鳥取大砂丘研報.(Bull.Sand Dune Res
hst。,TottOri Univ.)19:61-72.1980
ラッキ ョウ調製作業機械化 に関す る基礎的研究
(第
2報
)*
切
断
抵
抗
力
岩
崎
正
美
**・石
原
昂
**
Fundamental Studies On the WIechanization of Baker's
Garlic PrOcessing Work(Ⅱ
)Cutting Resistance Force
Masanli lwASAKI*Ⅲ
and Akira lsHIHARA**
Summary
For mechanizing the post harvest prOcessing of Baker's garlic, fundamental measurements were made on the effect Of the adhesion Of POlysacharides and cutting weight upon the cutting resistance by using a fixed knife and a rOtary knife.
The results Obtained in the experiments are sumrnarized as fOl10ws. 1. Fixed knife
l)Ma
mum cutting resistance force Cmax(kg)Which is abOut the range of O.3 tol.3(kg)at the range of cutting area A=1.3∼ 3.2(cm2). On the other hand,the
work W(kg・ cm)increases with the increasc of cutting angle λ(degreel,because
of the 10ng friction distance of the knife and bulb.
2)The friction resistance force per area is about the range of O.07 to O.20 (kg/cm2)under the cOndition in which the rOot side and the leaf side Of Baker's
garlic are fixed by each clip.
3)The maximum cutting resistance force per cutting area Cmax/A (kg/cm2) and the work per cutting area W/A(kg/cm2)inCreased in order of the root side<middle
<leaf side.Furthermore Cnax/A and W/A were not affected by the adhesiOn of Polysacharides attached tO tic knife.
2. Rotary knife
l)The dry Polysachandes attached to the k fe increased the mean torque per
cutting area Tm/A(kg,cm/cm2), and the ma mum tOrque per cutting area Tmax/A
(kg,cm/cm2)due to the effect Of frictiOn resistance, but these tOrques were not affected by the lvet POlysacharides. ・ 2)When the peripheral speed of the knife is cOnstant, Tm/A and Tmax/A decrease with the increase of the clip ve10city. On the other hand, Tm/A and Tmax/A
increase with the increase of the peripheral speed under the cOnstant clip velocity.
3)The adhesiOn weight attached to the rOtary knife at the leaF and at the rOOt side were respectively O,83g and l.43g, after cutting ll.8kg of Baker's garlic.
■昭和53年10月農業機械学会関西支部 (高知)にて一部講演
料 農学部農用作業機械学研究室
キ■D9,cTιη?ηι o/4gTど c,ど を,To,Mα θんれ ¢Ty,島
岩 崎 正 美・石 原
1.緒
言 現行 の ラッキ ョウ調製作業 は
,前
報1)での報告の よ うに包丁で行 ってい るが,長
時 間の作 業 に ともな って,包
丁 の先が「 とまる」 いわゆ る切味 の劣化 を 生 じ, しば しば と石で磨 く作業者 が多い。 ラ ッキ ョ ウの根 と葉 を切断の さい,包
丁 に蛋 自質や可溶性無 窒素物 および炭水化物 で あるペ ン トーザ ンな どの 多 糖類6,8)(以下粘 質物 と呼ぶ)が
付着 し,こ れ らが乾 燥 して,褐
変いや糊化7)を生 じる。 刃 が「 とまる」 現象 がこれ ら粘 質物 の付着 によるもの か,あ
るいは 刃の摩耗 によるもの か,さ
らには作業者 の疲労 によ る感覚的 なものかは明 らかで ない。 ラ ッキ ョウの調 製作業 が機械化 されて現在の包丁 が固定 刃や回転 刃 にお きか え られた場合,切
味 劣化 の対策 をたて る上 において,こ
れ らの問題点 を明 らかに して お く必要 があ る。 そこで,固
定 刃 お よび回転 刃 を供 試 して切 断角,粘
質物 の付着 および切断量 な どが切断抵抗 力 に与 える影響 につ いて調べ た。 本実験 を行 うにあた って,本
学農 学部松 本H患助教 授 の御指導 を得 た。 ここに記 して謝 意 を表 わ します。 なお,本
研究 費の一部 は,昭
和53年度文菩I省科学研 究 費 によるもので あ る。2.実
験装置 お よび方法1)固
定刃による切断抵抗 力測 定装置 Fig。 1に 試 作 した切断抵抗 力測 定装置 を示 す。本装置 は,い
わ ゆ る引張 ・圧縮 試験 装置 で あ り,種
々の植物体 の材 料 力学的性 質の実験 が可能 で あ る。構造は
,ロードセル③ と接続した固定ヘッドの間
1 2 3 4 5 6 7 8 Bearing Pinlon Servo―motor Displacement meter Rack Movable head Fixed head Load cellラッキ ョウ調製作業機械化 に関す る基礎的研究 (第2報) 1631 を移動 ヘ ッ ド⑥ が上下 に移動 す るこ とによって,ヘ ッ ド間 においた供 試体 の引張 ・圧縮 を行 うこ とが可 能である。本実験では,固定ヘッド⑦ に市販のカッタ ナイフ用の刃 (楔角 δ
=19;刃
厚t=0.5mm,
巾b。=18mm)を
取付け,移
動ヘッド⑥ に2つのクリップ を設け, ラッキ ョウの根 と葉をはさみ上方へ移動さ せた。移動ヘ ッド⑥ は,ベ
アリング①でガイ ドされるラック⑤を取付けた軸と連結されており
,ピ
ニオ
ン② をもつサーボモータ③ によって上下に駆動され
る。計測は,鉛直変位を変位計①
,切
断抵抗力をロ
ー ドセ ル③ によ り検 出 し,記
録 はX一 Yレ
コー ダに よった。 なお,移
動ヘ ッ ドの速 度 は1.3cm/sであ る。2)回
転 刃 による切 断 トル ク測 定装置 Fig.2に 切 l lnduction motor 2 Torque meter 3 Rotary knife 4 Tachometer 5 ClipFig.2.Schematic diagram of experimental
rotary knife cμ tting apparatus.
断 トルク測定装置を模式図で示す。本装置は
,試
作
した半自動調製機
2)を利用したもので
,回転刃③ を
取イ
寸けた軸端にジョイントをかいして トルクメータ
と出力
15Wのインダクションモータを配した
(Fig.3光 計測 は,回
転 刃の速度 をタコメー タ④ で,切
断 ト ルクを トルクメータ② で行い, 各 々電 磁 オンロに 記録 した。 供試回転 刃は,直
径110mm,楔角 δ=11.3;刃
厚t=1.2mmで
旋盤 によるヤス リ仕上 げで ある。3)実
験方法(1)固
定刃による切断試験,まず切断角 λを0-Fig. 3. l1/hole vicw Of the cxperimental
apparatus. 60° まで15° ず つ 変化 させ
,球
の ほぼ 中央 月巴大部 を 切 断 した。また,実
際 の調 製作 業 に合 わせて切 断部 位 別 に よ る切 断抵 抗 力の変化 をみ るた め,切
断 角 λ=
30° につ い て,根
ぎわ,中
央肥 大部 お よび葉 ぎわ を 切 断 した。 これ らは1球の切 断 ご とに粘 質物 の影 響 を除 くため,水
を含 ませ た脱脂綿 で 刃 を洗浄 した。 また,10あ るいは25球 の切 断 ごとに刃 を取 り替 えた。 次 に粘 質物 の付着 ・乾燥 によ る影響 をみ るため, 新 しいカ ッタ刃で まず10球切断後,刃
を洗浄 せず に その まま放置 して次後累積時 間1205分 まで90球 を切 断 した。 切 断面積A(cだ
)の
計測 方法 は,ス
タ ンプイ ンキ でセ クシ ョンペ ーパ に捺 印 し, これを切 り抜 いて 自 動 面積 計(HAYASHI DENKO.AAM-5型
最小 読 取 り1/100∬)で
読取 った。X一Yレ
コー ダの記 録 か ら仕事W(19,m)の
算 出 にもこの面積 計 によっ た。(2)回
転 刃 による切断試験 まず粘 質物 の付着 。 乾燥 によ る切断 トル クの変化 をみ るため,回
転 刃1 枚 で根 ぎわのみ切 断 した。 ラッキ ョウ と回転 刃の相 対速 度 は40.6cm/s(回 転 刃60 rpm,ク リップ速 度6.1cm/s)で
まず10球を クリップの 1つ お きに供 給 した。 そ して その まま回転 刃 を洗浄せず に放置 し,以
後 切 断 開始 か らの累積時 間1085分 まで切断後 の放 置時 間 をか えて各10球ずつ供給 し,切
断 トル クを淑J定した。 また回転 刃 を2枚取付 け,通
常 の切 断作 業 を行 うと きと同様 の葉側 と根側 の切断 を行 い,切
断量 と切断 トル クの関係 を求 めた。岩 崎 正 美 ・石 原 さらに
,回
転 刃1枚で ラッキ ョウ供 給速度 (ニク リップ速度)を
2.88∼ 11.3 cm/s,回 転 刃の回転 速度 を32∼188 rpmま で変化 させ るこ とによ り,切
断 ト ルク変化 と切味 につ いて調査 した。 以上 の試験 にお けるラ ッキ ョウの切 断面積 および オシログ ラフペ ーパ に記録 された トル ク曲線 か らの 切断エ ネルギの算 出は,前
述 の 自動面積 計 によった。 なお,こ
の 自動面積計の使用 にあたっては,本
学付 属砂丘 利用研究施 設 水文かんがし増I門の御協 力を得た。3,実
験結果 および考察1)固
定 刃 による切VJF抵抗 力(1)切
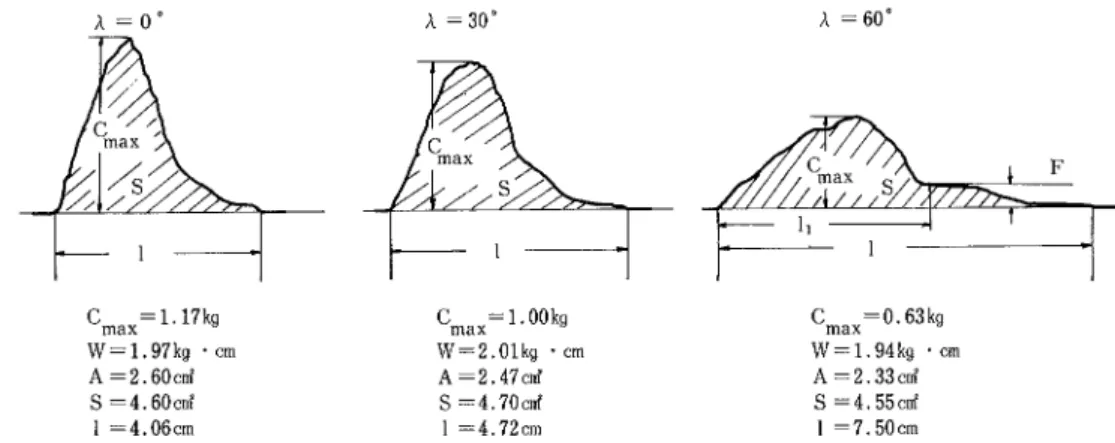
断角 と切 断抵抗 力 まず Fig.4に X一 Yレ コー ダに記録 された切断抵抗 力の波形 を切断角 λ=
0,30,60°
につ いて示 す。切断部位 は球 の ほぼ中 央】巴大部 で ある。 この よ うな波形 か ら最大切 断抵抗 力Cmax(k9),仕
事 W(k9・cm)お
よび後 述 す る摩 擦 力F(kg)を
求 めた。 なお仕 事W(kg・ cm)は
, 平均切断抵抗 力Cm(kg)と
切 断長 さL(cm)か
らW=Cm・
L(k9・ cm)。………・・(1) ただ しCm=―
子k(k9)S:切
断抵抗線 で か こまれた斜線部面積(cぽ)1:記
録線 図の切断長 さ (cm)k:切
断抵抗 力較正係数 (kg/Cm)Fig.5は
最 大切 断抵抗 力Cmax(kg)と
切 断 面 積A(cm2)の
関係 を切 断角 λ(度)別
に示 した もの で Aの増加 とともにCmaxも
直 線 的 増 加 傾 向 を示 し, λ=30° Cnax=1.00k9 W=2 01kg ocm A=2.47cごS=470訴
l=4,72cmof recorded cutting resistance
Cmax=0.63kg W=1.94k9,cm A=2.33 cr S=4.55∬ l=7 50cm by X一 Y recorder. A(∬)
Fig. 6。「Γhe relationship bet、vecn V and A.
λ =60° Cmax=1 17kg W=1,97k9・ cm A=260cご S=4.60cご l=4.06cm ︵ 。 留 ︶ X 、 日 〇
Fig.4 Examples
x :『 Cmくx019A+068.rf0 70 A(誘)Fig.5,The relationship between Cmaxand A
︵S F ︶ 芦 λ=0°
ラッキ ョウ調製作業機械化 に関す る基礎 的研究 (第2報) 1651 λ γ I c ,8 ・6 H ・2 ︵狙 \ ぃこ く ヽ 、g o ・︵ 洛 \g 聟 ︶ く \ 善 全体 と してほぼ
Cmax=0.3∼
1.3 kgの範囲にあ る。 そ して切 断 角 λを大 きくす るほ ど最 大切 断抵 抗 力Cmaxは
低下 す る。 Fig.6は,仕
事W(k9,cm)と
切 断面積A(∬
) の関係 を切断角度 λ別 に示 した もので,Aの
増加 に ともなってWも
増加す る。特 に切 断角 λ=60° にお いて両者間に高い相 関関係 (r60=0・ 93)を 得た。そし て切 断角 λ=60° における仕 事Wは
大 きな値 とな り, Fig.5の 最大切断抵抗 力Cmaxと
逆 の傾 向 を示 した。 またFig,7は
,単
位切断面積 当たりの最大切断 抵抗力CmavA(lt9/研
)と仕事W/A(k9・
cm/cr) を切断角 λとの関係で見たもので,矢
印の範囲は母 1,0W/A
Cmax/A 30 45 60 λ (degree)Fig.7. The relationship between W/A,Cmaノ
A
and cutting angleλ.
平均 の
95%信
頼 区間 を示 してい る。CmaVAは
,
λ の増加 とともに低下傾向 がみ られ るが,W/Aは
λ=
30° で0.64≦W/A≦
0,79(k9・ cm/cぽ)と 最 も低 い 値 を示 し,λ=45,60い で は著 しく増加 した。 以上 の よ うに,切
断角 λが大 きくなるに したがっ て最大切断抵抗 力Cmaxゃ
単位切断面積 当た りの最 大切断抵抗 力Cmax/Aカ
ラトさくなるにもかかわ らず, 仕事 お よび単位 切断面積 当た りの仕事W/Aが
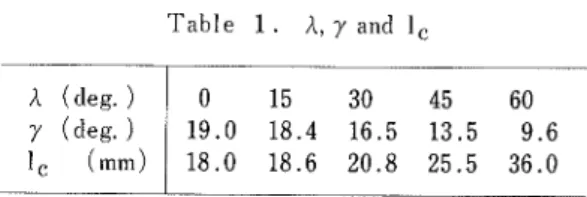
増 加 す る原因 は,摩
擦抵 抗 力の影響 によるもの と思 われ る。す なわちFig,8お
よび Table lに 示すように, 切断角 λの増加 にともなって作用角 γが′」ヽさくな り, 刃先 における切断 その もの に要す る抵抗 は小 さくな Table l. λ,γ and lc (deg.) (deg.) (mm) 0 15 30 45 19.0 18.4 16.5 13.5 18.0 18.6 20.8 25.5 60 9.6 36.0 るが供 試球 は根 と葉 の両端 をクリップで保持 されて い るため,刃
先 を球 が通過 して もラ ッキ ョウか ら受 け る側圧Nl,N2が
働 いて い る。 これが摩擦抵抗 力F(k9)と
なって仕 事W(k9,cm)1こ
影響 す る。す な わち球 が刃を通過 しなければな らない距離 lc(cm) は,Table lに
示 す よ うに切断角 λ=60° で は,大=
0° の2倍
の距離Icを必要 と し,結
果的 に仕事Wが
増加す ることになる。 なお,作
用角/および球 と刃 の摩擦距離 lcは,次
式 よ り求 めた。3)γ
=(tan l(tan y2・
cOs λ)}・2-―
(2)ic=bO/cOs
λγ
a―a´section
cutting with a fixed knife.
岩 崎 正 美・石 原 ただ し δ :供 試 刃の楔 角 (度) bo:供試 刃の 巾 (cm) ここで
,Fig.8に
おいて摩擦抵抗 力F(k9)は
,ラ ッキ ョウ とカ ッタ刃の動摩擦 係数 を μll μ2とす ると、F=Nlμ
l+N2μ
2=R二 十R2
(4)
で あるが Rl■R2
―
(5) と考 え られ る。動摩擦係数 μl,μ2は,側
圧Nl,N2 を求 め なかったので,こ
の よ うな切 断条件下 におけ る摩擦抵抗 力F(k9)は
,切
断角 λ=60°X一 Yレ
コー ダの記録例 か ら求 めた。いま,Fig.4の
切断角 λ=60° の記録例 において,負
荷 の生 じる球 の切断 開始位 置 か ら刃先 を通過 した位置 までの距離 を11(cln) とす る。 この距離hは
ス タンプで捺F「 したラ ッキ ョ ウの切 断跡 か ら求めることがで きる。 この とき2倍
の摩擦面積 につ いての,す
なわち刃の両側 における 摩擦抵抗 力F(k9)が
得 られ る。 この よ うに して求 めた摩擦抵抗 力F(19)と
切断面積A(caF)と
の関 係 を示 したの がFig.9で
あ る。 これ か ら単 位 面積 当た りの摩擦抵抗 力は切断面積の増加 とともに増加 しF/2A=0.07-0.20(kg/cllf) (6)
を得 る。 実際の切断作業で は,根
側 および葉側 の両端 は作 業者 の手 によ つて支持 されて い るため,垂
直抗 力NlN2が
ほ とん どな く摩擦抵抗 力は もっ と少 ないと考え られ るが,機
械 的 に切断作業 を行 う場 合,少
な くと もラ ッキ ョウの片方 の切断面 は拘束 された状 態 にあ るため,球
との接触面 を少 な くす るよ うな刃形状 ま たは,ラ
ッキ ョウが拘束 されて い ない方向へ 刃 を傾 斜 させ る必要 があ る(2)切
断位置 と切断抵抗 力 次 に切断部位別の単 位切断面積当た りの仕事W/A(19。
cm/cnt)お よび 最大切断抵抗 力Cmax/A(k9/cnf)を
Fig■ 0に母平 ︵穏 \ 口 ︶ く 、 、日 O ・︵ 指 \5 . o こ く \ 姜 λ =30°t/1V/A
︱ 奪 ︱ ︱kCmax/A
F=035A-0,23
r =0.76 02 2.0 2.5 A(献)Root side Middle
Cutting point
Leaf side
Fig.10.The relationship betweenヽV/A,
Cmax/A and cuttting pont.
均の
95%信
頼区間で示 した。W/Aお
よびCmaVA
は,根
側 か ら葉側 に切断部位 が移行す るにしたがつ て増加する傾向にあり,ラ
ッキ ョウの組織す なわち 維管束 などの繊維質による影響が考 えられる。 CmavA‐-017A+089 0 ︲5 30 45 側A‐ 61i Cmax/A‐ -0∝ A+044,r― -066
λ‐301、 cmax/A‐-0 06A ttO S3, r‐ ―O S7
A(cr)
Fig.11.The relationship between Cmax/A and A. ︵ P ︶ 儀 o o H 載 ︻、 E P も E “ ︵穏 \ 9じ く 、 、日 O
ラッキ ョウ調製作業機械化 に関す る基礎的研究 (第2報) 1671 また
,同
一切断位置 (中央肥 大部)で
も Fig■1に 示す よ うに一般 に切断面積A(onf)が
小 さ くなるに したがってcmax/Aは
直 線 的 に増 加 し,負
の相 関 関係 が認 め られた。またW/Aと
Aの関係 も同様 の傾 向 が認 め られた。(3)粘
質物 の付着 ・乾燥 と切断抵抗 力,次 にFig. 12に粘 質物 の固定 刃へ の付 着 ・乾燥 が,切
断抵抗 力 に与 える影響 を示 した。図中の数字 は,ラ
ッキ ョウ 切断 開始 か らの累積 時 間 を示 した もので あ る。 これ による と,切
断後 その まま放置 した時 間 にほ とん ど 影響 され るこ とな く,付
着 した粘 質物 のW/Aお
よ びCmavAへ
の影響 は認 め られ ない。なお,切断 開 始 か ら1205分 後 の固定 刃への付 着量 は0.019(w,w.) で あった。2)回
転 刃 によ る切断 トルク ︵増 \ β ︶ く 、 、E o ・︵ 穂 \ β ︶ く \ >08
0.604
0.2 0.0 Fig.12.The relationship246810 24
Specimen Nobetween W/A,Cmax/A snd specimen
NO.(1)粘
質物 の付 着・乾燥 と切断 トル クFig.13
にオ シログ ラフ に記録 された トルク波形 の1例
を示 す。 ラ ッキ ョウの切断 に要 した トル クは無負荷 トル ク波形 を除いた斜線 の部分 となる。 この よ うな波形 か ら平均 トル クTm(19。
cm)および最大 トルクTmax(k9,cm)を
算 出 した。 ここで平均 トル クTmは
斜 線部 面積Sを距離 1で 除 して求 めた。Fig.14に ラッ キ ョウの切断面積A(clF)で
除 した単位 切 断面積 当]ド一
・
。
上∵ヽ
耽
Start O 。。 O o 5 min. ・ .● .. .. .. 0 0。 。 。 0。 。 。 。 15 min.
Ce●
...
0 ° ° 。 35 min ● ・ ・ ● ● ● ● . 。 。 ° 。 。 0 ° ° 0 65 min. .● 5・... .
00°
°。° ° ° ° ° 125 min, ● 。 。 00。 。 。 245 min` ● .. ● ● .● . ° 0 ・ . 425 min, ・ .● ● ● .● . 。 。 。 0。 o ● 1205 min ● .・ ● 。 ● ● ● 0岩 崎 正 美・石 原 昂 0. 1. た りの平均 トルク
Tm/A(19・
cm/前)を
Fig.12と 同 じくラ ッキ ョウの供給順 に示 す。図 中の数字 は, 切断開始 か らの累積時 間 を示 した もので ある。同図 か らス ター ト時 は, 1よばTm/A=0.4k9'cm/c4fの
値 を示す が,切
断後放置 して刃 に付 着 した粘 質物 が乾 燥す れば,切
断 を再 開 した1球日は,ほ とんどがTm
/A=0,8-1.2 kg/cだ の高 い値 を示 し, その後2球
日以下急速 に低下 し,や
がてス ター ト時 のTm/A=
0.419,cm/誠の一定値 に近づ く傾 向 を示 す。これは, 回転 刃 に付 着 した粘 質物 の乾燥 によって,ラ
ッキ ョ ウと回転 刃間の摩擦抵抗 が増加 した結果 とみ られ, 回転 刃 に付着 した粘 質物 が湿潤状 態 になれば,刃
の 摩耗 の ない限 リス ター ト時 とほぼ同 じ値 とな る。同 ︵ 洛 \S , β ︶ さ 言 許 2 4 6 8 10 2 4 6 8 10 2 4 6 8 1o Specimen NOFig。 14.The relationshp between Tm/A and specinen No.
様 に単位切断面積当た りの最大 トルク
Tmax/Aの
変 イとについても,Fig。 15に 示すように,ほ
ぼTm/Aと
似 た傾 向 を示 していることがわかる。 これ らTm/A
およびTmax/Aは ,切
断後 の放置 時 間の変化 にあ ま り影響 されていない。Fig.16は スター ト時 から245 分後の10球 切断後 に続 くTm/Aを
示 したものでス タ ー ト時 にほぼ等 しいTm/A=0.4k9・
cm/cぜを得てい ることか らもわかる。そ して肉眼による観察 の限 り では回転 刃の切断部分への粘質物の乾燥・湿潤の繰 り返 しによる粘質物の付着量は変化 なく,切
断部分 の外周に次第 に付着堆積す る。なお,本
実験 におい て 200球 切断後 に付着 した量は 0.079で あった。 さ らに 1,085分 後 の第 1お よび第5番目に供給 した ラ―
5 min 25 nlin 115 min 1010 min, 1085 nin`ラッキ ョウ調製作業機械化 に関す る基礎的研究 (第2報)
Start 5 min 15 min.
25 min
\ ・
. 55 min 115 min 1005 min 1010 min ︵洛 \S ︲ 。こ 宝 、 、日 卜 2 4 6 8 10 2 4 6 8 10 2 4 6 8 10 Specimen NoFig 15.The relationship between Tmax/A and specimen No.
245 min. ッ、キ ョウは
,完
全 な切 断 が行 われず,ご
くわず か な 破 断 を生 じた。後 述 す る累積切断量 11.8 kgで 刃の 摩耗 による切味 劣化 が認 められなかったことから,この 原因 は粘 質物 の付着・乾燥 によるもの と考 えられる。 以上 の よ うに,回
転 刃は粘 質物 の影響 を著 しく受 けたが,前
述 の固定 刃はその影響 をほ とん ど見 い出 す ことはで きなかった。 この原 因 が どこにあ るの か は,本
実験 の範囲 だ けで は明確 にす るこ とはで きな いが,補
足的 な実験 結 果 な どか ら次 の よ うな理 由 が 考 え られ る。 「)供
試 した固定 刃 は市販 の カ ッター刃で表面 が 滑 らか, したがって粘 質物 の付着 も少 ない。1)金
属 表面 と粘 質物 との化学反応 に遅速 があ り, 回転 刃で それ が速 くな リサ ビを生 じた。す なわち, 含 8 \ 買 ︶ ぃ 出 ︶ く \ 日 辟 12 14 16 Specimen No Fig.16.Tm/A,after the timestart of cutting.
岩 崎 正 美 ・石 原 回転 刃の材質は
S45Cで
あ り,鉄 Feが
イ オ ン化 し てFe++と な り,有
機物 で あ る炭 水化物 や イオウ S を含む蛋 白質 な どと,有
機無機複 合体 を形 成 し,回
転 刃 と粘 質物 とが親和 力4)を増 した。一方,固
定 刃 はSK材
で あ り,焼
入 れお よび防錆油5)の塗布 が施 されて お り,Feの
イオ ン化 の進 行 が極 めて遅 かっ た。 1.22468
Cutting weight(kg)Fig 17 The relationship bet、veen
なおFeのイオ ン化 す なわ ち腐 蝕 の原 因 となるラ ッキ ョウの
pHを
測定 した ところ,pH5,75か
ら20時 間後 には,H5.20へとなった。 また原 子 吸 光 法 によ る遊離鉄 の析 出量 を測 定 した結果,回
転 刃で0.42n19, 固定 刃で0,06m9で あった。)固
定 刃の切llT速度 が 13mmた と遅 い ため,切
断 中 に湿年間状態 となった。′ 1.2 ︵洛 \5 F ︶ 事 言 卜 ︵堆 o\ 日 o ゴ ︶ く \ 言 件
12 14 16
Cutting area A(研 )the weight of、vashed Baker's garlic,Aand Tm/A.
Root side Leaf side Root side Leaf side
Fig.18.Adhesives, roots, and skins attached to the rotary knives.(2)累
積切断量 と切 断 トル ク 次 に累積切 断量 と単位 切llj面積 当た りの平均 トル ク
Tm/Aの
関 係 をFig。
17(a)に
示す。Fig.14,15の
結 果 か ら一般 に切断作業 を中断 して次の切 断始 めは
,大
きな切 断 ト ルクを必要 とす ることが明 らか となったので,試
験 ごとの10球供給の うち後半5球のTm/Aの
平均値 で 示 した。 なおこの場合試作半 自動調 製機 の能率 ・精 度試験 を兼 ねた実験 で あつたので,回転 刃2枚 で相 対 速度 は38 8cm/s(供給速度4,3cm/S,回
転 刃60rpm) で ある。 これ によると, 0∼11.8k9の 切 断量 の範囲 では,回
転 刃の切断部へ の粘 質物 あるいは回転 刃の 摩耗 などの影響 は認 め られず,Tm/Aは
ほぼ0.6/訴 の一定値 をとっている。なお,切
断量5.lk9でTm/A
=0,95k9・ 卸/両 と高 く,7.4k9で Tm/A=0,42k9・
cm/crと 低 い値 となっているのは,Fig。17(b)の
ラ ッキ ョウ切断面積の小 さくなるほど,Tm/Aが
大 き な値 をとるためである。 Fig.18に ■,8kg切断後の回転 刃への付着状態 を示 す。前述のようにラッキ ョウと回転 刃とが直接切断 時 に接触 しない部分 に砂や根 などとともに付着・堆 積 してお り,そ
の付着量は葉側回転 刃に0.839,根
狽」回転 刃に1,439であった。ラッキ ョウ調製作業機械化 に関する基礎的研究 (第2報)
(3)相
対速度 と切断 トルクFig■
9に クリップ速 度 と回転 刃周速度 との相対速度 と,単
位切断面積当 た り最大 トルクTmax/Aお
よび平均 トルクTm/Aの
関係 をクリップ速度別 に5球
の結果の平均値で示 し た。同図 (a),(b)1よ 回転 刃の回転方向別に各図中 す る傾 向 にある。 これは,回
転 刃 と球 との接 触時間 が ク リップ速度 との関係 において決定 され るためで 摩擦抵抗 の影響 が大 きい。 この摩擦 抵抗 は,ク
リッ プで は さま枠た球 の両切断面で回転 刃 と全面接触 し て い るため に大 きくな り,根
および葉 は切 断後 自由 落 下す るため にあま り問題 にな らない と思 われ る。 切断後 の球 と刃面 との接触 によ る摩擦抵抗 を さける ため,若
千 の逃 げ角 を持 たせ るよ う刃形状 を考慮 す べ きと思 われるが,そ
れによって粘 質物 の堆積 を生 じさせ ないよ うに しなければな らない。 以上 の よ うに回転 刃 によ る トル ク測 定 を通 じて, 粘 質物の付着・乾燥 による影響が著 しく,Tmax/Aお
よびTm/Aを
増加 させ た。連 続 切 断 に おいて は, 付着 した粘 質物 の乾燥 が妨 げ られ るため,ほ
とん ど 問題 にな らない と考 え られ る。 しか し,切
断 に とも なって刃 とラッキ ョウの接触す る周辺 に堆積 す るた め これを除去す る必要 がある。 この解決策 は,粘
質 物 が水溶性で あ るこ とか ら水 を含 ませ たスポ ンジ間 に刃 を通過 させ ることな どによって防 げ るもの と考 え られ る。ただ し,サ
ビを生 じ難 い材質,あ
るいは 表面処理 を施 す必要 がある。 なお, ラ ッキ ョウの よ うな比較 的酸性 の強 い植物体 と無機物 で あ る刃 との 接触面 におけ る化学反応 が切 断抵抗 変化 に与 える影 響 につ いての解 明は今後 に残 された課題 で あ る。 ラ ッキ ョウ調製作業の機械化 を前提 と して固定 刃 お よび回転 刃 を供試 して,切
断角 や粘 質物 な どが切 断抵抗 力に与 える影響 につ いて調 べ た。 結果 の概 要 は次 の とお りで あ る。1.固
定 刃1)最
大切断抵抗 力Cmax(kg)1ま
,切
断角 λ(0 ∼60°)の
増 加 に ともなって低 下 し,切
断 面積A=
1.3∼3.2 crでCmax=o.3∼
1.3k9の 範囲にあ る。一 方仕事W(k9。 cm)は
切 断 角 λの増加 によって,国
定 刃 と球 の接触IE離 が長 くなるため増加す る。2)ラ
ッキ ョウの両端 をクリップで固定 した条件 下で の単位 面積 当た りの摩擦抵抗 力は,ほ
ぼ 0.07-0.20kg/cドで あった。3)切
断部位 別 にみ た単位切断面積 当 た りの最大 切 断抵抗 力Cmax/Aお
よび仕事W/Aは
,根側<肥
(a) ch,ve10city(ca1/o ●●:2.8 BB: 6.9 お▲:11.3﹁
=
T 一 A _P___。____L―
―ELi―
°と= 二二
L乙/多
下
す
ロ
1.6 落さ
1.2く
ゞ
0.8 く 許日 0.4 40 60 80 Relative speed(cm/s) 0 20 40 60 80 100 120 Relative speed(cm/s)Fig.19.The relationship between Tma潔 /A,
Tm/A and relative speed.
にクリップの進行方向 との関係で図示 した。同図か ら布目女寸速度のユ曽加 にともなって
Tmax/A,Tm/A
と も増加する傾向にあり,特
に (b)に おいて顕著であ る。 またクリップ速度別にみた場合,ク
リップ速度 が増加するにしたがってTmax/A,Tm/Aと
も低下 要 摘 ︵も 音 ▼ ゼ < \ 習 て \ 晉 F T m a x 一A (b) Clip Velocity(cln/s) 伽 一 A亨
一 ″。 ´ ´ 畑 心岩 崎 正 美 ・石 原 昂
1
大部<葉
側 の順 に増加 す る。 そ して,付
着 した粘 質化 に関 す る基礎 的研究 (第1報).
1
物 が乾燥 して も,Cmax/Aお
よびW/Aに
ほ とん ど砂丘 研究所報告
.
第19号.p.51-59
1
影響 をお よぼ さなかった。2.岩
崎正美 ・石原 昂 :ラ ッキ ョウ調製 機 に関す1 2.回
転 刃る研究 (第2報
),農
業機械 学会誌,4Ц3】1 1)刃
に付着 した粘 質物 が乾燥 す れば,単
位切断1979,p.435-442.
1
面積 当た りの平均 トル クおよび最大 トル クは,ラ
ッ3.江
崎春雄 :刈 取機 の設計要素 に関す る実験 的並 キ ョウ と刃の摩擦抵抗 の影響 によって増加す るが,
に理 論的研究.関
東東 山農 業試験場 研究報告.1
繰 り返 し連 続 して切断す ることによって再 び湿潤状12.1959.p.168-170.
1
態 になれ ば,粘
質物 の影響 はほ とん どなくなる。4.化
学大辞 典編集委 員会編 :化 幸大辞 典2.共
立2)Tm/A ID‐よび
Tmax/Aは ,回
転 刃の周速度出版
.1963.p.306.
が一定で あれば, クリップ速度 が増加す るにともな