加わる圧力の低減
こよる砥粒切込み量の減少によるものと推察されるc
(2)し\ずれの粒度の研磨布においても7 研削圧力の増大に伴L\
RMS電圧は増加傾向を示し, この傾向は研削能率 および研削抵抗 のそれとほぼ同様であった《
(3) RMS電圧の粒度依存性は, 研削能率や研削抵抗のそれとは異 なる傾向を示した。
(4)目づまり率は研削初期に急激に増加し, その後研削時間の経 過に伴い漸増する傾向を示した。 また, 目づまり率は, いずれの粒 度の研磨布においても研削圧力の増加に伴い高い値を示し, 横研出lJ の方が縦研削に比べ高い値を示した。 以上の目づまり率の結果より,
研削時間に伴う研削性能およびRMS電圧の低下は, 目づまりの増 加に伴う砥粒切込み量の滅少によるものであることが明らかになっ
たc
(5)し\ずれの粒度の研磨布においても, 研削圧力の増大とともに
接触面積および砥粒切れ刃密度は増大したc また, 粒度#240の研磨
布の方が砥粒切れ刃密度が高く7 しかも研削圧力の影響を強く受け
た《
- 73 -
『司�
FFT anal yzer Discriminator
Wood specimen
Weight
Fig. 28. Configurations of the disc sanding machine used and the measuring system of AE signals.
Note: Specimens: The same schemes as shown in Fig. 20.
ペコ
11
ハリ
ハU
〉05ωhu-oov∞0.2
... .--i島斗.
....e-e •
。
2
」""""
"
..“"“ 司..a.. __.・‘司F a・‘・v ・,- -a・‘ a ・‘ ._. • • •(百ぷ)ωocS∞一∞ω』∞口一℃g∞
0 0.4
0.2 0.3
'EEA ハリ
(〉)ω∞S一。
〉∞甲ι肖
ハU 噌EEA
2 4 68 Sanding time ( min )
噌BEA ハU
。\hEFノ oo
n. m /'EE\ rムU
e m4EL 4時 Ju
n aウノム QJ
。 。
Variations of stock removal rate, sanding resistance and RMS voltage with sanding time for various sanding pressures in each of sanding parallel and perpendicular to the grain.
Sanding pressure ( kgflcm2 ):・:0.11ラ o :0.33,
Gri t size: #40.
• :0.55ラロ:0.72.
Fig.29
.
Legend:
Note:
- 75 -
『司�
Perpendicular
e a
rl
ap
A斗 今、〕
今ム
11
ハU ハU ハυ ハり
(55\ω)ωHE一何〉05ωMぷQOH∞
。
2
•
• •
• •
._.
•
• •
、"““"
(百以)ω055∞ど∞口刊をお
。
2 4 6 ハU唱Ei
8 Sanding time ( min )
。
ハV唱EEA
\‘,,ノ oo
nm /'目、、 /o
e m4aL 4時 AU
n a今ム 03
0.4 0
0.2
唱EEi ハリ
。
0.3 (〉)ω∞至。〉∞冨肖
Variations of stock removal rate, sanding resistance and RMS voltage with sanding time for various sanding pressures in each of sanding parallel and perpendicular to the grain.
The same symbols as shown in Fig.
29.
Grit size:
#60.
Fig.30.
Legend:
Note:
e a rl a p- A斗 2J 今ム 11 ハυ ハU ハリ ハリ
(三戸』\ω)ω百二吋〉05ω』dAUOH∞
。ω ロ S
ぴ3 (/J ω b1) $-.
c
] I 、...ー 全全全竺全
∞ o 0.4
(}∞ぷ
、、-/
�ヘ、
> 0.3
、、圃Jω b1)
�
0 0.2ぜ〉〉
�
0.1Fig. 31.
Ju n
ρiH ρu YMM ob汁凡
。
2
Perpendicular
ハU
ハり唱EEA
6 1・1 ハリ
。 2 4 8
Sanding time ( min )
Variations of stock removal rateラsanding resistance and RMS voltage with sanding time for various sanding pressures in each of sanding parallel and perpendicular to the grain.
The same symbols as shown in Fig. 29.
Grit size:岸80.
2 4 6 8
Sanding time ( min )
勺/寸/
Perpendi cular
e a
rl
apA
A斗 今 、d ハυ ハυ
(551ω)35一吋〉'ogω』リAQOH∞
0.2
-EI ハU
可�
。
2
•
•
•
• •
、...“
(同一∞V{)ωocS∞一∞ω』ωE℃己吋小山
0.3
0.2
咽EEA AV
(〉)ω∞至。〉∞豆ぱ
ハvtEEA
2 4 6 8
Sanding time ( min )
ハリ唱EIA
。、、.,,ノ oo
nm /'az、、 /O
em +EL
4時Ju
n a今ん C3
。 。
Variations of stock removal rateラsanding resistance and RMS voltage wi th sanding time for various sanding pressures in each of sanding parallel and perpendicular to the grain..
The same symbols as shown in Fig. 29.
Grit size: #100.
Fig. 32.
Legend:
Note:
e a r且a DA A『
今コ ウム 11 ハリ ハリ ハV ハυ (55h)ss-P552v-02∞
(同一∞〉{
\ー,〆ωQ己吋宮山一∞ωeH∞口一℃口吋∞
�
> 0.3
"-回J
bD
50.2
0 〉 αコ
�
0.1Fig. 33.
d n ρしEl凸しyっすL訂‘OL N
。
2
Perpendicular
ハリハU唱‘,A
2 4 ハU噌,Ei
--_ 司・・・圃・・・F 司.,..,...,.--,...,._,..... �._._.._.- -._, -・ -- -- . -
0.4 0
6 8
S anding time ( rnin )
Variations of stock removal rate, sanding resistance and RMS voltage with sanding time for various sanding pressures in each of sanding parallel and perpendicular to the grain..
The same symbols as shown in Fig. 29.
Grit size: #150.
。 2 4 6 8
Sanding time ( min)
- 79 -
Perpendicular
e a a
pi
A斗 今コ ハU ハU
(55ぬ)35-d〉050』リAQOH∞
0.2
1・i ハU
�
。
2 (畑一∞uA)ωQC52∞ω』∞ロ司自)己吋∞
• •
‘・ω・・・・・・
0 0.4
•
•
•
0.3
0.2
唱EEA ハリ
(〉)ω∞至。〉∞豆肖ハu t--
4 6 8
Sanding time ( min ) 2
唱EE-A ハU
。\ESFJ oo
n. m 〆 ,,. . ‘、 、、 /hv
e m4EL
4時 AU
n a今ム 口、υ
。 。
Variations of stock removal rateラsanding resistance and RMS voltage with sanding time for various sanding pressures in each of sanding parallel and perpendicular to the grain..
The same symbols as shown in Fig. 29.
Grit size:岸240.
Fig. 34.
Legend:
Note:
e a rι a D1 4 3 2 1
0
ハリ ハリ ハU ハU (55h)85一司〉05ω』UAQOH∞
/ーヘ
匂Jb当吋f 2
'-._/
+q〈C司
V d J J 3 .-ぴ3
ω
$...
bC E 'てロ吋コ αコ 。
0.4
/ーヘ
> 0.3
\ー,../
+aD国d B O 一 0.2
。>
。 。
Fig. 35.
0.2 0.4 0.6
Perpendicular
0.8 0 0.2 0.4 0.6 0.8
Sanding pressure ( kgf/ cm2 ) Sanding pressure ( kgflcm2 )
Relationsrups between stock removal rateヲsanding resistanceラRMS voltage and sanding pressure for various grit sizes in each of sanding
parallel and perpendicular to the grain.
Grit size (岸):・:40ラ 。:60,・:80,ロ: 100ラ企: 150ヲム:240.
Sanding time: 1 min.
Legend:
Note:
- 81 -
Perpendicular
ρlv a rA a Dl
4E 今コ ハリ ハU
(55h)ωおこの〉。gどぷQCH∞
0.2
'EEA ハU
可r--ー
。
2
(畑一∞ぷ)ωQC吋古一∞ωしH∞口一℃口吋∞
0 0.4
0.2
11 ハリ
> 0.3
s b1)
〉
E
0.2 0.4 0.6 0.8 Sanding pressぽe ( kgflcm2 ) 0.80
0.2 0.4 0.6 Sanding pressure ( kgfl cnr )
ハリハU
Fig.36. Relationsrnps between stock removal rateぅsanding resistance, RMS voltage and sanding pressure for various grit sizes in each of sanding
parallel and perpendicular to the grain.
Legend: The same symbols as shown in Fig. 35.
Note: Sanding time: 10 min.
Perpendicular
e a rl a PA
ぺ斗 今3
11
ハU ハU
ハり(55通)£5一号〆05ω』ぷ02∞
0.2
。
2
(回一∞ぷ)ωQC吋判的一∞ω-M∞口一℃ロ吋∞
• •
• •
• •
• •
•
• •
•
40 80 120 160 200 240 Grit size (岸)
80 120 160 Grit size
(
# )240 200
0 0.4
0.2 0.3
唱EEAハリ
。 (〉)ω∞至。〉∞豆肖
Fig. 3 7. Relationships between stock removal rateラsanding resistanceヲRMS voltage and grit size for various sanding pressures in each of sanding
parallel and perpendicular to the grain..
The same symbols as shown in Fig. 29.
Sanding time: 1 min.
Legend:
Note:
- 83 -
Perpendic叫ar
ρしHa ri a Dl
A『E 今コ ペム 11 ハU ハU ハU ハU
(EE通)ω芯この〉。戸{ω』リAGCH ∞
�
。
2
(wg)85恒三∞ω』∞日吉♂
• •
•
• •
• •
.._. • •
Fig. 38. Relationships between stock removal rateヲsanding resi stanceヲRMS voltage and grit size for variolぉsanding pressures in each of sanding
parallel and perpendicular to the grain..
The sarne syrnbols as shown in Fig. 29 Sanding tirne: 10 min.
200 240 80 120 160
Grit size (岸) 40
•
240
Fl-i
.-' 守
200 80 120 160
Grit size (岸) 0
0.4
0.2
Legend: Note
0.3
。
噌,BiハU
(〉)ωωS一O〉
∞ 呈出
80
� 60 与\F-、
� 40
吋q国
』J
ωc 20
"匂吋
。 。
ヂ圃園開園時
弘司。
T bU e2 d b 100 E
U
に』
GL ふ J
80 60 40 20
。 。
0.33kgfìcm2
2 4 6 8
Sanding time ( min)
2m
cd 'K 今ん 巧f' ハU
ハリ ハU唱EEA
6 8
噌EEA ハU
2 4
Sanding time
( min)
Fig. 39. Variations of percentage of loading area with sanding time for various grit sizes in sanding parallel to the grain
Legend: The same symbols as shown in Fig. 35.
ー8S -
]00 Sanding press眠0.11kgf/cm2 0.55kgf/cm2 80
/ー\ 60
� 【
'-.-/ 40
a司 国 B
。 2 0
=ο
℃ cぢ
。 。
与04 1 00 0.33kgf/cm2 O. 72kgf/ cm2
2 G h ぷ
O
80
EQ) LJ - 巳Q)司 60 可..--一
40 20
ハUハU
6 8
2 4
Sanding time ( min )
ハUハU噌EEA
6 8
2 4 11 ハU
Sanding time ( rnin )
Fig. 40. Variations of percen匂ge of loading area with sanding time for various grit sizes in sanding perpendic叫ar to the grain Legend: The same symbols as shown in Fig. 35.
#40 #240
,^圃国・副院副剛刷剛a・・酬蝿M・a・・-ーー-・副嗣静自制暢駒剛旬網-・w ・
Unused
-1"
n m ハU唱EEA
5 mm
Fig. 41. Distributions of contact between wood specimen and abraSlve grain in sanding parallel to the graìn.
Note: Sanding pressure: 0.72 kgf/cm2•
- 87 -
� 5 戸
'---" 0
戸�
20
� I岸240
Parallel20
15
ハU噌li
E 15 () 口。
乙J 11 ハU
岸40
Parallel岸40
Perpendic叫ar岸240
Perpendicular5
ハUハU
0.6 0.80 0.2
0.40.6 0.8
Sanding pressure ( kgf/ cm2 )
0.2
0.4Sanding pressぼe ( kgf/cm2)
Fig.
42.
Relationships between sanding pressぼe and contact area Legend: Sanding time:・: Unusedヲ0:10
min.:' 150
「寸
戸ü
'-" 1 00
℃ qDJ 心
50
Q) b己D
吉0 2500
q〉J
|岸240 Parallel ミ200
4--<
。
ぃ 150
」ヨ 也Fコ
= 》1 00 50
再240 Perpendicular
ハUハU
0.4 0.6 0.8 0.6 0.80 0.2
0.2 0.4
Sanding pressぽe ( kgf/cm2 ) Sanding pressure ( kgf/cm2 )
Fig. 43. Relationships between sanding pressure and number of active cutting edge.
Legend: The same symbols as shown in Fig. 42.
- 89 -
第3節 ディスク研削のAE振幅分布に及ぼす
研削時間と砥粒粒度の影響
1 実験
1.1 研円IJ装置とAE計測法
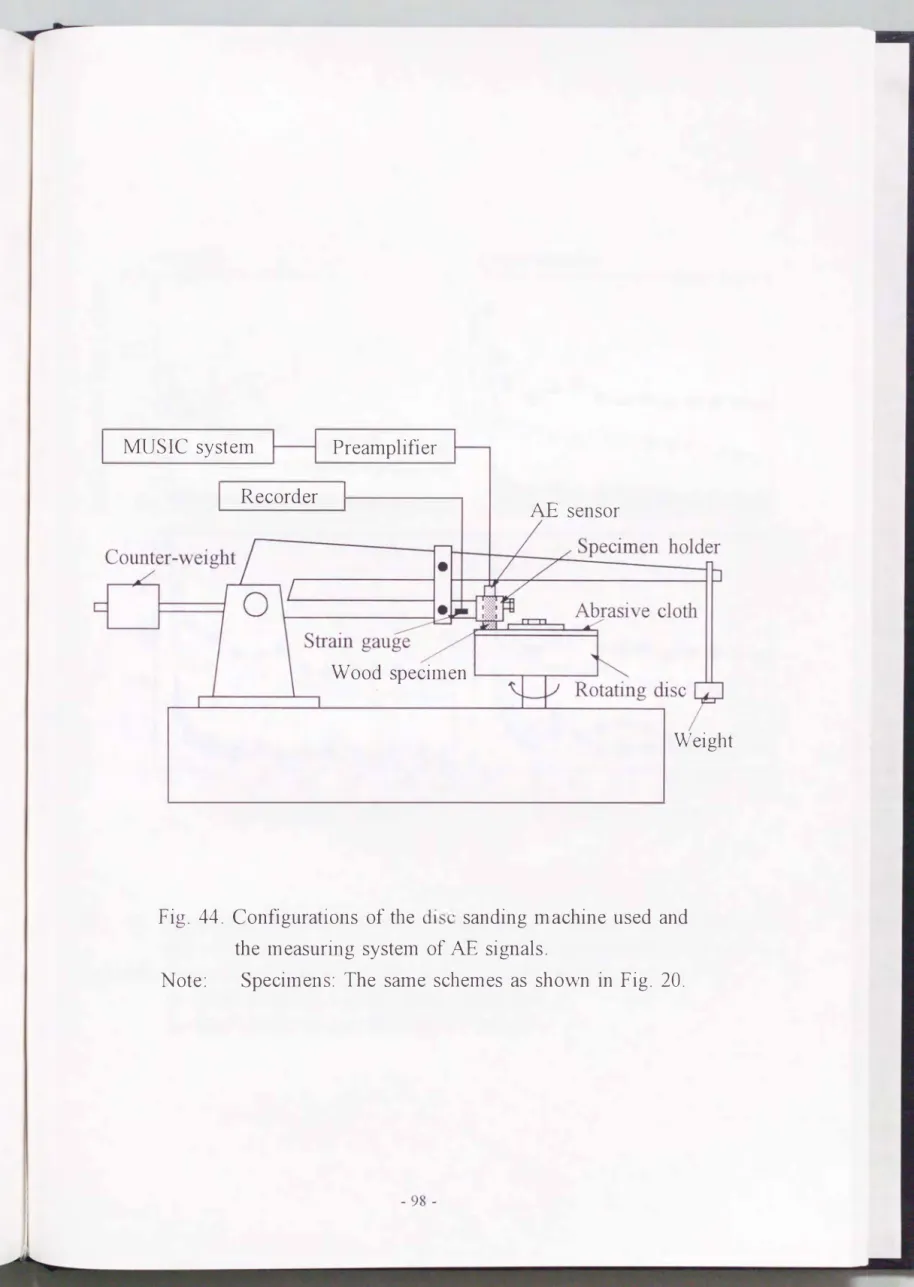
木実験の研削装置と AE計測システムの概略をFig.44に示す。 AE 言十測には孔任JSIC (Multi-analysis System with Intelligent Controler) System (NF 回路設計ブロ ック社製 )を用いた。 この装置は, AE信号の特徴を抽 出したデータをlイベント毎に収集し, パソコンへ送信するもので
あるc 研削中のAE信号はプリアンプで40dB増幅し, MUSIC System において, 100ほ-Iz � 1!\任Izのバンドパスフィルタを通したのち, メ インアンプにおいてさらに 20dB増幅した。 そして, 設定したディ スクリレベルを越えた AE事象の振幅分布を求めた。 なお, AEセ ンサ(共振周波数l孔任-Iz)の取り付け方法は前節と同様である。
1.2 被削材, 研磨布と研削条件
被削材には, Fig.20に示した試験体と同じく? 研削面 15 x 15mm,
長さ45mmのスブルース気乾材(含水率11.10/0, 比重0.45, 平均年輪 幅0.9mm)を供試し, 研磨布には溶融アノレミナ製の粒度の異なる 5 種類似40, #80, 削50, #240, #400)を用いた。 研削条件は, 研削速度 を0.32rn/s, 研削圧力を0.55kgf/cm2に一定とし, 柾目面の縦ならびに
償研削を研削時間120分まで行った。 実験では? 所定研削時間毎に 被削材の重量減少量を測定し, それから研削能率(1分間当たりの 研削重量)を求めた。 またヲ 前節と同様の方法で研削時間に伴う研 向IJ 抵抗の変化を測定した。 さらに, 触針式表面粗さ測定器(SE1700,
小坂研究所製)を用いて, 所定研削時間毎に被削材研削面の最大高 粗さRy(JIS B060 1-1994)を求めたc なお, 触針の走査方向は研削方 向に直角とした。 一方, 研削時間に伴う AE振幅分布の変化につい ては, AE信号が被削材長さの影響を受けないように, 各測定時間 毎に被削材を新しいものに交換した。
2 結果と考察
2.1 研削性能
2.1.1 研削能率
縦ならびに横研削における各粒度の研磨布の研削時間に伴う研商Ij 能率(R)の変化と, それを初期の1分間の研削能率(Rl)に対する比 (孔恨1)で表したものをFig.45に示す。 従来の報告と同様に, いずれ の粒度の研磨布においても, 研削能率は研削初期に比較的大きく低
減し, その後, 研削時間の経過とともに定常的になる傾向を示した。
また, 研削能率は砥粒切込み量に支配されるため, 粒度の小さい研 磨布ほど高い研削能率を示した。 また, 研削能率比の変化から明ら
- 91 -
可�十
かなように, 粒度の大きい研磨布ほど研削能率の低下割合が大きく,
しかも短時間のうちに定常的になることがわかる。 これは粒度の大 い研磨布ほど目づまりの影響を顕著に受けるためと考えられる。
支た, 横研削の研削能率は縦研削に比べし寸えれの粒度の研磨布にお いても高い値を示すが, その研削時間に伴う変化は縦研削とほぼ同 保の傾向を示す。 また, 研削能率の比についても縦研削との大きな 違いは認められない。
2.1.2 研削抵抗
縦な らびに横研削に おけ る研 削 時間に伴う研削 抵 抗 の 変化を Fig.46に示すc 粒度岸400の研磨布を除いては? 研削抵抗も研削能率 と同様に, 研削時間の経過に伴い低減する傾向を示し, 粒度依存性
こついても研削能率と同様で, 粒度の小さい研磨布ほど大きな研削 抵抗を示した 。 粒度#400の研磨布では, 繰返し研削過程において研 削抵抗が粒度岸240ゃれ50より大きくなる傾向が認められ, これは砥 粒切れ刃と被削材の接触面積の増大に伴う摩擦抵抗の増加によるも のと考えられる。 縦研削と横研削の比較では, 本実験の研削初期で は明らかに横研削の研削抵抗が大きいが, 研削後期になると両者の 相違が無くなる傾向が見られた。 これはヲ 研削能率の大きい横研削 では, 縦研削に比べて研削面の目づまりの進行が早く, それに伴う
砥粒切込み量の減少も縦研削より早く起こるためと考えられる。
に伴 う 変化を Fi g.47 に示す。 縦研削と横研削のい ず れにおいても , Ryは粒度の小さい研磨布(#40と#80)においては研削初期に低減し,
その後定常的になる傾向を示した。 また, 粒度存150以上の研磨布に おいては研削時間の経過に関わらず ほぼ一 定の値を示 した。 この粒
'x岸150 以 上の研磨布による研削面粗さについては, 被削材の組織粗
の影響が出 ているものと考えられる。 さらに? 縦研削面と横研削 面の比較では縦研削の方が大きな値を示した c これは砥粒 による切 削機構の違いに起因するものと考えられる。 すなわち, 縦研削の場 合には, 砥粒が繊維に平行に移動し整った溝状の研削条痕を生成す る た め, 研削溝の 両 側が鋸 刃 状になる横研削 01に比べて研削面の山
と 谷の差が大き く なるためと考 えられる。
2.2 A E計測
本実験で使用したMUSIC Systemは, 単位時間当たりに収集できる
情報量が決 まって おり, 予 備実験によりディスクリレベルを決定す る 必要があ った。 そ の 結果より, 縦研削 においてはディスクリレベ
ルをO.3mV, 横研削ではO.5mVに設定したっ したがって, 横研削の 方が縦研削に比べ大きな振幅の AE 事象が多数発生 し ている こ とに なる。
- 93 -
2.2.1 A E事象率
縦ならびに横研削におけるAE事象率の研削時間に伴う変化を Fig.48に示す。 計測データにかなりのバラツキが見られるが, いず
れの粒度の研磨布においても, 研商IJ時間の経過に伴い AE事象率は 減少する傾向を示し, 粒度の大きい研磨布ほど高い値を示す傾向が 認められた。 これは, 前節までの結果で指摘したように, 研削時間 こ 伴う減少については, 砥粒摩耗や目 づまり の進行による砥粒切込 み量の研削時間に伴う減少によるものであり ? 粒度依存性について は , 粒度の増大に伴う砥粒切れ刃密度の増加によるものと考 えられ
るc 横研削についても, 研削時間に伴う変化および粒度依存性は縦
研削と同様の傾向を示した。
2ム2 A E振幅分布
縦ならびに横研削におけ る各粒度の研磨布の AE振幅分布の変化 を研向IJ時間をパラメータとして Figs.49および50に示す。 AE振幅分
布は, いずれの粒度の研磨布においても小振幅域において事象率 が 高 く ? 振1隔の増加に伴 ってその値が滅少する傾向を示 した。 また,
粒度の大きい研磨布ほど, 特に小振幅域におい て高い事象率を示し てい るが, いずれの粒度におい ても, 研削時間の経過とともに大振
幅か ら小振l幅域までの AE事象がそ ろ って減少する傾向であ ったn 横研削の場合? 前述のようにディスクリレベノレを0.5mV に設定した
かる。 この振幅分布の研削時間の経過に伴う低減傾向および粒度依 存性は縦研削の場合とほぼ同様であったc
2.2.3 振幅分布の形
女藤ら(1991)山は, 木材の破壊靭性と AE特性に関する研究にお いて, AE事象数と各AE波の最大振幅値との聞には, 岸( 1980) 04が
報告した( 1 )および( 2)式がよく成立することを報告している。
N ( V)二kV・m
log N ( V) = logk -mlog V
( 1 ) ( 2)
ここで, vは各AE波の最大振幅値 (各センサの出力電圧) ,
(V )はVに対するAE事象数 , kおよびmは定数であるc
そこで本研究においても, 振幅分布の形を表す指標である m値 による検討を試みた。
Fig.51は? 一例として粒度#150の研磨布を用い, 縦研削を行った
場合の, 各研削時間におけるしきい値電圧Vと, そ のしきい値 を越 えた AE事象数N(V)の関係を両対数グラフ上にプロ ットしたもの である。 最小自乗法により, 両者はいずれも有意な直線関係となり,
式( 2)の成立が確認された。 ここで, k は定数であり, m は式( 2)の 傾きを示し, mが大きいと小振幅域において頻度が高く, 逆に小さ
島95 -
いと大振幅域ま で AEが発生していること を意味する。
縦ならびに横研削における前述 の m 値の研削時間に伴 う変化を 粒度をバラメータとしてFig.52に示す。 m値はかなりのバラツキを 示し, 研削時間に伴う一義的変化は認められな い 。 粒度との関係を 見ると, 粒度の大きい研磨布ほど高い値を示す傾向が認められた。
これより, 粒度の大きい研磨布ほど小振幅の AE事象が顕著であり,
粒度の小さ い研磨布では大振幅の AE事象が卓越して発生すること が分かる 。 ま た横研削についても, バラツキは大きい も のの縦研削 とほぼ同様の傾向を示した。 以上の結果は, 研削時間の経過ととも に AE事象率は減少するが, AE振幅分布の形は大き く変化しない
こと を示唆している。
3 摘要
本章では, 木材研削過程の AE特性に関するさらなる基礎的知見 を得る目的から, ディスク研削装置を用いた縦ならびに横研削過程 の AE振幅分布に及ぼす砥粒粒度と研削時間の影響につ い て検討し
たc 得られた結果は以下の通りである。
( 1 )し\ずれの研削方向においても, AE事象率はいずれの粒度の研 磨布においても研削時間の経過に伴い滅少する傾向を示し, この傾 向は研削能率の研削時間に伴う変化と類似した 。
(2) AE振幅分布は? いずれの粒度の研磨布においても小振幅域に おいて事象率が 高く, 振11届の増加に伴ってその値が減少する傾向を 示したc また, 粒j支の大きい研磨布ほど, 特に小振幅域において高
、旦象率を示しているが, いずれの粒度においても, 研削時間の経 過とともに大振幅から小振幅域までの AE事象がそろって減少する 傾向を示した。 横研削の場合, 縦研削に比べ振幅分布域が広く, し かも多数のAE事象が発生することが分かったc
(3) AEの振幅分布の形を表す指標とした m値については, 研削 時間に伴う一義的変化は認められず, 粒度の大きい研磨布ほど高い 値を示す傾向が認められた。 これよりF 粒度の大きい研磨布ほど小 振幅の AE事象が顕著であり, 粒度の小さい研磨布では大振幅のAE 事象が卓越して発生することが明示された。 この結果は, 研削時間 の経過とともに AE事象率は減少するが, AE振幅分布の形は大き く変化しないことを示唆している。
- 97 -
MUSIC system Preamplifier Recorder
AE sensor
W ood specimen
Weight
Fig. 44. Configurations of the disc sanding machine used and the measuring system of AE signals.
Note: Specimens: The same schemes as shown in Fig. 20.
E E
�
J吋』2 0 2
,・C・ぢ可
2 ー
〉0 1
LdJ a ぶH にOふ
αコ 。 1.0 0.8
t己
主0.4
0.2 0
Sanding time ( min) Sanding time ( min)
Fig. 45. Variations of stock removal rate and R/Rl with sanding time for various grit sizes in each of sanding parallel and perpendicular to the grain Legend: Grit size (岸):・:40ヲ0:80ヲ・: 150ヲロ:240ヲ.:400ヲ
R: Stock removal rate at each sanding timeヲ Rl: Stock removal rate for initial 1 minute
- 99 -
Parallel 1.0
0.9 0.8 0.7
(鴻v{)ωQS恒三∞ωH∞ロ号5∞
a n
AU A斗 l o
n。b 4EL - - ti ・ L F / ハ w m /tE、、 m
n 100 120\lノ ハUPδ今ん
80 0.6
Perpendicular 1.0
0.8 0.7 0.6
(5
0.9
(百uA)ωQSE∞ω』∞ヨヨ吋∞
Fig. 46. Variations of sanding resistance with sanding time for various grit sizes in each of sanding parallel and perpendicular to the grain Legend: The same symbols as shown in Fig. 45.
80 60 40 20
(日 立) ヘ円以
O
Perpendicu1ar 100
80 60 40 20
(g
立)
\内肖
20 40 60 80 100 120 Sanding time ( min)
Variations ofRy with sanding time for vario凶grit sizes in each of sanding parallel and perpendicular to the grain Legend: The same symbols as shown in Fig. 45
Ry: MaximlUTI height of roughness of sanded surface
( JIS
B060 1-1994 )。
Fig.47
1i
ハU 可EEA
(三58)まと500吉ωむ凶〈(∞\H500 )ω吉村500百ω包叫〈
Parallel 400
Discrilevel: 0.3 mV 300
200
ハUハリ 噌E・i
O
Perpendicular 400,
Discrilevel: 0.5 mV 300
200
ハUハU tlA
20 40 60 80 100 120 Sanding time ( min)
Variations of AE event count rate with sanding time for various grit sizes in each of sanding parallel and perpendicular to the grai孔 The same symbols as shown in Fig. 45.
。
Fig. 48 Legend
岸240
ハU
ハU F3
ハU
( ∞\H500)ω吉村ロコcυ吉ω包凶
〈
。ハU噌EEA
ハUハU唱E'A
50
#80
50再400
0.6
Amplitude
( mV)
Amplitude distributions of AE event count rate at various sanding times in sanding parallel to the grain
Legend: Sanding time
(
min):・:1ヲ0:10ヲ. :30フo :60ヲA:90ヲム 120。 150
ハUハU噌EEA
0.8 0.4
ハU
ハU 戸、J
ハリ
(∞\HSS)ω芯こgoQ吉ω〉ω同〈
50
。
ハU噌E・1
再150
0.6 0.8 Amplitude
(
mV)0.4
Fig.49 50
。
。 150
ハUハU1・1
50
( 凶\H500)
ω宣言。υ冒ω包凶〈(∞\吉コ00)35吉gu吉ω〉ω
凶〈
自103 -
岸240 ハU
ハU ハU 戸、J ハU ζJ ペム 今ム 11
(∞\吉コ。Q)35H500吉ω〉ω凶〈
が40
ハUハU唱EEi
50 が80
再400
ハU噌EEA
0.7 0.8 0.9 Amplitude ( mV)
l・0ハリ 戸、J 0.6
ハU噌EEA
Amplitude dis甘ibutions of AE eve凶count rate at VarlO凶 sanding times in sanding perpendicular to the grain.
The same symbols as shown in Fig. 49
。 ハU ハU 戸、J ハU ぺム ペム
(凶\H50335H502ロω〉ω凶〈
150
ハUハU噌EEA
50
0.9 0.6 0.7 0.8
Amplitude ( mV)
Fig. 50
岸150
戸、JiハUハU
200
ハUハU噌EEA
ハU
ハU
ハU
ハU
ハU戸、J
戸、J
ハU
ζJ
ハU
ペム
ペノ-
ぺ/占
勺ム
ウム
(的達コ。Q)ω刊のこ502ロω乙同〈 ( 凶\H58)SEH562zo〉ω同〈( ∞\H500)ω吉吉コOQ吉ω〉ω同〈
150
50
。
150
ハUハU噌EEA
50
。
150
ハUハU噌EBA
50
ハU噌EEA (〉)Z
ハυハU噌EEA 官EAハutEI
v
log N(V)
==log k -
mlog V
0.5 5
Fig. 51. Examples of calculated m-value in sanding parallel to the grain with the grit size of 150.
Legend: The same symbols as shown in Fig. 49ヲ N(V): AE eve凶count rate ( count/ s )ヲ V: Threshold voltage
( mV).
- 105 -
Parallel 8
6 4 2
ω三倍\〆tNhh
。
rI a ''BA u pしv.21 AU n ρν nvA rI ρiH pi 。。
6 4 2
ωコ一吋〉IS
20 40 60 80 100 120 Sanding time ( min )
Variations of m-value with sanding time for various grit sizes in each of sanding parall el and perpendic叫ar to the grain The same symbols as shown in Fig. 45
。
Fig. 52 Legend
見を得ると ともに, AEによる木材研削工程の自動監視の可能性を 探る目的から司 ベルトおよびディスク方式での定荷重研削過程にお ける AEに及ぼす砥粒粒度, 研削時間, 研削圧力および研削方向の 影響を検討するとともに, AEの発生挙動と研削能率や研自IJ抵抗な ど, 研磨布の研削性能と の関係を調べた。 また, ディスク研削方豆、
こおける AE振幅分布に及ぼす砥粒粒度と研削時間の影響を検討し た。 以下に, 本研究によって得られた結論を述べる。
1 ベルト研削におけるAE特性
プラテン方式の小型ベルトサンダを用いた木材の定荷重ベルト研 削過程のAE特性を検討したc
1.1 A Eと研削性能に及ぼす砥粒粒度と研削時間の影響
木材研削中の AE信号は研磨ベルト の砥粒粒度や研削時間の影響 を受けるが, AE信号のスベクトノレは0.1 � 0.3孔任Iz付近の成分が卓 越した類似の形を呈することを明らかにした。 また, AE計数率は 砥粒粒度の増加, すなわち主に砥粒の切れ刃密度の増加により増大
しヲ いずれの粒度の研磨ベルトにおいても研削時間の経過に伴い砥
- 107 -
一 ー___.・
粒摩耗や 目 づ まり の進行による低粒切込み 量の減少によ り 7 初 期に 比較的大きく低減し, その後漸減して定常値に達する傾向を示すこ
とを明らかにした。 また, 研削時間(回数)の増加に伴うAE計数半 の変化は, 研削方式によって異なる傾向を示すことを見出した。 さ
ら に, 同 一粒度の研磨ベルトにおいては, 研削 能率と AE計数率の 聞に有意な正の相関関係が成立し, 研磨ベルトの研削能率の研削時
間に伴う変化をAEによって認識しうる可能性 が あることを指摘し
た
1.2 A Eと研削性能に及ぼす研削圧力と研削方向の影響
縦研削において? いずれの粒度および研削 圧力においても , AE 計数率の研削時間に伴う変化は研削能率のそ れと類似すること, ま
た, 研削圧力の増加7 すなわち砥粒切れ刃密度と砥粒切込み量の増 大により AE 計数率は 明確な増加傾 向を示すこ と, 砥粒粒度の変化 に対しては, AE言1-数率は砥粒切れ刃密度にヲ 研削能率は砥粒切込
み 量に支配 さ れること, さ らには横研削の研削能率, AE計数率と も縦研削に比べ大きいことを明らかにしたc また, 横研同IJにおける
顕著な AE の発生は, 研削量が比較的大きい こ とはもとより, 横研 削特有の切り屑生成機構が深く関与しているものと推察したc さら
に, 各研削圧力における研向IJ能率と AE計数率の聞には有意な正の 相関関係 が 成立し, ベルト研削においては, 研削能率の研削圧力に
2 ディ ス ク 研削に お けるA E 特 性
小型のディスクサンディング試験装置を用いた木材の定荷重ディ スク研削過程のAE特性を検討した
2.1 A Eと研削性能に及ぼす砥粒粒度と研削時間の影響
縦ならびに横研削とも, 研削能率は研削時間の経過に伴い低減し,
AE計数率は研削初期に急激に低下すること, 横研削の研削能率な らびに AE計数率とも縦研削に比べ高い値を示すが, 研削時間に伴 う変化は縦研削, 横研削とも同様であることを明らかにしたc また,
研削初期においては, AE計数率の粒度依存性が砥粒切れ刃密度と 砥粒切込み量に依存する, 両要因の相互作用により, マキシマムカ
ーブを示し, 一方, 後期においては, 目づまり木粉や遊離の木粉と 被削材との聞の摩擦作用に起因すると考えられる小振幅の AEの発 生が高粒度傾IJで顕著になるため, AE計数率は粒度の大きな研磨布 ほど高くなる傾向を明らかにし, AE計数率の特異な粒度依存性を 見出した。 さらに, 目づまり 木粉の除去による研削能率向上の効果 を実証したが, AE計数率はあまり変化せず, AEに及ぼす目づまり の影響を明らかにするまでには至らなかった。
2.2 A Eおよび研削性能と研削圧力との関係
- 109 -
ここでは, とくに研磨布の目づまりや研磨布と被削材聞の接触状
態の観察測定も行って, 木材の定荷重研削過程における AE発生機
構について考察した。 その結果, 縦ーならびに横研削とも, 研削時間
の経過に伴い, 研削能率, 研削抵抗およびRMS電圧とも低下する
が, RMS電圧は研削能率 の研削時間に伴う変化と類似する こと,
横研削の研削能率は RMS電圧と同様, 縦研削に比べ大きいことを
明らかにした。 この研削能率およびRMS電圧の研削時間に伴う変
化は, 前節までのベノレト研削およびディスク研削における結果と同
様に, 研磨布の砥粒摩耗や目づまりの進行, すなわち砥粒切れ刃に
加わる圧力の低減による砥粒切込み量の減少によるものと推察した門
また, 研削圧力の増加に伴うRMS電圧の増加傾向は研削能率およ
び研削抵抗のそれとほぼ同様であるが, RMS電圧の粒度依存性は
それらとは異なる傾向を呈することを明らかにした。 さらに, 研削
時間に伴う研削性能およびRMS電圧の低下はF 目づま りの増加に
伴う砥粒切込み量の減少によるものであることを明らかにした。
2.3 A E振幅分布と砥粒粒度および研削時間との関係
ディスク方式での縦ならびに横研削のいずれの方向においても,
AE事象率は研削時間の経過に伴い減少する傾向を示し, 研削能率
の研削時間に伴う変化と類似することを明らかにした。 また, AE
t医幅分布は小振幅域において事象率が高く, 振幅の増加に伴ってそ
削時間の経過とともに大振 幅 から小振幅域までの AE事象がそろっ て減少する傾向があり? 横研削 で は, 縦研削に比べ振l幅域が広く,
しかも多数のAE事象が発生することを明らかにしたc さらに, AE
象の振幅分布の形を表す指標として m値の適用を図り, m 値に は研削時間に伴う一義的変化は認められず7 粒度の大きい研磨布ほ
ど高い値を示す傾向が認められた。 この結果から, 粒度の大きい研
磨布ほ ど小 振幅のAE事象が顕 著 で あ り, 粒度の小さい研磨布では 振幅の AE事象が卓越して発生することが示された。 すなわち,
研削時間の経過とともにAE事象率は減少するが, AE振幅分布の
形は大きく変化しないことを示唆している。
以上, 本研究により, 基本的な研削方式での木材の研磨布加工に おける AE発生挙動と研削機構を解明するとともに, 主な研削性能 との 関 係を追究 して, AE を利 用 し た木材研削状 態 認 識 の 可 能性を
明 らかにしたっ
ー111 -
謝辞
論文の遂行と取りまとめに際し? 多くの貴重なご意見, ご指導
を賜りました九州大 学農学部又木義博教授に深く感謝の意を表しま
す。
また, 木論文の取りまとめに際し, 種々貴重なご意見, ご指導を
賜りました九州大学農学部大熊幹章教授に深く感謝の意を表します。
さらに, 本研究の遂行ならびに論文の作成にあたり, 研究全般に
わたって終始変わらぬ激励と懇切丁寧なご指導を賜りました九州大
学農学部村瀬安英助教授に衷心より感謝の意を表しますc
らに, 本研究の遂行に際し, 多くのご援助, ご協力を頂きまし
た九州大学農学部藤元嘉安助手, 同藤本登留助手7 同河辺純一技官
をはじめ九州大学農学部林産学科木材工学講座の教職員および諸先
輩方をはじめと する学生諸君に心から感謝の意を表します。
1 )日本木材加工技術協会編:木材切削講習会テキスト, p72, 1997
2)佐藤敬一:
最 近の木材の AE 事情
世界最初のAE研究は木材であった
木材工業_45(5) ,235-238 (1990)
3)奥村正恰:
アコースティック ・ エミッション(AE)
木材工業,42(10) ,482-483 (1987)
4) Lemaster. R.L., Klamecki, B.E., Domfeld‘D.A
Analysis of Acoustic Emission in Slow Speed Wood Cutting
Wood Science.15 (2)‘150・160 (1982)
5) Lemaster. R.L., Tee, L.B., Domfeld, D.A
Monitoring Tool Wear During Wood Machining with Acoustic Emission
Wear. 10 1.273-282 (1985)
6) Lemaster. R.L., DomfeldコD.A.:
Monitoring the W ood Cutting Process with Acoustic Emission
Joumal of Acoustic Ernission,4 (2/3) .S228-S231 (1985)
7) Lemaster. R.L.. Domfeld、D.A
Monitoring A Circular Sawing Process with Acoustic Ernission
Proceedings of the 9th Intemational Wood Machining Serninar. Berkeley. 1988.124-138
8) Lernaster. R.L.. Gasick. M.F.. Domfeld、D.A
Measurernent of Density Pro白les in Wood Cornposites Using Acoustic Ernission
Joumal of Acoustic Ernission,7 (2) J 11-118 (1988)
9) Lemaster. R.L
Determining the Abrasiveness to Tools of Wood-Based Cornposites with Acoustic Emission Joumal of Acoustic Ernission,9 (3) .203-208 (1990)
] 0)村瀬安英, 池 賢二郎, 森 稔:
アコースティック ・ エミッションによる木材切削状態の監視(第l報) AE信号による木材切削工具の摩耗検出
木材学会誌,34 (3) ,207-213 (1988)
11 )村瀬安英, 池 賢二郎, 森 稔:
アコースティック ・ エミッションによる木材切削状態の監視(第2報) AE特性に及ぼす繊維傾斜角の影響
木材学会誌34(3) .271-274 (1988) 12) 村 瀬安英, 鳥 井 原 紀 寿 :
- 113 -
アコースティック ・ エミッションによる木材切削状態の監視(第3報) 縦ならびに横切削のAE特性に及ぼす切削角の影響
木材学会誌.36(4) ,269-275 (1990)
13)村瀬 安英, 川浪 聡 :
アコースティック ・ エミッションによる木材切削状態の監視(第4報) 木材切削のJ\E特性に及ぼす含ノk率および樹種の影響
木材学会誌,36 (9)ブ17-724 (1990)
14)村瀬安英, 吉次昌則, 原田 聡:
超仕上かんな盤におけるAE特性(第l報)
超仕上切削のi\ E特性に及ぼすノくイアス角、 刃先摩耗および節 の影響
木材学会誌.38 (3)ユ41-246 (1992)
15)村瀬安英, 原田 聡, 吉次昌則:
超仕上かんな盤におけるAE特性(第2報)
縦および横 切削のAE特性に及ぼす切削速度とバイア ス角の影響
木材学会誌.39(6)‘724-728 (1993)
16)村瀬安英, 原田 聡:
木材切削におけるAE特性(第l報)
AEの振幅レベノレと振幅分布に及ぼす繊維傾斜角と木理斜交角の影響
木材学会誌.41(4) .373-379 (1995)
17)定成 政 憲 , 喜 多山繁 :
平削りにおける工具鈍化過程とア コースティック ・ エミッションの関係
木材工業.44(9) .424-428 (1989)
18)定成政憲, 喜多山繁, 服部順昭, 瀬川
平削りにおける切り屑生成とアコースティック ・ エミッションとの関係、
木材学会誌.37 (5) .424-433 (1991)
19) Kato、K.. Lemaster, R.L
Generation of acoustic emission during chip formation
Proceedings of the 10th Intemational W ood Machining SeminarヲRichmond, 1991. 146-158
20)加藤幸一, 大木哲秀:
木材の折れ型切削過程におけるア コースティック ・ エミッション
群馬大学教育学部紀要ユ7.125-134 (1992)
21) Kato, K., Kitagawa, M
Cutting of W ood by A Thin Disc with Sharpened Edge
Proceedings of the 12th lntemational Wood Machining Seminar, Kyoto, 1995ラ393-400
22)黄 彦三, 陳 欣欣:
木材の二次元切削におけるAEの 測定
木材工業,49,69事73 (1994) 23)松元建三, 村瀬安英:
切削過程における切削抵抗とAEの発生挙動
第44回日本木材学会大会研究発表要旨集‘297 (1994)
24)松元建三, 村瀬安英:
材切削におけるAE特性
切削抵抗と八Eの発生挙動に及ぼす切削角と逃げ角の影響
第45回日本木材学会大会研究発表要旨集,164 (l995)
25)横地秀行, 木村志郎:
八 Eに よ る丸のこ 切削中の 自 励 振 動 のモニタ リング
第47回日本木材学会大会研究発表要旨集.188 (1997)
26)野上英孝, 村瀬安英:
ローラーバーを用いた単板切削におけるAE特性
第47回日本木材学会大会研究発表要旨集.535 (1997)
27)野上英孝, 村瀬安英:
ノーズパーを用いた単板切削におけるAE特性
第48回日本木材学会大会研究発表要旨集.163 (1998)
28)越 春瑞, 田中千秩, 中尾哲也, 高橋 徹, 辻井孝文:
丸のこ切削における切削面性状とAE計数率の関係
木材学会誌.36(5) .169-173 (1991)
29)越 春瑞, 田中千秋, 中尾哲也, 高橋 徹:
丸のこ切削における切削面性状とAE計数率の関係、(第2報) 回転数、 送り速度、 被削材厚さの影響
木材学会誌.37(5) .434-440 (1991)
30)越 春瑞, 田中千秩, 中尾哲也, 高橋 徹:
木工用帯鋸の最適化適応制御加工に関する研究(第l報) 挽材中における帯鋸変位の予測方法について
木材学会誌、37(10) ,897-903 (1991)
31)越 春瑞, 田中千平大, 中尾哲也, 西野吉彦, 高橋 徹:
木工用帯鋸の最適 化 適 応 制御加工に関する研究(第2報) 挽き材における繊維走行が切削面性状とAE信号に及ぼす影響
木材学会誌38(8) .771-776 (1992)
32)越 春瑞, 田中千秩, 中尾哲也, 西野吉彦, 高橋 徹, 池田茂人:
木工用帯鋸の最適化適応 制御加工に関する研究(第3報)
挽き幅と含水率がAE信号、 切削力、 挽き材面粗さお よ び鋸変位に及ぼす影響
木材学会誌.39(2) ,138-143 (1993)
33) Tanaka. C
Relationship between smface finish quality and acoustic emission count rate in Circular sawing Proceedings of出e 10th Intemational W ood Machining Seminar, Richmond, 1991フ308-316
34)田中千秋, 中尾哲也, 西野吉彦, 演口利一, 高橋 徹:
切削工具のアコースティック ・ エミッションによる摩耗判定 - 115 -