■9 群(電子材料・デバイス)- インターコネクション・実装技術
1 章 パッケージレベルインターコネクション技術
■インターコネクション・実装技術 - 1 章
1-1 半導体パッケージ用サブストレート
(執筆者:苅谷 隆)[2009 年 8 月 受領] 1-1-1 概説 LSI の高性能化に伴う高密度,微細化が進む一方,人と機器のインタフェースであるマ ザーボードのサイズは一定の大きさが必要になる.半導体パッケージ用サブストレートは, 半導体素子とマザーボードとの接続に用いられ,構成する材料からは樹脂基板とセラミック 基板に分類され,樹脂基板はその構造からリジッド構造基板,ビルドアップ構造基板,テー プ構造基板に分類される. 半導体パッケージ用サブストレートはI/O 端子が多い半導体デバイスが直接搭載されるた め,接続信頼性の観点で,セラミック構造のサブストレートが採用されていたが,1990 年代 には,半導体デバイスの高機能化で電気特性やコストの観点で,徐々に有機樹脂を用いたサ ブストレートの使用が進んでいる. 以下に,それぞれの構造におけるサブストレートを使用する場合に考慮する観点を,製造 方法と共に述べる. 1-1-2 有機樹脂のリジッド(Organic Rigid)構造 リジッド構造サブストレートは,ガラスクロスを補強材としエポキシ樹脂や変性ポリイミ ドなどを複合させた基材をベースにしたサブストレートである. 銅張積層板 穴明 パネル銅めっき セミアディティブ法 レジスト レジスト エッチング パターン銅めっき エッチング 積層 穴明 パネル銅めっき セミアディティブ法 レジスト レジスト エッチング パターン銅めっき エッチング ソルダーマスク 端子めっき 外形加工 サブストレート サブトラクティブ法 サブトラクティブ法 図 1・1 リジッド構造のプロセスフローリジッド構造サブストレートの主な製造方法を図 1・1 に示す.製造方法は導体の形成方法 により分類され,全体めっき(パネル銅めっき)と導体になる部分以外を除去(エッチング) して配線を形成するサブトラクティブ法と,全体めっき(パネル銅めっき)と配線部のみの めっき(パターン銅めっき)を併用したセミアディティブ法が主に用いられる. 一般的に,後述するビルドアップ構造と比較して,低コストが重視される製品に用いられ る構造であり,製造プロセスはより安価なサブトラクティブ法を用いた製造方法がとられる. リジッド構造は現在2 層構造が主流であり,続いて 4 層構造となっている. (1) 基 材 リジッド構造サブストレートは薄く,小型であることが要求される.また,LSI の高機能 化に伴い,基材の選択も重要な要素となる.基材の主な特性で考慮する点を下記に述べる. (a) ガラス転移温度 鉛フリーはんだへの対応として高 Tg(ガラス転移温度)の基材も使用されるようになって いる. 基材の耐熱性向上が望まれているが,材料コスト,加工性,汎用性等の面から現在は高耐 熱性エポキシ樹脂が主流となっている. (b) 誘電率・誘電正接 高速伝送特性が強く求められる分野では高速信号伝送への対応として,一般的に低誘電・ 低誘電正接の基材を選択する方法がとられる.しかし,リジッド構造サブストレートはスル ーホールが主要な層間接続方法となる場合が多く,多層構造のスルーホールはスタブとして 作用するため,低誘電特性の基材を選択してもこのスタブが反射の原因となり,十分に低誘 電基材の特性をいかすことができなくなる.そのため,電気特性設計にはビルドアップ構造 の検討や,材料のコストも含めた材料選択が必要になる. (c) 熱膨張係数 半導体の高集積化に伴い,チップサイズの大型・薄型化が進んでいるため,接続密度の増 加により端子面積が微小化し,1 端子当たりの接続強度が低くなる傾向にある.そのため, チップとサブストレートの熱膨張係数整合性が,接続信頼性確保のためにより重要になる. サブストレートのベース材料のX-Y 軸方向では,ガラスクロスが補強材として作用してい るため,ガラスクロスの材料を選定することでチップとの熱膨張係数の整合がとられる(図 1・2). 図 1・2 基材構成のガラスクロスと樹脂
ガラスクロス
(X軸方向)
樹脂
X-Y軸方向
ガラスクロス
(Y軸方向)
Z軸方向
フィラー
半導体の高集積化やチップとサブストレートの接続密度の増加により,サブストレートの 配線もより微細配線化が進むが,このサブストレートの微細配線化を進めるには,導体(配 線)の厚みを薄くすることが一般に行われる.サブストレートの外層,内層の各層に配線さ れた導体間を接続する穴(ビア)は,主にめっきのみで施されるために,微細配線化ととも にそのめっき厚が薄くなる.この外層,内層の各層間接続信頼性を確保するには,基材の厚 さ方向(Z 軸)の熱膨張率も重要であり,めっき銅の熱膨張係数との整合も必要となる. Z 軸方向の低熱膨張化は,Z 軸方向(厚み方向)には補強材としてのガラスクロスの補強 が無く,ガラスクロス間に充填される樹脂量に影響される.樹脂量を少なくすることでZ 軸 方向の低熱膨張化が図られる.樹脂量を少なくする方法として,基材中の樹脂部分をできる だけ少なくするために絶縁体としてのシリカなどのフィラーを充填する方法が一般的に持い られる.しかし,樹脂より硬いフィラーを増やすと,穴明けに用いられる機械式ドリルの磨 耗が早くなり,穴明けの加工性とはトレードオフの関係になるため,フィラーの高充填化に よる低熱膨張係数化には限界がある. サブストレートが薄型になると,実装時にチップと基材の間の熱膨張率差により生じる基 材の反りが拡大する.基材や,ソルダーマスク材の選定とともに,配線の形状,配線の面積 (残銅率)や,表裏配線のバランスの考慮,さらにチップ実装や,モールド樹脂材料や条件 も合わせて反りに対応する必要があるが,技術的課題は多い. (2) 製造技術 電子機器の小型化,半導体パッケージの高機能化に伴いサブストレートは微細配線形成が 必要となり,薄型化も必要となる.細線化,薄型化の伴うサブストレートの製造における技 術について以下に述べる. (a) 穴明け リジッド構造サブストレートは,スルーホールが主要な層間接続方法となる場合が多く, 機械式ドリルが主に用いられる.層間を接続する穴は,ランドと呼ばれるパッドを介して配 線される.高密度配線を実現するために配線は細線化され,ランド径も小さくする必要があ 図 1・3 回路及び穴形状 アニュラーリング幅 導体幅 ビア径 ランド径 導体間隙
る.ランド径を小さくするすると層間接続信頼性を確保するために,穴径も小さくなる.穴 径は穴の加工のしやすさからサブストレートの厚さに依存するが,薄いサブストレートが望 まれているため,ドリル径は0.1 mm ~ 0.2 mm が主流になっている.穴の小径化は今後さ らに進展するが,層間接続信頼性を確保するためにランド径とビア(スルーホール)径の差 (アニュラーリング幅)を確保する必要がある.アニュラーリング幅が少なくなるほど,サ ブストレート製造段階での,ビアと配線の合わせ精度を向上させる必要があるため,製造の コストアップにつながる(図 1・3). 現在の機械式ドリルに対し,レーザ加工の位置合わせ精度は機械式ドリルに比べて有利で あり,小さなビア径の効果と相まって,機械式ドリル加工と比べ微細ピッチを実現できる. 貫通穴は加工寸法とコストを鑑み,レーザ加工か機械式ドリル加工かを適宜選択する必要が ある. (b) 銅めっき 銅めっきは,全体に施すめっき(パネルめっき)により貫通穴に導通をとるめっきと,セ ミアディティブのように貫通穴を含め,必要な部分のみに施すめっきがある.めっき厚は基 材と銅の熱膨張率の差による,バレルクラックなどを防ぐため,15 μm ~ 25 μm のめっきが 必要であるが,サブストレートの仕上がり厚さが比較的の薄い場合は,めっき厚さが薄くて も信頼性が確保できる.銅めっき厚みを薄くすることにより,配線の微細化と薄型化が期待 される.ただし,穴の小径化でめっき被膜の均一形成が難しくなり,バレルクラック発生な どによる歩留まり低下に注意する必要がある. (c) パターン形成 導体形成方法は,サブトラクティブ法,セミアディティブ法のほかに,無電解めっきのみ で形成するフルアディティブ法などがあり,所望の導体厚さ,寸法精度,コストによりそれ ぞれのプロセスまたはそれぞれを変則に組み合わせる方法などを選択している. リジッドサブストレートでは,コスト抑制のためサブトラクティブ法が主流であるが,微 細導体形成が必要な製品には,銅箔シード層を用いたセミアディティブ法が主流になる. リジッド構造サブストレートでは層間接続をスルーホールで行うため,サブストラクティ ブ法ではスルーホールめっきにより,最表面の導体厚さは銅箔より厚くなる.この厚みが回 路形成精度(導体幅・間隙・公差)に影響する.最小導体幅,最小導体間隙,導体幅公差は, 微細配線化の進展にともない要求が厳しくなっている. 導体幅公差は,インピーダンス精度向上に関わる重要な項目である.サブストレートの薄 型化にともない,層間厚さのばらつきの影響が大きくなるため,積層プレス製造工程の加工 厚み精度向上に加え,導体厚さや基材厚さの均一性向上が必要になる. (d) ソルダーマスク リジッドサブストレートの薄型化要求に伴い,基材の薄型化と合わせてソルダーマスクに も薄膜化が求められる.一方,半導体デバイスがこのソルダーマスクの上に搭載される場合 が多いため,高い平坦性が要求され,厚み制御技術も重要となる. (e) 端子めっき 半導体デバイスと接続する方法として現在では主に,ワイヤボンディング,フリップチッ プボンディングの方法がとられている.ワイヤボンディング接続では,サブストレートの端 子は通常,Au ワイヤボンディング用として NiAu めっきがほどこされ,フリップチップ接続
ではNiAu めっき,はんだめっき,有機防錆処理の方法がとられる. マザーボードとの接続ははんだボール接続の場合が多く,サブストレートの表面処理は, 主にNiAu めっき,有機防錆処理の方法がとられる. ワイヤボンディング仕様のサブストレートでは,半導体との接続にはNiAu の表面処理が 施されるが,マザーボードとの接続には,はんだボールの場合,NiAu めっきあるいは有機防 錆処理が施される.このように,表面処理の選択により表裏異なる処理が必要になる.ワイ ヤボンディングでは,基板端子のNiAu めっきの Ni 厚は厚いほど接続信頼性が高く,はんだ 接合ではNi とはんだの合金によるクラック防止のため,薄いほど接続信頼性が高い.この対 応として現在いろいろなめっきが提案されている. 1-1-3 ビルドアップ(Buildup)構造 ビルドアップ構造サブストレートは,コア層にリジッド構造サブストレートと同様にガラ スクロスをベースとした基材を用い,ビルドアップ層を逐次積層して多層配線板を形成した サブストレートである. ビルドアップ構造サブストレートの主な特徴は,高密度対応の製造法としてレーザ法やフ ォトリソ法を用いて,①150 μm 以下の微小ビアが容易に形成できる.②絶縁樹脂への直接め っきにより導体厚が薄く,エッチング精度が向上するため,100 μm 以下のファイン回路が容 易に形成できることがあげられる. ベース材 露光 ・現像 レイアップ 積層プレス レイアップ・プレス レーザー穴明 めっき ~穴埋め 銅めっき 外層回路形成 ソルダーマスク形成 端子めっき 穴明け 図 1・4 ビルドアップ構造のプロセスフロー
従来のコア(リジッド構造)をもつビルドアップ構造サブストレートが進化した,全層ビ ルドアップ構造(コアレスビルドアップ)は配線密度の向上,小型,薄型,軽量化などに対 応するためにサブストレートメーカ各社が,それぞれ独自のコンセプトで開発を進めている. ビルドアプ構造サブストレートの主な製造プロセスを図 1・4 に示す. リジッド構造サブストレートに対して,ビルドアプ構造の特異点について以下に述べる. (1) 基 材 ビルドアップ層の層間材料には,コア(リジッド構造)と同じガラス繊維などの補強材を 含む材料と,ビルドアップ層の材料内にガラス繊維などの補強材を含まない熱硬化性樹脂の 材料を使用する場合がある.補強材を含まない材料では,ほとんどがビルドアップ層の特性 改善のため,無機フィラーを樹脂中に分散した材料が使用されている. LSI の高機能化により,高速信号処理を必要とするエリアアレイフリップチップ実装が増 加し,材料の誘電特性は重要な特性に位置づけされる. (a) 熱膨張係数 実装チップへのストレスや異種材料間(ビルドアップ層材料,銅めっき,コア層材料,ソ ルダーマスク材料など)のストレス低減のために,それぞれの材料の熱膨張係数の材料を考 慮する必要がある.これは構造や寸法,緩衝材,破壊応力の向上なども含めて,総合的に解 決することが重要である.補強材がある場合はガラスクロス材を用いたものが一般的であり, そのためX-Y 方向と Z 方向で異なった数値となるが,さらに熱膨張率を下げるために,無機 フィラーも混合されている. (2) 製造技術 (a) 穴埋め ビルドアップ構造サブストレートのなかで高機能パッケージに使用されるものには,サブ ストレートの厚みが比較的厚く,層間材やソルダーマスクのみでスルーホールを樹脂で充填 することができないため,スルーホール内を樹脂等で充填させる必要がある. (b) 穴明け ビルドアップ構造サブストレートの層間接続にはレーザによる穴明けが多く用いられ, レーザ穴明け加工は,機械式ドリルよりも小径加工が可能である.一般的に,炭酸ガスレー ザ(CO2 Laser)光が使用されているが,マイクロビア径が 75 μm 以下に微細化すると,炭酸 ガスレーザより波長の短いUV-YAG レーザ(Ultra Violet-Yttrium Aluminum Garnet Laser)を 用いた方法が主流になる.さらにエキシマレーザも候補のひとつであるが,レーザ発振装置 の低コスト化が必要である. 微細径のビアでは,信頼性確保のために形状が重要視されており,レーザ穴明けに適した 基材の選択,開発が必要である. ランド径も小径化しているが,レーザ加工の位置合わせ精度は機械式ドリルに比べて有利 であり,小さなビア径の効果と相まって,機械式ドリル加工と比べ微細ピッチを実現できる. (c) 銅めっき ビルドアップ層上の導体厚さは,電解銅めっきの下地が銅箔の場合と無電解銅めっきの場 合があり,無電解銅めっきは導体厚さを薄くできるため,仕上がり配線精度,ばらつきは有
利となる. (d) パターン形成 導体形成方法は,サブトラクティブ法,パネルめっきとパターンめっきを併用したセミア ディティブ法,更にパネルめっきの代わりに,薄膜銅箔をエッチングで薄膜化してシード層 に利用するセミアディティブ法,無電解めっきのみで形成するフルアディティブ法などがあ り,所望の導体厚さや寸法精度やコストによりプロセスを選択する.ビルドアップサブスト レートでは,よりファイン化に対応するため,セミアディティブ法が主流になっている. 1-1-4 テープ(Tape)構造 テープ構造サブストレートは,補強材としてのガラスクロスなどを含まないポリイミド樹 脂をベースにした基材を用いたサブストレートである.リジッド構造,ビルドアップ構造の サブストレートに比べて実装密度は一般的に低いが,薄型化が可能なためI/O 数が比較的低 く取付け高さを低くするパッケージに採用されている. テープ構造サブストレートは,電子機器の小型・薄型化や半導体チップの狭ピッチ・多ピ ン化に対応し,FBGA(Fine-pitch Ball Grid Array)/CSP(Chip Size Package)や MCP(Multi Chip Package)及び BGA 用などのサブストレートに使用されている.テープ構造サブストレ ートは,リジッド構造サブストレートと比較して比較的容易に微細化できる.しかし,リジ ッド構造サブストレートの薄型化や微細化技術の急速な向上とコストダウンが進み,半導体 チップの組立性などの要因により,テープ構造サブストレートの用途がFBGA/CSP 向けに 限定されてきている.テープ構造サブストレートの主な製造プロセスを図 1・5 に示す.
高耐熱接着剤塗布
穴明け
レジスト
・エッチング
銅箔プレス
金めっき
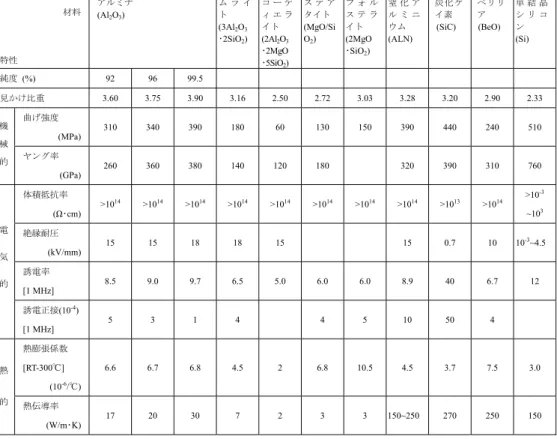
図 1・5 テープ構造のプロセスフロー テープ構造サブストレートでは,導体層が1 層の片面テープ構造サブストレートが主流で ある.近年では,SiP/MCP 用途や一部のシングルチップ用パッケージに導体層が 2 層の両 面テープ構造サブストレートが使用されているが,コストと性能の比較でリジッド構造サブストレートとの差別化が難しく普及が進んでいない. CSP/FBGA に使用される片面テープ構造サブストレートでは,ボード実装用はんだボー ルの脱落防止対策として,銅めっきでビアを埋めする仕様が増えている. (1) 基 材 テープ構造サブストレートの基材にはポリイミドが使用されている.電気特性の向上など を目的にポリイミド以外の材料を使用したサブストレートの開発も行われている. (2) 製造プロセス テープ構造サブストレートは,一般に基材に補強材を含まないため,レーザ穴加工が容易 である.パンチング穴径はレーザ穴径に比べ製造コストが安価であるが,パンチングダイの 改良とパンチング機械の精度向上による最小穴径の微細化と加工時のダレ防止が課題である. 1-1-5 セラミックス(Ceramics)構造 セラミックパッケージは,セラミックスの特徴である高気密性,高耐熱性,寸法安定性な どを生かした高信頼性が要求される用途に用いられる. (1) 基 材 LSI パッケージ用の基板に用いられるセラミック材料は,大半がアルミナ(AL2O3)である が,特に放熱性を要するものは窒化アルミニウム(AlN)や炭化ケイ素(SiC)が適用される. 各材料の性質4) を表 1・1 に示す. セラミック材料は他の有機材料に比べ誘電正接でおよそ1 桁小さな値になっており,高温 焼成セラミックス(HTCC:High Temperature Co-fired Ceramics)と低温焼成セラミックス (LTCC:Low Temperature Co-fired Ceramics)にわかれる.一般的に,HTCC に比べ LTCC は 誘電率が低い. また,吸湿や温度に対する誘電率・誘電正接の安定性が高く,周波数依存性が低く,高周 波帯域での安定性も高いといった特徴をいかして高速デジタル市場に適した材料といえる. (2) 製造プロセス セラミック基板の製造プロセスは,①粉末調整,②成型,③焼成の三つの工程からなる. バインダ(樹脂)とセラミックス粉末をシート状に成形したグリーンシートと呼ばれる テープが絶縁層の役割を果たしている. セラミック基板は,焼成時に収縮しその収縮率がばらつき,寸法誤差につながる.高精度 化のためには,その収縮誤差をより厳格にコントロールしなければならない. 導体材料に導電性ペーストを採用するため,細線化に従い導体抵抗が高くなることが懸念 される. 穴加工は通常,極小径ピンを立てた治具により一括でテープ(グリーンシート)をパンチ ングして穴加工する手法をとる.
表 1・1 セラミック基板の組成と特性 材料 特性 アルミナ (Al2O3) ム ラ イ ト (3Al2O3 ・2SiO2) コ ー デ ィ エ ラ イト (2Al2O3 ・2MgO ・5SiO2) ス テ ア タイト (MgO/Si O2) フ ォ ル ス テ ラ イト (2MgO ・SiO2) 窒 化 ア ル ミ ニ ウム (ALN) 炭化ケ イ素 (SiC) ベリリ ア (BeO) 単 結 晶 シ リ コ ン (Si) 純度 (%) 92 96 99.5 見かけ比重 3.60 3.75 3.90 3.16 2.50 2.72 3.03 3.28 3.20 2.90 2.33 機 械 的 曲げ強度 (MPa) 310 340 390 180 60 130 150 390 440 240 510 ヤング率 (GPa) 260 360 380 140 120 180 320 390 310 760 電 気 的 体積抵抗率 (Ω・cm) >10 14 >1014 >1014 >1014 >1014 >1014 >1014 >1014 >1013 >1014 >10 -3 ~103 絶縁耐圧 (kV/mm) 15 15 18 18 15 15 0.7 10 10 -3~4.5 誘電率 [1 MHz] 8.5 9.0 9.7 6.5 5.0 6.0 6.0 8.9 40 6.7 12 誘電正接(10-4) [1 MHz] 5 3 1 4 4 5 10 50 4 熱 的 熱膨張係数 [RT-300℃] (10-6/℃) 6.6 6.7 6.8 4.5 2 6.8 10.5 4.5 3.7 7.5 3.0 熱伝導率 (W/m・K) 17 20 30 7 2 3 3 150~250 270 250 150 ■参考文献 1) “2009 年度版 日本実装技術ロードマップ プリント配線板技術編,” (社)電子情報技術産業協会. 2) 西 邦彦他, “CSP/MCM 実装テクノロジー,” サイエンスフォーラム, 1999. 3) NPO サーキットネットワーク 編著, “プリント板と実装技術,” 日刊工業新聞社, 2005. 4) ハイブリッドマイクロエレクトロニクス協会 編, “エレクトロニクス実装技術基礎講座 第 2 巻 実装 基板,” 工業調査会, p.126, 1995.
■インターコネクション・実装技術 - 1 章
1-2 チップとパッケージの基本的接続
(執筆者:片桐光昭)[2010 年 3 月 受領] 1-2-1 解説 チップとパッケージの主要な接続方法は, 1.ワイヤボンディング 2.フリップチップボンディング 3.TAB(Tape Automated Bonding)の三つに分類され,それぞれ,チップ側の電極とパッケージ基板側の電極とを接合する技術 である.本節では,各接続方法におけるインターコネクションの観点での技術を述べる. チップとパッケージを接続する部分は形状的には小さなものであるが,微小な間隔での接 続であり,微細な金属での接続形態であることが多いため,構造を考慮した電気特性的な設 計時には,その容量よりもインダクタンスや抵抗が主要な課題となる. 1-2-2 ワイヤボンディング ワイヤボンディング技術は,古くから半導体パッケージの分野で使われ,現在も主流の接 続形態である.接合方法も,超音波,熱圧着などのエネルギーの加え方のほか,ワイヤを保 持するキャピラリの使い方による,ネイルヘッド方式やウェッジ方式などの違いがあるが, 電気的なインターコネクションの観点では,材料と形状が最も大きな影響をもつ. ワイヤボンディングに使われる材料としては,金(Au)が主流ではあるが,アルミ(Al) のほか,銅(Cu),銀(Ag)といった材質や,これらの合金が使われることもある(チップ 側のパッドメタル種類やコストのほか,生産性や信頼性の観点で選択される). 一般的な半導体では,ワイヤの直径は18~30 μm 程度が主流(図 1・6 参照)だが,パワー 系の半導体ではより太いものも使われている. 図 1・6 Au ワイヤによるボンディング ワイヤの自己インダクタンスは,ワイヤ径にも若干依存するが,ほぼ長さに比例すると考 えてよく,1 nH/mm という概略値が,初期の設計によく用いられる.
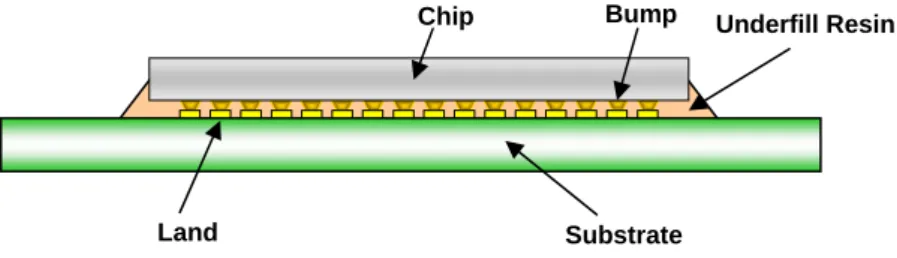
ワイヤによく用いられる材質の導電率(抵抗)は, 金(Au): 4.1E + 7 [S/m] (2.3[μΩ・cm]) アルミ(Al): 3.55E + 7 [S/m] (2.7[μΩ・cm]) 銅(Cu): 5.8E + 7 [S/m] (1.7[μΩ・cm]) であり,例えば,典型的な金(Au)ワイヤが直径 25 umφのとき,直流抵抗は約 50 mΩ/mm となる. ただし,実際の導体中の高周波電流は,導体の断面を一様には流れず,導体表面に集中し て流れる(導体中に流れる電流によって発生する磁界が電流分布に影響を与え,導体表面の 薄い領域に電流が流れるように作用し,電流の再分布が起きることに起因する)ため,導体 の抵抗は増加する(図 1・7 参照).これを表皮効果という. Au wire モデル(φ=25μm,σ=4.1 x107S/m) 電流密度分布 (f=200MHz) ⇒ 表皮深さ δ=0.0056 mm Au wire モデル(φ=25μm,σ=4.1 x107S/m) 電流密度分布 (f=200MHz) ⇒ 表皮深さ δ=0.0056 mm 図 1・7 Au ワイヤにおける表皮効果(2 次元電磁場解析による電流分布図) 金ワイヤの直径が25 umφで,周波数が 200 MHz のとき,抵抗は倍の約 100 mΩ/mm となる. この増加分を考慮した抵抗を簡単な近似を用いて, R(f) = RDC + RAC, RAC = Rs * f ( f:周波数,RDC:直流抵抗,RAC:高周波抵抗,Rs:比例係数) と表すことが多い. 1-2-3 フリップチップボンディング フリップチップボンディングは,チップの電極とパッケージ基板上の電極を向かいあわせ にバンプ(突起)を介して接続する技術である(図 1・8 参照).このため,ワイヤボンディン グ方式やTAB 方式の接続に比べて最も接続長が短くなる特徴がある.
Land Substrate
Chip Bump Underfill Resin
図 1・8 典型的なフリップチップ接続構造 フリップチップボンディングは,はんだバンプや金バンプなどを用いた金属接合方式のほ か,有機材料を用いた接合である,導電性樹脂接合や,異方性導電部材接合などの接着接合 方式もあり,近年,多くの接合方式が開発されてきている. フリップチップボンディング技術では,バンプ形成とバンプの接合方法が重要であり,バ ンプの材料,形状,高さは,接合方式により異なる(図 1・9 参照). Au+はんだ Chip Sub はんだ Au+導電粒子 Chip Sub 異方性導電Film or 異方性導電ペースト Auめっき Au+Au Chip Sub Auめっき 接続構造 Au+導電性樹脂 Chip Sub Auめっき Agペースト Sub はんだバンプ接合 Chip Sub はんだ 構造例 Au+はんだ Chip Sub はんだ Au+導電粒子 Chip Sub 異方性導電Film or 異方性導電ペースト Auめっき Au+Au Chip Sub Auめっき 接続構造 Au+導電性樹脂 Chip Sub Auめっき Agペースト Sub はんだバンプ接合 Chip Sub はんだ 構造例 図 1・9 各種フリップチップ接続方式 フリップチップボンディングにおいては,接続部の構造が微小なため,電気的特性を検討 する際は,接続部の特性以上に,チップ側電極の機能的な並び(信号/GND 比率など)や, 接続部までのパッケージ基板上の引き出し配線パターンが大きな特性上の要因となり得る. 1-2-4 TAB(Tape Automated Bonding)
TAB は,絶縁性のフィルム上に形成された銅箔の回路パターンリード先端部で,チップの 電極と接合する技術である.多くの場合,リード先端部とチップの電極との間にバンプ(金 属突起)を介した接合となっている.フィルムの材質は,ポリイミドが主流だが,ガラスエ ポキシ,BT レジン,ポリエステルといった種類もある. TAB 技術は,フィルムを自由に折り曲げることができるという特質のほか,多くの実装方 式の中でも,ファインピッチ接合の実現に最も適しているという大きな特徴をもつ.
ILB(Inner Lead Bonding)と呼ばれるプロセスでは,フィルムテープのデバイスホールか ら突き出したインナーリードとチップ電極をボンディングツールを用いて接合する(図 1・10 参照).この時のインナーリードを区別してフライングリードと呼ぶこともある.また,デバ イスホールの無い構造のTAB では,よりファインなピッチ化も可能となり(図 1・11 参照),
COF(Chip on Film)とも呼ばれる. このような構造的特徴をもつTAB 技術においては,前節のフリップチップ接続構造と同様, 接続部が微小なため,電気的特性を検討する際は,接続部の特性以上に,チップ側電極の機 能的な並び(信号/GND 比率など)や,接続部までのパッケージ基板上の引き出し配線パ ターンが大きな特性上の要因となり得る. Tape Substrate Chip Bump Inner Lead Solder Resist
Mold Resin Tape Substrate
Chip Bump Inner Lead Solder Resist Mold Resin 図 1・10 デバイスホール有りの TAB 構造 Tape Substrate Chip Bump Inner Lead Solder Resist
Underfill Resin Tape Substrate
Chip Bump Inner Lead Solder Resist Underfill Resin 図 1・11 デバイスホール無しの TAB 構造 ■参考文献 1) “ハワード・ジョンソン 高速信号ボードの設計-基礎編-,” 第 2 章.
■インターコネクション・実装技術 - 1 章
1-3 部品内蔵パッケージ
(執筆者:佐藤光孝)[2009 年 10 月 受領] 通常の半導体パッケージは,半導体チップのみをパッケージングすることが多かったが, 特性面や,モジュール,機器セットの小型化薄型化の要求にこたえるため,部品を内蔵した パッケージが開発され,製品化されている. 特性面から考えると,高速化・低ノイズ化の要求がある.部品を内蔵させることで特性を コントロールした製品を供給することが可能となる. 実装面積としては,これまでモジュール側で搭載していた部品をパッケージ内に取り込む ことで,パッケージ面積は大きくなるもののモジュール面積を減らすことになり付加価値を 付与した製品となる.また,機器メーカーの部品点数が減るという利点もある. 更なる小型化のために,これまでは配線のスペースであったパッケージ基板内に部品(半 導体チップなど)を埋め込むことで小型化薄型化を実施し,更なる高密度実装を行っていく 方向である. (1) パッケージ内蔵タイプ(BGA,LGA) パッケージ基板上に SMT 技術で部品搭載したものに半導体チップを混載する.このとき のチップ接続はフリップチップ(図 1・12),ワイヤボンディング(図 1・13)両方可能である. ウエハレベルパッケージを搭載する場合もある. 図 1・12 ワイヤボンディングタイプ 図 1・13 フリップチップタイプ フリップチップタイプでは,モールド樹脂を封止しないものや,ノイズ対策として金属キ ャップなどを取りつける場合もある. (2) 部品(半導体チップ)内蔵した基板を使用するタイプ 基板内に薄膜部品や薄い半導体チップを埋め込んで接続させ,パッケージ基板表面の実装面積を広くし,受動部品を高密度に実装する方向で開発が進んでいる.PoP タイプでは,パ ッケージの薄型化のために,下パッケージの基板内に,半導体チップを内蔵し,上パッケー ジとのギャップレスにすることが可能である. (3) パッケージ基板表面に部品を高密度実装したタイプ(図 1・14) 図 1・14 (4) 下パッケージのパッケージ基板表面にランドを設けた PoP タイプ(図 1・15) 図 1・15 (5) チップ抵抗,チップコンデンサなどのパッシブ部品をパッケージ基板に内蔵したタイプ (図 1・16) 図 1・16 これらのように,部品を内蔵することで省スペース化と高機能化を同時に実現できること から,今後一般的に使用されていくことが予想される.