【情報・生産技術部】
◆ ネットワーク連携ロボット開発環境の構築・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 阿部 顕一(試作加工グループ) ◆ IoTデバイス間の時刻同期に関する研究・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 奥田 誠(システム技術グループ) ◆ 表面処理を施した部材の疲労強度解析・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 斉藤 光弘(デザイン・設計グループ) ◆ 木材乾燥用散水システム構築に向けた基礎的実験・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 中島 岳彦(試作加工グループ) 長尾 達明(システム技術グループ) ◆ レーザ照射によるLMD肉盛層の特性改善・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 福山 遼(試作加工グループ) 中村 紀夫(システム技術グループ) 薩田 寿隆(情報・生産技術部長) ◆ ボールエンドミルによる加工面品位の検討・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 横田 知宏(試作加工グループ) 45 47 49 51 53 55ネットワーク連携ロボット開発環境の構築
阿部 顕一 (情報・生産技術部 試作加工グループ)
1. はじめに 近年のサービスロボットの普及をはじめとして、今後、 多くのロボットが登場し利用されると考えられる。さらに IoT 技術の活用により、ロボットも含め、多くの物がネッ トワークへの接続が必須となりつつある。ネットワークに 接続することで、情報の収集や情報の共有連携、ロボット へのタスク割当てに利用することで、ロボットの高効率の 活用が期待される。 ロボットの活用分野は多岐にわたるが、産業用ロボット をはじめとした専用ハードウェアを主体としたものに対 し、汎用的な機器のみでソフトウェアや総合的なサービス を活用するロボットが増えている。それらの開発の主体は ハードウェアよりもソフトウェアに比重が高く、IoT や AI を利用して、どのようなサービスを提供できるかが重要に なってきている。 神奈川県立産業技術総合研究所では、これまでに、移動 ロボットプラットフォームの設計支援や、移動ロボットに よる遠隔操縦実験のための画像処理研究などを行ってき た。その際、ハードウェアのみの設計であったり、もしく は既存の制御システムを利用するものであったりした。 そこで、今後のロボット開発やIoT を用いたネットワーク 連携技術の研究のための開発環境を整備することを目的 に、開発プラットフォームとしての移動ロボットを構築す ることとした。 2. 実験用移動ロボットの構築 移動ロボットはVSTON 社製メガローバー Ver2.0 を利 用した。移動ロボットは3 点接地の二輪駆動型で、各種の センサーを接合できる。可搬重量 40 kg、最高速度 1.4 m/s、 稼働時間 約 30 時間である。今回、衝突を感知するための バンパーセンサー、周囲の地形を感知するためのレーザー レンジファインダー(以下、LRF と記す)を接合した。図 1 に外観を示す。 ロボット本体に加え、ネットワーク環境として、Wi-Fi ルーターを用いて構築した。ワンフロア以上の活動領域に 対応できるようにメッシュ接続の機能を有している。 3. ソフトウェア環境の構築 移動ロボットには、制御用CPU(ESP-WROOM-32)が 搭載されており、モータ制御や通信制御を行っている。制 御用CPU を操作するために、Windows PC に Arduino IDE を構築し、通信方法の設定や情報を送受信するためのサー バー機能の設定を行えるようにした。動作確認として、 Bluetooth 接続したコントロールパッドでの手動操作と、 Wi-Fi と Web での手動制御を行なえるようにした。図 2 に 操作状況を示す。 次に、移動ロボットに、より複雑な機能を付加できるよ うにするために、Open Source Software である ROS (Robot Operating System)を構築した。ROS はロボット用ソフトウ ェアの開発に有用なツールやライブラリが提供されてお り、多くのロボット開発者に利用されている。移動ロボッ トにはRaspberry Pi 3B が搭載されており ROS を導入する ことは可能だが、より開発が容易と思われるノート型 PC に Ubuntu 16.04(Linux をベースとした Open Source Software OS)を導入し、ROS Kinetic を構築した。移動ロ ボット上にROS を構築したノート型 PC を積載し、図 3 に示すように移動ロボットの制御用CPU と USB ケーブル で接続して、制御・入出力ができるようにした。 今回ROS に導入したモジュールは、以下のとおりであ る。 ・シリアル通信の接続 移動ロボットの制御用CPU と ROS(ノート型 PC)との 接続。 図 1. 移動ロボット 図 2. Bluetooth 接続による手動操作 LRF バンパー センサー バンパー センサー 制御用 CPU Bluetooth 接続 コントローラー・LRF の接続 LRF を ROS から制御するためのドライバおよび取得情 報の可視化モジュール。 ・SLAM(マッピング)の確認 LRF から取得した情報を基にした、地図(地形)データ の作成モジュール。図4 は、移動ロボットを室内で移動さ せ、リアルタイムで地図データを作成している。 図 5 に構築したハードウェアおよびモジュールの構成 図を示す。(破線部は今後増設する。) 4. まとめ ネットワーク連携実験・研究が可能な移動ロボットを構 築した。ロボットシステムを制御するためのソフトウェア を組み込んだ。 現状、Web 等から基本モジュールを流用している段階で あり、独自の開発は今後の課題となる。近々には、遠隔監 視用のカメラの搭載と、SLAM も基にした自動走行を予定 しており、標準的なモジュールの組み合わせだけで、自動 巡回ロボットを実現したい。 今後、種々のサービスロボットやIoT の、実験や開発の プラットフォームとして利用したい。ロボット制御やIoT を始めとしてネットワーク全般に関しての知見が得て、当 該分野における企業支援に活用していく。 図 5. 移動ロボット構成 図 3. ノート PC(ROS)との接続 図 4. SLAM 動作表示 ロボット制御 CPU ノート PC(ROS) リアルタイムで作成される地図 (地形)
IoT デバイス間の時刻同期に関する研究
奥田 誠(情報・生産技術部 システム技術グループ)
1. はじめに 近年、IoT や Industrie 4.0 を背景に、センサなどのデバ イスは増加傾向にあり、振動や音、電力などのセンサデー タを解析することで、装置の故障診断や異常検出などの付 加価値が期待されている。IoT デバイスに接続されたセン サから得られる時系列データに対して、正確な解析を行う ためには、それぞれのデータの時間軸を一致させることが 重要である。時間軸を一致させるには、異なるIoT デバイ スで時刻同期を行えばよく、各IoT デバイスに時刻同期を 行う方法はすでにいくつか存在している。 一つは、IoT デバイスそれぞれに、GPS アンテナを接続 して、GPS 時刻を取得・設定する方法である。これは、実 際に工場内に設置することを考えた場合に現実的ではな い手法である。GPS の電波を受信するために、窓際に設置 する必要があるが、装置が窓近くに設置されているとは限 らず、また大量のIoT デバイスを用いる場合には GPS ア ンテナも同数用意する必要がある。もう一つは、NTP1) (Network Time Protocol)を用いる手法 である。これは、LAN でネットワーク接続されているデ バイスに対して、LAN 経由での時刻同期を可能とし、設 置は簡単であるが、同期精度が数ms ~ 数百 ms であるた め、高時間分解能のデータが必要となる振動や音の解析に は不十分である可能性がある。また、正確な時刻を設定し たい場合には、インターネットに接続する必要がある。 本研究では、工場への設置を想定し、GPS アンテナを 1 個のみ用いたシステム構成で、NTP よりも高精度な時刻同 期技術のPTP2) (Precision Time Protocol,IEEE 1588)で、複数
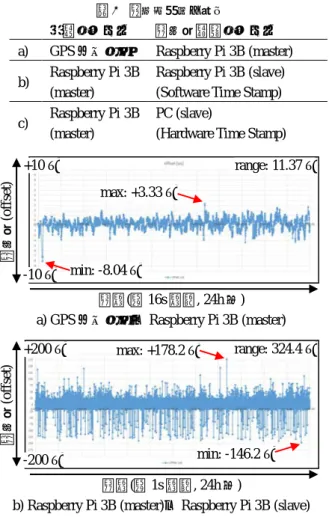
のデバイスに対して時刻同期を行うシステムを試作し、そ の時刻同期の精度を実測した結果について報告する。 2. 実験と結果 2.1 実験構成 図1 に示すシステム構成で実験を行った。同期する時刻 の基になるマスタークロック(他のデバイスへ配信する時 刻)には、Raspberry Pi 3B (master)(以下、マスターとい う)のシステムクロックを用いる。マスタークロックには、 GPS (Global Positioning System) HAT(Hardware Attached on Top)を介して接続した GPS アンテナから取得した正確な 時刻を設定する。時刻同期されるデバイス(以下、スレー ブという)には、タイムスタンプ 3)(以下、TS という) の実装種別により、2 台のデバイスを用いた。TS とは、 日付と時刻を表すデータであり、あるデータに対して追加 することで時刻情報の付与を可能とし、一般的には実装方 法の種類によりハードウェアTS とソフトウェア TS に区 図 1 実験システム構成図 分される。ハードウェアTS の PC (slave)およびソフトウェ アTS の Raspberry Pi 3B (slave)を、スレーブとして用いる。 マスターとスレーブは、イーサネットハブを介して、LAN ケーブルでスター接続している。また、時刻精度向上のた め、GPS HAT 上の GPS 受信機から出力される 1PPS (Pulse Per Second)信号を用いている。1PPS 信号とは、正確に 1s 間隔で、約 100ms のパルス幅で、出力される信号のこと である。時刻同期には、PTP を用いる。これらの機能を実 装するのに使用したソフトウェアパッケージ一覧を表 1 に示す。 2.2 実験方法および結果 時刻同期の精度は、基準となるデバイスの時刻から、あ るデバイスの時刻に対する時刻差(Offset)を取得して、その 最小値と最大値の差(range)を評価した。表 2に示した a), b), c) それぞれのデバイス間に対して、縦軸を時刻差、横軸 を時間(24h 分)としたグラフを図 2 に示す。表 2 a)のデバ 表 1 使用したソフトウェアパッケージ一覧 技術略称 用途 パッケージ名 GPS 正確な時刻を取得, マスタークロックへ の時刻設定 gpsd4), gpsd-client5), python-gps, ntpd 1PPS 時刻精度向上 pps-tools6) PTP 各デバイスへの時刻 同期 Linuxptp7)8) (ptp4l9), phc2sys10)) PC (slave)
(Hardware Time Stamp)
Raspberry Pi 3B (slave) (Software Time Stamp)
Raspberry Pi 3B (master) GPS による時刻設定
GPS アンテナ
イーサネットハブ
イス間では、NTP のステータス情報である loopstats11)ファ イルの内容から、約16s 間隔で 24h 分の時刻差を取得した。 表2 b), c)のデバイス間では、Unix 系 OS のログファイルで あるsyslog ファイルから、約 1s 間隔で 24h 分の時刻差を 取得した。図2 a)については、単純に GPS 時刻とマスター クロック間の時刻差となり、約12μs である。他の IoT デ バイスも同様に、GPS 時刻との時刻差が約 12μs と想定さ れるため、各IoT デバイスにそれぞれ GPS アンテナを接 続するIoT システムにおける時刻同期精度は、これらを加 算した値の約24μs であると考えられる。図 2 b)は、マス ターとソフトウェアTS のスレーブ間の時刻同期精度を表 しており、約325μs である。図 2 c)は、マスターとハード ウェアTS のスレーブ間の時刻同期精度を表しており、約 100μs である。したがって、ソフトウェア TS とハードウ ェアTS の違いにより、時刻同期精度が約 3 倍異なる。数 表 2 時刻差測定の条件 基準デバイス 時刻差測定デバイス a) GPS アンテナ Raspberry Pi 3B (master) b) Raspberry Pi 3B (master) Raspberry Pi 3B (slave) (Software Time Stamp) c) Raspberry Pi 3B
(master)
PC (slave)
(Hardware Time Stamp)
図 2 時刻同期精度の実験結果 ms ~ 数百 ms の時刻同期精度の NTP と比較すると、PTP ではソフトウェアTS で約 3 倍、ハードウェア TS では約 10 倍の精度が得られることが分かった。 3. 考察および今後の展望 ソフトウェアTS およびハードウェア TS で同期精度が 異なる要因について考察した。ソフトウェアTS では、大 半のデータは±50μs 以内にあるが、一部のデータにおい て、時刻差の絶対値が大きくなっているため、CPU が他 の処理を優先している場合があるためと推測できる。一方、 ハードウェアTS では、他の処理に負荷を取られるような ことがないため、24h 分の全データにおいてほとんどバラ つきがなく、±50μs 以内に収まっている。 IoT デバイス間に必要な時刻同期精度は、データ活用の 目的や対象装置の環境によって異なる。例えば、人の不快 度指数を求めるための湿度・温度などのデータでは、1 分 間隔程度での取得で十分であり、時刻同期も NTP で十分 である。しかし、高速に動作する工作機械などに対して設 備の故障診断や異常検出、加工品の良否診断を目的とした 場合、振動や音、電力などのデータを高時間分解能で取得 する必要があることが想定される。この場合、異なるIoT デバイスでデータの時間軸を合わせるために、高精度での 時刻同期が必要となる。 今後、IoT デバイス間の時刻同期の精度の違いにより、 設備の故障診断や加工品の良否診断にどの程度影響を与 えるか調査するため、工作機械に対して振動や音、電力な どのデータを取得するIoT システムを開発し、実データの 解析を試行する予定である。 【参考文献】
1) NTP web site, http://www.ntp.org/
2) IEEE-1588 Standard Ver.2 Tutorial Agilent Technologies 3) Timestamp wiki, https://en.wikipedia.org/wiki/Timestamp 4) gpsd web site, https://gpsd.gitlab.io/gpsd/index.html 5) GPSD Client HOWTO web site,
https://gpsd.gitlab.io/gpsd/client-howto.html 6) Ubuntu 18.04 LTS pps-tools web site,
http://manpages.ubuntu.com/manpages/bionic/man8/pps-to ols.8.html
7) linuxptp web site, http://linuxptp.sourceforge.net/ 8) raspberrypi-ptp web site,
https://github.com/twteamware/raspberrypi-ptp 9) ptp4l を使用した PTP の設定 web site,
https://access.redhat.com/documentation/ja-jp/red_hat_ente rprise_linux/7/html/system_administrators_guide/ch-config uring_ptp_using_ptp4l
10) クロックの同期 (phc2sys) web site,
https://access.redhat.com/documentation/ja-jp/red_hat_ente rprise_linux/7/html/system_administrators_guide/sec-synch ronizing_the_clocks
11) NTP documentation web site,
http://doc.ntp.org/current-stable/monopt.html a) GPS アンテナと Raspberry Pi 3B (master)
b) Raspberry Pi 3B (master)と Raspberry Pi 3B (slave)
c) Raspberry Pi 3B (master)と PC (slave) -10 μs +10 μs -200 μs +200 μs -200 μs +200 μs max: +178.2 μs min: -146.2 μs max: +51.3 μs min: -49.2 μs min: -8.04 μs max: +3.33 μs range: 11.37 μs range: 324.4 μs range: 100.5 μs 時刻差 (o ffs et ) 時刻差 (o ffs et ) 時刻差 (o ffs et ) 時間(約 16s 間隔, 24h 分) 時間(約 1s 間隔, 24h 分) 時間(約 1s 間隔, 24h 分)
表面処理を施した部材の疲労強度解析
斉藤 光弘(情報・生産技術部 デザイン・設計グループ)
1.はじめに
本研究では,有限要素法シミュレーションソフト ANSYS Mechanical Pro の疲労ツール及びプリポスト機能 である“表面コーティング”を使用し,ソリッドモデルの 表面に薄膜層を設定した場合の応力寿命への影響を評価し た.
2.有限要素法シミュレーションソフトについて
当所では,3 次元 CAD(Autodesk Inventor) と ANSYS Mechanical Pro を利用して,3次元モデリング及び静的構 造解析の技術支援を実施している.ANSYS Mechanical Pro は疲労解析や非線形解析(大変形)に対応しており, また 2018 年より実装された“表面コーティング”では, シェル要素の厚さや材料及び物性値を指定することで,ソ リッドモデルの表面にシェル要素を簡単に作成することが 可能となっている. 3.評価の方法 当所の疲労試験機(図1)で実施した 4 点曲げ疲労試験 を例に取り上げ,同一条件で疲労解析を行い,双方の結果 図 1 疲労試験機(インストロン製 8802 型) を比較した.試験の条件は以下の通りである. ・材質 A2017-T351 ・表面処理(3 種類) 処理なし 炭化ケイ素(SiC,厚み 45μm) タングステン(W ,厚み 53μm) ・試験片の寸法 6×20×68mm ・荷重点(圧子)間距離 20mm ・支点間距離 60mm ・支点ピン径 φ10 ・荷重の大きさ 1.7kN 疲労試験結果を図2 に示す.応力振幅は,繰り返し数(設 計寿命)1E+05~1E+07 を通し,処理なしの場合と比較し て,SiC では約 14%,W では約 31%向上している. なおこの試験では,形状,荷重条件,拘束条件がすべて奥 行き方向に対称となっているので,ANSYS Mechanical 図 2 疲労試験結果(疲労強度特性)
Pro での疲労解析は,図 3 のように奥行き方向をカットし た1/2 モデル(幅 10mm)を作成し,その断面を“摩擦 なし支持(対称条件)”として行った(この場合,加える 荷重の大きさ(荷重点 2 つの合計)は半分の 850N とな る).このモデルの,収束計算を行う前のデフォルトの要 素数は33590 であり,要素サイズは 0.5mm と設定した. なお左右方向も条件は対称だが,試験片中央部分の応力等 の結果を正確に評価するため,1/2 モデルを用いた.疲 労解析では支点ピンは剛体とし,試験片と支点ピン及び荷 重を加える圧子の接触条件は共に“摩擦なし接触”とし, 圧子については、上下方向以外には動かないよう,左右方 向の拘束を付加した.解析結果の評価は,試験片と支点ピ ン及び圧子の接触部分の影響を考慮し,試験片下面の,支 点ピンとの接触部分を除いた中央部について行った. 図 3 構造解析条件 4 結果および考察
ANSYS Mechanical Pro では,疲労解析結果として疲労 感度(荷重履歴-サイクル線図)が得られる.この結果を 図2 と比較するため,疲労強度特性(繰り返し数-応力振 幅線図)に変換したのが図 4 である. この図より,応力 振幅は処理なしの場合と比較して,SiC では約 28%,W では約 32%向上しているが,疲労試験の結果と比較する と,処理なしとW では約 30%,SiC では約 45%上回って いる.疲労試験結果との差の原因としては,試験片と支点 ピン及び圧子の接触条件,A2017-T351 の物性値として使 用したS-N 曲線(交番応力-繰り返し数)や,疲労強度 係数等の疲労解析のパラメーターが適切でない事などが考 えられる. 図 4 疲労解析結果(疲労強度特性) 5 おわりに 表面処理を施したソリッドモデルの疲労解析を行い,表 面処理の有無や処理の違いによる効果を確認することが出 来た.ただし,疲労試験結果との差については,疲労解析 のパラメーターの検証及び見直しを行うと共に,他の材料 で実施した疲労試験についても同様の検証を行い,精度を 高めていく必要がある.今後は疲労試験とも連携し,依頼 試験や受託研究など,企業支援への対応を可能とする. 【参考文献】 1.線延飛,都井裕,日本シミュレーション学会論文誌, Vol.9,No.3,pp.39-45,(2017). 2.加賀谷忠治,加藤政則,江上登,「材料」第 31 巻 第 343 号,pp.364-369,(1982). 3.殿塚易行,斉藤光弘,“4 点曲げ疲労試験方法におけ る試験片形状の影響”,神奈川県産業技術センター研 究報告,No.19/2013 4.殿塚易行,“4 点曲げによる「簡易的な疲労強度評価 法”,神奈川県産業技術センター研究報告, No.15/2009
木材乾燥用散水システム構築に向けた基礎的実験
中島
岳彦(情報・生産技術部 試作加工グループ)
長尾
達明(情報・生産技術部 システム技術グループ)
1. はじめに 木材に積極的に熱を加えない天然乾燥では、外気にさら される表面ほど乾燥が進み収縮するが、中心部ではほとん ど水分が動かず収縮はしない。このアンバランスな状態が 続くと、収縮した表面が引張り応力に耐えられず割れる。 この木材表面の引張りひずみが測定できれば、割れの予測 につながると考えた。 割れを軽減するには、表面に散水して含水率を上昇させ、 過乾燥による割れを緩和する方法がある。昨年度の研究1) では塗装の影響により、乾燥速度が落ちることが観察され た。散水システムとして遠隔操作が可能なRaspberry Pi を 利用し、今後IoT 技術を応用することの余地も残した。ま ずはどのようなシステム構築が可能なのか模索した。 2.実験 乾燥過程で木材表面は収縮するが、試験材の年輪の配列 により収縮の仕方が異なる。そこで暴露試験を行う前に、 小試験体にて乾燥促進試験を行い、ひずみ方などを事前に 検証することとした。 2.1.木口面での収縮 屋外曝露で使用する試験材(スギ未乾燥材、長さ 3m) から、端部の未使用部分(50cm)を使用した。木口面観 察用として年輪の配置が異なる2 種類(G1、G3)切り出 し、木口断面105mm×105mm、長さ 20mm に仕上げた。 試験は恒温槽にて乾燥(105℃ 6h)を行い、乾燥過程で木 材がどのような収縮をするか観察した。 2.2.屋外曝露試験 試験体は長さ3m のスギ未乾燥材 2 本から、両端 50cm を除いた中央部を使用し、1 本につき 2 個の試験体を得た。 切り出した試験体のサイズは木口断面が 105mm×105mm、 長さ1m のものを 4 本用意した。乾燥過程で割れる場合、 木口付近で割れることが多いことから、木口端部から 10mm の距離にひずみゲージを貼り付けた。ゲージ長は 5mm で比較的長いものを使用し、年輪に対して接線方向 のひずみ量を測定した。 試験体は建物の北西向きの壁面に設置した(図1)。屋 根はなく雨が降れば濡れるような場所である。日照は午後 のみで、西側には多少の生け垣がある程度で日没の1 時間 ほど前までは日照がある。試験場所としては日照時間が長 い南向きの場所が適していると思われたが、電源や水道の 確保、ネットワークケーブルの届く範囲など、試験に要す る条件を満たすため、このような場所で行うこととした。 ここでは散水システムによる散水の影響を観察するとと もに、気温や天候がひずみに与える影響を測定した。2 本 の試験体は木材用塗料を塗布し、塗料による乾燥抑制やひ ずみ防止に影響があるか調べた。 図 1 屋外設置状況 3.散水システム 屋外に桟積みされた木材を過度の乾燥から保護するた めには、水を撒くのが一般的であり、タイミングは人間が 判断している。人間は天気や気温、降雨の状況、材料の色、 割れの具合など様々な因子を総合的に判断している。これ は経験に裏付けられたもので、数値化できていないのが現 状である。本研究では乾燥に影響する多くの因子の中から、 木材表面のひずみに着目し、測定することとした。 Raspberry Pi では WEB カメラによる監視と、センサーに よる温湿度測定ができるよう構築した(図 2)。データは 所内ネットワークを使ってPC 端末からアクセスできるこ とを目指した。 散水は水道水を蛇口から直接シャワーホースへつなぎ、 Raspberry Pi で電磁弁を制御して行えるようにした。ひず 図 2 システム全体電磁弁
Raspberry Pi リレースイッチみ量は別に用意したデータロガーで記録した。ひずみ量が 乾燥や割れ防止に役立つことが確認できれば、Raspberry Pi 上で処理できるよう改良していきたい。 開発した監視画面を図3 に示す。監視画面は WEB ペー ジとして表示され、所内のPC 端末から散水する ON/OFF スイッチを付けた。現状では手動による散水のみである。 4.実験結果 4.1.木口面での収縮 図4 に乾燥による収縮の違いを示した。G1 は中心から 同心円状に年輪があるため、年輪の外側の方でひずみが大 きくなり、割れに至っている。G3 では同心円になってい ないことから、収縮がスムーズに進行し割れが発生してい ない。 4.2.ひずみの推移(屋外曝露試験) 10 月~12 月にかけて、屋外で放置したときのひずみ量 と気温の関係を図5 に示す。測定を開始した数日間は、塗 料の影響によりひずみ量が少なく、乾燥が抑制されている と考えられた。その後は塗布なしとほぼ同じように推移し、 塗料の影響が見られなくなった。今回使用した塗装条件で は十分な効果を得ることができなかった。 ひずみは収縮(-)と膨張(+)を繰り返している。10 月29 日~30 日を拡大してみると、気温による影響が見ら れ、気温の上昇とともに収縮し、降雨によって膨張する傾 向が見られた。図中の青色の帯はその時間に雨が降ってい たことを示す。降雨後は木材が濡れて膨潤しているため、 ひずみがプラスに転じていることがわかる。水分の影響が 出やすい木口付近の状況であるため、全体の乾燥を測定す るのであれば、ひずみゲージの測定個所を増やしていく必 要があると思われた。 5.まとめ 散水システムに必要な機器類と監視用WEB 画面は製作 できた。乾燥状態はひずみ量を使って限定的ではあるが測 定できることも確認できた。今年度の研究では基礎的な結 果しか得られておらず、割れ抑制に対する散水実験や実際 の含水率測定などを行うことはできなかった。システム構 築には気温や湿度、ひずみ量や含水率、さらには散水によ る影響など様々なデータを収集していく予定である。 【参考文献】 1.中島岳彦, 長尾達明; KISTEC 研究報告2019, 44,(2019). 図 3 管理用の WEB 画面 乾燥前 乾燥後 G1 G3 図 4 年輪による収縮の違い 図 5 ひずみの推移(2019.10.26~12.6) 収縮方向 手動スイッチ -10 -5 0 5 10 15 20 25 30 35 40 -50 -40 -30 -20 -10 0 10 20 30 40 50 2019/10/29 0:00 2019/10/30 0:00 2019/10/31 0:00 ℃ V
レーザ照射による LMD 肉盛層の特性改善
福山 遼 (情報・生産技術部 試作加工グループ)
中村 紀夫 (情報・生産技術部 システム技術グループ)
薩田 寿隆 (情報・生産技術部長)
1. はじめに モノづくりのデジタル化に伴い、設計データ(3D-CAD) を直接入力して部品を得る積層造形技術(3D プリンティ ング)が注目されている。金属材料を用いた金属3D プリ ンティングにおいては、その市場規模は2030 年には約 2 兆円と予測されており、現在では医療、航空・宇宙、発電 分野で先行実装されている1)。 金属3D プリンティングの中でも、レーザ粉体肉盛溶接 (Laser Metal Deposition : LMD )はレーザ照射してできた 溶融池に金属粉末を送り、肉盛溶接を行う技術である。 LMD は母材希釈が少なく、低入熱量であり、肉盛厚さを 正確に制御できることから、局所的な肉盛層の形成が容易 となる。現在では、タービン翼や金型などの高付加価値の 金属部材の補修として期待されており、金属ブロックから の削り出しによる作製に比べて製造コストの削減が見込 める。 金型を対象と考えると、補修を行うに際して高速度工具 鋼を用いることが想定されるが、LMD で肉盛溶接を行っ た高速度工具鋼の肉盛層は、場所により硬さに変動が生じ る。この硬さ変動を抑えつつ溶接ままよりも硬化させるた めに別工程で炉内熱処理を行う必要もあり、製造コストの 増加や製作期間が長くなる要因になる。 そこで本研究では、 LMD 装置のみで肉盛溶接と熱処理 を行う加工法を新たに考案した。本手法を用いて、LMD で肉盛した高速度工具鋼の硬さ変動の軽減と、より硬さの 大きい高機能な溶接部の形成を行った。 2. 実験及び結果 本研究で用いたLMD 装置(TRUMPF 製:TruDisk3006) の概略を述べる。発振器から発したレーザ光(ディスク発 振の YAG)は光ファイバーで伝送され、ロボットアーム 先端に設けた出射光学系により集光され、対象物表面を溶 融する。粉末は供給装置からアルゴンガスにより搬出され、 出射光学系先端のノズル内に設けた出射口から溶融部に 供給される。レーザ照射と同期してロボットアームは移動 し、目的とする形状の肉盛層を形成する。 表1 に LMD の積層条件を示す。粉末は粒径 53-150 µm の高速度工具鋼SKH51 を使用した。表 2 に粉末の化学組 成を示す。基材は一般構造用圧延鋼材SS400 を用いた。こ れらの条件で1 層 5 パス(ラップ幅 2mm)の肉盛層を形 成した。 続いて、硬さ変動を軽減させるためにLMD 装置を用い た肉盛層のレーザによる熱処理(以下、レーザ熱処理)を 試みた。LMD による肉盛加工を行った後に、粉末を供給 せずレーザ(ビーム径φ4 mm、走査速度 5 mm/s)のみを 各パスの肉盛面の真上から再照射した。レーザ熱処理の回 数は5 パスで 1 回と定義し、これを 1、2、4、6 回行った。 評価方法は光学顕微鏡による金属組織観察とマイクロ ビッカース硬さ試験機による硬さ試験(試験力100 gf)を 用いた。試験片はワイヤ放電加工で断面切断後に樹脂に埋 め込み研磨し、ビレラ試薬によるエッチング処理を行った ものを使用した。 表 1. LMD の積層条件 レーザ出力(kW) 2 ビーム径φ(mm) 4.0 キャリアガス流(ℓ/min) 2.1 シールドガス流(ℓ/min) 23 .0 粉末供給量(g/min) 15.5 レーザ走査速度(mm/s) 6 表 2. SKH51 粉末の化学組成(mass%) 図 1 にレーザ熱処理を行う前の肉盛断面の光学顕微鏡 像と硬さ分布を示す。各パスにエッチングによる組織の濃 淡に違いが見られ、この金属組織の違いがそのまま硬さの 変動に繋がっているのが分かる。3 パス以降の硬さの変動 は少なく、最高で833 HV の硬さを得たが、1 パスから 2 パスは硬さが低く最低で685 HV であった。また、1 パス から5 パスまでの平均硬さは 785 HV、硬さの標準偏差は 40.3 であった。 硬さの変動を低減し、更なる硬さの増加を狙うために肉 盛層へのレーザ熱処理を行った。図2 にレーザ熱処理回数 に伴う肉盛断面の平均硬さと硬さの標準偏差の推移を示 す。また、代表例としてレーザ熱処理を2 回行ったときの 肉盛断面の硬さ分布と光学顕微鏡像を図3 に示す。レーザ 熱処理を2 回以上行うことで、レーザ熱処理前の肉盛層に 比べエッチングによる組織の濃淡は少なくなった。レーザ 熱処理を2、4、6 回行ったときの平均硬さは 851 HV、硬さの標準偏差は 25.7 となり、レーザ熱処理前に比べ硬さ が66 HV 増加し、硬さの標準偏差は 14.6 低減された。 図 1. レーザ熱処理前の肉盛断面の硬さ分布と光学顕微鏡像 図 2. レーザ熱処理回数に伴う肉盛断面の平均硬さと硬さの標 準偏差σの推移 図 3. レーザ熱処理 2 回の肉盛断面の硬さ分布と光学顕微鏡像 3. 考察 図 1 に見られる肉盛ままの組織の濃淡の違いと硬さの 変動について図4 を用いて考察する。1 パスは試験片温度 が室温でのレーザ照射であったため、マルテンサイト変態 開始点(Ms 点)以下に冷却された後に、後続パスの昇温 による焼戻し状態で炭化物が析出し、濃くエッチングされ たと考えられる。2 パスもほぼ同様な現象が生じていると 考えられる。また、1、2 パスの各硬さ分布を見ると、各 パス中央部の硬さが高くなっている。硬さが増加した所は 後続パスからの距離が遠く到達温度が低いため二次硬化 が起き、硬さが低下した所は後続パスからの距離が近く到 達温度が高いため軟化したと考えられる。また、3 パス以 降の硬さが800 HV 程度で維持されているのは、1、2 パス の形成により試験片温度が上昇し、更に後続パスの入熱に よりMs 点以上に保持され、オーステナイト組織のまま最 終5 パスの加工が終了し、5 パスの加工終了後の冷却時に 3 から 5 パスが一斉にマルテンサイト変態したと考えられ る。このように3 から 5 パスは同程度の熱履歴を経たため 同じようなエッチングの濃さと硬さを得たと考えられる。 一方、レーザ熱処理を2 回以上行ったときは、レーザ照 射の回数増加に伴い試験片温度がMs 点以上に昇温保持さ れていたため、一部を除きほとんどの領域がオーステナイ ト組織に維持され、レーザ照射終了後の冷却時に全てのパ スが一斉にマルテンサイト変態したと考えられる。しかし、 図3 の硬さ分布を注視すると、硬さが低下している箇所が あり、これは図1 の肉盛ままの時とほぼ同じ箇所の硬さが 低下しているのが分かる。硬さが下がる程の温度履歴を受 けた場合、オーステナイト域まで達しない焼戻し処理はそ のまま低い硬さを維持する。また、本研究の熱処理は肉盛 層全体を均一かつ高精細に温度制御されているのではな く、レーザの中心(約 1300 ℃)が照射されている肉盛面 と、レーザ中心に比べ温度が低いレーザ端が照射されてい る肉盛面に分かれる。従って、レーザ照射とその熱伝導に よってオーステナイト域まで昇温されなかったため硬さ の低下を招いたと考えられる。この対策として、LMD に よる肉盛時と同じ照射位置である各パスの真上からレー ザ照射せずに、硬さの低下を招く箇所はレーザの中心が照 射されるように走査し、オーステナイト域まで昇温させる 必要があると推察される。 図 4. LMD による各パスの温度履歴の違い(肉盛断面) 4. 今後の展開 レーザ熱処理を行うことで1 パスから 5 パス全ての領域 でエッチングによる組織の濃淡が均一化され、硬さの変動 が低減された。更に、熱処理による硬さの上昇効果も得ら れた。今後は、レーザの照射条件であるスポット径、走査 速度、出力、レーザ照射位置などを調整することで、肉盛 層の内部組織を均質化させつつ任意の硬さに調整できる 熱処理手法の開発を目指す。 【参考文献】 【外部発表】口頭発表 1 件, 特許出願 1 件 1) 井関隆之:金属積層造形プロセス概要,第 3 回 NEDO 『TSC Foresight 』セミナー発表資料(2019).
ボールエンドミルによる加工面品位の検討
横田 知宏(情報・生産技術部 試作加工グループ)
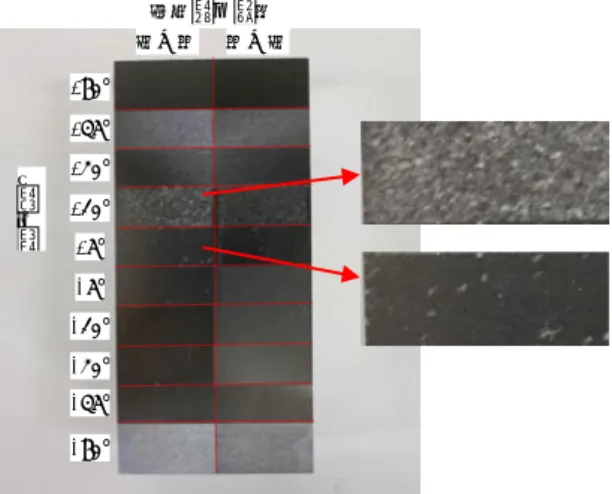
1. はじめに 5 軸加工の特長の一つに、3 軸加工と比べ加工品質を向 上させることができる点が挙げられる。ボールエンドミル による平面加工を行う場合、3 軸制御マシニングセンタで はボールエンドミルの中心付近の切れ刃を使って加工す ることになる。中心付近では切れ刃の周速がゼロに近いた め、材料を押しつぶすような加工となり良好な面品位を得 られない。一方5 軸制御マシニングセンタでは、工具を傾 斜させることによってボールエンドミルの外径に近い部 分の切れ刃で加工することができる。このことにより高い 周速を持った切れ刃で材料を切削することができ、良好な 面品位を得ることができる。 5 軸制御マシニングセンタでは、テーブル傾斜軸(A 軸 またはB 軸)とテーブル回転軸(C 軸)の組み合わせによ り、工具をあらゆる角度に傾斜させることが可能である。 本研究では、ボールエンドミルの傾斜角を変えて平面加工 を行い、工具傾斜角が加工面品位に及ぼす影響を検討した。 2. 実験方法 被削材A5052 に対し、直径 6 mm(R3 mm)2 枚刃のボ ールエンドミルにより平面加工を行った。切削条件は、主 軸回転速度13,262 min-1、送り速度1,326 mm/min、切込み (ap)0.3 mm 及び 0.05 mm、ピッチ(p)0.35 mm 及び 0.15 mm の一方向走査線加工とした。工具の傾斜角と送り方向 の模式図を図1 に示す。リード角(工具送り方向への傾斜 角)を-60°から+60°まで 11 段階に、チルト角(工具送り方 方向に直角な方向への傾斜角)を0°から+60°まで 5 段階に 図 1 工具傾斜角及び工具送り方向の模式図 表 1 傾斜角の設定値 設定角度 (°) リード角 -60, -35, -20, -10, -5, 0, +5, +10, +20, +35, +60 チルト角 0, +15, +30, +45, +60 変化させ、工具送り方向を左→右、右→左の2 通りとして、 それぞれの組み合わせを実施した。具体的な傾斜角の設定 値を表1 に示す。 3. 実験結果 切込み0.3 mm、ピッチ 0.35 mm、リード角 0°で加工し た面の写真を図2 に、ピッチとリード角は同じで切込みを 0.05 mm として加工した面の写真を図 3 に示す。切込み 0.3 mm の場合、チルト角 0°では工具の送り方向によらず白濁 した加工面となった。またチルト角15°、左→右送りの場 合には、不規則な傷が生じた。その他はほぼ傷が発生せず 光沢のある加工面であった。一方切込み0.05 mm では、チ ルト角15°、左→右送りの場合でも光沢のある加工面とな った。他の条件の加工面は切込み0.3 mm の場合と大きな 差はなかった。 図 2 加工面(ap0.3mm, p0.35mm, リード角 0°) 図 3 加工面(ap0.05mm, p0.35mm, リード角 0°) 左→右 右→左 60° 45° 30° 15° 0° チルト角 工具送り方向 左→右 右→左 60° 45° 30° 15° 0° チルト角 工具送り方向図4 に、切込み 0.3 mm、ピッチ 0.35 mm、チルト角 15° で加工した面の写真を示す。リード角-5°と-10°の場合に工 具送り方向によらず不規則な傷が発生した。特に-10°の場 合は著しく荒れた加工面となった。写真の掲載は省略する が、チルト角30°以上の条件では、いずれのリード角の場 合でも傷はほとんど発生せず光沢のある加工面となった。 図2 に示した切込み 0.3 mm、ピッチ 0.35 mm、リード角 0°の加工面のピッチ方向に測定した面粗さ Rz を図 5 に、 切込みとリード角は同じでピッチを 0.15 mm とした加工 面のRz を図 6 に示す。いずれのピッチ条件でもチルト角 0°で Rz が最も小さく、次いでチルト角 30°となった。それ 以外の条件では、ピッチ0.35 mm の場合いずれもほぼ同等、 ピッチ0.15 mm の場合チルト角 15°が最も大きくなった。 いずれの条件も工具送り方向の差はほとんどなかった。 図 4 加工面(ap0.3mm, p0.35mm, チルト角 15°) 図 5 加工面粗さ(ap0.3mm, p0.35mm, リード角 0°) 図 6 加工面粗さ(ap0.3mm, p0.15mm, リード角 0°) 4. 考察 4.1 加工面への傷の発生 加工面に傷が発生する条件について考察する。ボールエ ンドミルで被削材を切削する際の工具傾斜角と切込みの 関係を図7 に示す。切込み 0.3 mm の場合、傾斜角 15°で は工具中心が被削材に切り込んだ状態で切削するが、30° 以上では工具中心が被削材に接触せずに切削することが わかる。一方切込み0.05 mm の場合、傾斜角 15°でも工具 中心は被削材に接触しなくなる。今回加工面に傷が発生し たのは、切込み0.3 mm、チルト角 15°でリード角 0°、-5°、 -10°の場合であった(図 2、図 4)。これらはいずれも工具 中心が被削材に切り込んだ状態で切削する条件である。ま た、リード角0°、チルト角 15°でも切込みを 0.05 mm にし た条件では傷は発生しなかった(図 3)。以上から、工具 を傾斜させて加工する際に工具中心が被削材に切り込ん だ状態のとき、加工面に傷が発生すると考えられる。この ことから、良好な加工面品位を得るためには、工具傾斜角 と切込みの関係を考慮し、工具中心が切削に関与しないよ うにする必要があることがわかった。 工具のボール半径を R、切込みを ap、工具傾斜角を θ とすると、工具中心がちょうど被削材に接触するときの ap とθ の関係は次式で表される。 θ = cos-1( 1 – ap / R ) ① この関係式で導かれる曲線を図8 に示す。図にはボール半 径 R が1、3、5 mm の場合を示した。それぞれの曲線が加 工面への傷発生有無の境界線である。つまり、曲線より上 の領域で工具傾斜角を設定すれば、傷の発生なく良好な加 工面を得ることができる。この図は、ツールパス作成時に 工具傾斜角を決定するための目安として活用できる。 図 7 工具傾斜角と切込み、工具中心位置の関係 図 8 加工面への傷発生有無の境界線 左→右 右→左 -60° -35° -20° -10° -5° リード角 工具送り方向 +5° +10° +20° +35° +60° 傷の発生しない領域 傷の発生する領域
4.2 加工面の光沢と加工面粗さの関係 加工面の光沢と加工面粗さの関係について考察する。 リード角0°としてチルト角のみ変化させたとき、チルト 角0°では白濁した加工面となったが、チルト角 30°以上で は光沢のある加工面となった(図2)。チルト角 15°では 4.1 の通り加工面に傷が発生したためここでの考察から除外 する。チルト角0°及び 30°の加工面のマイクロスコープ観 察像を図9 に示す。チルト角 0°の場合は工具中心が通過し た部分の材料が押しつぶされたような跡となっており、工 具中心通過部とその間で異なる加工面の状態となってい る。一方チルト角30°の場合は規則的な凹凸模様が広がっ ている。この違いが光の反射に影響し、白濁した加工面と (a) チルト角 0