西 南 交 通 大 学 学 报
第 56 卷 第 2 期
2021
年 4 月
JOURNAL OF SOUTHWEST JIAOTONG UNIVERSITY
Vol. 56 No. 2
Apr. 2021
ISSN: 0258-2724 DOI:10.35741/issn.0258-2724.56.2.48
Research articleEngineering
T
HE
E
FFECT OF
S
TACKING
S
EQUENCE OF
W
OVEN
B
AMBOO ON
M
ECHANICAL
B
EHAVIOR OF
F
IBER
-R
EINFORCED
C
OMPOSITES
編織竹的堆垛順序對纖維增強複合材料力學行為的影響
Aidy Ali a, Kannan Rassiah b, M.M.H Megat Ahmada
a Department of Mechanical Engineering, Faculty of Engineering,
Universiti Pertahanan Nasional Malaysia (UPNM), National Defense University Malaysia (NDUM) Kem Sg. Besi, 57000, Kuala Lumpur, Malaysia,aidyаli@upnm.edu.my,sаidynаidy@gmail.com
b Department of Mechanical Engineering, Politeknik Melaka Malaysia
No 2 Jalan PPM 10, Plaza Pandan Malim, 75250, Melaka, Malaysia, kаnnan@polimеlaka.edu.my
Received: January 3, 2021 ▪ Review: March 1, 2021 ▪ Accepted: April 2, 2021 ▪ Published: April 30, 2021
This article is an open-access article distributed under the terms and conditions of the Creative Commons Attribution License (http://creativecommons.org/licenses/by/4.0)
Abstract
Natural fiber-reinforced composites are necessary to increase the use of polymer composite technology. This study investigates a specific type of bamboo species named Gigantochloa Scortechinii (Buluh Semantan), collected from the Bukit Larang Village in Melaka, Malaysia. Bamboo strips with average dimensions of 300 mm x 5 mm x 0.5 mm were weaved in plain-woven bamboo and divided into 2 to 6 laminate layers through 6 layers of E-glass epoxy subjected to the hand lay-up process to produce the hybrid composite. The hybrid composites were prepared in a stacking sequence of plain-woven bamboo and were characterized in their mechanical properties. The behaviors of the tensile strength, tensile modulus, flexural strength, flexural modulus, and impact strength improved in the 2-layer laminated hybrid sequences. Still, the opposite trend was observed for the hardness value with the 6-layer laminated mixed sequences. The morphology scanning electron microscopy (SEM) results supported the findings of the mechanical properties, which demonstrated the interaction between the EP and fibers with the selected stacking sequence. The works give sound basis decisions to engineers to apply the Bamboo laminated composites in construction materials and building decoration.
Keywords: Woven Bamboo, Hybrid Laminate, Gigantochloa Scortechinii, Stacking Sequence, Mechanical
Properties
摘要 天然纖維增強複合材料對於增加聚合物複合技術的使用是必不可少的。這項研究調查了一種 名為巨型菊科(竹炭竹)的特殊竹種,該竹種是從馬來西亞馬六甲的武吉拉郎村收集的。將平均 尺寸為 300 毫米 x 5 毫米 x 0.5 毫米的竹條(基站)編織在平紋竹編(体重)中,並通過 6 層手工
澆鑄工藝的 E-玻璃環氧樹脂將其分成 2 至 6 個層壓層生產混合複合材料。雜化複合材料以平紋竹 編的堆疊順序製備,並根據其機械性能進行了表徵。在兩層層壓混合序列中,拉伸強度,拉伸模 量,彎曲強度,彎曲模量和衝擊強度的行為得到改善,但是對於六層層壓混合序列,硬度值卻觀 察到相反的趨勢。形態掃描電子顯微鏡(扫描电镜)的結果支持了機械性能的發現,這表明了 EP 和纖維與選定的堆積順序之間的相互作用。該工程為工程師將竹層壓複合材料應用於建築材料和 建築裝飾提供了良好的基礎決策。 关键词: 機織竹子,雜種層壓板,巨型菊科,堆積順序,機械性能。
I. I
NTRODUCTIONThe advantages of the good mechanical properties of bamboo for fiber composites (such as high-performance composites) are why several studies have been conducted on bamboo fiber composites. First, among the various lignocellulosic fibers, the bamboo microfibrillar angle is relatively small (2° – 10°). It has a high percentage of lignin (32%) [1]. These factors result in the very high flexural strength, tensile strength, and rigidity structure of the fiber. For example, Amada et al. [2] stated that the strength of bamboo fibers is approximately 600 MPa. It is 12 times higher than the matrix strength. This strength is closely related to the resistance to fracture value [3]. Liese [4] stated that bamboo fibers are much longer than hardwood but shorter than softwood. Bamboo at 3.5 years of age is suitable for any purpose [5]. The bottom portion of bamboo contains the highest proportion of water, while the top part has the lowest amount of water [6]. Characteristically, bamboo for quality products should be limited to the basal and middle portions [7]. It is because the longitudinal shrinkage significantly decreases from inner to outer layers [8].
Second, the steam explosion technique is used to extract bamboo fibers and study the tensile stress-strain curve distribution to improve bamboo fiber composites and bamboo fiber cotton composites [9]. Tokoro et al. [10] discussed the different values for the highest bending strength and impact strength using the three different types of selected bamboo fibers, such as alkali-treated filaments, steam-exploded filaments mixed with polylactic acid, and short fiber bundles. Krishnaprasad et al. [11] investigated composites based on polyhydroxybutyrate and bamboo microfibrils with various microfibril loadings. The positive result for the tensile and impact properties of the cellulose composites was suggested by Lu et al. [12] through their investigation, where a 10 to 30% content of bamboo fiber pulp demonstrated an optimum cellulose content. However, based
on the characterization of bamboo fibers in a polymeric matrix, there are very few reports on the assessment of bamboo composites based on laminates.
For example, Verma and Chariar [13] developed a layer laminate bamboo composite using three lamina angles with five layers to study its mechanical properties. Yeh and Lin [14] studied the finger joint performance of structural laminate bamboo. Mahdavi et al. [15] examined a low-technology approach for the fabrication of laminated bamboo lumber. The mechanical properties of twelve four-ply laminate bamboo lumber specimens were tested to measure the three-point bending strength and stiffness. Verma et al. [16] investigated the inner to the outer region (1.5 mm) across any cross-section and bottom to the top of bamboo culms. They said that due to the increasing volume fraction of the fibers, the culm strength would increase with the height to compensate for the deterioration of the rigidity due to the culm geometry.
Third, the utilization of bamboo fibers in the thermoset is promising. Here, the influence of laminated bamboo based on the various layers can be considered a future benefit of bamboo utilization. Liu et al. [1] studied different chemical, biological, and mechanical approaches to prepare and separate nanosized, macro-sized, and microsized fibers from raw bamboo. The above study found that the dispersion, aspect ratio, matrix selection, matrix chemistry, fiber length, orientation, and concentration must be considered during fabrication to achieve good performance and functionality. Porras et al. [17] developed and characterized woven bamboo fiber as the reinforcement and polylactic acid as the resin matrix. Understanding the tensile, flexural and impact properties of polylactic acid in the laminate composite will increase when the direction of the 2 bamboo fiber reinforcements is arranged. For instance, Gupta et al. [18] studied the mechanical and erosion wear behavior of bidirectional bamboo fiber reinforced epoxy composites filled with cement bypass dust. Yu et al. [19] developed bamboo fiber-reinforced
composites using oriented bamboo fiber mats and tested their mechanical properties. The results demonstrated that bamboo fiber-reinforced composites had good properties. In terms of the characterization of bamboo fibers reinforced in hybrid composites, Thwe et al. [20] found that the mechanical properties of the bamboo/glass fiber reinforced polypropylene hybrid composite depend on the adhesion characteristics between the fibers and matrix, fiber weight ratios, and fiber length. Based on a study using orthogonal bamboo strip mats in nanoclay/epoxy hybrid composites, Kumar and Rakesh [21] discussed the mechanical properties of composites observed when the nanoclay content increases. In addition, recent studies on bamboo [22[, [23] successfully and comprehensively characterized the hardness, impact, tensile and flexural properties of bamboo composites.
Although research on the usage of bamboo fibers has been extensively explored, the use of bamboo fibers in a woven form has not been studied in an enormous scope. Here, the bamboo in woven fiber materials can be explored when imposed around the matrix and synthetic fiber during the phase to construct the laminate composite and hybrid sequence. This study scope, beauty, and novelty highlight the improvement achieved in terms of mechanical strength gain once the woven bamboo fiber is used in the form of laminated instead of non-woven or chopped fiber.
II. M
ETHODS/M
ATERIALSThe study engaged three principle materials, which are "Epoxy" (EP) as the material matrix, "Woven Roving E-Glass" as synthetic fiber, and "Bamboo fiber" (BW) in the form of plain-woven fibers.
A. Epoxy
The matrix Epoxy Amite 100 resin and 103 slow hardeners are provided by DK composites Sdn Bhd, located at Airport, Composites Technology City, Taman Merdeka, 75350 Batu Berendam, Malacca, Malaysia. Epoxy Amite 100 resin has a mixed viscosity of 650 CPS, specific gravity of 1.10 at 23°C, a particular volume of 25.2, cure time of 20-24 hours, clear yellow mixed color, and pot life of 55 minutes. Moreover, this type of resin is an easy-to-use liquid epoxy system formulated for a wide variety of fabrication applications. In addition, it has been prepared in advance for ambient temperature curing with the addition of a hardener. Several advantages include convenient mixing ratios, ease of use, excellent moisture
resistance, low viscosity, ease of mixing and application, and exceptional physical and performance properties.
B. Woven Roving E-Glass
The synthetic fibers used in this research are woven roving E-glass fibers (E2- 4533 6000) supplied by DK composite. The major constituents of E-glass are silicon oxide (54 W. %), aluminum oxide (15 wt. %), calcium oxide (17 wt. %), boron oxide (8 wt. %), and magnesium oxide (4.5 wt. %). E-glass fibers have an elastic modulus of 72.5 GPa and possess a density of 2.59 gm/cc.
C. Bamboo
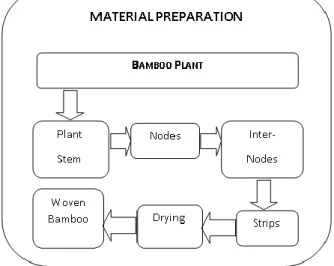
The bamboo fibers used in the composite were extracted from the plant stem and weaved without any treatment. The bamboo species used in these investigations were Gigantochloa Scortechinii (buluhsemantan), and they were collected from Bukit Larang village in Melaka, Malaysia. This study was performed on 4-year-old bamboo using the basal to the middle parts of the internodes along the bamboo culm between 0.3 m and 13.5 m above ground level, with 30 culms and a size of 12.6 m. After removing the dry bark, the bamboo filaments were extracted from the slender stem, and the combing process was used for regular filament alignment. The method of the bamboo preparation is shown in Figure 1. The woven bamboo was manually fabricated, and the plies in the warp (0°) fibers (57 strips) and weft (90°) fibers (21 strips) were interlaced in a regular pattern for configuring plain-woven fibers. Hence, each warp fiber passed alternately under and over each weft fiber.
Figure 1. Material preparation
The formulation for the woven bamboo and E-glass fiber is divided into 2 to 6 laminate layers. A Gigantochloa Scortechinii bamboo type is extracted from the bamboo internode along the culm and the outer-most bamboo layers and cut according to the defined outer thickness. In this case, an average strip dimension (300 mm x 5 mm x 0.5 mm) is washed with water and then dried in an oven at 60°C for 6 hours to reduce moisture. The average moisture content of the bamboo strip is 20% during the test, which promotes good adhesion between the bamboo and the epoxy resin. The weight of the 300 mm x 5 mm x 0.5 mm bamboo strip is measured, and the percent moisture content, Mc, is calculated by Equation 1.
Mc = Ma – Mb x 100 % (1) Ma
where:
Mc = the moisture content as a percentage, Ma = the mass of the actual bamboo strip, and Mb = the mass of the bamboo strip after oven
drying.
The collected strips are weaved into plain woven bamboo fiber Figure 2, and Table 1 shows the designations and compositions of the woven bamboo.
Figure 2. Plain woven bamboo
A. Specimen Preparation
The specimens were exposed to the hand lay-up process to fabricate samples with 300 mm x 300 mm dimensions, which signify the length and width, respectively. First, a scraper was used to clean the dirt surface of the mold, and a rag was used to wipe the mold surface. Then, the mold surfaces were sprayed with a release agent (silicon) to facilitate easy removal of the laminate composite. EpoxyAmite 100 resin Part A and 103 slow hardeners Part B were mixed at a weight ratio of 100A:28.4B. They were stirred
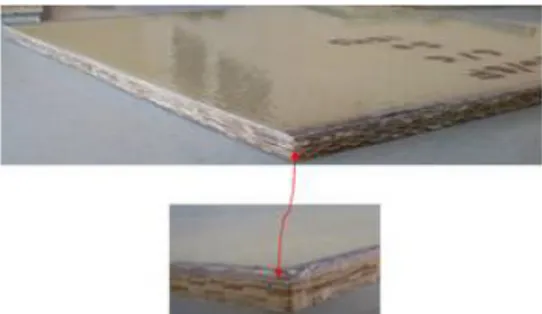
together until the color of the mixture changed from light white to clear yellow. The mixture was then brushed in one direction with the woven bamboo and E-glass layer laminate. The process was repeated for several layers of woven bamboo and six layers of E-glass. Afterward, the PVC film was placed to avoid bubbles forming on the sample. Finally, the sample was stirred with a 15 kg load and stored at room temperature 24 hours before removal. The fabricated hybrid composites of three different sequences of woven bamboo layers are shown in Figure 3 through Figure 5. All the tests were performed at 25 ± 3°C with 50% humidity.
Table 1.
Designations and compositions
Designation Composition
Sequence BW EG BW/EG EG/BW
/EG EG/BW Bamboo/ E-glass Layer 2 6 2/6 3/2/3 6/2 4 6 4/6 3/4/3 6/4 6 6 6/6 3/6/3 6/6
Figure 3. Laminated woven bamboo BW/EG hybrid composite
Figure 4. Laminated woven bamboo EG/BW/EG hybrid composite
Figure 5. Laminated woven bamboo EG/BW hybrid composite
B. Tensile Test
The specimens for the tension test were cut from the prepared hybrid composite and sanded to the proper size using emery paper. Ten 250 mm x 16 mm samples composed of the BW/EG, EG/BW/EG, and EG/BW hybrid composition sequences were created. The samples were measured using a "digital Vernier caliper" and tested according to ASTM procedures: D3039. Failure under tension at a crosshead speed of 2 mm/min was tested using an Instron 5569 A (USA) with a capacity of 50 kN.
C. Flexural Test
The specimens for the flexural test were cut from the prepared hybrid composite and sanded to the proper size using emery paper. Ten 280 mm x 16 mm samples composed of the BW/EG, EG/BW/EG, and EG/BW hybrid composition sequences were created. The samples were measured using a "digital Vernier caliper" and tested according to ASTM procedures: D790. Failure under flexural conditions at a crosshead speed of 2 mm/min was tested using an Instron 5569 A (USA) with a capacity of 50 kN.
D. Charpy Impact Test
The Charpy resistance test was carried out at an angle of 150° measured clockwise from specimen position using the "Instron CEAST 9050 Pendulum Impact System" with a 21.6 J impact hammer velocity of 3.46 m/s for the woven bamboo laminate hybrid composite. Ten 127 mm x 12.7 mm samples composed of the BW/EG, EG/BW/EG, and EG/BW hybrid composition sequences were created. The test was conducted following the procedures of ASTM: D6110 to determine the values of the Charpy impact strength (KJ/m2). The samples were measured using a "digital Vernier caliper" and were placed horizontally on a sample holder. They were then broken with a swinging pendulum.
E. Hardness Test
Hardness tests were conducted according to the procedures of ASTM: D2240. The Shore D Durometer Tester DSAS/DSDS hardness was used to measure the depth of penetration of the loaded indenter into the BW/EG, EG/BW/EG, and EG/BW hybrid composition sequences. A mass of 6 kg was applied to fix the specimen to the shore D durometer securely and centered it on the axis of the indentor. The operating stands were formed to control the rate of descent of the durometer presser foot on the specimen. A nine-point average was taken from each composition.
F. Morphological Analysis by Scanning Electron Microscopy (SEM)
Scanning electron microscopy observations were performed using an EVO 50 (Carl Zeiss SMT, UK) operated at 0.2 to 30 kV. The composite samples were mounted on stubs with silver paste. To enhance the conductivity of the samples, the fractured samples were dried and coated with gold using a Sputter Coater Polaron E-5100 system to determine the dispersion state of the fiber and the fracture mode of the composites.
IV. R
ESULTS ANDD
ISCUSSION A. Tensile TestThe average tensile strength and tensile modulus BW/EG, EG/BW/EG, and EG/BW of the hybrid sequence layer are presented in Figures 6 and 7. The figures show the tensile strength and tensile modulus bar chart of the epoxy resin concerning the woven bamboo and woven roving E-Glass sequence. The values indicate that the tensile strength and tensile modulus of the BW/EG, EG/BW/EG, and EG/BW laminated hybrid sequences are less than those of the woven roving E-Glass composite. Similar results were reported by Biswas and Satapathy [24]. They noticed that the tensile strength and tensile modulus of the composites with bamboo fiber reinforcement are much lower than those reported for glass fiber reinforcement. Tanaka et al. [25] observed that Young's modulus of bamboo fiber reinforced plastic materials is inferior to glass-fiber-reinforced plastic materials. Ibrahim et al. [26] found that the tensile modulus of oil palm ash-filled unsaturated polyester composites generally had lower elasticity and was more brittle than synthetic composites. In addition, Naidu et al. [27] stated that the occurrence of sisal fiber in a hybrid composite causes a decrease in the tensile
strength compared to that of glass fiber composites.
However, the tensile strengths for hybrid BW/EG, EG/BW/EG, and EG/BW are still higher than that of the EP/BW laminate composite. Jayabal et al. [28] indicated that incorporating woven glass in extreme plies of woven coir fiber composites enhances the improved mechanical properties of natural fiber composites. The hybrid composite sequences of (2BW/6EG, 6EG/2BW and 3EG/2BW/3EG), (4BW/6EG, 6EG/4BW and 3EG/4BW/3EG) and (6BW/6EG, 6EG/6BW dan 3EG/6BW/3EG) showed increases in the tensile strength and tensile modulus, respectively. The best hybrid composite sequence was obtained in the EG/BW/EG sequence. It has been shown that there is a gradual drop in the tensile strength and tensile modulus of the hybrid sequence with an increase in the bamboo layer. According to Zhang et al. [29], multilayer plain weft knitted glass fiber reinforced epoxy composite laminates with different stacking configurations shows that with the change in the layer stacking structure, a corresponding variation in the composite strength and stiffness can be achieved. The figure also shows that the highest tensile strength and tensile modulus values (184.15 MPa, 129.70 MPa, and 111.04 MPa and 5.05 GPa, 4.03 GPa, and 3.02 GPa were observed for the 3EG/2BW/3EG, 3EG/4BW/3EG, and 3EG/6BW/3EG laminated sequences, respectively. When laminates of 6 layers of E-Glass are combined with 2-6 layers of woven bamboo (EG/BW/EG), the tensile strength and tensile modulus are found to be 49.58%, 64.49%, and 69.60%, and 39.38%, 51.62% and 63.75% lower than the E-Glass synthetic composite, respectively. An increase in the tensile strength and tensile modulus of 60.11%, 44.99%, 36.94%, 21.58%, 27.54%, and 19.54% is observed for the EG/BW/EG hybrid laminate sequence when compared to the 2-6 bamboo layer laminate composite, respectively. The laminate 2-6 woven bamboo epoxy composite has 20.11%, 19.54%, 19.17% of the tensile strength, 47.54%, 35.05%, and 29.17% of the tensile modulus of the glass fiber reinforced epoxy composite, respectively.
The EG/BW/EG hybrid sequence has the highest strength due to its ability to attribute to more significant interaction of the bamboo with E-glass/epoxy resin. However, when the layer of bamboo increases, the tensile properties for laminated BW/EG, EG/BW/EG, and EG/BW sequences decrease. Meanwhile, according to Hossain et al. [30], jute fiber's strength depends
on the slippage during the tension test, griping pressure, flaw density, and fiber structure. Mukherjee and Kao [31], in the review of polylactide-based biopolymers reinforced with natural fibers, indicated that the mechanical properties of such composites depend on the homogenization of the matrix and fiber type. In this observation, the EG/BW/EG hybrid composite specimen exhibited higher tensile strength and tensile modulus than the BW/EG and EG/BW sequences.
Figure 6. Chart of the tensile strength against various stacking sequences of woven bamboo layers
Figure 7. Chart of the tensile modulus against various stacking sequences of woven bamboo layers
B. Flexural Test
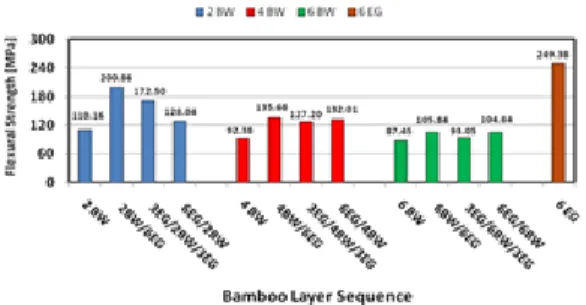
The average flexural strength and flexural modulus BW/EG, EG/BW/EG, and EG/BW of the hybrid sequence are presented in Figure 8 and Figure 9. The figures show the flexural strength and flexural modulus bar chart of epoxy resin concerning the woven bamboo and woven roving E-glass sequences. The values indicate that the flexural strength and flexural modulus of the BW/EG, EG/BW/EG, and EG/BW laminated hybrid sequences are lower than those of the woven roving E-Glass composite. A similar trend was also observed by Biswas and Satapathy [24]. They noticed that the flexural strength of composites with bamboo fiber reinforcement was much lower than that of composites with glass fiber reinforcement. In addition, Naidu et al. [27] stated that sisal fiber in a hybrid composite causes a decrease in flexural strength compared to that of the glass fiber composite.
However, the flexural strength and flexural modulus of the hybrid BW/EG, EG/BW/EG, and EG/BW sequences were still higher than those
of the EP/BW laminate composite. Jayabal et al. [28] indicated that incorporating woven glass in extreme plies of woven coir fiber composites enhanced the improved mechanical properties of natural fiber composites. Ibrahim et al. [26] found that flexural modulus oil palm ash-filled unsaturated polyester-based composites generally had a lower elasticity and were more brittle than synthetic composites. Meanwhile, the flexural strengths of the EG/BW and EG/BW/EG laminated sequences were lower than that of the BW/EG hybrid composite. The flexural moduli of the EG/BW and BW/EG laminated sequences were lower than that of the EG/BW/EG hybrid composite. A superior flexural strength value of 200.86 MPa, was observed for the 2BW/6EG laminate sequence. When six layers of E-glass laminate were placed into 2-6 layer woven bamboo, the (BW/EG) sequence was 19.46%, 45.59%, and 57.56% lower than that of the E-glass synthetic composite, respectively. An increase in the flexural strength of 45.16%, 31.91%, and 17.38% was observed for the BW/EG hybrid laminate sequence compared to the 2-6 bamboo layer laminate composite. The laminate 2-6 woven bamboo epoxy composite had flexural strengths that were 44.17%, 37.04%, and 35.07% greater than that of the glass fiber reinforced epoxy composite. The BW/EG hybrid sequence had the highest flexural strength due to its ability to absorb compressive failure. Meanwhile, when the number of bamboo layers increased, the flexural strength for each sequence of laminated BW/EG, EG/BW/EG, and EG/BW hybrid composites decreased. It indicates that increasing the number of bamboo layers did not influence the flexural strength of the laminated hybrid sequence.
The hybrid composite sequences 3EG/2BW/3EG, 6EG/2BW and 2BW/6EG, 3EG/4BW/3EG, 6EG/4BW, and 4BW/6EG, and 3EG/6BW/3EG, 6EG/6BW and 6BW/6EG showed a decrease in flexural moduli. The highest flexural modulus value of 16.46 GPa, was observed for the (3EG/2BW/3EG) laminate sequence. When a laminate has six layers of E-glass and 2-6 layer woven bamboo (EG/BW/EG), the flexural modulus was 13.60%, 17.17%, and 42.36% lower than that of the E-Glass synthetic composite, respectively. An increase in the flexural modulus of 76.25%, 66.98%, and 66.39% was observed for the EG/BW/EG hybrid laminate sequence when compared to the 2-6 bamboo layer laminate composite. The laminate 2-6 woven bamboo epoxy composite increased flexural modulus by
20.52%, 27.35%, and 19.37% compared to that of the glass fiber reinforced epoxy composite, respectively.
The EG/BW/EG hybrid sequence has the highest flexural modulus. In this case, the flexural properties of the EG/BW/EG, EG/BW, and BW/EG hybrid sequences are observed in the bamboo and E-glass laminate surfaces. It indicates that increasing the number of bamboo layers influences the flexural performance of the laminated BW/EG, EG/BW/EG, and EG/BW hybrid sequences. The decrease in the flexural strength of the bamboo layer sequence is attributed to the poor interfacial bonding between the bamboo and E-glass layer and, as a result, a weak structure is generated. Jayabal et al. [28], in the scanning electron micrograph of flexural fracture, showed that the fiber pull-out started from natural fibers to glass fibers. A good interfacial bond was developed between woven glass and matrix rather than coir/matrix. The poor interfacial bonding is responsible for the low mechanical properties of Biswas et al. [32]. Therefore, the significant differences in the bamboo sequence decrease the flexural test of the material as the laminate bonding between the fibers becomes irregular in the hybrid sequence. In this case, the laminated woven bamboo in the top and middle of E-Glass strikes better flexural results than bamboo in the bottom of E-Glass. Naidu et al. [27], in a hybrid study, found that when the load is applied on a sisal/glass fiber hybrid composite, the first sisal fiber fails, and then the load is transferred to glass fiber. In a similar scenario, when load transfers from the top, the presence of a laminate bamboo layer in the bottom or middle will fail quickly. It indicated that the specimen BW/EG hybrid sequence exhibited superior flexural strength, while the EG/BW/EG hybrid sequence exhibited prime flexural modulus.
C. Charpy Impact Test
The average impact strengths BW/EG, EG/BW/EG, and EG/BW of the laminated hybrid sequence layer are presented in figure 10. The figure shows the impact strength chart of the epoxy concerning the woven bamboo and woven roving E-glass sequence layer. The average values indicate that the energies absorbed by the BW/EG, EG/BW/EG, and EG/BW laminated hybrid sequences are lower than those of the woven roving E-glass composite.
Figure 8. Chart of the flexural strength against various stacking sequences of woven bamboo layers
Figure 9. Chart of the flexural modulus against various stacking sequences of woven bamboo layers
The same type of behavior was also reported by Biswas and Satapathy [24]. They noticed that the impact strengths of composites with bamboo fiber reinforcement were much lower than those noted for glass fiber reinforcement. However, the impact strengths for the laminated BW/EG, EG/BW/EG, and EG/BW hybrid sequences are still higher than that of the EP/BW laminate composite. Jayabal et al. [28] indicated that the incorporation of woven glass in extreme plies of woven coir fiber composites improved the mechanical properties of natural fiber composites. It was shown that woven bamboo has a potential impact strength when enhanced with glass hybridization.
However, the energies absorbed by the BW/EG and EG/BW/EG laminated sequence layers are lower than those of the EG/BW hybrid composite. The mixed composite sequences 6EG/2BW, 2BW/6EG, and 3EG/2BW/3EG, 6EG/4BW, 4BW/6EG, and 3EG/4BW/3EG, and 6EG/6BW, 6BW/6EG, and 3EG/6BW/3EG showed decreases in the impact strength. The highest impact strength values of 156.52 KJ/m2,
110.88 KJ/m2, and 97.75 KJ/m2 were observed
for the 6EG/2BW, 6EG/4BW, and 6EG/6BW laminated sequences, respectively.
When six layers of laminate E-Glass were added to 2-6 layer woven bamboo in the EG/BW hybrid sequence, the values were 34.47%, 53.58%, and 59.08% lower than those of the E-Glass synthetic composite, respectively. An increase in the impact strength of 77.24%, 71.93%, and 69.18% was observed for the
EG/BW hybrid laminate sequence compared to the 2-6 bamboo layer laminate composite. The laminate 2-6 woven bamboo epoxy composite had strengths of 14.92%, 13.03%, and 12.61% of the strength of the glass fiber reinforced epoxy composite. The EG/BW hybrid sequence had superior impact strength due to its ability to absorb and dissipate energy under shock. Similar observations were reported by Jayabal et al. [28]; the interplay coir glass hybrid had good impact strength when the coir fiber was in the bottom of the glass fiber composite.
Meanwhile, when the layer increased, the impact strengths for each sequence of laminated BW/EG, EG/BW/EG, and EG/BW hybrid composite sequences decreased. It indicated that increasing the number of bamboo layers did not influence the Charpy impact strength of the laminated BW/EG, EG/BW/EG, and EG/BW hybrid sequences. The decrease in the impact strength of the bamboo layer sequence was attributed to the poor interfacial bonding between the bamboo and E-glass layer. In addition, according to Biswas and Satapathy [24], the impact performance of fiber-reinforced composites depends on many factors, including the matrix and fiber interface, construction process, test conditions, the geometry of the composite, and nature of the constituent. In this case, the impact properties of the BW/EG and EG/BW/EG hybrid sequences are unable to withstand impact, especially in bamboo and E-glass laminate surfaces. Therefore, there were substantial differences in the impact of the material as the laminate bonding between the fibers became irregular in the hybrid sequence. However, the layer of bamboo and E-glass woven at the back and front opposed the striking force better than woven bamboo in the middle or front of the woven glass layer. Specimen EG/BW exhibited superior impact strength compared to specimens BW/EG or EG/BW/EG.
Figure 10. Chart of the charpy impact strength against various stacking sequences of woven bamboo layers
D. Hardness Test
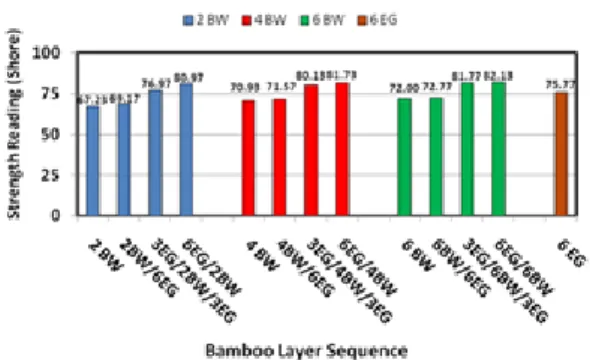
The present investigation reveals that the current number and sequence of the bamboo layer affect the hardness strength. Figure 11
shows the hardness strength bar chart for different stacking sequences of the bamboo layers. As shown in Figure 11, the 6-layer woven roving E-glass composites exhibit an average hardness strength value of 75.77. Meanwhile, the woven bamboo has a good hardness strength, which is improved by glass hybridization. The average hardness strength of the bamboo layer and E-glass hybrid composites are found to increase in each sequence layer. The figure also clearly indicates that with the inclusion of the woven bamboo layer, the hardness value of the hybrid composite is improved in the EG/BW/EG and EG/BW sequences.
The hardness strength of the woven bamboo layer in the hybrid composite sequences 2BW/6EG, 3EG/2BW/3EG and 6EG/2BW, 4BW/6EG, 3EG/4BW/3EG, and 6EG/4BW, and 6BW/6EG, 3EG/6BW/3EG and 6EG/6BW increased. The 6EG/2BW, 6EG/4BW, and 6EG/6BW sequences had the highest hardness values of 80.97, 81.73, and 82.13, respectively. In addition, Biswas and Satapathy [24], in a comparative study on red mud-filled bamboo/epoxy and glass/epoxy composites, found that the hardness value of bamboo/epoxy was higher than that of glass/epoxy.
When six layers of E-Glass laminate were placed into a 2-6 layer woven bamboo (EG/BW) hybrid sequence, the values were 6.86%, 7.87%, 8.39% greater than those of the E-Glass synthetic composite, respectively. An increase in the hardness strength of 20.44%, 15.23%, and 14.07% was observed for the EG/BW hybrid laminate sequence compared to the 2-6 bamboo layer laminate composite. The laminate 2-6 woven bamboo epoxy composite gave approximate strength values of 11.27%, 6.39%, and 4.98% of the strength of the glass fiber reinforced epoxy composite. The obtained average results of the hybrid EG/BW/EG and EG/BW sequences were higher than those of the BW/EG sequence and E-glass synthetic fiber composite. In addition, while increasing the bamboo layer had a noticeable effect, there was a substantial change in the hardness value. In this case, the 2-6 woven bamboo layers with the woven bamboo at the back and middle opposed the striking force better than the woven bamboo layer in front. The EG/BW sequence layer exhibited a superior hardness strength compared to that of the EG/BW/EG and BW/EG sequence layers.
Figure 11. Chart of the hardness strength against various stacking sequences of woven bamboo layers
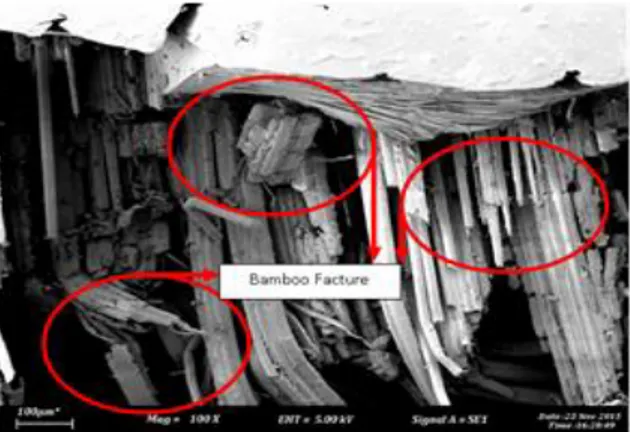
E. Surface Morphology of the Fracture Surface (SEM)
The observations revealed that the bamboo fibers failed, followed by glass fibers due to the applied loads during the tests. Fracture lines and matrix cracking were formed on the surfaces exhibited poor interfacial bonding between the matrix and fiber. The matrix and fiber interfaces mainly dominated the composite strength. For laminated BW/EG, EG/BW/EG, and EG/BW, substantial fiber pullout and interfacial bonding were observed on the impact and tensile fracture surfaces, signifying insufficient interfacial bonding strength between the fibers.
Figures 12 and 13 show the impact fracture from the top view. In contrast, Figures 14 and 15 show the tensile fracture discrete area between the bamboo and glass fiber layer, which shows the interfacial debonding failure between the matrix. It shows that bamboo fiber does not bind well to the matrix, which causes a reduction in the tensile strength. Fiber pullout is damaging to the strength of hybrid composites; thus, the impact, tensile and flexural strengths are reduced with the addition of bamboo layers in sequence. The improved interfacial adhesion enabled a higher stress transfer between the matrix and fibers and reduced the chance of fiber debonding. As such, the minimum number of bamboo layers with the matrix and fiberglass increases the impact, tensile and flexural strengths of the hybrid composites. It is observed from the figure that glass fiber stretching and bamboo fiber breakage with less stretching occurs when two bamboo layers are in the EG/BW/EG sequence. Improved interfacial adhesion also prevents fiber pullout, a significant source of energy dissipation for the increased toughness of the composites and hybrid. Nunna et al. [33] also noted that the behavior of hybrid composites is mainly influenced by the properties of their excessive fiber layers.
Figure 12. Scanning electron microscopy image of 2BW/6EG hybrid composite failure after impact fracture
from the top view
Figure 13. Scanning electron microscopy image of 6EG/2BW hybrid composite failure after impact fracture
from the top view
Figure 14. Scanning electron microscopy image of 3EG/2BW/3EG hybrid composite failure after tensile
fracture
Figure 15. Scanning electron microscopy image of 6EG/2BW hybrid composite failure after tensile fracture
V. C
ONCLUSIONThe mechanical properties of laminated BW/EG, EG/BW/EG, and EG/BW sequences with various loadings of woven bamboo stacking sequences have been studied. The tensile strength, tensile modulus, flexural strength, flexural modulus, impact strength, and hardness strength improved in the EG/BW/EG, EG/BW/EG, BW/EG, EG/BW/EG, EG/BW, and EG/BW laminated hybrid sequences, respectively. It was observed that the mechanical properties decreased as the woven bamboo increased in each series. Scanning electron micrographs showed that the fiber pull-out started from the bamboo fibers and transitioned to the glass fibers—good interfacial bonding developed between the woven glass and matrix. This study's limitation is the only truth for Semantan Bamboo composite that is available in Malaysia; other performance may have observed if the composite is made of different types of bamboo, i.e., Masso bamboo in China. The works give sound basis decision to engineers to apply the Bamboo laminated composites in construction materials and building decoration.
A
CKNOWLEDGMENTSThe authors acknowledge Universiti Pertahanan National Malaysia (UPNM) for supporting this research work, Grant UPNM/2020/GPJP/TK/2, for Prof. Dr. Aidy Ali, and Politeknik Melaka (PMK) for Dr. Kannan Rassiah, and as well as The Coordinator of Composite Engineering Laboratory (FKP/UTeM) for granting permission to use all the available equipment.