サトウキビ由来の原料を使用したバイオ
PET ボトルの LCA
LCA of Bio PET Bottle made from sugarcane ethanol
伊坪徳宏
*・正畠宏一
**Norihiro ITSUBO and Koichi SHOBATAKE
要旨:PET ボトルのライフサイクルを対象として,日本に流通するバイオ PET ボトルの生産,充填に関わ
る一次データに基づき,ブラジルのサトウキビ由来のエタノールから生産したエチレンと,それを石油由来 のエチレンで置き換えた場合,廃棄時のリサイクル率を変化させた場合の気候変動及び化石資源枯渇の環境 影響に関する検討を行った。日本のように高いリサイクル率を達成している地域においても,石油由来の PET をバイオ PET に置き換えることで PET ボトルのライフサイクル全体で GHG 排出を約 10%削減,化石
資源消費量を約18%削減させる効果が見込まれた。
キーワード:LCA,バイオ PET,PET ボトル,リサイクル,サトウキビ
Abstract: A case study to assess the environmental impacts to climate change and fossil fuel depletion throughout the life cycle of PET bottles was conducted based on primary data obtained for the production and filling of bio-PET bottles distributed in Japan. Multiple scenarios are assessed, where ethylene made from sugarcane bioethanol produced in brazil and fossil fuel origin ethylene are compared under multiple recycling rates. The results show that in regions such as Japan where a high recycling rate is achieved, a reduction of 10% in GHG emissions and 20% in fossil fuel depletion was observed throughout the life cycle of PET bottles by replacing fossil PET with bio-PET.
Key Words: LCA,Bio- PET,PET Bottle,Recycle,Sugarcane
はじめに ポリエチレンテレフタレート(以降PET)素材の全世界 での生産量は2007 年に 4,600 万トン(Li et.al,2012),そ の約3 割が容器包装向けとしての利用だとされる。PET 素 材の需要は2002 年から堅調に伸びつづけ,2015 年の生産 能力は9,000 万トン(CNCIC,2014)に達し,2013 年には 容器包装向けとして1,540 万トン,その約 8 割にあたる 1,250 万トンが飲料用ボトルとしてが消費されたと推定 (Smithers Pira,2014)されている。日本においても 2013 年度実績ではボトル用PET 樹脂の需要は約 65 万トン,う ち飲料用ボトル61 万トン(PET ボトルリサイクル推進協 議会,2014a)に上り,増加を続けている。増大する PET ボ トル需要に対し,資源の効率的な利用の一つの方法として 使用済みPET ボトルのリサイクルがあげられる。PET ボ トルのリサイクル状況は,2013 年度は日本 85.8%,米国 22.6%,EU 40.7%,(PET ボトルリサイクル推進協議会, 2014b)と報告されており,国と地域によって大きく状況が 異なっていると言える。PET ボトルのリサイクルに伴う環 境影響に関しては日本を始め,数多くのLCA 研究や報告 があり,その多くはリサイクルを行うことで環境負荷を減 らすことができるといった結論であることでおおよそ共 通している。使用済みPET ボトルのリサイクル以外にも 地球環境へ配慮した再生可能な素材としてバイオ素材の 導入が進んでいる。2013 年におけるバイオプラスチックの 生産能力は全世界で約160 万トンに上り,そのうち約 1/3 はBio-PET30(以降「バイオ PET」)だとされる(European Bioplastics,2014)。今後 2020 年までにバイオプラスチック の導入量が数倍に増加し,その中でもバイオPET の伸び が顕著になると予測する報告書もあり(nova-Institut,2013), 日本においても飲料用ボトル,フィルムといった用途で導 入が開始されている。現在商用化されているバイオPET は 石油由来の高純度テレフタル酸(以降「PTA」)とバイオエ タノール由来のエチレンから製造されるモノエチレング リコール(以降「 MEG」)を原材料として製造される。Bio-PET30 の名称中の「30」は素材中のバイオ成分の割合を表 している。素材の特徴として,石油由来のPET(以降「化 石PET」)とほぼ同等の物性を持ち,既存の生産インフラ, リサイクルインフラをそのまま使用できることから容易 に規模の拡大が可能であることがあげられ,ポリ乳酸 (PLA)等の生分解性の素材とは性質が異なる。また,バ * 東京都市大学 ** TCO2株式会社
イオ由来の原材料からのPTA 製造の研究も進んでおり今
後100%バイオ由来の PET の商用化も期待されている
(Virent,2011)。バイオ PET の LCA の環境影響の評価事
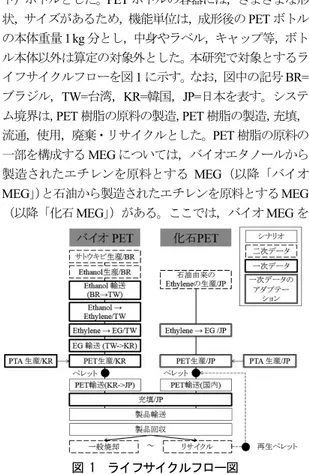
例については,レビューされた二次データを用いてシナリ オ計算を実施した事例(Li et.al.,2011)(Li et.al.,2012), ブラジルとインドのサトウキビ由来のエタノールを原料 とし,ヨーロッパで製造されたバイオPET(Tsiropoulos et.al., 2015)と非常に限られている。そこで,本研究では,ペッ トボトルの製造から廃棄・リサイクルに至るまでのライフ サイクルを対象として,日本に流通するバイオPET ボト ルの生産,充填に関わる一次データに基づき,ブラジルの サトウキビ由来のエタノール,もしくはそれを石油系エチ レンで置き換えた原料からなる MEG からの PET 樹脂の 生産について,廃棄時のリサイクル率をシナリオとして変 化させ,気候変動と化石資源枯渇の環境影響に関する検討 を行った。 1.研究の方法 1.1 評価対象とシステム境界 本研究の評価対象は,PET(ポリエチレンテレフタレー ト)ボトルとした。PET ボトルの容器には,さまざまな形 状,サイズがあるため,機能単位は,成形後のPET ボトル の本体重量1 kg 分とし,中身やラベル,キャップ等,ボト ル本体以外は算定の対象外とした。本研究で対象とするラ イフサイクルフローを図1 に示す。なお,図中の記号 BR= ブラジル,TW=台湾,KR=韓国,JP=日本を表す。システ ム境界は,PET 樹脂の原料の製造,PET 樹脂の製造,充填, 流通,使用,廃棄・リサイクルとした。PET 樹脂の原料の 一部を構成するMEG については,バイオエタノールから 製造されたエチレンを原料とするMEG(以降「バイオ MEG」)と石油から製造されたエチレンを原料とするMEG (以降「化石MEG」)がある。ここでは,バイオ MEG を
原材料とするPET 樹脂をバイオ PET と呼び,化石 MEG
を原材料とするPET 樹脂を化石 PET と呼ぶ。バイオエタ ノールはブラジルのサトウキビを原料としたものを対象 とした。バイオMEG は台湾,その MEG を原料としたバ イオPET の生産は韓国,無菌充填は日本で行われている。 輸送についてはボトル本体のみを対象とした負荷を計上 し,輸送資材等は対象外とした。使用段階については,常 温での保管を想定し,特に冷蔵等の負荷はないものとした。 使用済みPET ボトルの廃棄については,焼却処理及び, PET 樹脂へのリサイクル処理を想定し,その割合について はシナリオで指定した。また,最終処分として埋立は考慮 していない。リサイクル工程はボトルの再生を想定し,フ レーク製造ではなく,ペレット製造までとし,リサイクル されたペレットは,日本国内において同じ生産設備で製造 された化石PET を代替できると仮定した。算定はライフ サイクルフローを通して,生産設備,輸送機器等の資本財 (インフラストラクチャ)を含む。 1.2 シナリオ設定 今回の研究目的は,日本のように高い回収率を誇るリサ イクル制度が確立している中で,バイオPET を PET ボト ルの原材料として導入することでライフサイクルでどの ような環境影響があるのかを,可能な限り一次データを用 いて明らかにすることである。また,同時にリサイクル率 が国や地域によって大きく異なることを鑑みて,その違い が環境影響へ及ぼす違いを予備的に評価するために,リサ イクル率を0%,23%,41%,85%,100%と変動させた時の シナリオ分析も行った。なお,PET ボトルリサイクル率の 設定にあたっては,2013 年度の米国 23%,欧州 41%,日 本85%(PET ボトルリサイクル推進協議会,2014b)の PET ボトルリサイクル率を反映した。更に収集されたPET 製 造の一次データを用いて,仮想的に日本において同じ生産 設備を使用して,石油から生産したエチレンを原料とした 化石PET を生産した時の比較も行った。表 1 に対象とし た各評価シナリオを表す記号を示した。 1.3 影響領域と対象物質 環境負荷物質は,ecoinvent v 3.0.1(ecoinvent,2013)に含 まれる環境負荷物質を対象とした。影響評価手法としては, SimaPro 8.0.3 (PRe Consultants,2014)に実装された ReCiPe Midpoint (H) v 1.08 を使用した。特性化結果を求めた影響 領域は,気候変動(kg CO2 eq)と化石資源枯渇(kg oil eq)
PET ボト ルの材料 リサイクル率 0% (r0) 23% (r23) (r41) 41% (r86) 86% (r100) 100% 化石PET
(fos) fos r0 fos r23 fos r41 fos r86 fos r100
バ イ オ
PET(bio) bio r0 bio r23 bio r41 bio r86 bio r100
表 1 評価シナリオと識別記号一覧
である。被害評価は行っていない。 1.4 データ収集 1)サトウキビを原料としたエタノール生産 サトウキビの生産及びエタノールの生産に関してはブ ラジル南西部を代表する2005 年/2006 年(以降「2005 年」) の実績値(Macedo et.al.,2008)をエタノールの基本シナリ オとし,6 年で 5 回収穫を行い,農業機械の運用と輸送に 関しては6 年で 230 L の軽油を使用するとした 。農業機 械や輸送機器といった資本財,エタノール生産で用いられ る薬品の投入量,余剰バガスの計算方法,農業ゴミの焼却
から発生するCH4とN2O に関しては(Macedo et.al.,2004)
の資料を参考にしてLCI データを作成した。余剰バガスと
その代替効果については,1トンのサトウキビから,低位
発熱量1,800 kcal/kg のバガスが 280 kg 発生するものとし,
余剰バガスは78.7%の熱効率のボイラーで利用され,熱効
率92%の重油ボイラーを代替すると仮定した。余剰電力は
ecoinvent の電力二次データ“Electricity, medium voltage {BR}| market for | Alloc Def, U”を代替するとした。エタノ ール工場及び工場に含まれる資本財については ,
“Chemical factory, organics {GLO}| market for | Alloc Def, U”
をあてはめ,50 年利用されるとした。直接的土地利用変化, 間接的土地利用変化による土壌炭素の影響は含めていな い。 2)バイオエタノールを原料としたエチレン及び MEG の 生産 台湾にある化学工場に対してヒアリングを行い,2013 年 4 月~9 月(6 月と 7 月を除く)における各製品,共製品の 重量,原材料,電力,蒸気,燃料,水の投入量,排水量, 及び敷地や建物に関する一次データを取得した。この工場 で使用する電力と熱は共用の天然ガスのコージェネレー ション設備が利用されているが,このコージェネレーショ ン設備の一次データを取得することはできなかった。よっ て,若干規模の小さい天然ガスを使用するコージェネレー
ションの二次データ(電気は “Electricity, high voltage {CH}|
heat and power co-generation, natural gas, 1MW electrical, lean burn | Alloc Def, U,Heat, district or industrial”, 熱は “natural gas {CH}| heat and power co-generation, natural gas, 1MW electrical, lean burn | Alloc Def, U”)を適用した。MEG の生 産に伴い発生する共製品については重量配分を適用した。 投入エタノールは重量換算で93%,比重 0.81 g/cm3とした。 3)石油を原料としたエチレンの生産 MEG の原料となる石油系エチレンについては,日本の 工業会のエチレンデータ(LCA 日本フォーラム,2014)を 適用した。 4)PTA 及び PET 樹脂の生産 韓国にある化学工場に対してヒアリングを行い,2013 年 1 月~12 月までの各製品の生産量,原材料,副資材,電力, 蒸気,燃料,水の投入量,排水量及び建物に関する一次デ ータを取得した。 5)炭素吸収 PET 樹脂が n 回重合しているとした場合,その分子式は 以下のように表される。 H-[-OCOC6H4OCO-CH2CH2-]n-OH PET 樹脂の分子量は 192×n+18 (g)となるが,通常 n は大 きな数字になるため,192×n (g)と近似する。PET を燃焼 した時に含まれる炭素数は10 個であり二酸化炭素は 10 [CO2]×n 個発生する。バイオ PET の場合,下線で示され る2 個の炭素はバイオ由来の炭素であり,バイオ由来の CO2発生量は44×2×n (g) ,化石由来の CO2発生量は 44 ×8×n (g) となる。バイオ PET 1 kg あたりの CO2発生量 に換算すると,化石由来:1.833 (kg-CO2e/kg-PET),バイオ 由来:0.4583 (kg- CO2e/kg-PET) と計算される。 6)充填 日本国内に存在する工場における2014 年時点の無菌充 填方式の一次データを取得した。容器本体の無菌充填を構 成するプロセスはプリフォーム成型,ボトル成型,充填, 廃水処理を対象とした。今回は本体容器のみを算定対象と しているため,ラベル製造,ラベリング,液処理は含んで おらず,廃水処理に関しては,それぞれのプロセスの水使 用量で配分した。 7)リサイクル リサイクルについては,「使用済みPET ボトルの再商品 化に伴い発生する環境負荷分析(平成24 年度)」(公益財 団法人日本容器包装リサイクル協会,2012)のデータを用 いた。本報告書内のリサイクルプロセスは,「回収」,「選 別・保管・ベール化」,「ベール輸送」,「再生フレーク製造」, 「再生ペレット製造」,「成果物の出荷」の各プロセスに分 けることができる。この中で,「成果物の出荷」に関しては 対象外とした。当該資料では市町村独自処理ルート,指定 法人ルートで分けて報告されているプロセスもあるが,今 回はその合計値を採用した。リサイクルプロセスの過程で 使用される投入物のポリ塩化アルミニウム,水酸化アルミ ニウム,次亜塩素酸ソーダ,ボーキサイト,ソーダ灰乾式 法のLCI データについては本報告書内で示された数値を 使用して算定を行った。リサイクルプロセスから製造され る再生ペレットの代替効果を含める場合には,日本国内に おいて海外での製造時と同じ生産設備で製造された化石 PET を代替できると仮定した。また,バイオ PET は化石 PET とほぼ同等の品質を有していることから,リサイクル 率や処理効率に関して特に違いはないものとした。 8)焼却処理 焼却処理の負荷については,ecoinvent の PET 焼却の二
次データ “Waste polyethylene terephtalate {CH}| treatment of, municipal incineration | Alloc Def, U”を適用した。焼却に伴
う余熱利用については,平成25 年度時点において日本で 熱供給を実施している施設数は66.4%にのぼるが,発電し ている施設は28%,平均効率 12.03%(環境省,2015)にと どまっており,代替効果は計上しないこととした。 9)資本財 二次データとして利用したecoinvent は工場建家や輸送 機器の資本財を含んでいる。製造拠点から収集した敷地や 建屋の面積の一次データからecoinvent の化学工場のプロ
セス“Chemical factory, organics {RER}| construction | Alloc Def, U”を外挿してあてはめた。 10)輸送 各輸送物の輸送工程について次の表2 にまとめた。PTA の原料の酢酸,キシレンの輸送,PTA の輸送については, 一次データで10 km 以下の近隣からの輸送のため,カット オフした。また,化石PET の製造においては,石油精製か らPET 樹脂の製造まで一貫した生産が行われていると仮 定して,特に生産における輸送は計上していない。表中で 「シナリオ」と書かれている箇所に関しては,カーボンフ ットプリントコミュニケーションプログラムの「プラスチ ック製容器包装」のPCR(産業環境管理協会,2013)で規 定されている輸送シナリオの値を用いた。各輸手段にあて はめた二次データについては表3 にまとめた。 11)燃料の燃焼 天然ガス,重油,軽油,灯油,ガソリン,都市ガス,ナ フサ,CNG,LPG 等の燃料燃焼時の CO2排出量について は,「温室効果ガス排出量算定・報告・公表制度ホームペー ジ第Ⅱ編 温室効果ガス排出量の算定方法」(環境省,2014) の排出係数を用いた。 12)その他二次データ
二次データには SimaPro 8.0.3 (PRe Consultants,2014)
に実装されたecoinvent v 3.0.1 の Allocation Default ライブラ
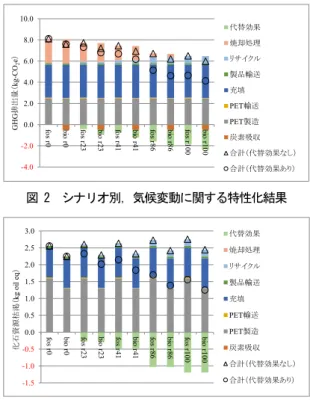
リを利用した。また,本ライブラリでは台湾,韓国,日本 といった各国の電力が利用できるため,生産プロセスの一 次データが取得できた場合には,投入物の生産プロセスで 必要とされる電力を当該国の電力へ置き換えるアダプテ ーションを行った。 2.結果と考察 2.1 ライフサイクル全体での特性化結果 機能単位あたりのライフサイクル全体での特性化結果 を,気候変動は図2 に,化石資源枯渇は図 3 に示した。リ サイクルされた PET 樹脂の代替効果を含めた場合「合計 (代替効果あり)」と,含めなかった場合「合計(代替効果 輸送物 工程 輸送手段 (km) 距離 種別 バイオエタノー ル (ブラジル)製造サイト⇒港 トラック 446 一次 (ブラジル)港⇒(台湾)港 タンカー 19,209
MEG (台湾)⇒(韓国)PET 製造サイト MEG 製造サイト 1,602
PET 樹脂 (バイオPET) (韓国)PET 製造サイト ⇒(日本)港 コンテナ船 1,306 (日本)港⇒製造サイト 10 トン トラック 100 シナ リオ PET 樹脂
(化石PET) (日本)PET 製造サイト ⇒PET ボトル生産サイト 500
PET ボトル PET ボトル生産サイト⇒物流倉庫 500 物流倉庫⇒店舗 2 トン トラック 50 焼却処理される 使用済みPET ボ トル ゴミ集積所⇒処理施設 50 輸送場所 輸送手段 二次データプロセス名 海上
タンカー Transport, freight, sea, transoceanic tanker {GLO}| market for | Alloc Def, U
コンテナ船 Transport, freight, sea, transoceanic ship {GLO}| market for | Alloc Def, U
陸上
トラック Transport, freight, lorry, unspecified {GLO}| market
for | Alloc Def, U
10 トントラック Transport, freight, lorry 7.5-16 metric ton, EURO3 {GLO}| market for | Alloc Def, U
2 トントラック Transport, freight, lorry 3.5-7.5 metric ton, EURO3 {GLO}| market for | Alloc Def, U
図 2 シナリオ別,気候変動に関する特性化結果 図 3 シナリオ別,化石資源枯渇に関する特性化結果 表 2 輸送物と輸送工程 表 3 輸送手段と二次データ -4.0 -2.0 0.0 2.0 4.0 6.0 8.0 10.0 fo s r 0 bio r0 fo s r 23 bio r23 fo s r 41 bio r41 fo s r 86 bio r86 fo s r 100 bio r100 GHG 排出量( kg -CO 2 e) 代替効果 焼却処理 リサイクル 製品輸送 充填 PET輸送 PET製造 炭素吸収 合計(代替効果なし) 合計(代替効果あり) -1.5 -1.0 -0.5 0.0 0.5 1.0 1.5 2.0 2.5 3.0 fo s r 0 bio r0 fo s r 23 bio r23 fo s r 41 bio r41 fo s r 86 bio r86 fo s r 100 bio r100 化石資源枯渇( kg o il eq ) 代替効果 焼却処理 リサイクル 製品輸送 充填 PET輸送 PET製造 炭素吸収 合計(代替効果なし) 合計(代替効果あり)
なし)」を示した。気候変動への影響に関して,ライフサイ
クル全体で見た場合のGHG 排出量については,バイオ
PET も化石 PET も,充填>PET 製造>焼却処理・リサイ
クル,の順に寄与が大きかった。bio r86 シナリオにおいて は,一次データを収集した工程(エタノール輸送~PET 樹 脂製造まで,及び充填)がライフサイクル全体のGHG 排 出量に影響を与える割合は68%であった。また,バイオ PET と化石PET を比較した時のGHG排出量の削減率につ いては,代替効果を含めた場合にはリサイクル率が向上す るにつれて増加し,6%~11%となり,代替効果を含めない 場合には,6%~8%となった。化石 PET リサイクル 0%(fos r0)のシナリオを基準とした時の最大の削減率は,代替効 果を含めた場合,化石PET で 43%,バイオ PET で 49%と なり,代替効果を含めない場合においても,化石PET で 20%,バイオ PET で 21%となった。化石資源枯渇への影響 に関して,ライフサイクル全体で見た場合の化石資源枯渇 量は,PET 製造>充填>製品輸送やリサイクル,の順に寄 与が大きかった。また,シナリオ間での化石資源枯渇量の 削減率については,代替効果を含めるか,含めないかで大 きく結果が異なった。代替効果を含めない場合,焼却処理 に関わる化石資源消費が微少であるのに対し,リサイクル ではその回収や再生処理で化石資源を使用するため,リサ イクル率を高める程,多くの化石資源を消費することにな る。一方,代替効果を含める場合には,リサイクルされた PET の製造に関わる化石資源消費が控除されるため,リサ イクル率を高める程,削減率は高くなる。化石PET リサイ クル0%(fos r0)のシナリオを基準とした場合の削減率は 化石PET で最大 39%,バイオ PET で最大 44%となった。 バイオPETが化石PETよりも削減率が高い理由としては, 製造段階において材料として使用している化石資源量が 少ないためであり,PET 製造プロセスまでで見た時のバイ オPET は化石 PET よりも 18% 化石資源消費が少ない。 2.2 他の算定事例との比較 Tsiropoulos ら(2015)が行ったバイオ PET 算定結果との 比較を行うために,機能単位をPET 樹脂 1 kg とし,ライ フサイクルGHG 排出量及びその内訳を図 4 に示す。樹脂 の廃棄処理方法は,全量焼却とした。なお,本研究の算定 結果における炭素吸収分を除くバイオPET 製造までの cradle to gate の GHG 排出量のうち,収集した一次データが 影響を与える割合は約95%であった。バイオ PET の範囲 については,既往文献中EA-C(経済配分,保守的な代替) シナリオの最小値,最大値及び熱源の燃料を天然ガスへ変 換した場合を示した。合わせて,参考のためPlastic Europe
のeco Profile(Plastic Europe, 2014)の GHG 排出量を示し
た。炭素吸収を含むバイオPET 生産の工場ゲートまでの
累積GHG 排出量は 1.92 kg-CO2e/kg-PET となりTsiropoulos
ら(2015)の示す最大値,最小値の範囲に収まっており,
MEG の生産熱源を天然ガスへ変えたシナリオの結果とは
約5%の違いと最終結果は概ね一致している。また,PTA,
MEG を含まない PET 生産に伴う GHG 排出量も Plastic Europe のデータと近似している。一方で,PTA の cradle to gate の GHG 排出量に関しては,今回の結果は,Plastic Europe と比較して約 20%高い値となってる。今回ヒアリン グを行ったMEG の生産工場は天然ガスを熱源としたコー ジェネレーションを実施しており,Tsiropoulos ら(2015) が想定する「CHP,fuel switch」のシナリオの状況に近いこ と,及び双方とも土地利用変化に伴うGHG 排出量は含ん でいないことを付記しておく。一方,Li ら(2012)がシナ リオ分析で使用したバイオPET(ブラジルのサトウキビ 40%,米国のトウモロコシ 60%)の cradle to gate の GHG 排 出量データは1.03 kg-CO2e/kg と報告されており,倍近い乖 離がみられる。また,Li ら(2011)においては,バイオ PET の材料であるバイオMEG の GHG 排出量に関して,-0.55 kg- CO2e/kg と報告してシナリオ計算を行っているが,本
研究ではバイオMEG のcradle to gate のGHG 排出量は1.55
kg-CO2e/kg と計算されている。二酸化炭素吸収分の 1.42 kg-CO2e/kg を差し引いても 0.13 kg-CO2e/kg となり,バイ オPET の重要な原材料で大きな乖離が見られる。本研究 ではブラジルのサトウキビ由来のバイオエタノールのみ を対象としており,前提条件が異なるために単純比較する ことは適当ではないが,今後はバイオエタノール生産工程 とバイオMEG 生産工程を分割するなど,バイオ PET の生 産工程の一層の精緻化が求められる。 おわりに サトウキビを原料としたバイオエタノールの生産は世 界的にはブラジルが支配的な生産量を誇り,より持続可能 図 4 PET 樹脂 1kg のライフサイクル GHG 比較 -1.0 0.0 1.0 2.0 3.0 4.0 5.0
バイオPET 化石PET Plastic Europe
ecoProfile ライフサイクル GH G 排出量( kg -CO2 e) 焼却,生物由来 焼却,化石由来 輸送 PET生産 PTA生産 エタノール生産 MEG生産 炭素吸収 文献バイオPET最小 文献バイオPET熱源 天然ガス 文献バイオPET最大 PET樹脂(炭素吸収 を含む)
な素材として今後PET 等さまざまなプラスチック製品の 原材料としての利用の増加が期待されている。廃棄された PET ボトルが焼却される前提下での GHG 排出量は,充填 >PET 製造>焼却処理の順に大きく,バイオ PET は主に サトウキビの生産時の二酸化炭素吸収の要因から化石 PET よりも GHG 排出量が少なくなった。また,本研究で は極力一次データに基づく算定を実施し,PET 樹脂 1 kg あ たりのライフサイクルGHG 排出量は,バイオ PET 生産一 次データに基づく同等の既往研究の幅に収まった。大気中 の二酸化炭素の吸収分を事前に吸収・削減されたGHG 排 出量として計上し,代替効果を含めた場合,日本のように 高いリサイクル率を達成している地域においても,化石 PET をバイオ PET に置き換えることで PET ボトルのライ
フサイクル全体でGHG 排出量を約 10%削減し,化石資源 消費量を約18%削減させる効果が見込まれた。 謝 辞 本研究の実施にあたっては,バイオ PET のバリューチェーンを構成する多 くの方々よりデータのご提供をいただいたことに対し,謝意を表します。 引用文献
China National Chemical Information Center (2014) Demand of Polyester (PET) Industry will Get Long-term and Stable Growth <http://www.cncicreport.com/Enlish/hyzxnew.aspx?ID=26>, 2015.05.06 参照
European Bioplastics (2013) Global production capacities of bioplastics 2013 <http://en.european-bioplastics.org/market/market-development/production-capacity/>, 2015.05.06 参照
Government of the State of São Paulo (2004) Assessment of greenhouse gas emissions in the production and use of fuel ethanol in Brazil <http://www.wilsoncenter.org/sites/default/files/brazil.unicamp.mace do.greenhousegas.pdf>, 2015.05.06 参照
I. Tsiropoulos,A.P.C. Faaijb, L. Lundquistc, ,U. Schenkerc,J.F. Brioisd, M.K. Patele (2015) Life cycle impact assessment of bio-based plastics from sugarcane ethanol, Journal of Cleaner Production, Volume 90, 1 March 2015, Pages 114-127
Isaias C. Macedoa, Joaquim E.A. Seabrab, João E.A.R. Silvac (2008) Green house gases emissions in the production and use of ethanol from sugarcane in Brazil: The 2005/2006 averages and a prediction for 2020, Biomass and Bioenergy, Volume 32, Issue 7, Pages 582– 595 一般社団法人産業環境管理協会 (2013) カーボンフットプリント製品種別 基準(CFP-PCR)(認定 CFP-PCR 番号:PA-BC-03)対象製品:プ ラスチック製容器包装 <http://www.cfp-japan.jp/common/pdf_authorize/000163/PA-BC-03.pdf>, 2015.03.04 参照 環境省 (2014) 温室効果ガス排出量算定・報告・公表制度ホームページ第 Ⅱ編 温室効果ガス排出量の算定方法 <http://ghg-santeikohyo.env.go.jp/manual>, 2015.03.04 参照 環境省 (2015) 日本の廃棄物処理 平成25年度版 <http://www.env.go.jp/recycle/waste_tech/ippan/h25/data/disposal.doc >, 2015.05.06 参照 LCA 日本フォーラム (2014) JLCA-LCAデータベース2014 年度 3 版 <http://lca-forum.org/database/>, 2014.12.01 参照
Li Shen, Ernst Worrell and Martin K Patel (2012) Comparing life cycle energy and GHG emissions of bio-based PET, recycled PET, PLA, and man-made cellulosics, Biofuels, Bioprod. Bioref. 6:625–639 Li Shen, Evert Nieuwlaar, Ernst Worrell, Martin K. Patel (2011) Life
cycle energy and GHG emissions of PET recycling: change-oriented effects, The International Journal of Life Cycle Assessment, July 2011, Volume 16, Issue 6, pp 522-536
nova-Institut GmbH (2013) Market study and Database on Bio-based Polymers in the World Capacities, Production and Applications: Status Quo and Trends towards 2020
<http://bio-based.eu/markets/>, 2015.05.05 参照
PET ボトルリサイクル推進協議会 (2014a) ボトル用PET 樹脂需要実績 推移 <http://www.petbottle-rec.gr.jp/data/demand_trend.html>, 2015.05.06 参照 PET ボトルリサイクル推進協議会 (2014b) 日米欧のリサイクル状況比較 <http://www.petbottle-rec.gr.jp/data/comparison.html >, 2015.05.06 参照 PET ボトルリサイクル推進協議会 (2014c) PET ボトルリサイクル年次報 告書2014 <http://www.petbottle-rec.gr.jp/nenji/2014/index.html>, 2015.05.12 参照
PRé Consultants (2014) SimaPro LCA Software <http://www.pre-sustainability.com/simapro>, 2015.03.04 参照
The ecoinvent Association (2013) The ecoinvent Database <http://ecoinvent.org>, 2015.03.04 参照
Virent (2011) Completing the Puzzle: 100% Plant-Derived PET, bioplastics MAGAZINE [04/11] Vol. 6