平成 30 年 (2018 年 ) 度学位論文(修士)
SLIM 着陸脚用ポーラスアルミニウム合金の 衝撃吸収挙動におよぼす後熱処理の影響
平成 31 年 (2019 年 )1 月 25 日
首都大学東京大学院
システムデザイン研究科 システムデザイン専攻 航空宇宙システム工学域 博士前期課程
17891527 三浦 汀桜子
指導教員 北薗 幸一
1
目次
第 1 章 緒言 ... 3
1.1 研究背景... 3
1.2 SLIM プロジェクト ... 4
1.3 ポーラスアルミニウム ... 5
1.3.1 ALPORAS ... 6
1.3.2 アルミニウム繊維焼結体 ... 7
1.3.3 3D 積層造形ポーラスアルミニウム ... 8
1.4 Al-Si-Mg 合金 ... 9
1.4.1 時効硬化 ... 9
1.4.2 焼鈍し ... 10
1.5 先行研究... 11
1.6 衝撃吸収材の構造 ... 16
1.7 本研究の目的 ... 18
第 2 章 後熱処理条件に関する実験方法 ... 19
2.1 供試材... 19
2.2 試験... 21
2.2.1 硬さ試験 ... 21
2.2.2 組織観察 ... 22
2.2.3 X 線回折装置(XRD)解析 ... 23
2.2.4 準静的圧縮試験 ... 23
第 3 章 後熱処理条件に関する結果と考察 ... 24
3.1 硬さ試験片の形状の影響 ... 24
3.3 焼鈍し時間の影響 ... 32
3.4 冷却速度の影響 ... 33
3.5 準静的圧縮試験 ... 34
第 4 章 I/F に関する実験方法 ... 35
4.1 供試材... 35
4.2 試験... 35
4.2.1 組織観察(SEM,EDS) ... 35
2
4.2.2 準静的引張試験 ... 35
第 5 章 I/F に関する結果と考察 ... 36
5.1 EDS 観察 ... 36
5.2 準静的引張試験 ... 39
5.3 破面観察... 39
第 6 章 結言 ... 41
参考文献 ... 42
対外発表 ... 45
謝辞 ... 45
3
第 1 章 緒言
1.1 研究背景
月は人類にとって最も身近な衛星である.人々は古くから月を観測し,暦や占いに 用いたり,様々な神話を生み出したりと,月に親しむと同時に,月面に降り立つこと を夢見てきた.時代が進むにつれて技術が発達し, 1959 年に旧ソ連がルナ 1 号
1)を打 ち上げて以来アメリカと旧ソ連の人類の月面探査競争が始まり,米ソ冷戦時代に突入 するとその競争は激化した.とうとう 1969 年にアメリカのアポロ 11 号
2)が人類初の 月面着陸に成功したが,有人月面探査は莫大なコストがかかるため下火になり,アポ ロ計画以降月面有人探査は行われていない.しかし全世界 14 の宇宙機関からなる ISECG (International Space Exploration Coordination Group)は再び月探査に重点を置く ことを国際宇宙探査ロードマップに組み込んでおり,全世界 45 の国や国際機関が集 った 2018 年 3 月に東京で開かれた第 2 回国際宇宙探査フォーラム(ISEF2)では,アメ リカ主体で月近傍に”月軌道プラットフォームウェイ(Lunar Orbital Platform-Gateway:
LOP-G)”を構築する計画にロシアも高い協力意欲を示していたり,中国やインドでも 独自に月面基地の構想を明確にしていたりするなど、世界的に再び月近傍,月,火星 へと進む大きな流れができており,月面着陸を目指す気運が高まりつつある
3).
火星などの実態が徐々にわかりつつある近年の地球外惑星の調査においては,探査 すべき内容や目的が以前よりも具体的になってきているため,高精度着陸技術の需要 が高まっている.また,将来の太陽系化学探査においてはより高度な観測装置が必要 となってくるため,観測装置の重量を削減するという方向性を提案することは難しく,
さらに重量が増加することが見込まれる分探査機を軽量化しなければならない.こう いった点から,次世代の探査機は従来と比較してより軽量で,より確実に目的地に着 地することが求められている.このような条件を満たすためには,現在の探査機の在 り方を見直さなければならないため,ピンポイント着陸を行うための着陸方法や着陸 脚の形状も改善点の一つである.
従来の着陸方式ではエアバッグやパラシュートを展開したり
4)5),スラスタ―を逆 噴射したり
6)することによって落下速度を緩やかにしていたがエアバッグを展開する 方式では着陸地点の不確実性,スラスタ―を逆噴射する方式では重量の増加などが課 題とされていた.そこで JAXA ではピンポイント着陸を実証するための SLIM (Smart
Lander Investigating Moon)計画が進行している. SLIM 計画では着陸方の際に,高度
4 m から自由落下した衝撃を,着陸脚に取り付けた衝撃吸収材で吸収する方法を計画
している. SLIM では小型軽量化を重視していることから大型で複雑な機構を採用す
ることができないため,アポロ計画などで従来使用されていたクラッシュハニカム
7)の代わりとなるような衝撃吸収材を考えなければならない.そこで提案するのが軽量
4
なポーラスアルミニウム製の衝撃吸収材である.すでに先行研究でポーラスアルミニ ウムがエネルギー吸収性に優れていることがわかっており
8),また本研究では使用し ている 3D 積層ポーラス Al-Si-Mg は CAD で設計するため,着陸条件を満たす形状や 気孔率のモデルを任意に作製することが可能であることから,SLIM の着陸脚の衝撃 吸収材としての利用が期待されている.
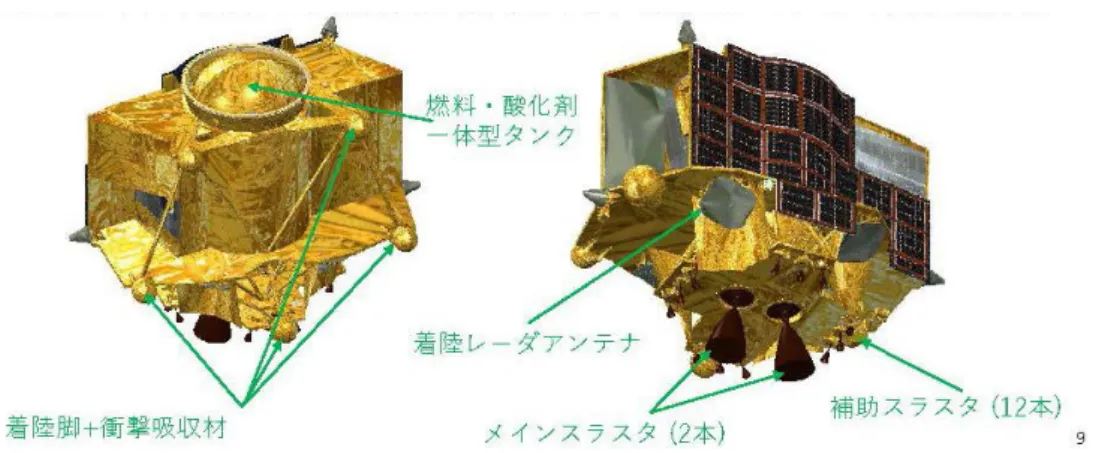
1.2 SLIM プロジェクト
SLIM(Smart Lander for Investigating Moon)とは,将来の月惑星探査に必要とされる
「ピンポイント着陸技術」を研究し,それを月面にて小型探査機で実証する計画であ
る
9)10)11).現在 JAXA 宇宙科学研究所を中心に,全国の大学や企業の研究者と共同で
取り組まれている.従来,月面探査機の着陸方法としてはスラスタを逆噴射させる軟 着陸方法や,着陸前にエアバッグを展開させるといったものだった.しかしスラスタ を逆噴射する軟着陸方法では重量増加やエネルギー変化という問題があり,エアバッ グを展開する方法では着地点を決定できないという問題があった.そこで SLIM を実 現すれば,従来の「降りやすいところに降りる」着陸ではなく,「降りたいところに 降りる」着陸を達成することができる
12).
SLIM の目的として,具体的には以下の 2 つが挙げられる.
・小型の探査機によって,月への高精度着陸技術の実証を目指す.
・従来よりも軽量な月惑星探査機システムを実現し,月惑星探査の高精度化に貢献 する.
Fig. 1 Image of SLIM.
5
1.3 ポーラスアルミニウム
ポーラスアルミニウムとは小さい気孔が無数にあいているアルミニウムであり,
こういった金属のことを総称してポーラス金属,あるいは多孔質金属と呼ぶ.ポー ラス金属は緻密材と比較してその質量が大幅に軽量であるため,ポーラス金属を使 うことによって,アルミニウムやマグネシウムなどの軽量な緻密材の使用による軽 量化を上回る軽量化が可能になる.また,ポーラス金属は比表面積が大きく多孔質 であるため,エネルギー吸収力に優れ,高い熱交換容量,断熱特性,吸音特性等の 緻密材料とは異なる特性を持っている
13).こういったポーラス金属の特長から,軽 量,高エネルギー吸収能であるポーラスアルミニウムを SLIM の着陸脚の衝撃吸収材 として提案する
14).
ポーラスアルミニウムには様々な製造法があるが,その構造は大きく分けて二種 類の内部構造あり,一方はオープンセル構造,もう一方はクローズドセル構造であ る.オープンセル構造はセル同士の境界面が開いており,クローズドセル構造はセ ル同士の境界面にセル壁が存在し,セル同士が独立している.
本研究室で研究されてきた主なポーラスアルミニウムとしては ALPORAS やアル
ミニウム繊維焼結体,3D 積層造形ポーラスアルミニウムがある.各ポーラスアルミ
ニウムについて,以下の項目で述べる.
6
1.3.1 ALPORAS
ALPORAS とは神鋼鋼線工業株式会社が製造していたクローズドセル構造を
有するポーラスアルミニウムである.その断面写真を Fig. 2 に示す. ALPORAS は溶湯発泡法という工程で製造され,その製造工程の概要を Fig. 3 に示す.溶 湯発泡法とは,まず気泡の合体や散逸を抑制するためにアルミニウム溶湯にカ ルシウムを添加し大気中で攪拌を行うと,カルシウムの高い酸素親和性によっ て CaO や CaAl
2O
4等が生成し,これが溶湯粘度を増加させる.その後粘度が上 がった溶湯に発泡剤を添加し,その熱分解によって発生したガスが溶湯を発泡 させるので,そのまま冷却することでクローズドセル構造のポーラスアルミニ ウムが得られるという方法である.現在 ALPORAS は製造を中止している
15).
Fig. 2 Sectional view of ALPORAS
16).
Fig. 3 Manufacturing of ALPORAS by melt foaming method
17).
7
1.3.2 アルミニウム繊維焼結体
アルミニウム繊維焼結体とは太盛工業株式会社が製造する,オープンセル型 ポーラスアルミニウムである.その諸特性を Table 1 に,表面写真を Fig. 4 に示 す.アルミニウム繊維焼結体は金属粉末射出形成(Metal Injection Molding: MIM) で作製される.金属粉末作製法は,溶湯した金属粉末とプラスチック樹脂等を 混ぜ合わせ,細いノズルから高圧で射出し作製された繊維状のアルミニウムを 圧縮し高温焼結する方法である.
オープンセル構造を有するという点から,衝撃吸収材としての利用が可能で あると期待され本研究室において過去に研究されたが,エネルギー吸収効率の 低さから,SLIM の着陸条件を満たすことが難しいことが判明した
18).
Table 1 The characteristics of aluminum fiber sintered body.
Fig. 4 Image of aluminum fiber sintered body.
material A1070
fiber diameter [mm] 0.1
density [g/cm^3] 0.5
porosity [%] 80
8
1.3.3 3D 積層造形ポーラスアルミニウム
3D 積層造形ポーラスアルミニウムとは,金属粉末レーザ積層造形法(PBL-LB 法:Powder bed fusion-laser beam)により作製されたオープンセル構造のポーラス アルミニウムである. Fig. 5 に PBL-LB 法で製造された半球型 3D 積層造形ポー ラスアルミニウムの写真を示す.PBL-LB 法とは,アルミニウム合金粉末を敷 き詰めたパウダーベッドにレーザを照射して,一層ずつ CAD データに基づい て任意の部分を溶融させ積層する方法で,一体構造の製品や部品,複雑な形状 の製品造形に適している
19).また,気孔や密度が不均一な ALPORAS やアルミ ニウム繊維焼結体と異なり, CAD データで設計した通りに作製することができ るため,材料として均一であり,気孔率や骨格太さを自由に設定することで強 度を制御することができる.
未だ積層装置によって使用できる粉末材料が限られており,本研究で用いる 試料を作製しているドイツの EOS 社の EOSINT ではアルミニウムを積層する場 合,そのぬれ性や鋳造欠陥の少なさ,機械的特性から Al-10Si-Mg 合金が用いら れる.
Fig. 5 Image of porous aluminum by 3D modeling method.
9
1.4 Al-Si-Mg 合金
SLIM の着陸脚の衝撃吸収材料として本研究で取り扱っている材料は Al-10Si-0.3Mg 合金であり,このような合金成分としてケイ素を多めに含むアルミ合金に少量のマグ ネシウムを添加したものを Al-Si-Mg 合金という.鋳造材 Al-Si 系合金は,Al-Mn 系や
Al-Cu 系と比較してその優れた溶湯の流動性や鋳型充填性,鋳造割れがほとんど起こ
らないといった点から, 1990 年代後半頃より鋳造用アルミニウムとして注目されてき た
20).ケイ素を添加することによって熱膨張率が抑えられ,また,耐摩耗性もあると いう特徴がある.さらに Mg を添加することにより,耐熱性や強度を向上させること ができることが知られている
21).
また, Al-Si-Mg 合金は熱処理によってその機械的特性を変化させるという特徴を持
っている. 1.5 で述べる先行研究において Al-Si-Mg 合金に人工時効,焼鈍しという熱 処理を施した.人工時効は時効硬化という現象を利用した熱処理であり,時効硬化と 焼鈍しについて以下の項目で説明する.
1.4.1 時効硬化
金属材料を高温から急冷したとき,材料組織中は不安定な状態にあるため,
この状態の材料を常温で放置,あるいは常温より高い温度で長時間保持するこ とで安定な組織に変化しようとする.時効とは,そのように供試材をある一定 温度に保持することをいい,時効に伴って起こる硬化のことを時効硬化という.
時効硬化は析出硬化のひとつであるが,析出硬化とは高温では単相,低温では 2 相となる合金系を用いて,過熱して一旦初晶α相単体の状態にする溶体化処 理,その状態から急冷して硬化させる焼入れ,時効という熱処理を経て母相中 に微細な析出物を分散させて得られる強化法である.今回の供試材である Al-Si 系の平衡状態図を Fig. 6 に示す.
Fig. 6 The equilibrium diagram of Al-Si alloy
22).
10
Al-10mass%Si 合金を考える.この合金は例えば 600 ℃では 10%Si の液相からα相
が晶出した状態であり,これを初晶相という.この状態から 400 ℃まで温度を下げ ると,その温度での平衡状態である-Al 相と Si 相の 2 相状態となる
22).本研究にお いて使用された Al-10Si-0.3Mg に関してより具体的に述べると,以上の反応に続いて
相が共晶部分に少量晶出して完全凝固する.さらにその後も余剰の Mg 溶質が残存
するため,これらと Al ならびに Si 溶質が残存液相中でさらに反応し,-AlFeSi と Mg
2Si 相をより低温域で晶出後,凝固が完了すると考えらえている
24)25)26)27).
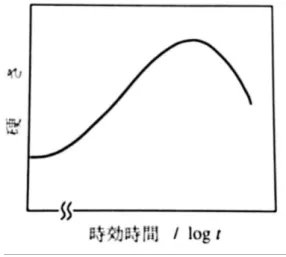
この凝固過程は,Fig. 7 のように模式的に析出強化する.時効硬化に伴って第二相 である相が析出し,それが転移の移動の障害となるため強度が向上するが,時効時 間が長すぎると析出物が粗大化し,合金は再び軟化することが分かっている.これ を過時効という.また,焼入れ後人工的に再び共晶温度以下の高温に保持すること を特に人工時効といい,室温で保持することを自然時効と呼ぶ.
Fig. 7 Aging curve
26).
1.4.2 焼鈍し
加工後の材料の均質化,材質の改善を目的として,適当な温度に過熱,保持
後,徐冷する操作を焼鈍しという.その中でも,軟化を目的として行われる焼
鈍しを軟化焼鈍しという.焼鈍しを行うことにより,材料の組織が回復し硬さ
も低下する.
11
1.5 先行研究
本研究を行うに至った流れとして,学部時代に行った研究について説明する.ま
ず,3D 積層 Al-Mg-Si 合金は積層まま材(以下 As-built 材)では脆性的な圧縮挙動を示
し衝撃吸収材に適さなかった
8).図中左上に示す数字は気孔率である(Fig.8(a)).そこ で合金を,電気炉を用いて 803 K で 6 h 保持した後急冷する溶体化処理という熱処理 を施したところプラトー領域の出現が見られ,延性的な圧縮挙動を示すようになり,
熱処理を施すことでエネルギー吸収能が向上し衝撃吸収材に適した材料になること が分かった (Fig.8(b)).エネルギー吸収能を表す式は Fig.9 で示した領域で求められ る.
Fig. 8 Compressive stress-strain curves of (a)As-built (b)Solution heat treatment specimens.
Fig. 9 The formula of energy absorption.
12
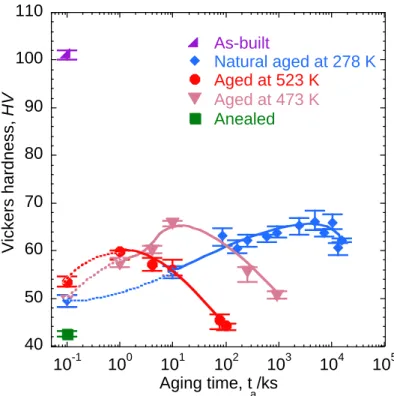
しかし鋳造用 Al-Si-Mg 合金の溶体化処理材は室温下に放置することで自然時効し
やすいことが報告されており
27),積層材でも同様に自然時効が起こることが判明し た.そのグラフを Fig. 10 青線で示す.自然時効の問題点は室温下で時効することで 時間が経つと硬さが上昇し,As-built 材のような脆性的な圧縮挙動を示すようになっ てしまうという点である.
一般的な鋳造用,展伸用アルミニウムでは熱処理による組織の安定化が報告され ておりピーク硬さを過ぎるまで熱処理を行うことで時間が経ってもそれ以上は硬さ が変化しにくくなることが報告されている
22),
28).そこで 1.4 で述べた 2 種類の熱処 理,人工時効と焼鈍しを行った.人工時効は,電気炉内大気中で 803 K,6 h 保持し て水冷直後,シリコンオイルを用い,オイルバス内で熱処理を行った.人工時効の 時効硬化曲線を Fig. 10 赤線と桃線で示す.グラフより,最も早く硬さが低下するの は最も高温である 523 K の時であった.先に述べたように 803 K 溶体化処理時に優れ たエネルギー吸収能を示す S-S カーブが得られたことから,溶体化処理時と同様また はそれよりも軟化した時の時効条件,すなわちグラフより 523 K, 86.4 ks 時効材を以 後用いる.これを過時効材と呼ぶ.焼鈍し条件は電気炉内で 803 K,6 h 保持したの ち炉冷した.焼鈍し材の硬さ試験結果は Fig. 10 緑点で示す.
Fig. 10 Vickers hardness of different heat-treated specimens.
40 50 60 70 80 90 100 110
10
-110
010
110
210
310
410
5Aged at 523 K
Aged at 473 K
Natural aged at 278 K
Anealed As-built
Vickers hardness, HV
Aging time, t
a
/ks
13
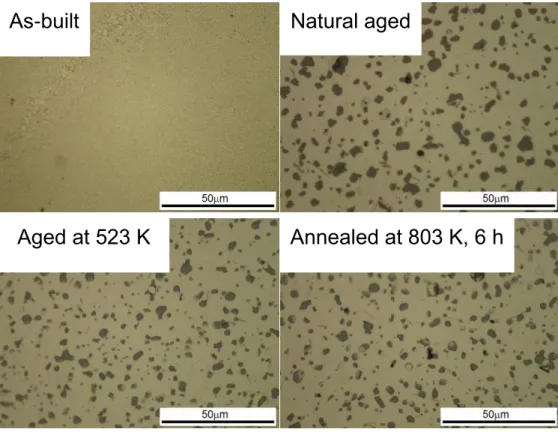
As-built,人工時効材,過時効材,焼鈍し材の光学顕微鏡による組織観察結果を Fig.
11 に示す. 光学顕微鏡観察より As-built 材ではデントライトと呼ばれる網目状組織が 存在したが,熱処理後ではいずれの場合もケイ素が粒状化したことが分かった.デ ントライト組織とは Fig. 6 における液相 L→L+(Al)→固相(Al)の凝固過程で発生する 組織の成長形態のことであり, Fig. 12 に鋳造材 Al-10Si-0.8Mg のデンドライト組織写 真を示す
28).これは亜共晶であるため白いコントラストが-Al デントライト組織で ありその隙間に暗いコントラストの-Al+Si 共晶相が存在する.この共晶相の Si の硬 度が高く(870~1350 HV),脆性的であるため,As-built 材の硬さは高くなっている.
Fig. 11 Microstructure of Al-10Si-0.3Mg alloy specimens treated different heat treatment.
Fig. 12 Image of cast aluminum dendrite.
Casting Al-10Si-0.8Mg
-Al
20 m
Annealed at 803 K, 6 h Aged at 523 K
Natural aged As-built
-Al+Si
14
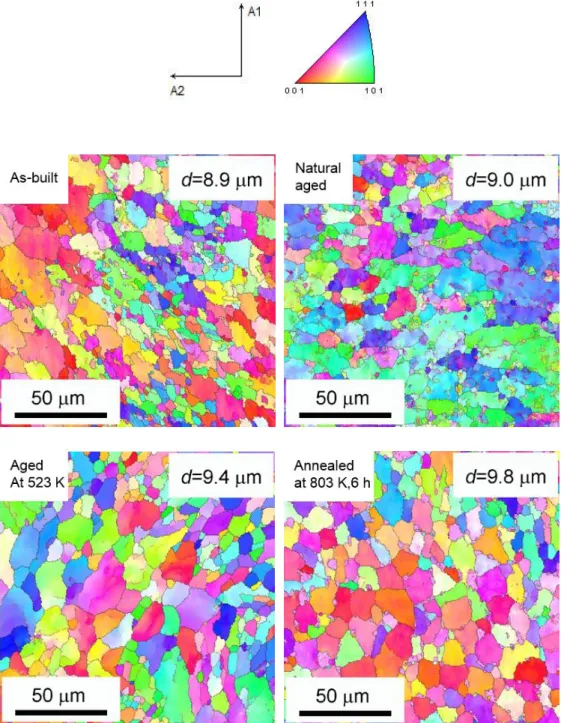
As-built,人工時効材,過時効材,焼鈍し材の電子後方散乱回折法(EBSD)による IPF(Inverse pole figure)map を Fig. 13 に示す.この場合 EBSD は材料の粒径を測定す るために用いられた.各図の右上の d は平均粒径を示しており,結晶方位差 15 deg 以上を大角粒界, 4-15 deg を小角粒界を定義し,それぞれ黒の太線と赤の細線で表す.
Fig. 13 IPF maps of Al-10Si-0.3Mg alloy specimens treated different heat treatment.
15
Fig. 11, 13 より,As-built 材を熱処理することでデントライトが消失し,それによ
って硬さが低下したことが分かったが,光学顕微鏡による組織観察では,熱処理材 ではすべて同様な組織を示し,自然時効材と比較して過時効材,焼鈍し材の硬さが 低下した要因は分からなかった. EBSD 観察からも熱処理によって多少等軸粒に変化 したといえるが,粒径は変化しなったことから結晶粒の大きさも今回は無関係であ った.したがって過時効材と焼鈍し材の硬さが溶体化処理材ほどまでに低下してい るのは, Mg
2Si のような考えられる微細な析出物が粗大化したからであるといえるだ ろう.
以上のことから先行研究においては延性な圧縮挙動を示すような Al-10Si-0.3Mg 合
金を得るためには硬さを十分に低下させる必要があり,その方法には過時効と焼鈍
しが有用であるということが言え,さらに製造プロセスの簡易さと所要時間の短さ
から,焼鈍しという方法を用いることとなった
29).
16
1.6 衝撃吸収材の構造
ここで衝撃吸収材と着陸脚の I/F の構造について説明する.
衝撃吸収材と I/F は軽量化と構造の簡易化のために一体化した部品として製造され る予定である.I/F をアルミニウム合金で機械加工により作製したのち,衝撃吸収材 は I/F の上に直接 PBL-LB 法で積層して一体化部品とする構造をとる.したがって衝 撃吸収材に熱処理を施す際に I/F も同じ熱処理を施される.その模式図を Fig. 13, 14 に示す.
Fig. 14 Image of I/F.
Fig. 15 How to manufacture I/F.
脚 I/F
ネジ
I/F を機械加工 衝撃吸収材を積層造形 全体を熱処理
衝撃吸収材
17
こういった点から,I/F に用いる材料は熱処理前後で強度が低下しにくく,比較的 安価,軽量で機械加工がしやすいものが望ましい.JIS 規格表より一般的なアルミニ ウム合金の焼鈍し材の強度について比較したグラフが Fig. 16 である
30).熱処理型合 金である 7000 系,6000 系,2000 系は熱処理によって高強度を達成している材料で あるため焼鈍しを行うと強度が低下してしまう.一方の非熱処理型合金はそういっ たことがなく,焼鈍しによる影響がほとんどないことから,非熱処理型合金の焼鈍 し材の中でも高強度で入手しやすい A5083-O を I/F の材料として用いることにした.
Fig. 16 Ultimate Tensile Strength of different general annealed aluminum alloys.
0 50 100 150 200 250 300 350 400 A1050
A2024 A3004 A5052 A5083 A6061 A7075
100
220 195
215
350 145
275
Ultimate Tensile Strength,MPa
18
1.7 本研究の目的
SLIM の衝撃吸収材に用いる Al-10Si-0.3Mg は As-built 材では脆性的な圧縮挙動を 示し,Al のデンドライトが存在する. Al-10Si-0.3Mg 合金を衝撃吸収材として用いる ためには焼鈍しという後熱処理を行って微細組織を変化させ,合金の硬さを低下さ せることで延性的な圧縮挙動を示すような材料にしなければならないが,鋳造材の
Al-Si 系合金の研究は進んでいるものの, PBL-LB 法で作製された Al-10Si-0.3Mg 合金
への熱処理の影響はほとんど研究されていない.したがって一つ目の目的は,まず 微細組織をコントロールし延性的な圧縮挙動を持つ材料を得るための焼鈍し条件を 求めるため,後熱処理が 3D 積層造形ポーラス Al-10Si-0.3Mg 合金の機械的特性にお よぼす影響をしらべることとする.
またその後,上記で求めた最適な熱処理条件が I/F におよぼす影響を調べ,3D 積 層材と I/F の接合状態と熱処理の適切さを確認する.
2 章,3 章では後熱処理条件について,4,5 章では I/F について述べる.
19
第 2 章 後熱処理条件に関する実験方法
2.1 供試材
本研究室において,過去の研究では神鋼鋼線工業製 ALPORAS を用いた衝撃吸収 機構の研究も行われ,側面に穿孔を施すことで SLIM の要求に応えることができたが,
製造が中止になり現在ではコイワイ製 3D 積層造形 Al-Si-Mg 合金を用いた
31).その 化学組成を Table 2 に示す.積層にはレーザービーム積層装置 EOS 製 M280 を用いて 10 x 10 x 10 mm
3立方体形状緻密材と,半径 30 mm、公称気孔率 90%, 骨格太さ 1.0 mm の半球形状オープンセル型ポーラス材の 2 種類の供試材が作製された.それぞれの 図を Fig. 17 に示す.
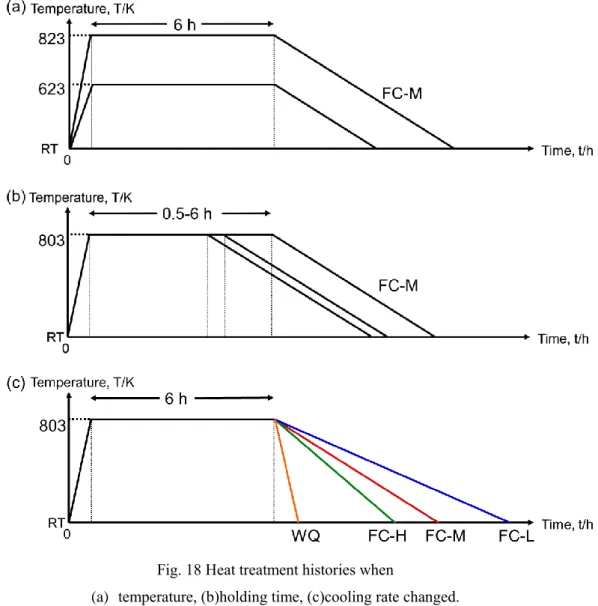
また、焼鈍しの条件を Fig. 18 に示す.条件は焼鈍し温度,高温保持時間,冷却速 度を変化させた.冷却方法は水冷と炉冷であり,それぞれ WQ,FC と表記する.冷 却速度の条件を Fig. 19 に示す. FC-H は熱処理修了後にやや炉の扉を開けて温度が下 がる速度を速めたもの, FC-M は熱処理修了後,炉内の温度が室温になるまで放置し た通常の炉冷であり, FC-L はプログラミングにより,熱処理修了後から 5 h 後に 300 度になるように設定したものである.
Table 2 Chemical composition of the specimens,(wt%).
Fig. 17 Images of specimens (a) Cubic bulk, (b) Porous hemisphere.
(a) (b)
20
Fig. 18 Heat treatment histories when
(a) temperature, (b)holding time, (c)cooling rate changed.
Fig. 19 The detail of cooling rates.
300 400 500 600 700 800 900
0 5 10 15 20
FC-M(Furnace cooling middle speed) FC-L(Furnace cooling low speed) FC-H(Furnace cooling high speed) WQ(Water quenching)
Temperature, T/K
Cooling time, t/ks
21
熱処理はアズワン製小型プログラム電気炉を用いて行われた.図を Fig. 20 に示す.
熱処理は電気炉内で,大気雰囲気中で行われた.
Fig. 20 Image of electrical furnace.
2.2 試験
2.2.1 硬さ試験
ビッカース硬さ試験の際にはまず観察面の研磨を行うために,試験片を丸
本ストルアル製 S5629 卓上研磨装置(Fig. 21)を用いて研磨した.研磨紙#550,
#800, #1200, #2000 の順で行ったあと,ダイヤモンド懸濁液でバフ研磨した.
硬さ測定は島津製作所製 HMV-2T ビッカース硬さ試験機(Fig. 22)を用いた.な おビッカース硬さは試験片一つに対し七点の測定を行い,その最大値と最小 値を除いた 5 点の平均値とした.
ビッカース硬さ試験の試験荷重は,As-built 材は HV 2(19.6 N),その他の試 験片は HV1 (9.8 N),荷重時間は 10 sec とした.
Fig. 21 Image of grinding machine.
22
Fig. 22 Image of vickers hardness test machine.
2.2.2 組織観察
組織観察は走査型電子顕微鏡(SEM)を用いて行った.
SEM 解析は,日本電子製 JSM-6510A 走査型電子顕微鏡(SEM)を使用した.
その外観図を Fig. 23 に示す.加速電圧は 15 kV である.SEM 観察を行うにあ たり,より精密に観察するために 2.2.1 で述べたタイヤモンド懸濁液での研磨
の次に OP-U NonDry で 1.2 ks バフ研磨した.その後試験片に付着した OP-U
NonDry を除去するためにアズワン製超音波洗浄機を用い,蒸留水で 0.3 ks,
エタノールで 0.3 ks 洗浄した.
エネルギー分散型 X 線分析装置 (EDS)は,SEM と Ex-230**BU を用いた.
加速電圧は 15 kV,作動距離 10 mm,X 線計数率が 20000 cps 程度になるよう にスポットサイズを調整した.
Fig. 23 Image of SEM (Scanning Electron Microscope) .
23
2.2.3 X 線回折装置 (XRD) 解析
XRD 解析は Rigaku 製 Ultima Ⅳ X 線回折装置を使用した.試験機の写真を
Fig. 24 に示す.試験条件は 40 kV,20 mA,CuK線を用い,試料は粉末状に
された.
Fig. 24 Image of XRD (X-ray diffraction).
2.2.4 準静的圧縮試験
準静的圧縮試験には島津製作所製万能試験機 AUTOGRAPH AG-ISD を用い た(Fig. 25).最大荷重は 50 kN である.クロスヘッド速度 10 mm/min の条件で 圧縮試験を行った.
Fig. 25 Image of AUTOGRAPH.
24
第 3 章 後熱処理条件に関する結果と考察
3.1 硬さ試験片の形状の影響
最終的な目的は Al-10Si-0.3Mg 合金のオープンセル型ポーラス材に施す後熱処理条 件を求めることであるが,ポーラス材は細いストラットからなる構造をしており硬 さ試験や組織観察が困難であるため緻密材を用いる.したがってまず初めに,スト ラットと緻密材に対する硬さ試験結果が等しくなるかどうかを調べた.
ストラットは Tecnovit 5000 を用いて樹脂埋めした.試料は全て 803 K で 2 h 保持後 炉冷であり,硬さ試験をした個所を Fig. 26,硬さ試験結果を Fig. 27 に示す.その結 果試験片の形状に関わらず硬さは同様であることが分かった.ストラットがどちら の向きでも誤差が大きくなったのは測定個所が side,vertical であるという判断が困 難であったため vertical として測定した個所にも斜めや side 方向が混ざった可能性が あることが挙げられる. side の場合は特に測定部の厚さが 1 mm 以下になっているこ ともあるために樹脂埋め部と試料の隙間の影響があり硬さが低下,あるいは indenter が樹脂埋め部の影響を受けていた場合は,樹脂が Cu であるため熱処理後の試料より も硬いことから硬さが上昇していた.
以上のことから以降緻密材について硬さ試験を行うことは妥当である.
Fig. 26 Image of the places performed Vickers hardness test.
Fig. 27 Vickers hardness of cube specimen and strut specimens.
0 10 20 30 40 50
Cube Cell skeleton (side)
Cell skeleton (vertical)
Vickers hardness, HV
Annealed at 803 K, 2h, FC-M Cell skeleton
1 mm 1 mm
Cube
indenter
25
3.2 焼鈍し温度の影響
焼鈍し時間をすべて 6 h とし,焼鈍し温度を変化させた場合の硬さ試験結果を Fig.
28 に示す.
焼鈍し温度 623 K から 823 K の全ての後熱処理材は As-built 材よりも硬さが低く,
これより後熱処理によって As-built 材が軟化することが分かった.また R.L.Doiphode
らによる Mg–3Al–1Zn の研究のように焼鈍し温度が上昇してもある一定以上では硬
さが変化しなくなるものもある一方で
32), PBL-LB 法で作製された 3D 積層造形
Al-10Si-0.3Mg 合金は焼鈍し温度が上昇すると硬さの低下率は小さくなるが,焼鈍し
温度の上昇と共に硬さは低下した.なおこれは過共晶である Al-27Si 合金について研
究された Z.Cai らの結果と同様である
33).
Fig. 28 Vickers hardness of specimens annealed at various temperatures.
Fig. 29 に As-built 材と,623 K,803 K, 823 K で 6 h 保持したのち炉冷する後熱処理
を施した Al-10Si-0.3Mg 合金の 4 種類の試料の XRD 解析結果を示す.
焼鈍し温度が上昇するとともにピークが大きくなっていることから,後熱処理に より固溶していた元素が析出していると考えられる.また, Fig. 29 の 2=40 deg 付近 を観察したものが Fig. 30 である.これは Al-10Si-0.3Mg 合金の析出物 Mg
2Si のピー クであり,As-built 材の時には観察されなかったが 623 K では小さなピークに,さら に高温での後熱処理材では明確に観察されたことから,微細な析出物が焼鈍しによ り粗大化し,それが硬さの低下を引き起こしたと考えられる.
30 40 50 60 70 80 90 100 110
300 600 650 700 750 800 850 900
Vickers hardness, HV
Annealing temperature,T/K eutectic temperature As-built
Holding time, 6 h
FC-M
26
Fig. 29 XRD peaks of specimens.
20 30 40 50 60 70 80
Intensity (cps)
2 (deg)
Si Si Si
Al
Al
Al Al
As-built
20 30 40 50 60 70 80
Intensity (cps)
2 (deg)
Si Si Si
Al
Al
Al Al
Si Si
623 K
20 30 40 50 60 70 80
Intensity (cps)
2 (deg)
Si Si Si
Al
Al
Al Al
Si Si
803 K
20 30 40 50 60 70 80
Intensity (cps)
2 (deg)
Si Si Si
Al
Al
Al Al
Si Si
823 K
27
Fig. 30 XRD peaks of Mg
2Si.
37 38 39 40 41 42 43
Intensity (cps)
2 (deg)
37 38 39 40 41 42 43
Intensity (cps)
2 (deg) Mg2Si
37 38 39 40 41 42 43
Intensity (cps)
2 (deg) Mg2Si
37 38 39 40 41 42 43
Intensity (cps)
2 (deg) Mg2Si
623 K
803 K
823 K
As-built
28
Fig. 31 に As-built 材, 623 K,803 K, 823 K で 6 h 保持したのち炉冷 (FC-M) する後 熱処理を施した Al-10Si-0.3Mg 合金の 4 種類の試料の SEM 写真を示す.
As-built材では細かい初晶-Al のデンドライトの間に Al と Si の共晶相が存在した.
これは鋳造材 AC4C やほかの亜共晶 Al-Si 合金と同じであった
28)34)35)。また,積層方 向に垂直な面ではデントライトが一様であったが,積層方向に水平な面では,積層 方向に沿った細長い形状をしたデントライトが観察されたことから, 3D 積層
Al-10Si-0.3Mg 合金の As-built 材は積層方向に沿って異方性を持つということが分か
った.これは中本らや P.Delroisse らの研究でも報告されたとおりである
36)37)。
623 K,6 h, FC 材ではデンドライトは消失し,代わりに細かく Si が粒状化してい
た.このときの粒状 Si の平均粒径は 0.29 m であった.積層方向と垂直な面,水平 な面での異方性はなくなった.
803 K, 6 h, FC 材では粒状 Si が粗大化し,平均粒径は 2.03 m であった.図に黒く
丸く示される Si の他に白くうつった針状の析出物が観察されるようになった.これ は文献の通り-AlFeSi であると考えられる
24)25)。
823 K, 6 h, FC 材では粒状 Si の平均粒径は 2.36 m であり,803 K の時とほとんど
変わらなかった.またコイワイ製 3D 積層 Al-10Si-0.3Mg 合金の共晶温度は 828 K で
あるため,この 823 K はとても共晶温度に近い.その影響と考えられるが 823 K 焼鈍
し材ではほかの試料では見られなかった Void が多く観察された.従ってより延性的
な圧縮挙動を得るためには硬さは低い方が望ましいが 823 K は後熱処理温度として
は高い.
29
Fig. 31 SEM images of As-built, annealed at 623 K, 803 K, 823 K specimens.
30
Fig. 32 に 823 K, 6 h, FC 材の EDS によるマッピング解析結果を示す.観察面は Fig.
31 の 823 K, 積層方向に垂直面の SEM 画像と同じである.組織のほとんどが Al であ
り,Si は Al 内に固溶しないので Si のみで塊となって粒状化していることが分かる.
一方 Mg は一部多く集まる個所があるものの,ほとんどが試料全体に分布しており,
これと Si のマッピング解析結果を合わせるとそれらの Mg と Si の分布する位置は関 係が無いため,粒状化しなかったごく微量の Si が試料全体で Mg
2Si となって存在し ていると考えられる.Fe のマッピング解析結果を見ると針状の組織が存在し,これ
は Fig. 31、823 K, 積層方向に垂直面で観察された白い析出物と一致する.また薄く
はあるが Al, Si のマッピング解析結果を見ると,この析出物の存在する個所に Al と
Si も含まれていることが分かるので,これは-AlFeSi であるといえる.さらに詳し く調べると文献より,-AlFeSi は Al
8.9Fe
2Si
2である
38).
Fig. 32 EDS mapping analysis images of annealed at 803 K, 6 h,FC-M specimen.
31
また,比較のため Fig. 33 に焼鈍し温度 623 K の時の SEM 画像と EDS 解析結果を 示す.SEM 画像からも母相 Al と細かい粒状 Si のみが存在し-AlFeSi は観察されな いが,同様に EDS 解析でも Fe は全体に分布しており,したがってこの時点ではま た-AlFeSi が粗大化していないことがわかる.
Fig. 33 SEM image and EDS mapping analysis images of annealed at 623 K, 6 h,FC-M specimen.
32
3.3 焼鈍し時間の影響
温度 803 K,冷却方法炉冷(FC-M)に統一し,803 K 保持時間を変化させた場合の硬
さ試験結果を Fig. 34 に示す.保持時間 2 h 以上のとき,硬さの低下は飽和した.保 持時間を一定以上長くしても硬さが変化しない様子は U.M. Ciucani らによる W の等 温焼鈍しについての研究でも見られる
39).保持時間に関わらずすべての後熱処理材
は As-built 材と比較して硬さが低下し,水冷材は 1.5 章 Fig. 10 で述べたように本試料
Al-10Si-0.3Mg 合金が自然時効する材料であることから研磨中に時効硬化してしまっ
た可能性があることと,固溶強化の影響があるため炉冷材より硬さが高かった.
保持時間 2 h の炉冷材の SEM 写真を Fig. 35 に示す.粒状 Si の平均粒径は 1.81 m であり,6 h 保持した炉冷材とほぼ同様である.
Fig. 34 Vickers hardness of different holding time at 803 K.
Fig. 35 SEM image of 803 K,2 h, FC-M specimen.
30 40 50 60 70 80 90 100 110
0 1 2 3 4 5 6 7
Annealed at 803 K,FC-M As-built
Annealed at 803 K,WQ
Vickers hardness, HV
Holding time, t/h
2 h perpendicular
33
3.4 冷却速度の影響
後熱処理温度 803 K,保持時間 6 h と統一し,冷却速度のみを変化させた場合の硬 さ試験結果を Fig. 36 に示す.
Fig. 36 より,冷却方法が炉冷であれば硬さは変化しないことが分かった.炉冷材
は全て水冷材よりも硬さが低く,これは 3.3 章で述べたように水冷材に自然時効の影 響と固溶強化の影響が及び,硬さが高くなっているからであると考えられる.
Fig. 36 Vickers hardness of different cooling rates.
30 40 50 60 70 80 90 100 110
0.01 0.1 1 10 100 1000
Vickers hardness, HV
Cooling rate, q/(K/s)
As-built Holding temperature, 803 K
Holding time, 6 h
WQ FC-H
FC-M
FC-L
34
3.5 準静的圧縮試験
Fig. 37 に半球形状オープンセル型ポーラス材 Al-10Si-0.3Mg 合金の準静的圧縮試験
結果の Stress-Strain 曲線を示す.後熱処理材は後熱処理温度 803 K,FC-M の冷却速
度である.また Fig. 38 に準静的圧縮試験後の試験片の写真を示す.
As-built 材では脆性的な破壊が見られたが,後熱処理材では保持時間 2 h, 6 h は同
様な圧縮挙動を示し,また Fig. 38 からも分かるように脆性的な破壊が起きず延性的 に圧縮した.
Fig. 37 Compressive stress-strain curves of porous hemisphere specimens.
Fig. 38 Images of compressed specimens (a)As-built, (b)annealed at 803 K,2 h,FC-M.
0 5 10 15 20
0 5 10 15 20 25
803 K,2 h,FC As-built 803 K,6 h,FC
Compressive force, F/ kN
Displacement, z/mm Crosshead speed : 10 mm/min
60 hemisphere, porosity 90%
(a) (b)
35
第 4 章 I/F に関する実験方法
4.1 供試材
I/F の接合を評価するため本研究では,全体をコイワイ製 Al-10Si-0.3Mg で積層し た丸棒と,A5083-O(4.0-4.9Mg,0.4-1.0Mn)上に Al-10Si-0.3Mg を積層した丸棒の二種 類を使用した.Al-10Si-0.3Mg 合金の組成は 2.1 章の Table 2 と同じである.いずれも 積層は金属粉末レーザ積層造形法で行われ,積層された丸棒の寸法は10 mm×12 mm である.その後二種類の丸棒は平行部6 mm の引張試験片に機械加工された.全
体が Al-10Si-0.3Mg 積層材の丸棒を Al10Si,接合界面を中心に下側が A5083-O,上側
が Al-10Si-0.3Mg 積層材の丸棒を A5083/Al10Si と呼ぶ. A5083 への積層条件は積層出
力 370 W,積層速度 1300 m/s,スポット径約 0.1 mm である.後熱処理はアズワン製
小型電気炉を用い、803 K で 2 h 保持したのち炉冷を行った.
Fig. 39 Image of specimens.
4.2 試験
4.2.1 組織観察 (SEM,EDS)
走査型電子顕微鏡(SEM)観察は日本電子製 JSM-6510A 走査型電子顕微鏡を 用いて行った.試験片は機械研磨のちダイヤモンド懸濁液と OP-U NonDry で バフ研磨した.エネルギー分散型 X 線分析装置 (EDS)は, SEM と Ex-230**BU を用いた.加速電圧は 15 kV,作動距離 10 mm,X 線計数率が 20000 cps 程度 になるようにスポットサイズを調整した.
4.2.2 準静的引張試験
準静的引張試験は島津製作所製万能試験機 AUTOGRAPH AG-ISD を用いて
行われた.最大荷重 50 kN,クロスヘッド速度は 1 mm/min である.
36
第 5 章 I/F に関する結果と考察
5.1 EDS 観察
Fig. 40 に A5083/Al10Si の As-built 材と後熱処理材の接合界面付近の SEM 写真を示 す.画像中に示された点は EDS で点分析を行った個所である.Fig. 40 より,As-built
材では A5083-O 側, Al-10Si-0.3Mg 側ともに析出物などが存在せず滑らかな表面をし
ているが,後熱処理後では Al-10Si-0. 3Mg 側で Si が粒状化していることが分かる.
A5083-O は Si の含有量が 0.4%以下であるため後熱処理後も変化はなかった.
Fig. 40 SEM images of bonding interface (a) As-built, (b) Post heat treated.
37
Fig. 41 に A5083/Al10Si の As-built 材と後熱処理材の(a)Mg と(b)Si についての点分 析結果を示す.図中に示す点分析結果は,Fig. 40 の各数字から画像縦方向に 5 点分 析を行った結果の最大値と最小値を除いた 3 点の平均値である.また,Fig. 42 に同 材料の Mg と Si についてのマッピング分析結果を示す. Mg,Si ともに,後熱処理材
では As-built 材と比較して界面を挟んだ元素の変化量小さく変化も緩やかになって
おり,後熱処理によって拡散が起きたことが分かる.後熱処理による拡散は X.Wang らも報告している
40).
また,後熱処理後では Fig. 41 (a) (b)ともに界面付近で Mg, Si のエラーバーが大き くなった.これは A5083-O からの Mg の拡散によって Mg の存在が増えつつあるた め,単体で存在するよりも Mg
2Si を形成しやすい Mg が,界面付近で Mg
2Si となっ ている可能性が挙げられる
41).
Fig. 41 Amount of (a) Mg, (b)Si by EDS dot analysis.
0 2 4 6 8
-400 -200 0 200 400 600 800 1000 1200
Post heat treated As built
Amount of Mg, wt%
Distance l/m
←Bonding interface
(a)
0 5 10 15 20 25
-400 -200 0 200 400 600 800 1000 1200
Post heat treated As built
Amount of Si, wt%
Distance l/m Bonding interface→
(b)
38
Fig. 42 (a)に A5083/Al10Si の As-built 材の Mg と Si の EDS マッピング解析結果を示 す.これより,As-built 材では Mg 含有量が多い A5083-O 側と Si 含有量が多い
Al-10Si-0.3Mg 合金側の境界が明確にわかり,これが接合界面である.
Fig. 42 (b)に A5083/Al10Si の後熱処理後の Mg と Si の EDS マッピング解析結果を
示す. Fig. 42 (b)では(a)と比較して接合界面が分かりにくく,Mg, Si の含有量ともに
拡散によりなだらかに変化している.また,両者の画像中央部に白くなっている点 が多くある.画像を見比べると Mg, Si のマッピング解析結果で含有量が多いために 白くなっている個所はほぼ一致する.したがってここでは Mg
2Si が形成されている 可能性がある.
Fig. 42 (a) EDS mapping analysis of Mg and Si As-built bonding interface.
Fig. 42 (b) EDS mapping analysis of Mg and Si Post heat treated bonding interface.
39
5.2 準静的引張試験
Fig. 43 に黒線で示した A5083/Al10Si と,紫線で示した Al10Si 丸棒の準静的引張試
験の結果を示す.それぞれ実践が As-built 材,破線が後熱処理材を示す.As-built 材 では A5083-O の硬さ 77HV
42), Al-10Si-0.3Mg の硬さ 101HV であるため A5083-O を含
む A5083/Al10Si の方が最大引張強さが低く伸びが大きかったが,後熱処理を行うと
Al-10Si-0.3Mg の硬さが 41.6HV まで低下するので,全体が Al-10Si-0.3Mg である
Al10Si の方が伸びが大きかった.
A5083/Al10Si も Al10Si も後熱処理後は引張強さが低下した代わりに伸びが向上し
た。
Fig. 43 Stress-strain curves of As-built bar and Post heat treated bar.
5.3 破面観察
Fig. 44 (a)と(b)はそれぞれ A5083/Sl10Si の As-built 材と後熱処理材の引張試験後の 丸棒試験片と破断面の写真である。
Fig. 44 (a)の As-built 材では破断は A5083-O 側で起こり,接合界面では破断しなか った.また,破断面を観察すると延性破壊を示すディンプルが見られた.Fig. 44 (b) の後熱処理材では破断は Al-10Si-0.3Mg 側で起こり,試験中にネッキングが観察され た.破断面の SEM 観察では As-built 材同様ディンプルが見られた.
以上のことから,これらの丸棒は十分な接合強度を持つことが分かった.
0 50 100 150 200 250 300 350 400
0 5 10 15 20 25 30 35
A5083/Al10Si, Post heat treated A5083/Al10Si, As-built
Al10Si, Post heat treated Al10Si, As-built
Nominal stress, /MPa
Nominal strain, (%)
Crosshead speed : 1 mm/min
40
Fig. 44 Images of after tensile test and SEM images of fracture surface (a) As-built, (b) Post heat treated specimens.
Bonding interface
Al-10Si-0.3 A5083
(a)As-built
A5083
Bonding interface
Al-10Si-0.3Mg