硬 ロ ウお よ び ロ ウ付 接 合 部 の 衝 撃 強 さ
江
国 定
明
石
原
貞
夫
Impact-Strength
of Brazing Filler Metals and Brazed Joints
By Sadaaki Ekuni and Sadao Ishihara
Abstract
As to impact-strength
of brazed joints, there have been a few reports.
They have not explained
the relation between the impact strength
of filler metals and that of the joints brazed with them,
and also have not proved the state of fracture
in brazed joint whose base metals as copper and
copper alloys were weaker than filler metals.
Authors investigated
the relation between charpy
impact-strength
of filler metals and brazed
joints using eight kinds of filler metals in Ag-P-Cu and Ag-Cu-Zn-Cd types and copper base metal.
And we studied the fracture mechanism for various brazed joints, the effects of annealing for various
filler metals and brazed joints and the influences of joint thickness
in brazed joints for the impact
strength.
The test results summarized as follows :
1)
The impact-strength
of filler metals in Ag-Cu-Zn-Cd
type were stronger than that in
Ag-P-Cu type and the impact-strength
of both filler metals was improved by increase of silver contents
in filler metals.
2) The impact-strength
of brazed copper joints was generally
less than those of filler metals
and it was determined by the impact-strength
of filler metals.
3) The fracture crack in impact specimens of brazed copper joints whose filler metals had higher
impact-strength
than base metal began from the boundary layer between filler metal and base metal.
But, the fracture crack of brazed joints whose filler metals had less impact-strength than base metals
began from filler metals.
As a result, the absorbed energies in brazed joints had a large difference
with both brazed joints.
4)
After diffusion annealing, impact-strength
of brazing filler metals and brazed joints became
weak in Ag-P-Cu type and strong in Ag-Cu-Zn-Cd
type.
5)
When impact-strength
of filler metals was higher than that of base metals, the thickness in
brazed joints had no effect on impact-strength
of brazed joints.
But, when impact-strength
of filler
metals was weaker than that of base metals, the joint thickness gave some influences to impact-strength.
1.ま え が き
硬 ロウ付 接 合 部 の 衝撃 強 さに 関 して は,二,三 の報 告 が あ る.す な わ ち,Handy and Harmanの 報 告 では, SAE 4140お よ びArmco Ironを 母材 と して 衝 撃 値 を も
とめ,母 材 の 相 違 に よ る 衝 撃 強 さ の 変 化 を しめ して い る.こ れ に よれ ば,母 材 の伸 び が 衝撃 強 さ に大 き く影 響 し,同 一 の ロ ウ材 で あれ ば母材 が 軟 か い ほ ど衝 撃 強 さ は 大 き い と して い る。 ま た,吉 田2)は,軟 鋼 を 母 材 と した 真 鍮 ロ ウ付 接 合 部 に つ いて その ロウ の厚 さの 衝 撃 強 さ に お よぼ す 影響 を 検討 した結果,母 材 強 度 が ロウ付 けに よ る熱影 響 を うけ るた めバ ラ ツキ が大 き いが,ロ ウの 厚 み を か な り大 き く した と き高 い衝 撃 強 さを うる こ とを しめ して い る.さ らにG.Hanselは,Ni-Mo系 の フ ェラ イ ト鋼 を 母 材 と して,BAg-1,3お よ びBCuの ロ ウ材 を 用 い て,そ の 衝 撃 強 さ を 試 験 した結 果,衝 撃 試験 で は,引 張 試 験 に比 較 して,歪 速度 が大 き いた め,ロ ウ付 欠 陥 な ど に よ るバ ラ ツ キが 大 き く,ロ ウの 厚 さの影 響 を 認 めて い な い. これ らの 研 究 で は,ロ ウ材 そ の もの の 衝撃 強 さ と接 合 部 の衝 撃 強 さの 関 係が 明 らか に されて お らず,さ らに, 母 材 が銅 あ る いは 銅合 金 の よ うに,ロ ウ材 よ り強 さ の小 さ い もの につ い て は検 討 され て い な い.し た が って著 者 らはAg-P-Cu系 お よびAg-Cu-Zn-Cd系 の ロ ウ材 に つ いて,ロ ウ材 そ の もの の衝 撃 強 さを も とめ,銅 を 母 材 と した ロ ウ付接 合 部の 衝撃 強 さ との 関 係 を検 討 した.つ い で,衝 撃 強 さ に お よぼす 焼 鈍 の 影響 お よ び接 合 部 の ロ ウ の厚 み に つ いて も研 究 した. *原 稿 受 付,昭 和39年3月23日(曜 和38年 度 溶 接 学 会 秋 季 全 国大 会 に て 発 表) **正 員 ,神 鋼 電 機KK研 究 部Member,Shinko Elec.Co.,Ltd.. Res.Lab.
879
溶 接 学 会 誌
第33巻(1964)第8号 2.実 験 方 法 2.1供 試 ロ ウ 材 お よ び 母 材 Table1に しめ す 化 学 成 分 を 有 す るAg-P-Cu系 お よ びAg-Cu-Zn-Cd系 の ロ ウ 材8種 類 を 用 い,電 気 用 脱 酸 銅 を 母 材 と し てAg-P-Cu系 の も の は フ ラ ッ ク ス を 使 用 せ ず に ロ ウ 付 け を し,Ag-Cu-Zn-Cd系 の も の は B2O3-KF-KBF4系 の フ ラ ッ ク ス を 用 い た.Table 1 Chemical composition of specimens
2.2試 験 片 の作 製 2.2.1ロ ウ材 の衝 撃 試 験 片 Fig.1(a)に しめ す状 形 の炭 素 製 の 治 具 を 用 い て,こ れ を(b)に しめ す よ うに組 立 て,そ の 中 に 接 合母 材 と して15mm厚 さ の銅 板 を 挿入 す る.銅 板 と ロ ウと の 接 触 面 は,0/3エ メ リー ペ ーパ ーで 仕 上 げ,ア セ トンで 脱 脂 洗 滌 後,フ ラ ック スを 塗 布す る.装 置全 体 を 酸 素― ア セ チ レ ン,ト ー チで 加 熱 し,銅 板 と銅 板 の間 に ロ ウ材 を 流 し込 ん だ.ロ ウ材 が 空 隙 に充 満 され た 後,加 熱 を 止 め 徐 冷 す る.こ の よ うに して 作 製 した もの を(c)に しめ す 方 向 に15×15×55mmの 角 材 に 切 断 し,(d)に し め す よ うなU型 ノ ッチ シ ャル ピー試 験 片 に加 工 した.な お,ロ ウ の 部分 を10mmの 巾 に し た のは,2.4項 に しめ す 予 備 実験 の結 果 に よ る もの で あ る.試 料 は 各 ロ ウ 材 につ い て10ケ 作 製 した. 2.2.2接 合 部 の衝 撃 試験 片 Fig.2(a)に しめす 寸 法 の 銅板 を用 いて 接 合 面 を0/6 エ メ リー ペ ーパ ー で仕 上 げ,ア セ トンで脱 脂 後 ブ ラ ック
Fig. 1 Jigs and dimensions of specimens for brazing filler metals
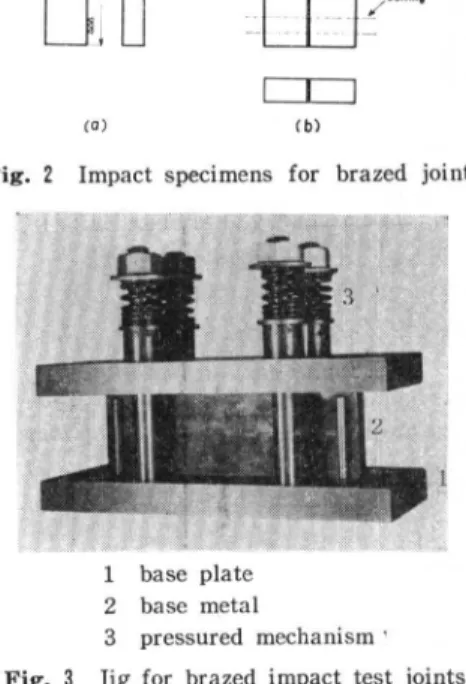
Fig. 2 Impact specimens for brazed joints
1 base plate 2 base metal
3 pressured mechanism,
Fig. 3 Jig for brazed impact test joints
スを塗 布 して 接 合 面 に あ らか じめ酸 素― ア セチ レン熔 で 置 き ロウ をす る,こ れ をFig.3に し めす 治 具 に 設 置 し て,バ ネ に よ り約5kg/cm2の 圧 力 を接 合面 に 加 え て 銅 板 を両 側 面 か ら加 熱 し,ロ ウ 付 け を お こな う.徐 冷 後 Fig.2(b)に しめす よ う に 切 断 し,こ れ をUノ ッチ型 (JIS3号)シ ャル ピー試 験 片 に 仕上 げ る.試 料 は 各 ロ ウ材 で10ケ 作製 した. 2.2.3ロ ウ付 厚 さを 変 え た ロウ 付接 合 部 衝 撃 試験 片 接 合 部 の厚 さ を 自 由 に か え る こと は2.2.2項 の方 法 で は 無 理 な の で,Fig.4に し め す よ う な 凸起 を 有 す る素 片 を 銅 で 作 製 し,こ の 素 片 の接 合面 を ア セ トンで 脱 脂 洗 滌 後,高 周 波加 熱 法 で 置 き ロ ウを して お く.こ れ を Fig.5に しめ す よ うに誘 導 加 熱 法 を 用 い て接 合 部 を加 熱 し,上 下方 向 に10kg/cm2荷 重:をか け て お く.接 合 部 の ロ ウが 溶解 した と ころで 加 熱 を 止 め て 徐 冷す る,そ の後 素 材 の 中 央 部 か らUノ ッチ型(JIS3号)シ ャル ピ ー試 験 片 に仕 上 げ加 工 した.
Fig. 4 Specimen for testing of joint ithickness
effect
1 upper specimen
2 heating coil3 spring balance4 cooling water5 lower specimen
Fig. 5 Induction brazing apparatus
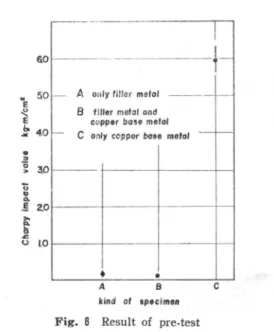
Table 2 Conditions of annealing for various filler metals 2.2.4焼鈍方法 母 材 は す べ て 加 工 前 に580℃×3h.の 焼 鈍 を した も の を 使 用 し,ロ ウ 材 お よ び 接 合 部の 衝 撃 試験 片 は,ロ ウ付 け の まま の状 態 の もの と焼 鈍 した もの との両 者 につ いて 実 験 を お こな った.焼 鈍 す る もの は,切 断 加工 の直 前 にTable2に しめす 方 法 で 還 元性 雰 囲気 で お こな っ た. 2.3試 験 装 置 30kg-cmお よ び30kg-mの シ ャル ピー衝 撃 試 験 機 を 用 い て お こな い,ロ ウの 厚 さの 測定 に は 読取 顕 微 鏡 を 使 用 した. 2.4予 備 実 験 ロウ材 の衝 撃 強 さを も とめ ると き,試 験片 は ロウ材 だ け で 作 製す べ きで あ るが,Fig.1(d)に しめ す よ うに 一 部 を銅 に お きか え た,こ の場 合,衝 撃 強 さに お よぼ す影 響 を検 討す るた め に,ロ ウ 材 と してBCuP-5を 用 い て, 1)ロ ウ材 だ け の もの 2)一 部を 銅 に お き か えた もの 3)銅 の み の もの につ いて 衝 撃 試験 を お こな った.こ の結 果 はFig.6に しめ す と お りで あ る.ロ ウ付部 の 衝 撃 強 さは,母 材 の伸 び が 大 き く影響 し,
Fig. 6 Result of pre-test
軟 か い母 材 で 試 験 を お こな え ば,同 じロ ウ材 を 使 用 して も衝撃 強 さは 高 くな る こと は 確 認 され て い る.し か し 本 試料 で は,ロ ウ付 部 が10mmも あ りロ ウ付 部 とは い え ず,ま た,母 材 と ロ ウ材 の 変 形能 も近 似 して い るの で Fig.6の 結 果 を さ らに 統 計 的 に検 討 して み た結 果 有意 水 準を1%に す る と平 均 値 に差 が な い こ とが わ か った. そ こで ロウ材 の 衝 撃 試 験 片 と して 前 述 の もの を採用 し た. 3.実 験 結 果 お よ び 考 察 3.1ロ ウ材 の衝 撃 強 さ
Fig. 7 Charpy impact value of various filler metals
581
溶 接
学 会
誌
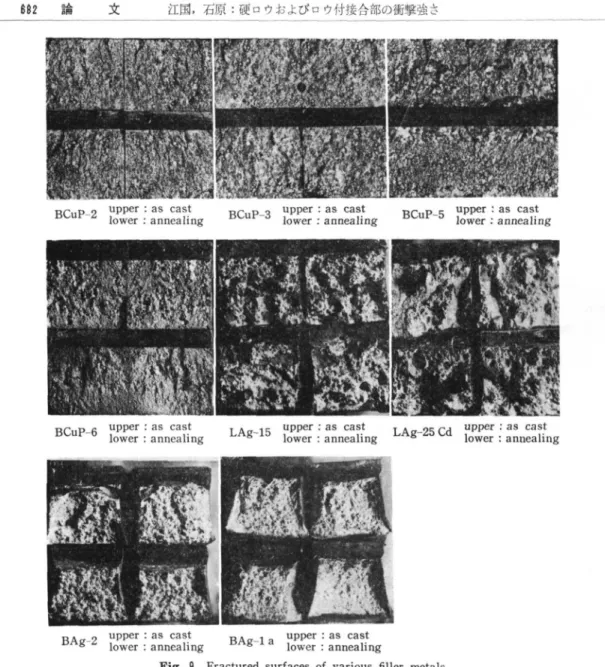
第33巻(1964)第8号 各 ロ ウ材 に つ いて,そ れ ぞ れ10ケ の 試 験 片 に つ い て 衝 撃 試 験 を お こな し.平 均 値(X)お よ び バ ラツ キ(σ)を 計 算 した 結 果 をFig.7に し めす. 実験 後 の試 片 を観 察 す る とAg-P-Cu系 け全 部ロ ウ材 の 中央 よ り破 断 して い るが,Ag-Cu-Zn-Cd系 で は,一 部 母材 と ロウ材 の接 合 部 か ら破 断 を して い る もの が あ っ た,こ れ らはデ ー タか ら削除 した.こ の結 果 を見 る と, 軟 銅 の 衝 撃値5.95kg-m/cm2に 比 較 してAg-P-Cu系 は かな り低 い値 を しめ して い るが,Agの 含 有 量 が 増 す と,わ ず か な が らそ の値 は上 昇 して い る.い っぽ うAg-Cu-Zn-Cd系 に お いて もAgの 含 有 量 の増 加 と と もに 衝 撃値 は増 し,そ の 値 が40%を 超 え る と軟 銅 よ りか え っ て高 い値 にな ってい る.Fig.8に 別報 に よ る焼 鈍 後 の ロウ材 の硬 さ,伸 び お よび 引張 強 さを しめ す が,ロ ウ材 の 衝撃 強 さ と対 比 して み ると,硬 さの 低 い もの ほ ど,ま た 伸 び の大 きい ロウ材 ほ ど,一 般 に 衝 撃 強 さ も高 い傾 向 が み られ る. 試験 後 の破 面 の代 表 例 をFig.9に しめ す.破 面 の巣 はBCuP-6,3,LAg-15お よ び25Cdに 多 く,こ れ ら の ロ ウ材 は海 綿 状を 呈 して い る.ま た,焼 鈍 に よ る破 面 の差異 は と くに認 め られ な か った.破 面 の 変 形 は,他 の 金 属 材 料 に お け ると 同様 に,衝 撃 値 の高 いBAg-1aあ る い はBAg-2に お いて 顕 著 で あ る. 3.2ロ ウ付 接合 部 の 衝 撃強 さ 各 種 の ロ ウ材 を 用 い て銅 を 母 材 と した と き のロ ウ付 接 合 部 の 衝 撃 試験 結果 と,ロ ウ材 の そ れ と対 比 した 結 果 を Fig.10に しめ す.ロ ウ付 試 験 片 の ロ ウの 厚 さは,ロ ウ と母材の ぬ れ 性 の 良 い ロ ウ 材 ほ ど小 さ く,BAg-1a, BCuP-5な どは,ロ ウ の 厚 さ が 約0.1mm前 後 で あ っ た.い っぽ うBCuP-3,LAg-15な ど では,同 一 方 法 に よ り試 験 片 を 作 製 した に もか か わ らず,0.5∼0.7mmに な った.し か し,こ れ は後 述 す る よ うに,ロ ウの 厚 さの 衝 撃 強 さに 対 す る影 響 が あ ま りみ られ なか った の で,衝 撃 強 さ は平 均 値(X)と そ のバ ラ ツキ(σ)で 比 較 した 。 この 実 験 結 果 か ら,ロ ウ材 の 衝 撃 強 さは,ロ ウ付 接 合 部の 衝 撃 強 さ と非 常 に深 い関 係 が あ る ことが わ か った. この事 実 は,引 張 強 さ,剪 断強 さな どに は み られ なか っ た現 象 で あ る.す な わ ち,銅 を母 材 と した ロウ付 接 合 部 の 引張 強 さは,ロ ウ材 の強 さが 母 材 に 近 い もの ほ ど高 い 値 が 得 られ,剪 断強 さに お い て は,ほ と ん ど ロウ材 の 強 さ に は関 係 が み られ ず,い ず れ の ロ ウで も一 様 な強 さ が得 られて い る. しか し,衝 撃 破 断 で は,母 材 とロ ウ材 と の機 械 的性 質 の相 対 関係 が その 衝 撃 強 さを 大 き く支 配す る.す なわ ち 母材 が ロウ材 よ り弱 いよ うな本 実 験 の ごと き組 合 わせ で は,ロ ウ材 の衝 撃 強 さが高 け れば,十 分 母 材 に衝 撃 エ ネ ル ギ ー が 吸収 され て,高 い衝 撃 強 さが 得 られ る,逆 に ロ ウ材 の衝 撃 値 が低 けれ ば,ロ ウ材 に亀 裂 を 生 ず るた め, 母材 に十 分 衝 撃 エ ネ ルギ ーが 吸 収 さ れ な いの で 低 い衝 撃Fig. 8 Hardness, elongation and tensile strength of various filler metals
Fig. 10 Relation of charpy impact value be-tween brazed joints with various filler metals and various filler metals
Fig. 9 Fractured surfaces of various filler metals
Table 3 Influence of annealing on charpy impact values 強 さ に な る. 3.3ロ ウ お よ び ロ ウ 付 接 合 部 の 衝 撃 強 さ に お よ ぼ す 焼 鈍 の 影 響 Fig.7に し め す よ う に ロ ウ 材 の 衝 撃 値 は,焼 鈍 に よ り Ag-P-Cu系 で は わ ず か に 減 少 し,Ag-Cu-Zn-Cd系 で は 増 加 し て い る.と く に,LAg-15お よ びLAg-25Cd に お い て そ の 変 化 が 著 し い.本 試 験 試 料 に ほ ど こ した 焼 鈍 で は,Ag-P-Cu系 ロ ウ 材 の 硬 さ は 増 加 す る.Ag-Cu - Zn-Cd系 で は 残 留 応 力 の 弛 緩 と,再結晶 によ る軟化 の 影 響 が 考 え ら れ る. ロ ウ 付 接 合 部 に 対 す る 焼 鈍 の 影 響 に つ い て は,BCuP.5 に つ い て 実 験 を お こ な っ た が,Table3に し め す よ うに,約70%に 低下 し た.
683
溶
接 学
会
誌
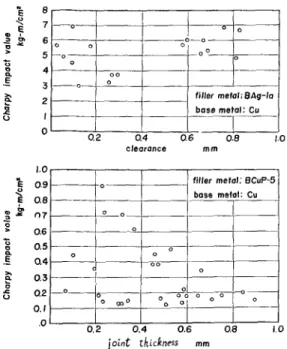
第33巻(1964)第8号Fig. 11 Relation between the joint thickness charpy impact value of brazed joints
3.4ロ ウ 付 接 合 部 の 衝 撃 強 さ と ロ ウ の 厚 さ 銅 を 母 材 と し て ロ ウ 材 にBAg-1aお よ びBCuP-5を 用 い た と き の ロ ウ付 部 の ロ ウ の 厚 さ と 衝 撃 値 の 関 係 を, Fig。11に し め す.BAg-1aで は,0.02∼0.82mmの ロ ウ の 厚 さ 範 囲 で,と くに ロ ウ の 厚 さ と 衝 撃 強 さ の 間 に 一 定 の 関 係 は お ら れ な い.し か し,ロ ウ の 厚 さ に 関 係 な く 衝 撃 値 に は,か な りの バ ラ ツ キ が み ら れ る.BCuP-5で は,0.08∼0.9mmの ロ ウ の 厚 さ 範 囲 で 実 験 し た が,ロ ウ の 厚 さ が02∼0.9mmの 範 囲 で は,衝 撃 値 が 比 較 的 よ く一 致 し て い る 。 破 面 は,ロ ウ の 厚 さ が0.2mm以 下 の 場 合 は,境 界 層 か ら 出 発 し て お り,0.2mm以 上 の ロ ウ の 厚 さ の 試 料 で は,す べ て ロ ウ 材 部 か ら亀 裂 が 進 行 し て い る. い っ ぱ ん に,ロ ウ 材 よ り 弱 い 銅 の ご と き 母 材 で は,ロ ウ 材 の 衝 撃 強 さ が 高 い と き は,ロ ウ の 厚 さ の 影 響 が み ら れ ず,ロ ウ 材 の 衝 撃 強 さ が 低 い と き に は,ロ ウ の 厚 さ の 狭 い もの が,接 合 部 の 衝 撃 強 さ を 高 くす る よ う で あ る. 4.結 論 Ag-P-Cu系 お よ びAg-Cu-Zn-Cd系 の ロ ウ 材 を 用 い て ロ ウ材 の衝 撃 強 さを もと め,さ らに 銅を 母 材 と して ロ ウ付 接 合 部 の 衝 撃 強 さ を も と めて,両 者 の関 係 を 調 査 し,さ らに焼 鈍 お よび接 合部 の ロ ウの 厚 さ の影 響 に つ い て 考 察 した 結 果,つ ぎの ご と く要 約 さ れ る. 1)ロ ウ材 の 衝撃 強 さは,Ag-P-Cu系 よ りAg-Cu-Zn-Cd系 が 高 く,両 系 と もにAgの 含 有 量 が 増 す と, 衝撃 値 は 高 くな り,Ag-Cu-Zn-Cd系Aウ 材 で は,Ag の 含 有量 が40%以 上 に な る と銅 よ り高 くな る. 2)銅 の ロ ウ付 接合 部 の衝 撃 強 さ は,Ag-P-Cu系 ロ ウで は ロ ウ材 そ の もの の衝 撃 値 よ り高 く,Ag-Cu-Zn-Cd 系 ロ ウで は,ロ ウ材 そ の もの の衝撃 値 よ り低 い.ま た, 接 合 部 の衝 撃 強 さは,ロ ウ材 中 のAg%が 増 加 す る と, Ag-P-Cu系 で は,や や 向 上 し,Ag-Cu-Zn-Cd系 で は 顕 著 に 増 加 す る. 3)焼 鈍 に よ り,ロ ウ材 の 衝撃 値 は,Ag-P-Cu系 で は 低 下 し,Ag-Cu-Zn-Cd系 で は 向 上 す る.こ の傾 向 は,ロ ウ付 接 合 部 に お いて も同様 で あ る. 4)ロ ウの 厚 み と接 合 部 の 衝撃 強 さ の関係 は,BAg-1 aで 銅 を ロ ウ付 け し た 場 合 に は,ほ とん どみ られず, BCuP-5で 銅 を ロウ付 け した と きは,ロ ウの厚 さ が小 さ い もの の ほ うが高 い衝 撃 値 を あ たえ た. 最 後 に 御 指導 を賜 わ った 名 古屋 大 学 教 授,益 本 博 士 な らび に 実 験 に 協力 され た,丸 谷,西 川,藤 井 の諸 氏 に深 甚 の謝 意 を表 す る.
参
考 文
献
1) Handy and Harman Technical Bulletin No. T-4 " Strength of Silver Alloy Brazed Joints Part II"
2) 吉 田"ロ ウ 付 の 強 度(第2報)"溶 誌.Vol.27 (1958), No. 7, 414∼417
3) G. Hansel, "Mechanical Properties of Butt Joints Brazed with BAg-la, BAg-3 and BCu Filler Metals" W.J, Vol. 35 (1956) No. 4, 211 S•`216 S
4) 平 田,応 和,"シ ヤ ル ピー 衝 撃 値 の 分 散 特 性 と評 価 基 準 に つ い て" 溶 誌.Vol. 32 (1963) No. 5, 450∼454
5) 江 国,平 井,吉 田,"硬 ロ ウ材 の 高 温 機 械 的 性 質 につ い て"溶 誌. Vol. 32 (1963) No.12 1161∼1169
6) Karl M. Weigert "Formation and Physical Properties of Metallurgical Phases of the Ag-Cd-Cu-Zn Quaternary Alloys Investigated and Discussed by Author" W.J. Vol. 35 (1955) No. 5, 421•`424 7) 江 国,平 井,西 川,"硬ロウ 付 に 関す る研 究(第2報)"溶 誌.Vo l. 31 (1962) No. 8, 695 8) 江 国,平 井,"硬 ロ ウ付 に 関 す る研 究(第3報)"溶 誌.Vol. 32 (1963) No. 9, 184 9) 江 国,石 原,"硬 ロ ウ付 に関 す る研 究(第5報)"溶 誌.Vol. 32 (1963) No. 9, 186 10) Timochenko,"材料 力 学"上 巻,コロ ナ社,1955和,P176