コ ン ピ ュ ー タ に よ る棒 鋼 切 断 歩 留 り の 向 上 2463
UDC 621.771.251.09 : 621.791.94: 669.012.5
技術報告
コ ン ピ ュー タ に よ る棒 鋼 切 断 歩 留 りの 向 上
稲 崎
宏 治*・ 早 稲 田
孝*・ 高 橋
道 明*・ 岡
敏 博*
Improvement
in Cold Shear
Yield of Bar Mill by Computer
Control
System
Koji INAZAKI, Takashi WASEDA, Michiaki TAKAHASHI, and Toshihiro OKA
Synopsis:
The rate of crop loss in bar production is greater than those of other products.
The reason is that bars devided in rolling line are sheared again simultaneously to specific lengths . Furthermore, this loss depends on the quality demanded and facilities of shearing as well as billet weight and bar size. Therefore improvement of equipment such as shear mechanism or measuring instrument is as important as sophistication of software to increase the yield.
As a result of computer simulation for Nippon Steel's new bar mill ,in 1973, Dynamic Programming was found effective for minimizing crop loss and improving productivity. These results
were used for modification of equipment plan under construction. In actual bar mill erected in 1974 , the highly functional shearing machine and basic "Shearing schedule" were installed as a part of the total computer control system. After integral improvement of software and instruments in two stages, the yield has reached above 97.6%.
Additional approaches would become necessary in the next step such as systematization including decision of optimum billet length and introduction of Dynamic Programming to online system .
1 . 緒 言 棒 鋼 の 歩 留 りは他 の 鋼 材 と異 な つ た面 を持 つ て い る. 例 えば 先 後 端 の ク ロ ップエ ン ドが ロス の ほ とん どで あ る ス トリッ プや線 材 に比 べ 厚 板,H形 鋼,棒 鋼 で は注 文 採 りのた め の 切 断工 程 にお け る ロス が 発生 す る.更 に棒 鋼 では1本 の 素材 を いつ た ん 複 数 本 に 分割 し,そ れ を並 列 に並 べ て 再度 切 断す るた め ロス は 大 き くな る. こ う して得 られ た製 品 は 需 要 家 で小 片 に切 断 され て用 い られ るの が 普通 であ り,鋼 片圧 延 も し くは連 鋳 工 程 で の材 料 採 りか ら数 え る と4段 階 の採 尺 切 り合 わせ となり ロス を最 小 とす る には 単 に 棒 鋼 製 造工 程 のみ で の切 断 歩 留 りを 上 げ れ ば よいの で は な く総 合的 な歩 留 り向上 を 計 る必 要 が あ る. 本 報 告 で は棒 鋼 製 造 工 程 に お け る注 文 上,設 備 上 の 制 約下 での 採尺 の特 徴 につ い て 触 れ る と と もに 当社 が 棒 鋼 工場 を 建 設 す る に際 して 行 つ た ダイ ナ ミッ クプ ロ グラミ ン グ(以 下DP)に よる歩 留 り及 び設 備 に 関 す る基 本 検 討,そ して 実 際 に プ ロセ ス コ ン ピ ュー タ に組 み 込 んだ 採 尺 ロジ ックの 改善 の経 緯 と歩 留 りの 推 移 に つ い て 述 べ る.
2 . 棒 鋼 の歩 留 り
2・1 圧 延 歩 留 り と切 断歩 留 り 当工 場 の昭 和55年5∼7月 の圧 延 歩 留 りは97.66 % で あ り,そ の ロス分 の 内訳 は ス ケ ー ル ロス が21%,圧 延 屑 が1%,そ して切 断 屑 が78%で あ る.従 つ て本 稿 の 標 題 で あ る切 断 歩 留 りは ス ケ ー ル ロス,圧 延 屑 が無 視 で き る こ とか ら以 後 は 一 般 性 のあ る圧 延 歩 留 り で 代 用 す る. 2・2 サ イ ズ依 存 性 圧 延 歩 留 りは サ イ ズ に大 き く依 存 す る.細 径 の 場 合 は,分 割 シ ャー で注 文 長 の倍 尺 で切 断 出来 る 割合 が 高く な り,歩 留 りは 高 くな るが,太 径 に な る と しだ い に この 倍 尺 切 断 の 効 果 が 低 くな り,当 工 場 で は60mmを 超 え る径 では 分 割 シ ャー での 切 断 が 不 可 能 とな つ て1本 の素 材 が1本 の 分 割 バ ー とな る. 2・3 オ ーバ ー ロ ール との 関 連 圧 延 歩 留 りを 向上 させ る には ロス の大 部 分 を 占 め る 切 断屑 を減 少 させ れ ば よい が後 述 す る よ うに 棒鋼 の 注 文 は 昭 和56年3月12日 受 付(Received Mar.12, 1981) * 新 日 本 製 鉄(株)室 蘭 製 鉄 所(Muroran Works2464 鉄 と 鋼 第67年 (1981) 第15号 50cm刻 み が普 通 で あ り,特 殊 な ケ ー ス で は一 種 類 に 限 定 さ れ る こ と も多 い.従 つ て 中 途 半 端 な 長 さの 製 品 を と つ た場 合,そ れ は オ ー バ ー ロ ール とな り在 庫 を 増 す こ と に な つ て しま う.ゆ え に切 断 歩 留 りの 向 上 を 計 る に は併 せ て オ ー パ ー ロー ル の 発 生 を 抑 え て 資 源 の総 合 的 活用 を 行 わ ね ば な らな い し,評 価 も歩 留 りとオ ー バ ー ロー ル の 組 で行 うこ とが 肝 要 で あ る.
3 . 棒 鋼 の注 交 構 造
3・1 注 文 長 注 文 長 は5.5mが,圧 倒 的 に多 い 。 この注 文 長 を主 尺 と呼 ん で お り,注 文 では こ の主 尺 の他 に,例 え ば4.5∼ 6.0m(た だ し0.5m刻 み)と い う端 尺 が あ る割 合 で許 され て い て,こ の 割 合 を 端 尺 許 容 率,端 尺 の範 囲 を端 尺 範 囲 と呼 ん で い る.こ う した"0.5m刻 み"の 注 文 形 式 の 他 に 需 要 家 で 切 断 す る際 の 小 片 の 長 さが あ らか じめ 決 まつ て い るチ ェ ー ン材 な どで は,例 え ば463mm× N (ただ しHは9∼16)と い うい わ ゆ るN倍 尺 指 定 の 注 文 形 式 もあ る. 3・2 注 文 本数 一 般 に注文 量の指定は本数で行われ るが,こ の本数に は あ る 程度 の 許 容 幅 が あ り,例 え ば"-5%,+ 10%" と与 え られ る.と ころ が 特 殊 な ケー ス で は 本 数 が 指 定 さ れ て い て1本 の過 不 足 も許 され な い,い わ ゆ る"員 数 指 定"が な され るが この場 合 は 材 料 を多 め に 投 入 しな け れ ば な らず,オ ーバ ー ロー ル の 発 生 率 が 高 く な る. ま た "端尺不可
" の注 文 もあ り,こ の場 合 は主 尺 を 減 ら して 端 尺 を 採 り,併 せ て許 容 本 数 に 入 れ る細 工 が で きず,や は りオ ーバ ー ロ ー ル の発 生 や 歩 留 り低 下 を 招 きや す い.4 . 切 断 歩 留 りのDP
に よ る検 討
4.1 DP の た め の モ デル 化 分 割 シ ャ ーで 切 られ た 後 の分 割 バ ーは,複 数 本 ま とめ て 剪 断 機 で 切 られ 最 終 製 品 長 さ とな る.こ の複 数 本 の 製 品 を 小 剪 断 単 位 と呼 び,剪 断 前 の 分割 バ ー を大 剪 断単 位 と呼 ぶ.与 え られ たN個 の 大 剪 断単 位 か ら主尺 を合 計 X 回 剪 断 せ ね ば な らな い 時,屑 発生 量(損 失)を 最 小 に す るた め に は,そ れ ぞ れ の 大 剪 断単 位 か ら何 回 ず つ主 尺 を 剪 断 す れ ば よい か を 考 え る. gi(x)=第i 番 目の大 剪 断 単 位 か ら主尺 をx 回 剪 断 した 時 の 損失(i=1∼N) fk(x)=k 個 の 大 剪 断単 位 に対 して期 待 され る最小 損 失(k=1∼N) と表 す と,最 適性 の原 理 か ら次 の 関 数 方 程式 が 得 ら れ る.(1 )
(2 )
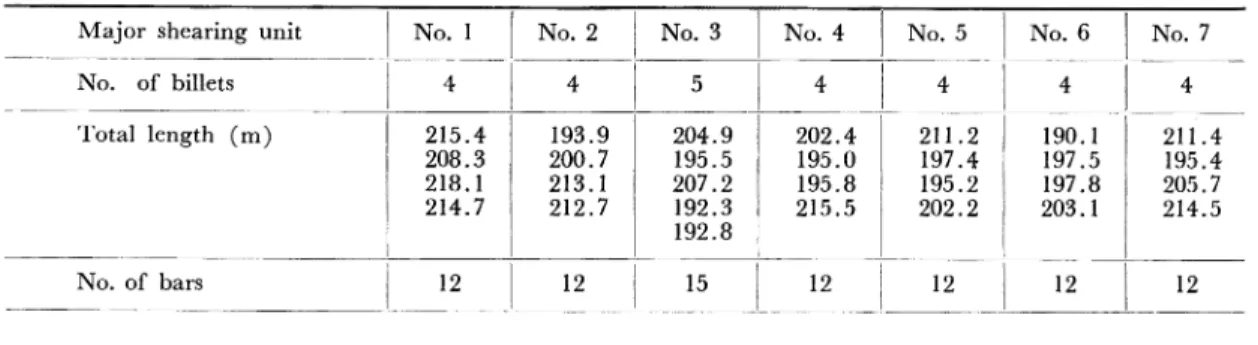
つ ま り,k番 目の 大 剪 断 単 位 か らx回 剪 断 して,残 り (k-1)個 の大 剪 断 単 位 か ら(X-x)回 剪 断 す る問題 に 分 解 して考 え る の で あ る.fk-1(X-x)は(k-1)個 の 大 剪 断 単 位 か ら(X-x)剪 断 した 時 の最 小 損 失 だ か ら, これ と ん番 目の 大 剪 断 単 位 に お け る損 失gk(x)と を合 計 した もの が最 小 に な る よ うにxを 決 め れ ば それ がfk (x) に一 致 す るは ず で あ る.k番 目の大 剪 断 単 位 に対 して 可 能 な 最 大 の 主 尺 剪 断 回 数 をMkと す れ ばxの 値 は0か ら Mkま で の 整 数 値 を と り得 る わ け であ る. 4・2 数値 計 算 例 需 要 家 の 注 文 は あ る成 品寸 法 に対 して 規 格 ご とに ま と め られ る.採 尺 計 画 は この ま とめ られ た 注 文 を1つ の 計 画単 位 とす る.規 格 毎 の主 尺 種 類 は 主 に1種 類 で あ り, 2種 類 以 内 に ほ とん ど入 る ・以 下 の 例 で は 成 品延 法36 φ の あ る規 格 に対 して6.0mの 製 品を626本, 5.5m の 製 品 を388本 とる場 合 を考 え る.こ の 注文 に対 して 素 材 と して与 え られ た ビ レ ッ トは29本 とす る.ま た これ ら ビ レッ トの うち 最初 の8本 と残 りの21本 とは 転 炉 に お け る吹 錬 チ ャー ジが 異 な る もの とす る. 上 記29本 の ビ レ ッ トを大 剪 断 単 位 に 分 け る とTable 1を 得 る.例 え ばNo,1大 勢 断 単 位 に つ い てみ る と,Table
1. Details of each bar group sheared simultaneously
(major shearing unit).
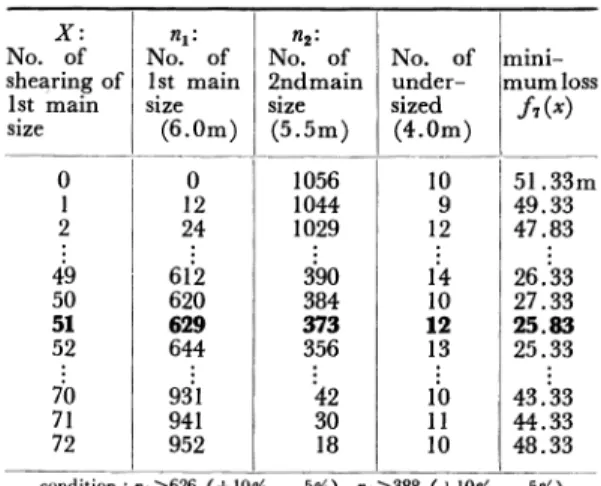
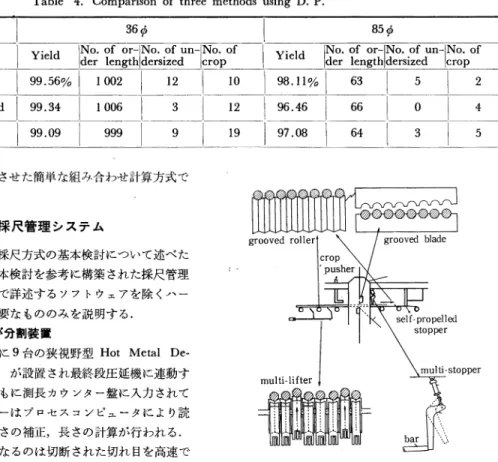
コン ピ ュー タ に よ る棒 鋼 切 断 歩 留 りの 向上 2465 4本 の ビ レッ トの圧 延 後 伸 び 長 さは,215.4m, 208.3m, 218.1m,214.7mと な り分 割 バ ー は 最 大80m以 下 で な け れば な らな いか らどれ も3分 割 され て大 勇 断単 位 の 分割 バ ー本 数 は12本 とな つ て い る. 第1主 尺6.0m, 第2主 尺5.5m と して,こ れ ら7 個 の大 勇 断 単位 に対 して,前 述 したDPの 計算 順 序 を適 用 す る と,Table 2とTable 3と が 同時 に得 られ る. た だ し端 尺 長 は4.0mと 指 定 され て い る もの と した. Table 2は 最小 損 失f7(x)(X=0∼72)の 表 で あ る. 大 勢 断 単 位 の本 数が12本 の とき は1回 の勇 断 で 最 大 12本 の 主尺 が得 られ るた め,実 現 可 能 な主 尺 合 計 本 数 は Table 2に あ る よ うに離 散的 な値 とな る.今 の 場 合, 第 1主 尺 の 注文 本 数 は626本 で あ る が,通 常 これ に対 して +10%,-5%の 本 数 増 減 は 許 容 され て い る.ま た この 規 格 に 対 して 与 え られ た ビ レ ッ トの 合 計 重 量 は,注 文 か らみ た 必 要 重 量 を や や 上 回 つ てい る.第1主 尺 に つ い て は 引 き当 て 不 足 や 引 き当 て 余 りを 出す こ とは 極 力避 け ね ば な らな い しまた 第2主 尺 に つ い て も汎 用 性 の あ る長 さ で は あ る もの の で きれ ば そ う した い とい う こ と から, Table 2の 実 現 可 能 本 数 の うち上 記 増 減 本 数 内 でか つ や や 多 目の629 本 を 選 ぶ.こ の 時 の 第1主 尺剪 断 回 数 の 合 計 はX=51回, 最 小 損 失f7(x)=25.83mと な る. 次 にTable 3を 用 い てX=51回 を7個 の 大 勢 断 単 位 へ 最 適 配 分 す る こ とを 行 う.Table 3か らX=51 の 時 はNo.7大 勇 断 単 位 へ は, 6回 の 第1主 尺剪 断 を 配 分 す れ ば よい こ とが わ か る.残 り45回 の うち No. 6 大 勢 断単 位 へ は11回 の 配 分 を す れ ば よい.こ の よ うに して 最 適 配 分(7,9,7,5, 6,11,6) を 得る. 4・3 シ ミュ レー シ ョ ン結 果 代 表的 な成 品寸 法 に つ い て約1ケ 月 分 の 受 注 実 績 デ ー タ を用 い て 以 下 に 述 べ る三 つ の 採尺 方 式 の 比 較 を 行 つ た.チ ャー ジの大 きさ,ビ レッ ト重 量 の ば らつ きは 一 様 分 布 発 生 プ ログ ラ ム に よつ た. ( 1 ) 歩 留 り重 視 方 式 これ は 上 述 のDPに よ る最 適 切 り合 わ せ 方 式 で あ る. ( 2 ) 主 尺 優 先 方 式 規 格 に よつ ては 端 尺 を とつ て も売 りさ ぼけ な い もの が あ る.こ の 場 合 は 主 尺 を で き るだ け 多 く とる べ き で あ る.端 尺 と屑 発 生 量 との和 を 損失gi(x)と 考 え る こ とに よつ て これ に 対 して もDPの 適 用 が 可 能 であ る. ( 3 ) 作 業 性 優 先 方 式 これ は 単 純 に,ま ず 第1主 尺 を 必 要 量 だ け 採 取 し, 次 い で 第2主 尺 の み を 勇 断 して 行 く方 式 で あ る.同 一 長さ の 製 品 が ま と まつ て 下 工 程 に 流 れ るた め,作 業 が しや す く,ま た 定 寸機 ・結 束 機 な どの セ ッ ト替 頻 度 も少 な くな るの で よ り大 きな 工 程 能 力 が期 待 で き る. 規 格 に よつ て は 主尺 長 が1種 類 しか な い 注 文 も あ る が,Table 4は 切 り合 わ せ 可 能 な 規 格(2種 類 の 主 尺 長 の 注 文 が 入 つ て い る 規 格)を 例 に と り,上 記 三 方 式 を 比 較 した もの で あ る.DPに よれ ば か な りの 歩 留 り向 上 が 期 待 で きる こ とが わ か る. 棒 鋼 の場 合,受 注 実 績 で は主 尺 が2種 類 以 上 あ つ て 切 り合 わ せ可 能 な規 格 は全 体 の20%程 度 しか な く,歩 留 り重 視方 式 を用 い て も作 業 性 優 先 方 式 に比 して全 体 とし て は0.2∼0.5%程 度 の歩 留 り向上 しか期 待 で きな いこ とが わ か つ た.そ の た め実 機 で は作 業 性 優 先 方 式 を採 用 す る こ とを決 定 した.作 業 性 優 先 方 式 の場 合,記 憶 容 量 が膨 大 なDPを 使 用 す る必 要 は な く,大剪 断 単 位 ご との
Table
2. Series of optimum solutions of Dynamic
Programming (main part) .
Table 3. Optimum number of shearing in each magor shearing unit .
2466 鉄 と 鋼 第67年 (1981) 第15号
最低限の端尺を混入 させた簡単 な組 み合わせ計算方式 で
可能 となる.
5 . 採 尺 管 理 シ ス テ ム 前 章 では 効 果 量 な採 尺 方 式 の基 本 検 討 に つ い て述 べ た が,本 章 では こ の基 本 検 討 を参 考 に構 築 さ れ た採 尺 管 理 シ ス テ ム の うち 次章 で詳 述 す る ソ フ トウ ェ アを 除 くハ ー ドウ ェア に つ い て重 要 な もの の み を 説 明 す る. 5・1 測 長 装 置 お よ び分 割装 置最 終 圧 延 材 の 下流 に9台 の 狭 視 野 型Hot Metal De-tector(以 下HMD)が 設 置 され 最 終 段 圧 延 機 に 連 動 す る パ ル ス 発 信 器 と と もに 測 長 カ ウ ンタ ー盤 に 入 力 され て い る.こ の カ ウ ン タ ーは プ ロ セ ス コ ン ピュ ー タに よ り読 み 取 られ て パ ル ス長 さの 補 正,長 さの 計 算 が 行 わ れ る. 通 常 の 測 長 装 置 と異 な るの は 切 断 され た 切 れ 目を 高 速 で 追 跡 す る必 要 が あ る こ とで,こ の た め の微 妙 な タ イ ミ ン グの 信 号 処 理 が 可 能 な回 路 となつ て い る. 次 に 分 割 の 制 御 で あ るが, 分 割 す べ き長 さ よ り HMD の 番 号iと パ ル ス値lが 計算 さ れ 制御 装 置 に プ リセ ット され る.分 割 劇 御 装 置 で はバ ー の先 端 また は切 れ 目を追 跡 し指 定 さ れ たHMDiに 達 す る と同 時 に カ ウ ン ター が 動 作 し,カ ウ ンタ ー がLに な る と分 割 シ ャー が 起 動 す る.こ の と き起 動 か ら分 割 完 了 まで に は 時 間 遅 れ が 存 在 す る が,こ れ は 一 切 断 ご とに 学 習 修 正 され て い る.こ の 分 割 シ ャー は単 に 分 割 の み で な く,HMD番 号 を 選 ぶ こ とに よ り先 後 端 ク ロ ップ カ ッ トを 行 つ た り,付 加 指 令 に よ りサ ンプ ル切 断 を も併 せ て 行 うこ とが で き る. 本 装 置 の 精 度 は プ ロセ ス コ ン ピュ ー タ を含 め総 合 的 な もの では,分 割 精 度 は再 現 性 で10mm,絶 対 精 度 で 約 100mmで あ り,こ れ は 測長 誤差 を含 ん だ値 で あ る. こ れ は 平 均 バ ー長 さ を70mと す る と0.1%程 度 で あ る が 既 述 の倍 尺 切 断時 の余 裕 代 を切 り下 げ て 行 くに は若 干 の 改 善 が必 要 で あ る. 5・2 勢 断 機 剪 断機 廻 りを詳 述 す る と,Fig.1に 示 す よ うに 勇 断 機 の 上 流 に は 溝 付 きテ ー ブル の 溝 配 列 に 一 致 して16個 の 個 別 リフ ター が 設 け られ て い る.大 勢 断単 位 の次剪 断 計 画 長 さが す べ て 等 しい場 合 は リフ タ ーは す べ て下 降 して お り,バ ーは 通 常 通 り搬 送 され 勢 断 され る.と こ ろが 次 剪 断 計 画 長 さに剪 断 長 の 異 な るバ ーが あ る場 合 は,そ の バ ーの 溝 の リフ ター が 上 昇 しバ ー を テ ー ブル か ら遊 離 す る.従 つ て テ ー ブル が 回 つ て もそ のバ ーの み が搬 送 され ず,残 るパ ーの み の 小 勇 断 単 位 が で きる.こ うして順 次 リフ タ ーが 上 昇 し,次 に 同 じ計 画 長 さ を持 つ もの 同志 が 下 降 して剪 断 が 行 わ れ るが,こ の と きは定 寸 機 は そ の長 さ に設 定 替 え され てい る.剪 断 機 の 下流 側 には16個 の 個 別 ス トッパ ー が設 け られ て お り,残 長 が短 尺 とな ると そ の バ ー を せ き止 め,他 のバ ーの 正 常剪 断時 を 利 用 して 屑 化 を 行 う.定 寸 機 を含 め 全 て の 設 備 は プロ セ ス コ ン ピ ュー タの 指 令 で 全 自動 化 され てお り,こ の よ うな採 尺 計 画 に 基 づ き 自由 自在 に動 作 す る メ カ ニズ ムの 開発 も歩 留 り向 上 に 大 き く寄 与 して い る. 5・3 仕 分 床 と結 束 機 仕 分 床 で は 搬 送 され て くる種 々 の長 さの 小 勢 断単 位 を 需 要 家 の 注 文 に 適 合 す る よ う,長 さ別 に仕 分 け る必 要 が
Table 4 . Comparison of three methods using D. P .
ゴン ピ ュー タに よ る棒 鋼 切 断 歩 留 りの 向 上 2467 あ る.結 束機 は通 常 最 少 結 束 本数 が存 在 し,そ れ 未 満 で 結 束 す る とル ー ズに な つ た り種 々 の トラ ブ ルが 発 生 す る の で仕 分床 で は この 本 数 以 上 に 留 め置 く必 要 が あ る. ところ が仕 分床 は 計 数,切 り出 しな どの機 構 を含 む の で そ の設 備 数 は 限界 が あ り,採 尺 は この よ うな制 約 も考 慮 しな け れ ば な らな い. 6 . 採 尺 管 理 ソ フ ト ウ ェ ア 6・1 採 尺 ソ フ トウ ェ アの 処 理 フ ロー Fig.2に 採尺 ソフ トウ ェ アの 処 理 フ ロー を 示 す. 6・1・1ビ ジ ネス コ ン ピュ ー タの 処理 受注 した注 文 群 の 中か ら品 種 仕 様 が 同 一 な 注 文 を 圧 延 サ イ ズ ご とに 集 約 し,同 一 圧 延 チ ャ ンス とす る.こ の単 位 を ロー ル単 位 と呼 び,ロ ー ルNoを 付 与 す る.採 尺・ 引 当 て は この 単 位 ご とに行 わ れ る.各 ロ ール 単 位 ご との 注 文 デ ー タ の集 約,及 び そ れ に要 す る素 材 の 割 り当 て を 行 い,注 文 デ ー タ群 及 び素 材 の デ ー タで あ る ロ ッ トデ ー タ群(チ ャー ジ単 位)を プ ロセ ス コ ン ピュ ー タに 伝 送 す る. 6・1・2端 尺 長 の 決定 加 熱炉 出側 の 先 頭 ビ レ ッ トが ロ ッ ト替 わ りの 場 合, ロ ッ ト先頭 よ り20ビ レッ ト分 の伸 び長 さを 実 貫 重 量 及 び 伸 び 学 習係 数 よ り予 測 計算 し,当 該 ロ ッ トに お け る歩 留 り最 適 な端 尺 長 を 最 大3種 類 決 定 す る. 6・1・3採 尺 計 画 ロー ル単 位 に投 入 した素 材 は す べ て圧 延 し,注 文 本 数 の上 下 限 内 で 引 き 当 てす る こ とが 望 ま しい.そ の た め 採 尺 計 画 で は素 材 の単 重 の ば らつ きの傾 向 や,加 熱 炉 装 入 前 で の リジ ェ ク トな どに伴 い,上 下 限 内 で採 尺 計 画 本 数 を 適応 的 に 変化 さ せ て い る.次 に ビ レッ トの 実 貫 重 量, 伸 び学 習係 数 を 基 に 伸 び 長 さを 予 測 し,1大 勢 断 単 位 分 の採 尺 計 画 を立 て る.Fig.3に1ビ レッ ト分 の 採尺 計 画 を示 す が,そ れ に 基 づ き採 尺 方 法 を 段 階 的 に 説 明 す る. ス テ ッ プ1:冷 却 床 長 さの 制 約 か らく る当 該 ビ レット に お げ る最 小 分 割 数 を 求 め,伸 び 長 さを 割 つ て 等 分 割 長 を 求 め る. ス テ ッ プ2:各 等 分 割 長 に 対 して 採 れ な くな る ま で第 1主 尺 を 採 尺 して ゆ く.Fig.3中 で は5.5mに 該 当 す る.途 中 で 第1主 尺 の 採 尺 が 完 了 した 場 合 は,次 の 小 勇 断 よ り第2主 尺 の 採 尺 に 移 る.主 尺 は 第3主 尺 ま で有し ている.' ス テ ッ プ3:主 尺 を 採 つ た あ との 残 長 を す べ て最 終 分 割 へ 加 え,最 終 分 割 以 外 は 主 尺 の み の 採 尺 とす る. Fig. 3で は 黒 ぬ りの 部 分 が 残 長 で あ り,最 終 分 割 で あ る 3分 割 目に 加 え て い る. ス テ ップ4:最 終 分 割 バ ーに つ い て 引 き続 き採 れ るだ け 主 尺 を 採 尺 して ゆ く.Fig.3で は 明 瞭 では な いが1 本 の 主 尺 が 増 加 して い る.こ の 時 の 残 長 を 最 終 残 長 と 呼 ぶ. ス テ ップ5:最 終 残 長 よ り端 尺 が 採 尺 可 能 で あれ ば, 採 尺 可 能 な最 も長 い 端 尺 を 採 尺 す る採 尺 方 法 が あ るが, 主 尺 を1本 解 放 した(主 尺+最 終 残 長)に おけ る端 尺 の 採 尺 の ほ うに,よ り歩 留 りの よい 採 尺 が あ る可 能 性 が 高 い.主 尺 を解 放 す る最 大 本 数 を主 尺 犠 牲 本 数 と呼 び, 圧 延 サ イ ズ と端 尺 許 容 率 の ロー ル単 位 の平 均 値 に よつ て一 定 値 を定 め て い る.主 尺 犠 牲 本 数 に よつ て生 じる2∼ 3 種 類 の長 さす べ て に つ い て,お の お の歩 留 り最 高 な端 尺 の組 み 合 わせ 採 尺 計算 を行 い,そ の 中 で 歩 留 り最 高 の採 尺 計 画 を採 用 す る.Fig.3で は主 尺 犠 牲 本数 は2で あ つ た が,1本 の 犠牲 に して4.5mと3.5mを 採 尺 す る組 み 合 わ せ に歩 留 り最 高 の採 尺 が あ つ た こ とを 示 し て い
Fig . 2 . Software flow diagram of shearing schedule .
2468 鎌 と 鋼 第67年 (1981) 第15号 る. 以 上 説 明 した ス テ ッ プ1か らス テ ッ プ5ま で の 処 理 を 1大 剪 断単 位 相 当 分 行 うが,最 終 バ ーの 採 尺 が ビ レット 1本 の 途 中 で あ つ て も支 障 な い よ うに なつ て い る. 1大 勇 断単 位 の 主 尺,端 尺 の 採 尺 の 完 了 と同時 に,分 割 長 の 計 画,大 勇 断 単 位 の バ ーの グ ル ー ピ ン グ も完 了 して い る. 6・1・4採 尺 修 正 ミス ロー ル が発 生 した場 合,採 尺 計 画 に よつ て 決定 さ れ た採 尺 計 画本 数 に対 して 修 正 を 行 う.ま た 大 剪 断単 位 の各 パ ー の 測長 値 を 基 に 採尺 修 正 を 行 う.そ の 方 法 は 6・1・3項 の ス テ ッ プ5で 示 した 採 尺 計 画 の 最 終 分 割 バ ー に お け る方 法 と同 じな の で,こ こで は 省 略 す る. 6・1・5仮 引 き当 て 1小 勇 断 単 位 の 勇 断 ご とに剪 断 長 を読 み 込 み,当 該 本 数 分 の 仮 引 当 てを 行 う.次 大 剪 断単 位 の採 尺 修正 を 実 行 時 には,今 回大 勢 断単 位 ま で の 仮 引 き当 て が 完 了 して い る の で,採 尺 修 正 に お け る 切 り合 わ せ は 仮 引 き当 て 未 完 の注 文 に つ い て 行 う こ とに な る. 6・2 採 尺 ロ ジ ッ ク の 変 遷 当 初,採 尺 シス テ ムは 歩 留 りよ りは 生 産 性 を 優 先 して 作 られ た.し か し,そ の 後 省 エ ネ,省 資 源 の指 向か ら歩 留 りを 優 先 す る採 尺 シ ス テ ム へ の 改造 が必 要 な 状態 とな つ た.第1次 改 造 は 計算 機 容 量,マ ンパ ワー の 問題 か ら 抜 本 的 改造 に ま で至 らず,そ の 後 主 メモ リー,補 助 メモ リー の増 強,ビ ジ ネス コ ン ピ ュ ー タか ら伝 送 され る注 文 デ ー タの 内 容 充 実 等 の 基 本 改 造 を 実 施 し,そ の 上 で 採 尺 シス テ ムの 第2次 改 造 を 行 い 現 在 に至 つ て い る. この 採 尺 ロ ジ ッ クの 変 遷 をTable 5 に示 したが, 以 下 に そ の 主 要 な もの につ い て説 明す る. 6・2・1端 尺 種 類 及 び採 尺 方 法 当初,端 尺 長 は注 文 デ ー タエ リアに1個 分 しか 割 り合 て られ て い な か つ た.第1次 改 造 で は 端 尺 の 種 類 を 最 大 限 に 増 や した が1大 勇 断単 位 内 で採 尺 で きる端 尺 の 種 類 は1種 類 に 限 定 して い た.第2次 改 造 で は 仕 分床 を十 分 に使 用 す る こ とに よ り,最 大3種 類 に拡 大 し,大 剪断 単 位 内 の各 バ ー ご とに よ り歩 留 りの 高 い採 尺 を 行 う こ とを 可 能 と した. 6・2・2主 尺 犠 牲 本 数 第1次 改造 で は ロー ル単 位 に 端 尺 が 少 しで もあ れ ば, どん な サ イ ズ に お い て も主 尺 犠 牲 本 数 は1で あつ た. そ の た め 大 きな ロ ール単 位 や端 尺 許 容 率 の 小 さな ロー ル単 位 の 場 合,端 尺 を 採 り過 ぎて オ ーバ ー ロ ール に な る こと が あ つ た.ま た 逆 の 傾 向 の ロー ル単 位 の 場 合 は,も つと 主 尺 犠 牲 本 数 を 増 や して も十 分 引 き当て が で き歩 留 りを 上 げ る こ とが 可 能 な場 合 もあ つ た. 第2次 改 造 で は そ の不 具 合 を 改 善 し,圧 延 サ イ ズ, 端 尺 許 容 率 に よ り0∼2の 値 を 決 定 す る よ うに した. 6・2・3分 割 計 画 長 が冷 却 床 長 さ よ り長 い場 合 の 処 理 採 尺 計 画 に お け る既 述 の6.1.3項 ス テ ッ プ3の 処 理 の 結 果,最 終 分 割 長 が 冷 却 床 長 さ よ り長 くな つ た場 合, 第 1次 改 造 ま では 修 正 ロ ジ ッ クの頻 雑 さか ら分 割 数 を増 や さず に全 分 割 長 とも等 分 割 に して い た. 第2次 改 造 では 分 割 数 を1増 加 させ,採 尺 計 画 を立 て 直 す よ うな ロ ジ ッ クを追 加 した.こ れ に よ り無 駄 な 屑 が 発 生 した り,不 要 に端 尺 を採 尺 す る よ うな不 具 合 が 解 消 した. 6・2・4採 尺 修 正 に お け る主 尺 長 替 え Fig.4の 例 に 示 す よ うに,採 尺 修 正 に よ り6mの 第 1 主 尺 長 か ら5.5mの 第2主 尺 長 へ の主 尺 長 替 わ りの位 置 が採 尺 計画 の場 合 と変 わ つ た場 合,計 画が 崩 れ て 最終 分 割 バ ー 以外 か らも5mの 不 要 な 端尺 を採 尺 す る よ うに な つ た り,場 合 に よつ て は無 駄 な ロス を 出 した りす る よう な 不 具 合 が 生 じ る.第2次 改 造 で は この よ うな不 具 合 を 解 消 す るた め,注 文 の 上下 限許 容 値 を 外 れ な い限 り, 主 Table 5 . Step up history of shearing schedule in Muroran bar mill .
コ ン ピ ュ ー タ に よ る 棒 鋼 切 断 歩 留 りの 向 上 2469 尺 長替 わ り位 置 を尊 重 す る ロジ ッ クを 設 け た. 7 . 圧 延 歩 留 り, オ ー バ ー ロ ー ル 発 生 率 の 推 移 Fig.5に 圧 延 歩 留 り,オ ーバ ー ロー ル発 生 率 の 推 移 を 示 す.第1次 改造 は 昭 和50年6月 よ り12月 ま での 間 段 階 的 に 行 わ れ,第2次 改 造 は 昭 和54年5月 に行 わ れ て い る.ま た採 尺 ソフ トウ ェア の 改造 とは別 に測 長 精 度 の改 善 を 昭 和53年1月 に 行 つ て お り,歩 留 り向上 の効 果 を上 げ て い る. Fig.5に 示 す よ うに 圧 延 歩 留 りは 第1次 改 造 後 は94.8 %に,第2次 改造 後 は97.3%に 向上 し,そ の他 の 改善 効 果 も受 け 現 在 な お 上 昇 中 で あ り,当 所 棒 鋼 工 場 の 圧 延 歩 留 りは 国 内 で も長 い 間 トップ レベ ル を 維持 して い る. Fig.5に は オ ーバ ー ロー ル発 生 率 の 推 移 も同 時 に 示 し て い る が,長 く2%近 くを推 移 して お り圧 延 歩 留 り の 向上 との相 関 は 見受 け られ な い. 8 . 結 言 (1 ) 棒鋼 の 製 造工 程 で は 分 割 バ ーを 再 度 並 べ て 剪 断 す る た め,他 の鋼 材 に比 べ 歩 留 りは 低 い.そ して この 歩 留 りは 素 材単 重,サ イ ズ に 依 存 す る こ と,及 び オ ーバ ー ロー ル,品 質,生 産 性 と組 み 合 わ せ て 評 価 しな け れ ば な らな い. (2 ) 採 尺 の 数 学 モ デ ルは 整 数 計 画 法 が 適 用 され る が 解 法 が 困 難 な の で2主 尺 に 簡 略 化 してDPを 適 用 し, モ デ ル化 を 行 つ た.こ れ に よ り1ヶ 月 間 の デ ー タ を用 い て 『歩 留 り優 先 』 『主 尺 優 先 』 『作 業 性 優 先 』 の3ケ ー ス に つ いて シ ミ ュ レー シ ョ ンを 行 い,DPの 有 効性,設 備 上 の問 題 点 も確 認 した. (3 ) 実 際 の プ ロセ ス で は採 尺 ロ ジ ッ クの 開 発 の み な らず,ロ ジ ッ クを有 効 に活 かす 設 備 機 構 の 開 発 と,測 長 器 な どの精 度 向上 が必 要 で あ る. (4 ) 当所 工 場 の プ ロセ ス コ ン ピ ュ ー タ シス テ ムに お け る採 尺 シス テ ム を2回 に わ た り改善 し,97.6%の 圧 延 歩 留 りを 得 るに至 り,我 国 で も最 高 レベ ル と な つ て い る. (5 ) 今 後 は 素 材 採尺 と結 合 した 総 合 的 な 採 尺 シス テ ム化,太 径 に 対 す るDPの 応 用,分 割 精 度 の 向上 等 に よ り一 層 の 歩 留 り向 上 を は か りた い.
文
献
1 ) N. KAMII, K. KOKAI, K. INAZAKI, F. SATO,
and K. OGATA: Iron Steel Eng., 53 Dec.
(1976) , P. 47
2) 新 日 本 製 鉄(株) : Engineers No. 387 p. 9[日 科 技 連]
3) 鍋 島 一 郎 : 動 的 計 画 法(1968), p. 28[森 北 出 版] Fig . 4 . Schedule including two main lengths:
6.0, 5.5m .