着色シリコーンシートの積層造形による人体模型の製作
14
0
0
全文
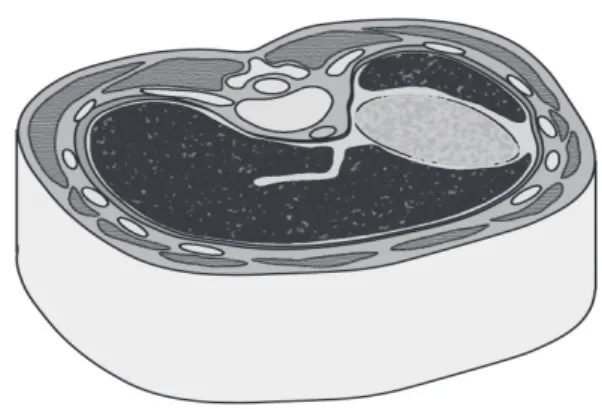
(2) VR 医学 Vol.16 No.1 しかし VR と模型は繰り返し練習が可能であり時. プリンタはまだ研究段階である。高分子バイオイ. 間的制約が少ない点が利点であり、ゆえに将来的. ンクを使って人体組織を模擬した擬似人体組織を. には VR や模型の必要性がこれまで以上に高まると. 作る研究が行われているが,現状では色や硬さの. 8). 考えられる 。この時に課題になるのが視覚と力触. 制御は行われていない 23)。. 覚の提示である。VR の視覚表現では臓器の大変形. 人体模型を触診したときには腫瘍の大きさ,硬さ,. 計算はまだ研究途上であり,計算アルゴリズムの. 位置が分かり,その部位を切開した時には図 1 の. 更なる改善が望まれる。また多指に力覚を提示で. ように,本物の人体を切開した時と同様の断面を提. きるデバイスが研究されてきたが,これらは指先. 示したい。これを実現するためには,図 2 (a) に示. の一点に力を発生することができるだけで,触診. すように細胞を模した一粒ごとに硬さと色の違う粒. のように手指全体や掌全体への力覚提示は機構的. 子を作り,それらを積み上げて図 2 (b) に示すよう. に困難であった 9-13)。一方,現物を模擬した模型は,. な人体組織を作り上げるような造形方法が必要とな. VR では難しかった視覚と力触覚の課題を同時に解. る。本研究では人体内部の色と硬さの両方を再現し. 決できる可能性がある。すでに腸管模型, 結紮模型,. た人体模型を造形するための基礎技術として,一粒. 内視鏡下手術などのトレーニングボックスや,麻. 一粒の硬さと色を制御した粒子を積み上げて疑似人. 酔,気道管理,穿刺などのシミュレータなどが市. 体組織を作るための素材と造形方法を提案する。. 販されている。素材や造形方法の研究が更に進め ば,手術手技の修得だけでなく,多くの分野で利 用が期待される。さらに VR の映像と組み合わせる ことにより,様々な症例と組み合わせた,これま でにないトレーニングも提供できると考えられる。 最もリアルな模型の造形方法は,細胞を培養し て臓器を作ることである。しかし現状では細胞を 三次元に積み上げ,臓器を作ることは難しい 14-16)。 シリコーンゴムやポリビニルアルコール,樹脂 などで作製した模型を利用した手術シミュレー ションが提案されている 17-20)。この方法は軟らか. 図 1 色と硬さが再現された人体模型の断面の例 Fig.1 Example of a Cross Section of Anatomical. Manikin that Reproduces Color and Hardness. い組織を作ることができるが,型を使って一体造 形するため,部分的に色や硬さを変えられないな どの問題がある。3D プリンタ(ラピッドプロト タイプ)による模型の製作は形成外科分野から始 まり,機器や素材の低価格化により様々な領域で 利用されるようになってきた 21, 22)。最近では軟ら かい物体の造形が可能となったり,フォトリアリ スティックな臓器模型も実現できるようになった。 しかしフルカラーで着色できる素材が硬いアクリ ル系硬質樹脂だけであったり,ラバー状軟質樹脂. 図 2 擬似人体組織の造形方法の概念 Fig.2 Concept of Modeling Method of Pseudo. Human Tissue. に着色できる色は黒だけであったりと,柔らかな 素材にフルカラーで着色し,それを積層できる 3D 28.
(3) VR 医学 Vol.16 No.1 を除くと通常 10 ~ 20μm である 26)。一方,イン. 2.関連研究. クジェットプリンタが吐出するインクの量は 1 ~ 筆者らの研究グループでは,これまでに①ナイ. 2pL で,吐出されたインクを球体と仮定すると,. ロンカプセル,②ゼラチン粒子,③寒天粒子など. その直径は 12.4 ~ 15.6μm となり,ヒト細胞の直. の素材による造形方法を検討した. 24, 25). 。. 径にほぼ等しい。しかし,吐出した微量の液体を. ①ナイロンカプセルはジアンミン水溶液と酸ク. 瞬時にゲル化して微小な粒子を作製すること,さ. ロライド溶液の界面にナイロンが生成されること. らに微小な粒子を三次元的に並べることは極めて. を利用して球状のカプセルを作るものである。こ. 難しかった。一方,大きな粒子では見た目が悪い。. の方法では溶液中で球状カプセルを作製すること. Apple 社の初期の Macintosh は,モニタ上に表示. には成功したが,空気中に取り出すと形状を保て. される 1 ピクセルの大きさが 1 ポイント(1/72 イ. ないという問題があった。. ンチ),すなわち 72dpi の解像度で画像を表示し. ②ゼラチン粒子は,加熱溶解したゼラチンをシ. ていた。また Web で利用される画像の解像度も. クロヘキサン溶液中に滴下して球状ゼラチンを作. 72dpi が標準的に用いられる。モニタを見るように. るものである。この方法では球状ゼラチンを作る. 人体模型も 30cm ほど離れた場所から見ることを. ことに成功したが,連続的に安定して粒子を作る. 前提にすると,粒子の大きさが 0.35mm(1/72 イ. ことが難しかった。. ンチ)以下であれば,粒子を積み上げたときの“見. ③寒天粒子は,加熱溶解した寒天をシリコーン. た目”は問題ないと考えた。. オイルの中に滴下して粒子を作るものである。シ. 人体模型を切断したときには,人体と同様の断. リコーンオイルに光重合開始剤を混合しておくこ. 面を提示したい。このためにはあらかじめ全て. とで,紫外線光の照射によりシリコーンオイルを. の粒子をそれぞれ必要な色で着色する必要があ. ゲル化できる。この現象を利用することで,作製. る。人体内部の画像データを公開している Visible. した寒天粒子をそのままの形状でゲルの中に閉じ. Human Project の女性データは 0.33mm ピッチの. 込めることができた。しかし粒子を適当な間隔に. スライスであるため,公開されているピクセルご. 並べ,さらにそれらを積層することが難しかった。. との色データを用いて一つひとつの粒子を着色し. これらの実験の中で,光重合開始剤を混ぜたシ. て積み上げれば目的の疑似人体組織となる可能性. リコーンオイル(UV オイル)は,紫外線光によ. がある。. りゲル化し,ゲル化した UV オイル(UV ゲル). 様々な方法を試したが,直径 0.33mm の粒子を. の硬さは使用するシリコーンオイルの分子量の違. 三次元的に積み上げることは技術的に難しかった。. いで制御できることが分かった。また顔料を加え. そこで着色した UV オイルを入れる窪みがある薄. ることで UV ゲルを着色することもできた。これ. いシートをあらかじめ作成し,その窪みに着色し. らのことから,一粒ごとに硬さを制御し,任意の. た UV オイルを入れ,ゲル化させた後にシートを. 色に着色した UV ゲルの粒子を何らかの方法で積. 積層することで擬似人体組織を作製することにし. 層することができれば,擬似人体組織を作製でき. た。具体的には,0.33mm ピッチで深さ 0.26mm の. る可能性があることが示唆された。. 窪みのある厚さ 0.33mm のシートを無色透明な UV ゲルで作製し,そのシートの窪みに着色した UV オイルを滴下した後にゲル化し(図 3 (a)),シー. 3.提案内容. トを積層する(図 3 (b))。人は透視投影で物を見 ヒト細胞の直径は,神経細胞などの特殊なもの. るため,着色した UV ゲルの表面だけでなく,UV 29.
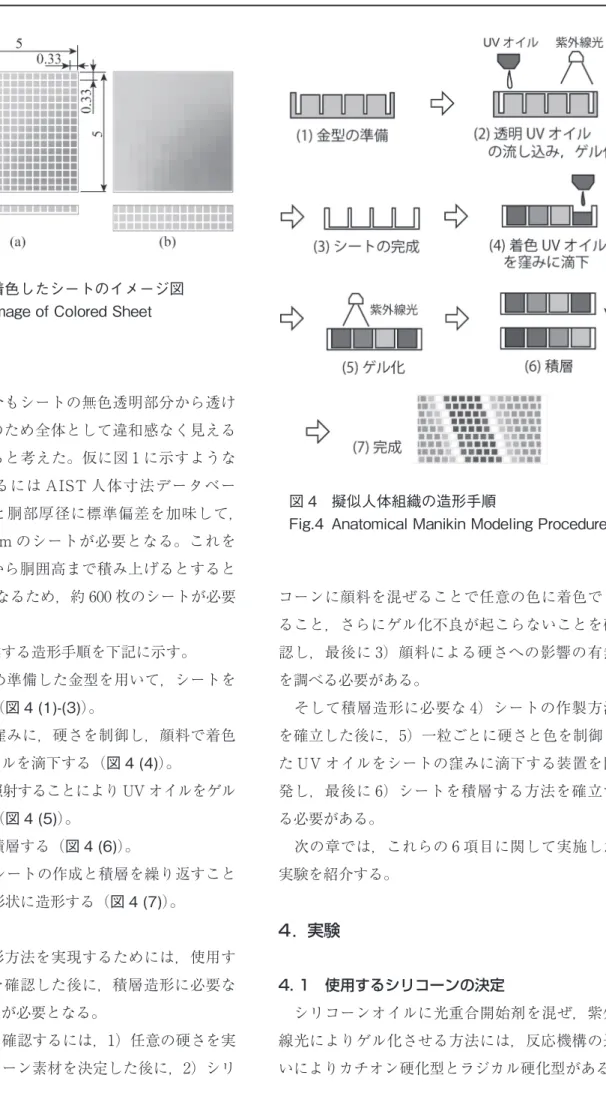
(4) VR 医学 Vol.16 No.1. 図 3 着色したシートのイメージ図 Fig.3 Image of Colored Sheet. ゲルの側面部分もシートの無色透明部分から透け て見える。このため全体として違和感なく見える 人体模型になると考えた。仮に図 1 に示すような 腹部を造形するには AIST 人体寸法データベー. 図 4 擬似人体組織の造形手順 Fig.4 Anatomical Manikin Modeling Procedure. スの胴部横径と胴部厚径に標準偏差を加味して, 320mm×250mm のシートが必要となる。これを 恥骨結合上縁から胴囲高まで積み上げるとすると 200mm ほどになるため,約 600 枚のシートが必要. コーンに顔料を混ぜることで任意の色に着色でき. となる。. ること,さらにゲル化不良が起こらないことを確. 本研究で提案する造形手順を下記に示す。. 認し,最後に 3)顔料による硬さへの影響の有無. ① あらかじめ準備した金型を用いて,シートを. を調べる必要がある。. 作成する(図 4 (1)-(3))。. そして積層造形に必要な 4)シートの作製方法. ② シートの窪みに,硬さを制御し,顔料で着色. を確立した後に,5)一粒ごとに硬さと色を制御し. した UV オイルを滴下する(図 4 (4))。. た UV オイルをシートの窪みに滴下する装置を開. ③ 紫外光を照射することにより UV オイルをゲル. 発し,最後に 6)シートを積層する方法を確立す. 化させる(図 4 (5))。. る必要がある。. ④ シートを積層する(図 4 (6))。. 次の章では,これらの 6 項目に関して実施した. ⑤ 着色したシートの作成と積層を繰り返すこと. 実験を紹介する。. で所定の形状に造形する(図 4 (7))。. 4.実験 提案する造形方法を実現するためには,使用す る素材の特性を確認した後に,積層造形に必要な. 4. 1 使用するシリコーンの決定. 要素技術の確立が必要となる。. シリコーンオイルに光重合開始剤を混ぜ,紫外. 素材の特性を確認するには,1)任意の硬さを実. 線光によりゲル化させる方法には,反応機構の違. 現できるシリコーン素材を決定した後に,2)シリ. いによりカチオン硬化型とラジカル硬化型がある。 30.
(5) VR 医学 Vol.16 No.1 それぞれの方法について硬さの制御性や扱いやす. 70℃で加温する必要があること,ゲル化後の UV. さを実験により確認し,使用するシリコーンを決. ゲルの接着性が悪いため積層が難しいこと,光カ. 定する。. チオン重合開始剤が高価であることといった問題. カチオン硬化型 UV オイルは光カチオン重合開. があった。. 始剤でゲル化するエポキシシリコーンを主材料と. ラジカル硬化型 UV オイルは光ラジカル重合開. して,硬さの調整にジメチルシリコーンを用いた. 始剤でゲル化するメタクリルシリコーンを主材料. (表 1) 。主材料と副材料の配合比を変え,紫外線. として,硬さの調整にジメチルシリコーンを副材. 光によりゲル化した後,弾性係数を測定した。試. 料として用いた(表 3)。ラジカル硬化型 UV オイ. 験片は JIS6254 で規定された形状に加工し,島津製. ルはゲル化時に酸素阻害を受けるため,紫外線光. 作所(株)製万能試験機(AG-I)を用いた。なお. の照射は窒素環境下(酸素濃度 0.2% 以下)で行. 配合比が 1:2 を越えるとゲル化させるのが難しかっ. う必要がある。無色透明のラジカル硬化型 UV オ. た。実験から主材料と副材料の配合比を変えるこ. イルは 3 分間の紫外線照射でゲル化が終了するが,. とで硬さを制御できることが分かった(表 2) 。理. 紫外線照射を続けると紫外線による化学変化が起. 化学研究所の力学特性データベースによると皮下. きて変色していくので注意が必要である。. 2. 2. 脂肪が 0.182 N/mm ,脳が 0.0076 N/mm などで. 主材料と副材料の配合比を変え,紫外線光によ. あることから脳より硬い組織を再現できる可能性. りゲル化させた後,F 型デュロメータ(高分子計. がある。しかしながら,ゲル化時に UV オイルを. 器(株))により硬さを測定した。これは UV ゲル が柔らかく,万能試験機が利用できなかったため である。比較のために人体の各部位のデュロメー. 表 1 使用したカチオン硬化型 UV オイルの組成 Tab.1 Composition of Cationic UV Oil. タ硬さを測定した。測定部位は JIS に規定された 人体の寸法計測に用いられる下記の 7 ヶ所である。 ① 掌(親指の付け根から小指の付け根までを結 んだ直線の中点) ② 腕(肩峰点から撓骨点を結んだ直線の中点) ③ 肩(頸椎点から肩峰点を結んだ直線の中点) ④ 胸(前腋窩点と体の中心線との距離の中点). 表 2 カチオン硬化型 UV ゲルの弾性係数 [N/mm ] Tab.2 Elastic Modulus of Cationic UV Gel 2. ⑤ 腹(左右の腸棘点を結んだ直線の中点) ⑥ 大腿(転子点から頸骨点を結んだ直線の中点) ⑦ 頬 UV ゲルの硬さ実験の結果を表 4,人体表面の硬 さを表 5 に示す。実験結果から配合比により硬さ. 表 3 使用したラジカル硬化型 UV オイルの組成 Tab.3 Composition of Radical UV Oil 表 4 UV ゲルの F 型デュロメータ硬さ Tab.4 F-type Durometer Hardness of UV Gel. 31.
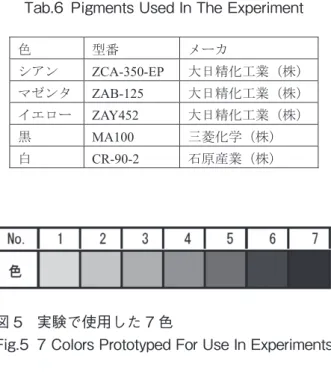
(6) VR 医学 Vol.16 No.1. 表 5 人体表面の F 型デュロメータ硬さ Tab.5 F-type Durometer Hardness of Human. Surface. 表 6 実験で使用した顔料 Tab.6 Pigments Used In The Experiment. を制御し,柔らかい組織も再現できることが確認. 図 5 実験で使用した 7 色 Fig.5 7 Colors Prototyped For Use In Experiments. できた。また予備実験によりゲル化した UV ゲル を接着することも確認できた。 これらの比較実験により,ラジカル硬化型 UV. 表 7 実験で使用した 7 色の Yxy 表色系値 Tab.7 Yxy color system values of 7 Colors. オイルを採用し,使用するシリコーンはメタクリ ルシリコーンとジメチルシリコーンと決定した。 4. 2 顔料による着色の可否とゲル化への影響 顔料を混入した UV ゲルを使って人体模型をフ ルカラーで表現したい。UV オイルに顔料を混ぜ ることにより紫外線光の吸収や反射が起こり,ゲ ル化に影響が出る可能性がある。ここでは UV オ イルに顔料を混ぜることで任意の色に着色できる こと,さらにゲル化への影響を確認する。 実験で使用した顔料を表 6 に示す。着色は UV オイル 95wt%,顔料 3wt%,分散剤 2wt%の割合 に調整した。顔料の分量がこれよりも多くなると,. より明るさの調整を行った。顔料の配合率(%). 紫外線光が UV オイルを透過しなくなるためゲル. は表 8 の通りである。着色した UV オイルと色見. 化が難しくなる。分散剤(KP-578,信越化学工業. 本との比較は JIS8723「表面色の視感比較法」を用 いた。. (株))は顔料が凝集するのを防ぐために使用した。 最初に Visible Human Project の頭部画像に現れ. 顔料を入れた UV オイルの硬化不良の有無を調. る最も明るい色と最も暗い色を抽出し,それらを. べるために,紫外線光でゲル化するまでの時間を. 含み明るさが一定間隔になるような 7 色の色見本. 測定した。紫外線光は,紫外光源(365nm,3500. を準備した(図 5,表 7)。次に用意したシアン,. mW/cm2,型番 L9566-01A,浜松ホトニクス(株)). マゼンタ,イエローの顔料を UV オイルに混ぜて. か ら ラ イ ト ガ イ ド(A10014-50-0110, 浜 松 ホ ト. 色相を色見本に合わせる。最後に白と黒の顔料に. ニクス(株))により導光して,UV オイルから 32.
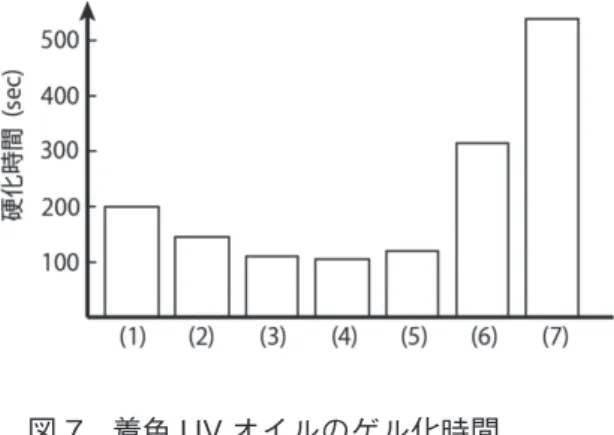
(7) VR 医学 Vol.16 No.1. 表 8 顔料の混合比(%) Tab.8 Mixing ratio of Pigments (% ). 図 7 着色 UV オイルのゲル化時間 Fig.7 Hardening Time of Colored UV oils. 化時間は,暗い部分がある場合で 9 分,そうでな ければ 3 分で十分であることが分かった。 紫外線光の過剰照射による脱色の有無も確認す る必要がある。60 分間の連続照射の後,JIS 8723 で規定された方法で色見本と比較した。紫外線光 の過剰照射による脱色は確認できなかった。 4. 3 顔料による硬さへの影響 図 6 着色した UV オイルのゲル化装置 Fig.6 Setup for Colored UV Oil Gelation. 顔料が UV ゲルの硬さに与える影響を確認する。 ここでは,あらかじめ実験により求めた顔料の最 大粒子径(99% 粒子径)と最多頻度粒子径に着目 した(表 9)。. 60mm の高さから照射した。図 6 のように UV オ. 最大粒子径が最も大きな黒と最も小さな白の組. イルの厚さはシートの窪みの深さである 0.26mm. み合わせ,および最多頻度粒子径の大きな黒とイ. とした。酸素阻害を避けるために UV オイルの上. エローの組み合わせについて,顔料の割合を 10:0. には石英ガラスを置いた。ゲル化の確認は,UV. から 0:10 まで変化させ,弾性率と破断応力を実験. オイルの上からガラス製攪拌棒を押し付け,視覚. により求めた。UV オイルはメタクリルシリコーン. および触覚で判断した。 無色透明な UV オイルをゲル化させるのに必要. 表 9 実験で求めた顔料の粒子径 Tab.9 Particle Size Of Pigment Determined By. Experiment. な時間は 2 分であるのに対して,顔料を混入した UV オイルがゲル化するまで時間は図 7 のように なった。白の顔料が多いと紫外線が UV オイルの 表面で反射するためゲル化までの時間が長くなる。 黒の顔料が増えると紫外線の透過率が悪くなるた め,ゲル化までの時間が長くなると考えた。白の 顔料よりも黒の顔料の方が影響が大きいが,顔料 によりゲル化不良を起こすことはなかった。ゲル 33.
(8) VR 医学 Vol.16 No.1 のみを用いた。弾性率を求める実験では UV オイ. やすい傾向がある。しかし粒子径の大きさと弾性. ルを JIS6254 で規定された形状にゲル化させ,万. 率および破断応力との関係は分からなかった。顔. 能試験機により 10mm/min の速度で圧縮した。一. 料を入れることで弾性率が変化することから,所. 方,破断応力を求める実験では UV ゲルを JIS ダ. 定の弾性率を実現するには,実験により弾性率を. ンベル形状 8 号の形状に打ち抜き型で成型し,万. 計測しながらジメチルシリコーンを混ぜることで. 能試験機により 5mm/min で引っ張った。試行回. 柔らかさを調整する必要があることが分かった。. 数は各試験片に対して 3 回である。. 以上の実験により,2 種類の透明シリコーンオ. 実験結果を図 8 および図 9 に示す。粒子径が大. イルの配合比を変えることで硬さを制御し,その. きな黒だけの UV ゲルは弾性率が大きく,破断し. シリコーンオイルを着色する顔料の配合比を変え ることで色を制御できることが確認できた。これ により硬さと色の両方を制御した粒子ができる。 一粒ひと粒の硬さと色が違う粒子を並べて積層す ることで,柔らかい部位から硬い部位へ連続的に 硬さを変えながら,同時に色彩も変わっていく疑 似人体組織が造形できる可能性がある。 4. 4 シート作製方法の確立 粒子を 0.33mm ピッチで積み上げるために,表 面に縦横が 0.33mm ピッチで深さ 0.26mm の窪み がある厚さ 0.33mm の透明なシートを UV ゲルで. 図 8 黒と白の顔料の割合と弾性率,破断応力との. 関係 Fig.8 Relationship Between the Ratio of Black. and White Pigments and Elastic Modulus,. Breaking Stress. 作製する。シートを作製するには型(メス型)が 必要となる。型の作製方法を確立するためにいく つかの予備実験を行った。 エポキシ樹脂ベースのフォトレジスト SU-8(日 本化薬(株))を使用する方法では,幅 0.03mm と いう狭い溝を加工できるが,0.02mm の深さまでし か溝を掘り下げることができなかった(図 10)。 超硬(タングステンカーバイド)に幅 0.07mm, 深さ 0.26mm の溝をエンドミルで切削加工して金 型を作製したところ,溝部分に抜き勾配がないた めシートの離型が難しかった(図 11)。 最 終 的 に 図 12 の よ う な 0.33mm ピ ッ チ で 幅 0.106mm,抜き勾配 4 度,深さ 0.26mm の窪みの ある金型を形彫り放電加工機で作製した(図 13,. 図 9 黒とイエローの顔料の割合と弾性率,破断. 応力との関係 Fig.9 Relationship Between the Ratio of Black. and Yellow Pigments and Elastic Modulus,. Breaking Stress. 14)。この金型で製作できるシートは厚さ 0.33mm, 縦横 5mm 四方である。 シートを金型から離型するには,あらかじめ金 型にフッ素系離型剤を塗布してから UV オイルを 34.
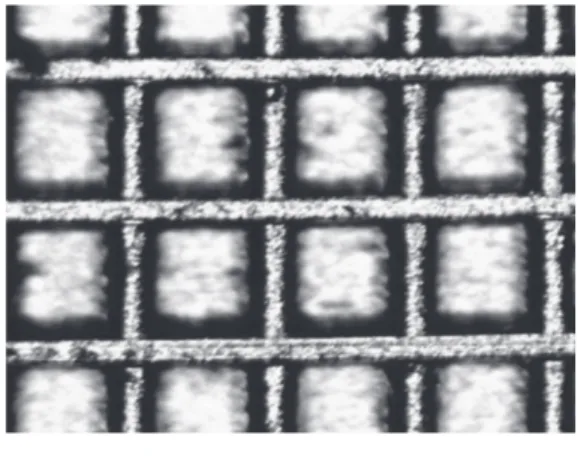
(9) VR 医学 Vol.16 No.1. 図 10 SU-8 による金型(左)と作製したシート Fig.10 Die Using SU-8 (left) and Fabricated Sheet 図 13 製作した超硬製の金型 Fig.13 Photo of the Die for Experimental Use. 図 11 超硬を利用した金型(左)と溝部分からの. 離型に失敗したシート(右) Fig.11 Mold Using Carbide (left) and Sheet That. Failed To Release (right). 図 14 金型のシート造形部分(5mm×5mm) Fig.14 UV Sheet Molding Part in the Die. 図 12 UV ゲルシートの形状(mm) Fig.12 Shape of Dimpled UV Gel Sheet. 図 15 5mm 四方の無色透明シート Fig.15 A Colorless transparent Dimpled UV Gel. Sheet. 入れゲル化させた後,UV オイルが溶解しないアセ トン溶液中で超音波振動(28kHz)を加えることに より離型する 28)。製作したシートを図 15 に示す。 この金型では F 型デュロメータ硬さで 52 までの シートを作ることができた。さらに柔らかいシート. る。図 16 にシートの顕微鏡写真を示す。シートの. を作ろうとすると離型時にシートが破断した。この. 表面が滑らかでないことが分かる。これは金型を加. 原因は形彫り放電加工機による金型加工と考えられ. 工する際に表面に微小な凹凸ができ,それがシート 35.
(10) VR 医学 Vol.16 No.1 表 10 ディスペンサの仕様 Tab.10 Specifications of the Dispenser. 図 16 シートの顕微鏡写真 Fig.16 Micrograph of UV Gel Sheet. の表面に転写されたものと考えられる。この凸凹に より金型とシートとの摩擦が大きくなり,柔らかい シートを引き抜く際に破断したと考えられる。さら に柔らかいシートを作るためには,金型表面を滑ら かに加工することが必要と考えられる。 4. 5 UV オイル滴下装置の開発 硬さと色を制御した UV オイルをシートの窪みに 滴下するには,窪みの体積である 15.1nL の UV オ イルを滴下する必要がある。ここではディスペンサ. 図 17 ディスペンサ位置決め装置の構成 Fig.17 Configuration of the Developed Dispenser. Positioning Device. を用いることにした。実験により UV オイルの粘度 が 90 ~ 100mPa・s であることが分かったため,こ の粘度に対応するディスペンサ(NANO MASTER SMP- Ⅲ,武藤エンジニアリング(株) )を用いる. 表 11 ディスペンサ位置決め装置の仕様 Tab.11 Specifications of the Positioning Device. ことにした。ディスペンサの仕様を表 10 に示す。 ディスペンサ先端には UV オイルを滴下するた めにノズルが取り付けられる。幅 0.26mm のシー トの窪みに外径 0.2mm のノズル先端を入れるため に,ノズルを精度良く位置決めする装置を開発し た。位置決め装置の構成図を図 17 に示す。X,Y, Z 軸のそれぞれに単軸ロボットを取り付け,ステー ジ上のシートに対してディスペンサ先端のノズル を 3 次元的に位置決めできる。位置決め装置の仕 様を表 11 に,外観を図 18 に示す。ここでは基礎 実験のためディスペンサを 1 台のみ用いたが,広 い面積に滴下するにはディスペンサを並列に複数 36.
(11) VR 医学 Vol.16 No.1 表 12 顔料の一次粒子径 10μm よりも大きな粒子. が含まれる割合 Tab.12 Primary Particle Diameter of Pigments and. Percentage of Particles Larger than 10μm. 図 18 位置決め装置の正面と側面 Fig.18 Front and Side Photos of Positioning. Device. 表 13 顔料の分散実験結果 Tab.13 Breakup Experiment for Pigments. 台並べることにより,効率の良い滴下が行えると 考える。 位置決め装置の各軸とディスペンサを連動させ て動かすことにより,所定の窪みに適量の UV オ イルを滴下できることを確認した(図 19)。しかし, 予備実験では,着色した UV オイルがディスペン サのノズルに詰まるという現象が発生した。一般. 粒子径を測定したところ,10μm よりも大きな粒. にノズル内径の 1/10 より粒子径が小さければ詰ま. 子が含まれる割合は表 12 のようになった。これ. りが生じないとされている。ノズル内径は 100μm. は顔料が凝集して粒子径(二次粒子径)が大きく. で,顔料の粒子径(一次粒子径)は表 12 に示す. なっているためである。そこで凝集した顔料を分. ようにノズル内径の 1/10(10μm)よりも十分に. 散するためにビーズミル(BR-100V Ⅱ,アイメッ. 小さい。そこで粒度分布測定器(日機装(株))で. クス(株))を使用した。表 13 に示す時間だけ分 散処理を行うと,10μm よりも大きな粒子が含ま れる割合がゼロになることを実験により確認した。 顔料が一旦分散すれば,UV オイルに入れた分散 剤の働きにより再凝集が起こらず,ノズルの詰ま りが発生しないことが確認できた。 4. 6 積層方法の確立 シートを積層するには上下のシートを接着させ る必要がある。ゲル化したシリコーンの表面には 官能基が少ないため,シリコーン同士を接着する ことは難しい。試行錯誤の結果,シートを UV オ イルの中に 24 時間以上入れ,シート表面に UV オ. 図 19 UV オイルを滴下する様子 Fig.19 UV Oil in Dimples on UV Gel Sheet. イルを拡散浸透させた後に,下から順番に 1 枚ず 37.
(12) VR 医学 Vol.16 No.1 つシートを乗せ,窒素環境下で紫外線光を 3 分間. なシートの表面が粗いこと,さらに紫外線光によ. 照射することで接着することに成功した。接着方. る変色が挙げられる。シート表面が粗いと上下の. 法の確認のために,脳の色 No.1 で着色したシート. シートが密着せず微小な空気層ができるため,こ. (図 20)を 8 枚作成し,それらを積層して作った. れらの部分で光の屈折率が変わり,光が散乱して. 擬似人体組織を図 21 に示す。提案した素材と造形. 透過する色の明度が低くなったと考えられる。ま. 方法により擬似人体組織を造形することができた。. た,シートの上に別のシートを重ね,接着するの. 図 20 を見ると着色したシートには着色した部. に 3 分間の紫外線照射,さらに別のシートを重ね. 分の他に 0.07 ~ 0.1mm の幅で透明な部分がある. るて 3 分間の紫外線照射というように,積層を繰. ことが確認できる。このシートを積層すると透明. り返すごとに下にあるシートは紫外線光を浴び続. な部分から下側のシートの着色部分が見えるので,. けることになる。これにより透明部分が紫外線光. 結果的に均一の色になると期待していた。ところ. による化学変化で変色してしまったと考えられる。. が図 21 を見ると着色部分に対して透明部分は,. 上記の問題を解決するには金型表面を滑らかに. 暗い色味になっている。この理由として無色透明. すること,高分子同士の化学反応による接着では なく接着剤による接着が考えられる。また,前述 したように腹部の人体模型を作製するには 600 枚 のシートを積層する必要がある。シートの接着に 3 分掛かると,全体では 30 時間ほど掛かる計算と なる。このため効率の良い接着方法の確立や,シー ト自体を不要にする積層技術の研究が期待される。 なお,今回の実験で作製した擬似人体組織は小 さすぎるため万能試験機やデュロメータで硬さを 測定することができなかった。. 5.おわりに 図 20 着色したシート(5mm×5mm) Fig.20 Colored Sheet (5mm*5mm). 教育訓練で使用する人体模型を作ることを目標 に,人体の細胞を模した硬さと色を制御した粒子 を三次元的に積み上げて擬似人体組織を作るため の素材と造形方法を提案した。 最初に疑似人体組織のベースとなる 2 種類のシ リコーン,メタクリルシリコーンとジメチルシリ コーンを選択し,光重合開始剤を加えることで紫 外線光でゲル化する無色透明な UV オイルを作っ た。これにシアン,マゼンタ,イエロー,黒,白 の顔料を加えて任意の色に着色した後,紫外線光 によりゲル化することを確認した。また,紫外線 光を長時間照射しても脱色がないことも確認した。. 図 21 積層造形した擬似人体組織 Fig.21 Stacked colored sheets. さらにメタクリルシリコーンとジメチルシリコー 38.
(13) VR 医学 Vol.16 No.1 ンの配合比を変えることで硬さを制御できること. 参考文献. を確認した。この UV オイルを利用すると,一粒. 1) 厚生労働省医政局総務課医療安全推進室 : 医療紛争. ごとに硬さと色の違う粒子を積み上げて疑似人体. 処理等の現状について , 第 1 回診療行為に関連した. 死亡に係る死因究明等の在り方に関する検討会資料 3,. 2007.. 組織を造形できることが示唆された。 新しい造形方法の提案では,まず金型を使用し. 2) 堤 一生 : 私の手術教育 : 初心者指導の経験から , 脳. て窪みがある無色透明なシートを作る技術を確立. した。開発した位置決め装置とディスペンサを使っ. 3) 七戸俊明 , 他 :「外科系医療技術修練の在り方に関. て,顔料で着色した UV オイルをシートの窪み に滴下することができた。全ての窪みに着色した. 卒中の外科 , 第 35 巻 , pp.361-363, 2007.. する研究」 についての報告 , 日本外科学会誌 , 第 110 巻 ,. 第 5 号 , pp.304-309, 2009.. 4) S. K. Sarker, B. Patel: Simulation and surgical training,. UV オイルを滴下した後,紫外線光を照射するこ とでゲル化させ,着色したシートを製作した。こ. International Journal Clinical Practice, Vol.61, No.12,. pp.2120-2125, 2007.. 5) 近藤 哲 , 他 : 外科系医療技術修練の在り方に関する. のシートを無色の UV オイルの中に入れ,表面に UV オイルを拡散浸透させることで,着色したシー トを接着,積層する技術を確立した。提案した素. 研究 , 平成 20 年度厚生労働省科学研究費補助金地域. 医療基盤技術開発推進研究事業総括研究報告書 , 2009.. 6) 長嶺隆二 , Darryl D. Lima, Patil Shantanu, 他 : 十字. 材および造形方法により疑似人体組織を作ること. 靱帯切離の膝キネマティクスへの影響:TKA のデザ. ができた。. インと手術手技の再検討 , 整形外科と災害外科 ,. 第 58 巻 , 第 3 号 , pp.355-359, 2009.. しかし,実験で作製した疑似人体組織の“見た目”. 7) 斉藤寛浩 , 佐藤 章 , 森川栄治 , 他 : 当院における若. は期待したようにならず,シートの着色部分と透. 手脳外科医のためのマイクロ練習プログラム , 脳卒. 明部分が判別できる結果となった。この理由とし. 中の外科 , 第 36 巻 , pp.118-124, 2008.. てシートの表面粗さの問題と過剰な放射線光の照. 8) Roger Kneebone: Simulation in surgical training:. 射の問題が考えられた。表面粗さは金型表面を滑 らかにすることで,紫外線光の過剰照射は接着剤. educational issues and practical implication,. MEDICAL EDUCATION, Vol.37, pp.267-277, 2003.. 9) アルハラビオサマ,ダヌラティスビタウタス,川崎. の使用などで対応できる可能性がある。またシー. 晴久,毛利哲也 : 5 指ハプティックインターフェイス. トを用いない積層造形方法も今後の展開として考. による乳癌触診訓練システムの研究 , Vol.4, No.1,. VR 医学 , pp.4-10, 2006.. えられる。. 10) Suzuki N, Hattori A, Ezumi T, et al.: Simulator for. virtual surgery using deformable organ models and. 謝辞. force feedback system, Studies in Health Technology. 本実験に協力してくれた芝浦工業大学足立研究. and Informatics, Vol.50, pp.227-233, 1998.. 室卒業生の田中勇介君,中田光君,水野貴義君,. 11) Ignacio Galiana, Jorge Barrio, Jose M. Breñosa, and. 岡本弘君,桜井素之君,冨田沙祈子さん,塚原佑 太君,藤島綾亮君,永野健太郎君,中島良太君, 関根陽祐君,岩橋宏樹君,稲垣光洋君に感謝する。. Manuel Ferre: Modular Multi-finger Haptic Device:. Mechanical Design, Controller and Applications,. pp.55-83, Multi-finger Haptic Interaction, ISBN 978-. 1-4471-5203-3, 2013.. 12) Haruhisa Kawasaki, Takahiro Endo, Tetuya Mouri,. Yasuhiko Ishigure and Vytautas Daniulaitis: HIRO:. Multi-fingered Haptic Interface Robot and Its Medical. Application Systems, pp.85-107, Multi-finger Haptic. 23500566(平成 23 年度~平成 25 年度)および課. Interaction, ISBN 978-1-4471-5203-3, 2013.. 題番号 26350546(平成 26 年度~平成 29 年度)の内,. 13) Katsuhito Akahane, Jungwoo Hyun, Itsuo Kumazawa,. 本論文はシリコーンゲルの積層造形研究に関 して日本学術振興会より助成を受けた課題番号. 課題番号 23500566 についてまとめたものである。 39. Makoto Sato: Two-Handed Multi-finger String-Based.
(14) VR 医学 Vol.16 No.1. Haptic Interface SPIDAR-8, pp.109-147, Multi-finger. 26) 伊藤隆著 : 組織学 ( 改定 19 版 ), 南山堂 .. Haptic Interaction, ISBN 978-1-4471-5203-3, 2013.. 27) 水野貴義 : 紫外線ゲル化ゲルを用いた擬似人体組織. 14) Paul Calvert: Printing Cells, Science, Vol.318,. 造形方法の研究 , 2011 年度芝浦工業大学大学院修士. 学位論文 , 2012.. pp.208-209, 12 Octber 2007.. 15) Matthias P. Lutolf, Penny M. Gilbert, Helen M.. Blau: Designing materials to direct stem-cell fate,. Nature, Vol.462, pp.433-441, 2009.. 16) Niklas Sandler, Ida Salmela, Adyary Fallarero, et al.:. Towards fabrication of 3D printed medical devices. to prevent biofilm formation, International Journal. of Pharmaceutics, Vol.459, pp.62-64, 2014.. 17) M.Suzuki, A.Hagiwara, Y.Ogawa, H.Ono: Rapid. prototyped temporal bone and inner-ear models. replicated by adjusting computed tomography. thresholds, The Journal of Laryngology and. Otology, Vol.121, pp.1025-1028, 2007.. 18) Carling L.Cheung, Thomas Looi, Thomas S. Lendvay,. et al.: Use of 3-Dimensional Printing Technology. and Silicone Modeling in Surgical Simulation:. Development and Face Validation in Pediatric. Laparoscopic Pyeloplasty, Journal of Surgical. Education, Vol.71, No.5, 2014.. 19) 角田篤信 , 岸本誠司 : 手術トレーニング三次元模型. の作製と工夫について , 耳鼻咽喉科展望 , Vol.54, No.5,. pp.340-342, 2011.. 20) 山下樹里 , 横山和則 , 森川 治 , 他 : 内視鏡下鼻内手術. 手技研修用精密ヒト鼻腔模型の開発 , 日本コン. ピュータ外科学会誌 , Vol.5, pp.187-188, 2003.. 21) 小林正弘 : 光ゲル化性樹脂による頭蓋 , 顔面骨模型. の作成と手術シミュレーションへの応用 , 慶應医学 ,. 第 68 巻 , 第 6 号 , pp.783-794, 1991.. 22) Vicknes Waran, Vairavan Narayanan, Ravindran. Karuppiah, et al.: Injecting Realism in Surgical. Training: Initial Simulation Experience with Custom. 3D Models, Journal of Surgical Education, Vol.71,. No.2, pp.193-197, 2014.. 23) Kris Pataky, Thomas Braschler, Andrea Negro, et al.:. Microdrop Printing of Hydrogel Bioinks into 3D. Tissue-Like Geometries, Advanced Materials, Vol.24,. pp.391-396, 2012.. 24) 中田光 : 人体模型における擬似人体組織造形手法の. 研究 , 2010 年度芝浦工業大学大学院修士学位論文 ,. 2011.. 25) 岡本弘 : 紫外線ゲル化ゲルを用いた人体模型の造形. 方法に関する研究 , 2012 年度芝浦工業大学大学院修. 士学位論文 , 2013.. 40.
(15)
図
+5


関連したドキュメント
Our goal is to define and examine the “manifold” of all solutions of the system ( ∗ ) using a generalized notion of manifold which, in effect, allows for non-standard solutions..
A major challenge involved in orbit design within the context of the circular restricted three-body problem CR3BP is the organization of the vast set of options that is available
AHP involves three basic elements: (1) it describes a complex, multicriteria problem with objective or subjective elements as a hierarchy; (2) it estimates the relative weights
Mainly, by using the extrapolation method, families of estimates can be derived which are valid for any nonsingular matrix and thus can be used for nonsymmetric problems. In
It is suggested by our method that most of the quadratic algebras for all St¨ ackel equivalence classes of 3D second order quantum superintegrable systems on conformally flat
— We introduce a special property, D -type, for rational functions of one variable and show that it can be effectively used for a classification of the deforma- tions of
Keywords and Phrases: number of limit cycles, generalized Li´enard systems, Dulac-Cherkas functions, systems of linear differential and algebraic equations1. 2001 Mathematical
Gmelin concerning the Fundamental Theorem of Algebra to establish the following result about the polynomials that represent prime numbers (see [20], Satz 7).. St¨ ackel’s
